
Sub-Pilot-Scale and Bench-Scale Reactor Tests and Thermodynamic Integrated Process Analysis of Production of H2 from Woody Biomass via Chemical Looping


Abstract
Highlights
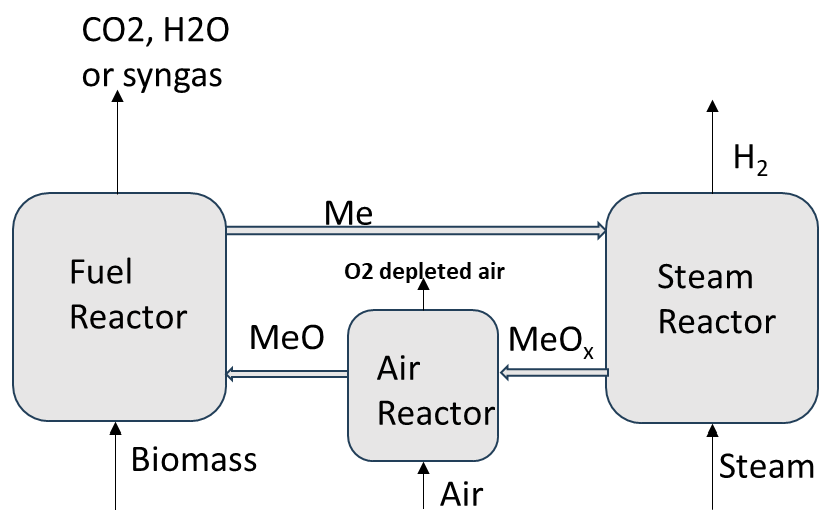
- The conversion of biomass to H2 via both three-reactor and two-reactor approaches with CaFe2O4.
- Thermodynamic integrated process assessments showed H2 yield advantages over baseline.
- High conversion (>75%) rates of steam to hydrogen were demonstrated in the three-reactor approach.
- A 25-cycle test of H2 production with steam/reduced CaFe2O4 showed a stable performance both at ambient pressure and high pressure (6.5 atm).
- Sub-pilot-scale tests showed promising H2 production data.
Simple Summary
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
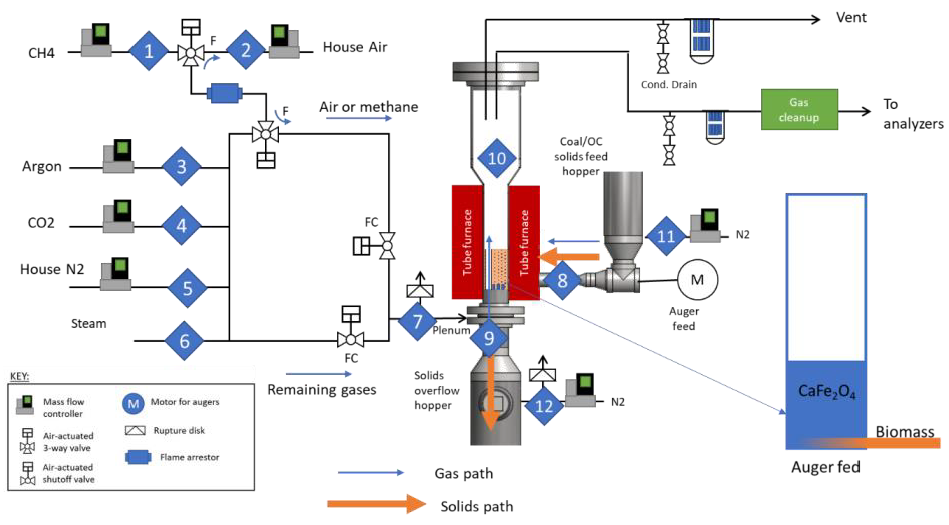
2.2. Bench-Scale Fixed-Bed Flow Reactor Studies
2.2.1. Tests with Woody Biomass with Gas Flow During Heating
2.2.2. Test with Both Biomass Volatiles and Char and CaFe2O4 Without Gas Flow During Temperature Ramp 850–925 °C with Steam Introduction at 850–925 °C
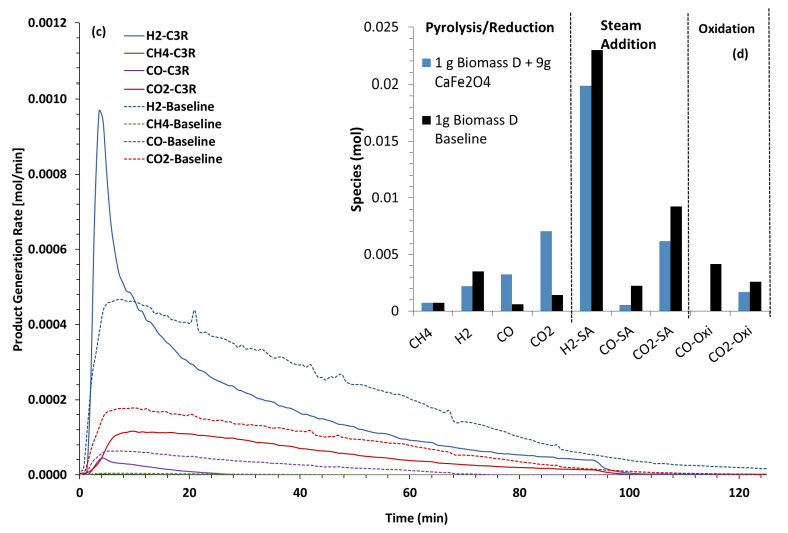
2.2.3. Tests with Biomass Volatiles and 9 g CaFe2O4
2.2.4. Bench-Scale Experimental Data on Syngas Production Simulating the Two-Reactor Process
2.3. Tests in Sub-Pilot-Scale Reactor
2.4. X-Ray Diffraction (XRD)
2.5. Proximate and Ultimate Analysis
2.6. Particle Size Analysis and Surface Area
2.7. Attrition Test
2.8. Thermodynamic Process Simulations
3. Results and Discussion
3.1. Composition of Biomass
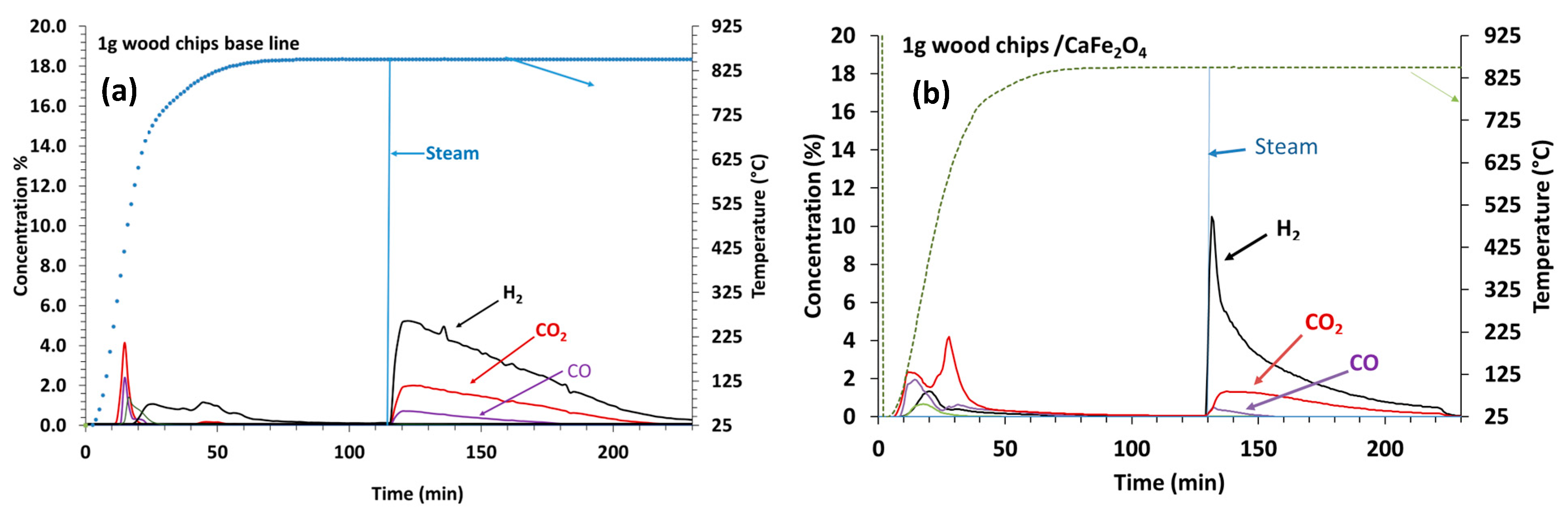
3.2. Optimization of Biomass D (100–300 µm) Wood Chips/Ca2Fe2O4 (180–600 µm) Weight Ratios—Single-Cycle Tests
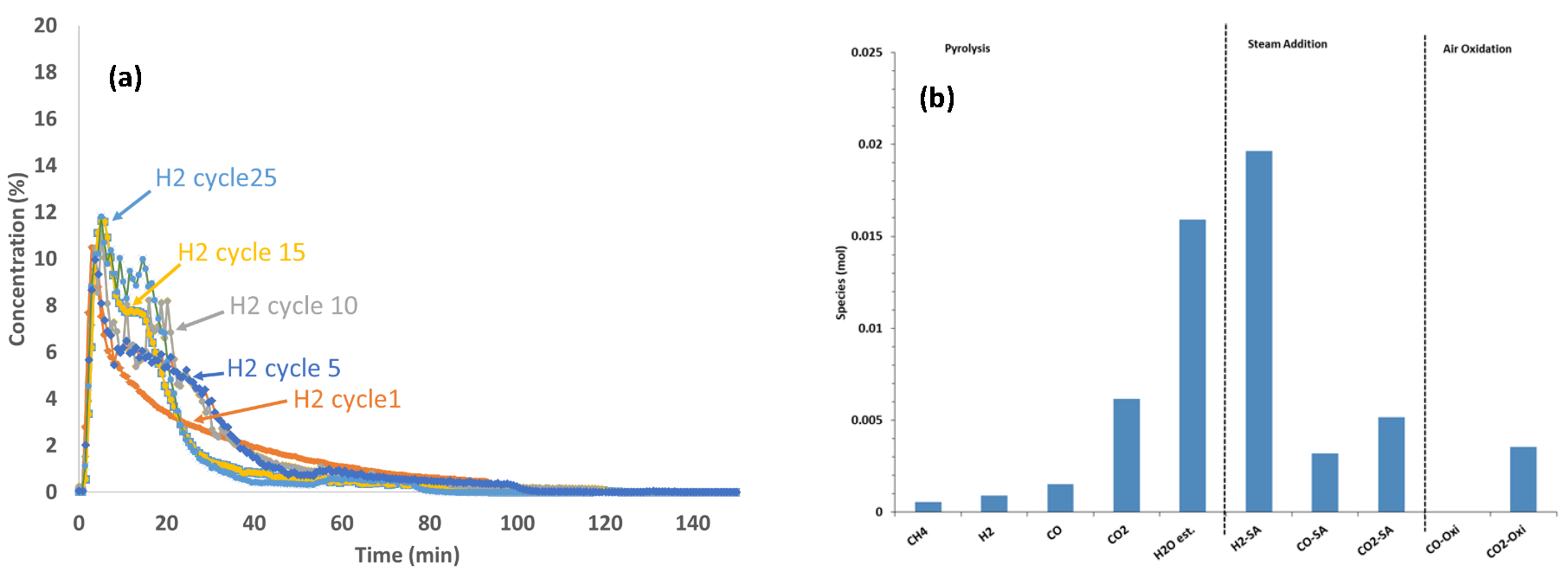
3.3. 25 Cycle Reactivity Endurance Testing at 850 °C with Biomass D Wood Chips and CaFe2O4
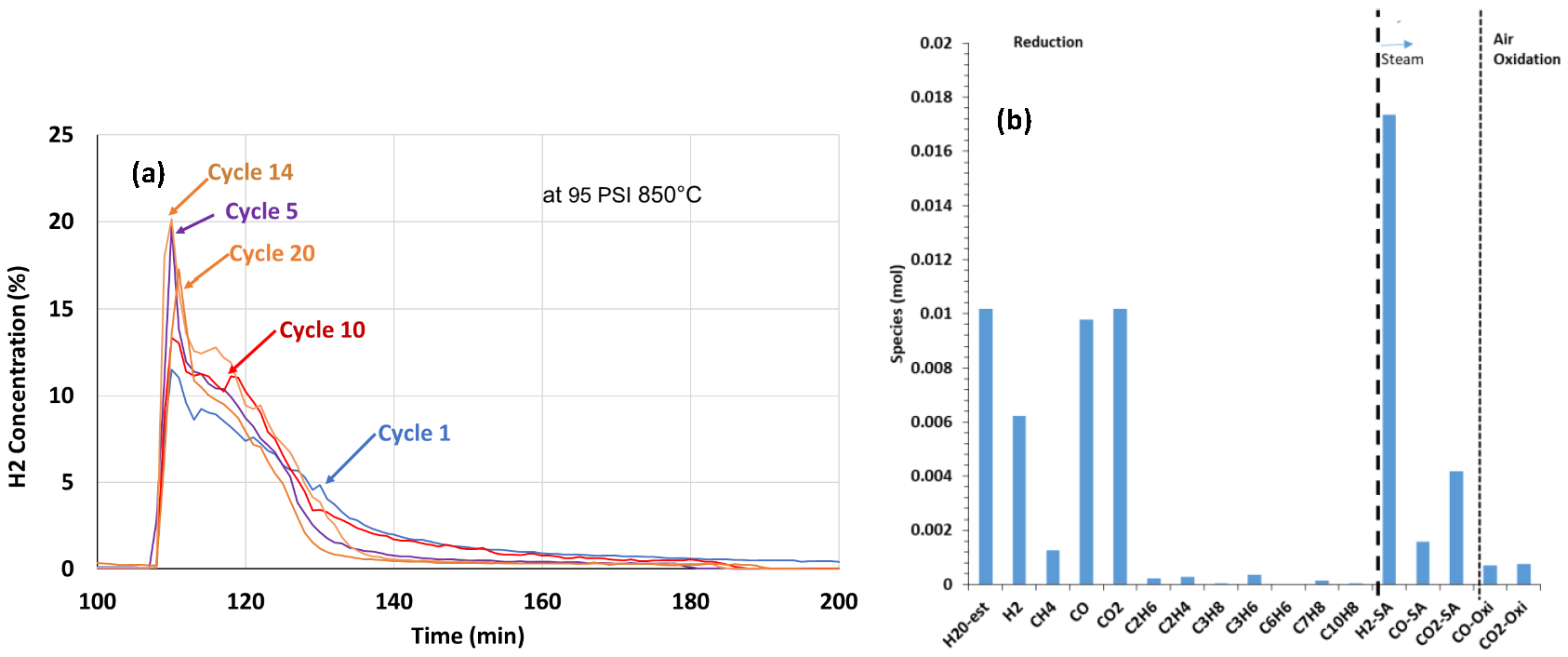
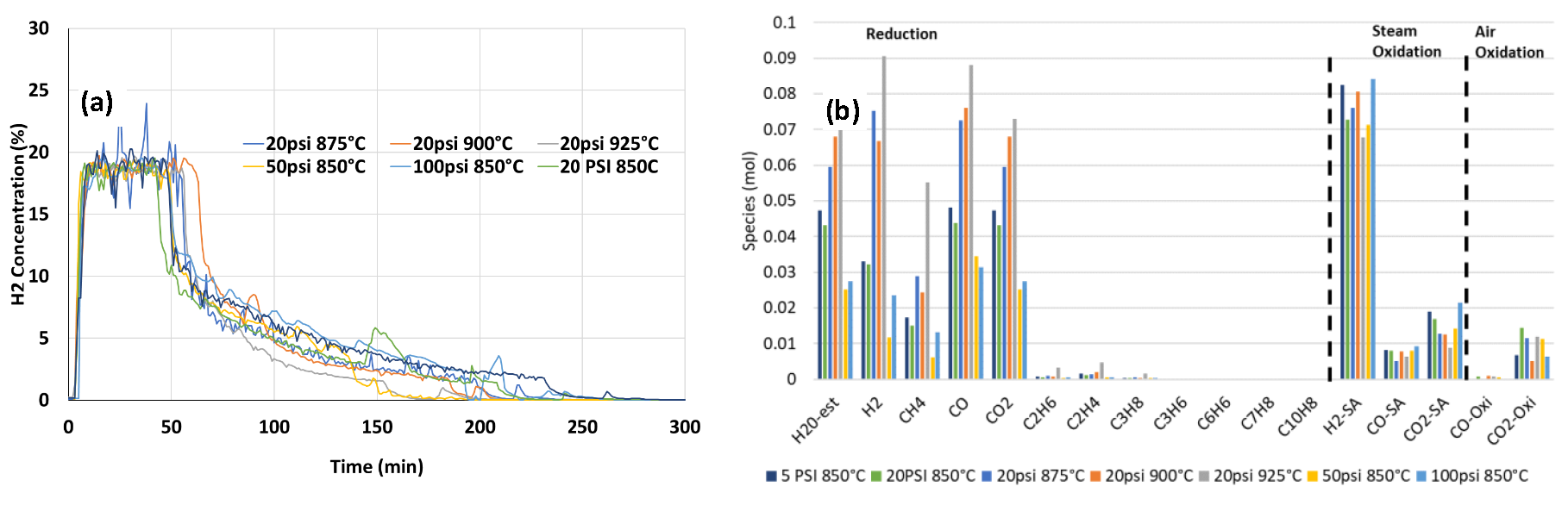
3.4. High-Pressure 20-Cycle Reactivity Endurance Testing at 850 °C 6.5 atm (95 psi) with Biomass D Wood Chips and CaFe2O4
3.5. Reduction of CaFe2O4 with No Gas Flow During the Temperature Ramp to Include All Volatiles, Tar, and Char in the Reduction Reaction
3.6. Reaction of CaFe2O4 with Pyrolysis Volatiles from Biomass D
3.7. X-Ray Diffraction Data
3.8. Fixed-Bed Flow Reactor Tests with Biomass D Pellets (1 g) and CaFe2O4 (9 g) with Gas Flow at 200 SCCM
3.9. Twenty-Five-Cycle Fixed-Bed Flow Reactor Data with 1 g of Biomass R Wood Chips (Temperature Ramp with Gas Flow) and 9 g of CaFe2O4, Steam Oxidation at 850 °C and Air (50%) at 750 °C
3.10. TGA Analysis of Biomass D and Biomass R to Understand the Differences in Reactivity
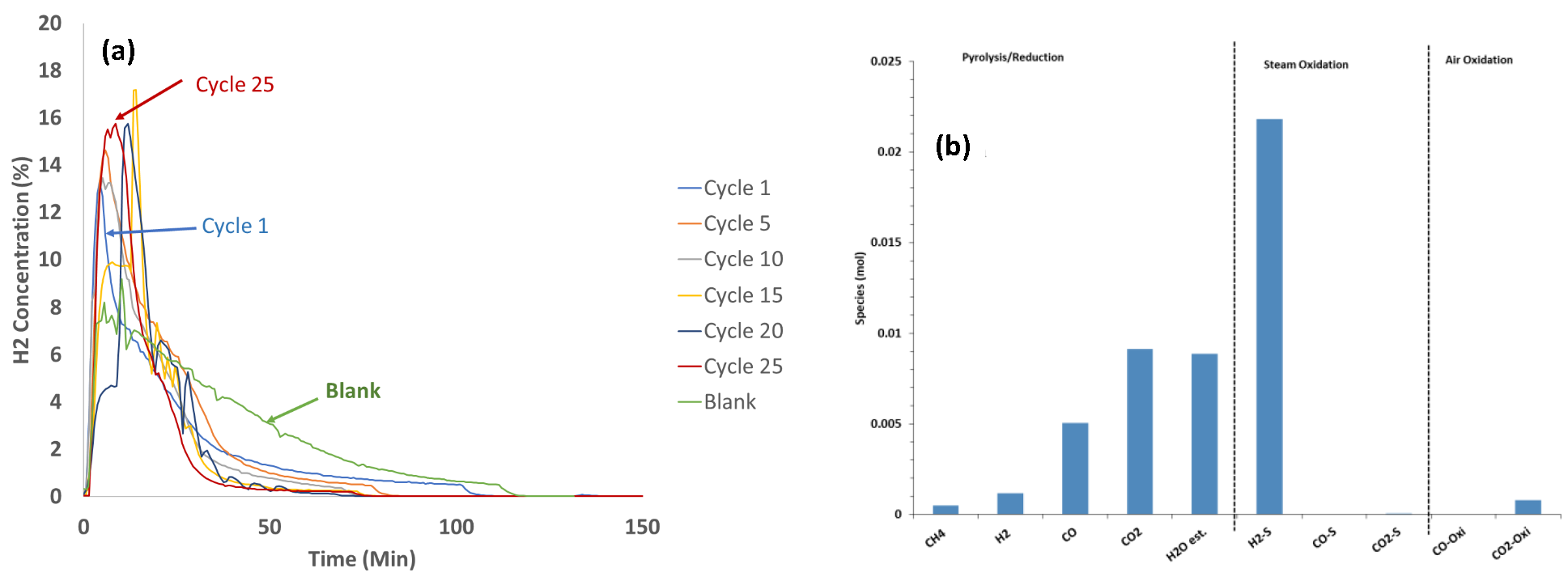
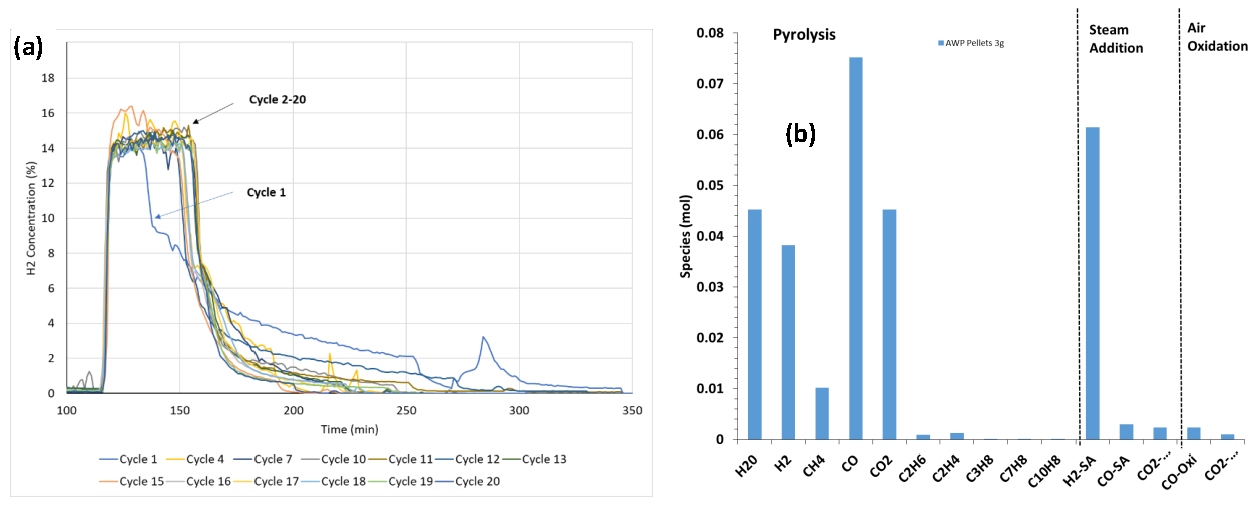
3.11. Bench-Scale Test Data with Biomass AWP Wood Pellets
3.12. Sub-Pilot-Scale Tests with Biomass AWP Pellets and Material Analysis
3.12.1. Sub-Pilot-Scale Reactor Test Data
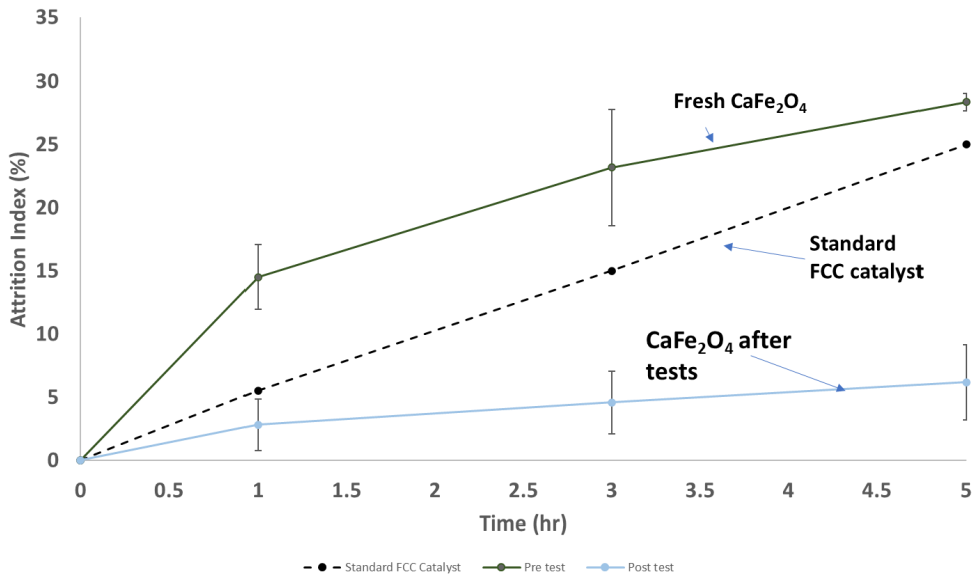
3.12.2. Attrition and Particle Size Data of CaFe2O4 Before and After Sub-Pilot-Scale Tests
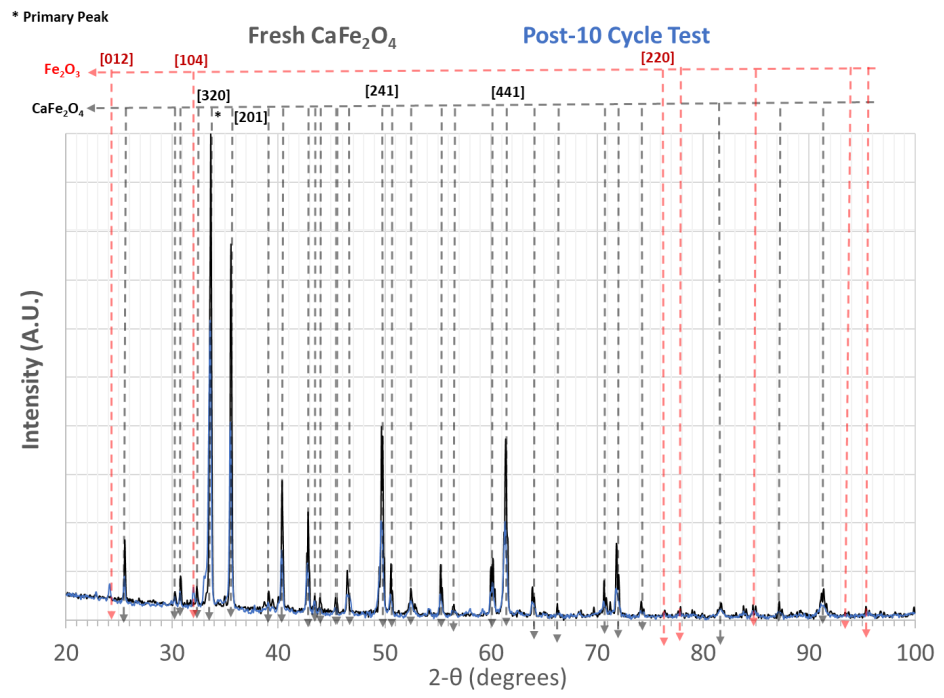
3.12.3. X-Ray Diffraction Data of CaFe2O4 Before and After Sub-Pilot-Scale Tests
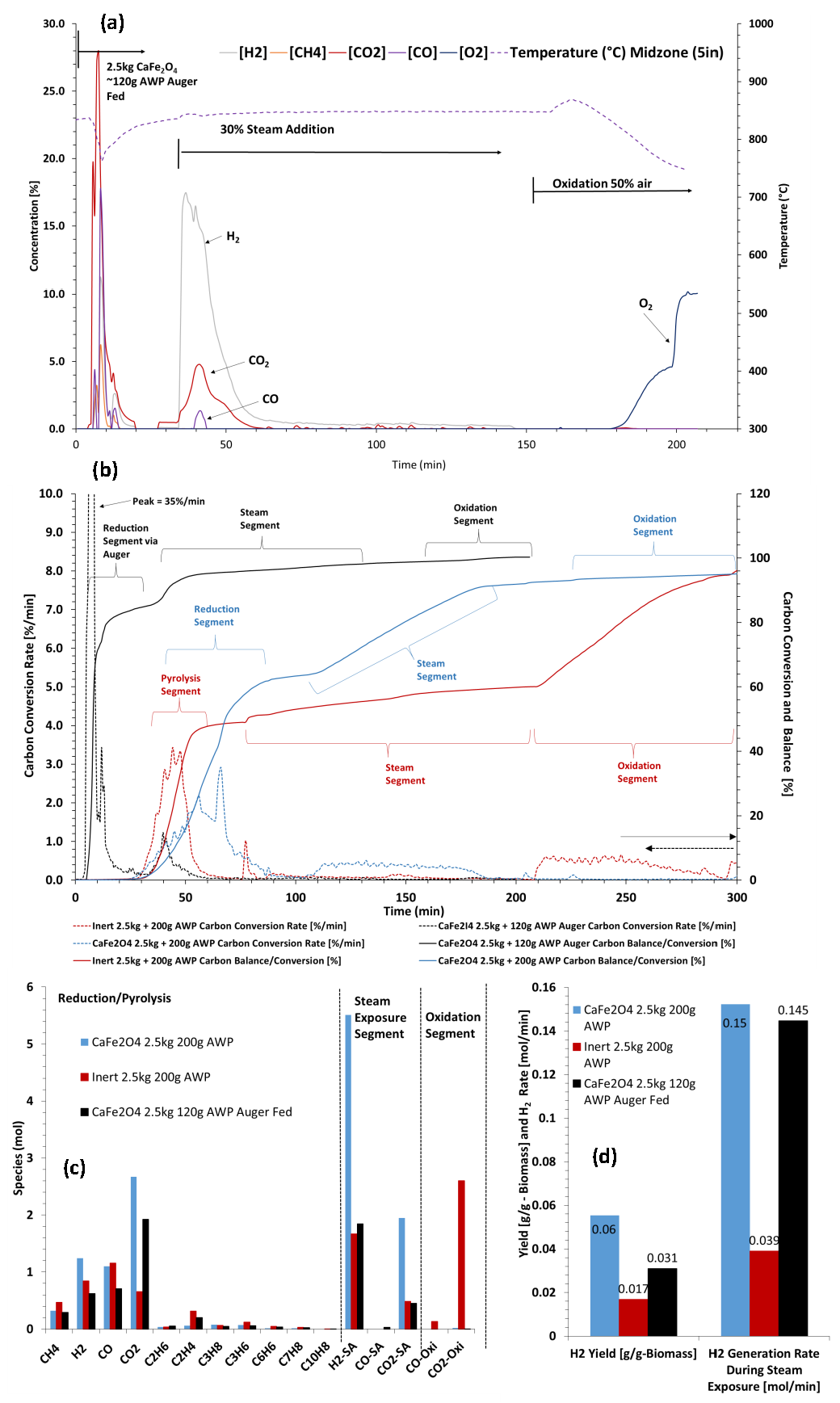
3.13. Bench-Scale Experimental Data on Syngas Production Simulating the Two-Reactor Process with AWP Wood Pellets
3.14. Thermodynamic Integrated Process Simulations
3.14.1. General Simulation Procedure and Assumptions
3.14.2. Two- and Three-Reactor Process Configuration Comparisons
3.14.3. Biomass Moisture Content on Process Metric Outcomes
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Disclaimer
References
- Siriwardane, R.; Poston, J.; Monazam, E.; Richards, G. Production of hydrogen by steam oxidation of calcium ferrite reduced with various coals. Int. J. Hydrogen Energy 2019, 44, 7158–7167. [Google Scholar] [CrossRef]
- Monazam, E.; Siriwardane, R. Hydrogen production by steam oxidation of reduced CaFe2O4 during chemical looping coal gasification: Equilibrium and kinetic analysis. Energy Fuels 2018, 32, 10398–10407. [Google Scholar] [CrossRef]
- Osman, A.I.; Lai, Z.Y.; Farghali, M.; Yiin, C.L.; Elgarahy, A.M.; Hammad, A.; Ihara, I.; Al-Fatesh, A.S.; Rooney, D.W.; Yap, P.-S. Optimizing biomass pathways to bioenergy and biochar application in electricity generation, biodiesel production, and biohydrogen production. Env. Chem. Lett. 2023, 21, 2639–2705. [Google Scholar] [CrossRef]
- Tursi, A. A review on biomass: Importance, chemistry, classification, and conversion. Biofuel Res. J. 2019, 22, 962–979. [Google Scholar] [CrossRef]
- Gao, N.; Li, A.; Quan, Q.; Qu, Y.; Mao, L. Characteristics of hydrogen rich production of biomass gasification with porous ceramic reforming. Int. J. Hydrogen Energy 2012, 37, 9610–9618. [Google Scholar] [CrossRef]
- Dai, J.; Saayman, J.; Grace, J.R.; Ellis, N. Gasification of woody biomass. Rev. Chem. Biomol. Eng. 2015, 6, 77–99. [Google Scholar] [CrossRef] [PubMed]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- Thanapal, S.S.; Annamalai, K.; Sweeten, J.M.; Gordillo, G. Fixed bed gasification of dairy biomass with enriched air mixture. Appl. Energy 2012, 97, 525–531. [Google Scholar] [CrossRef]
- Clark Energy. Efficient Distributed Generation. Clark Energy. December 2023. Available online: https://www.clarke-energy.com/us/usa/ (accessed on 15 December 2023).
- ARGE Kompetenznetzwerk Energie aus Biomasse. RNET—Strem (archive.org). Renewable Energy Network Austria. 2006. Available online: https://web.archive.org/web/20070912062738/http:/www.renet.at/english/sites/strem.php (accessed on 20 January 2024).
- IEA Bioenergy. Bioenergy 2020+ IEA Bioenergy. 17 January 2017. Available online: https://web.archive.org/web/20180330110041/http:/www.ficfb.at/ (accessed on 15 December 2023).
- Gussing Renewable Energy. Technology. Gussing Renewable Energy. 13 June 2018. Available online: https://web.archive.org/web/20180613112503/http:/gussingcleanenergy.com/technology/ (accessed on 15 December 2023).
- DRAX. 6-Start-Ups-Ideas-Power-Plants-Shaping-Biomass DRAX. June 2018. Available online: https://www.drax.com/us/sustainable-bioenergy/6-start-ups-ideas-power-plants-shaping-biomass/ (accessed on 15 December 2023).
- Worley, M.; Yale, J. Biomass Gasification Technology Assessment: Consolidated Report; NREL: Golden, CO, USA, 2012. [Google Scholar]
- Spath, P.; Aden, A.; Eggeman, T.; Ringer, M.; Wallace, B.; Jechura, J. Biomass to Hydrogen Production Detailed Design and Economics Utilizing the Battelle Columbus Laboratory Indirectly-Heated Gasifier; NREL: Golden, CO, USA, 2005. [Google Scholar]
- Tremel, A.; Gaderer, M.; Spliethoff, H. Small-scale production of synthetic natural gas by allothermal biomass gasification. Int. J. Energy Res. 2013, 37, 1318–1330. [Google Scholar] [CrossRef]
- Thunman, H.; Gustavsson, C.; Larsson, A.; Gunnarsson, I.; Tengberg, F. Economic assessment of advanced biofuel production via gasification using cost data from the GoBiGas plant. Energy Sci. Eng. 2019, 7, 217–229. [Google Scholar] [CrossRef]
- Ge, H.; Guo, W.; Shen, L.; Song, T.; Xiao, J. Biomass gasification using chemical looping in a 25 kWth reactor with natural hematite as oxygen carrier. Chem. Eng. J. 2016, 286, 174–183. [Google Scholar] [CrossRef]
- Xue, N.; Wang, Z.; Wu, J.; He, T.; Zhang, J.; Lia, J.; Wu, J. Effect of equivalence ratio on the CO selectivity of Fe/Ca-based oxygen carriers in biomass char chemical looping gasification. Fuel 2019, 252, 220–227. [Google Scholar] [CrossRef]
- Xu, C.; Chen, S.; Soomro, A.; Sun, Z.; Xiang, W. Hydrogen rich syngas production from biomass gasification using synthesized Fe/CaO active catalysts. J. Energy Inst. 2018, 91, 805–816. [Google Scholar] [CrossRef]
- Hu, Q.; Shen, Y.; Chew, J.W.; Ge, T.; Wang, C.-H. Chemical looping gasification of biomass with Fe2O3/CaO as the oxygen carrier for hydrogen-enriched syngas production. Chem. Eng. J. 2020, 379, 122346. [Google Scholar] [CrossRef]
- Niu, P.; Ma, Y.; Tian, X.; Ma, J.; Zhao, H. Chemical looping gasification of biomass: Part, I. screening Cu-Fe metal oxides as oxygen carrier and optimizing experimental conditions. Biomass Bioenergy 2018, 108, 146–156. [Google Scholar] [CrossRef]
- Liu, G.; Liao, Y.; Wu, Y.; Ma, X. Enhancement of Ca2Fe2O5 oxygen carrier through Mg/Al/Zn oxide support for biomass chemical looping gasification. Energy Convers. Manag. 2019, 195, 262–273. [Google Scholar] [CrossRef]
- Udomsirichakorn, J.; Salam, P. Review of H2 enriched gas production from steam gasification of biomass: The prospect of CaO-based chemical looping gasiffication. Renew. Sustain. Energy Rev. 2014, 30, 565–579. [Google Scholar] [CrossRef]
- Wang, K.; Yu, Q.; Qin, Q.; Hou, L.; Duan, W. Thermodynamic analysis of syngas generation from biomass using chemical looping gasification method. Int. J. Hydrogen Energy 2016, 41, 10346–10353. [Google Scholar] [CrossRef]
- Huang, Z.; He, F.; Zhu, H.; Chen, D.; Zhao, K.; Wei, G.; Feng, Y.; Zheng, A.; Zhao, Z.; Li, H. Thermodynamic analysis and thermogravimetric investigation on chemical looping gasification of biomass char under different atmospheres with Fe2O3 oxygen carrier. Appl. Energy 2015, 157, 546–553. [Google Scholar] [CrossRef]
- Condori, O.; Garcia-Labiano, F.; de Diego, L.F.; Izquierdo, M.T.; Abad, A.; Adanez, J. Biomass chemical looping gasification for syngas production using ilmenite as oxygen carrier in a 1.5 KWth unit. Chem. Eng. J. 2021, 405, 126679. [Google Scholar] [CrossRef]
- Lui, Q.; Hu, C.; Liu, C.; Li, Z.; Wu, K.; Zhang, H.; Xiao, R. High H2/CO ratio syngas production from chemical looping co-gasification of biomass and polyethylene with CaO/Fe2O3 oxygen carrier. Energy Convers. Manag. 2019, 199, 111951. [Google Scholar]
- Wei, G.; He, F.; Zhao, Z.; Huang, Z.; Zheng, A.; Zhao, K.; Li, H. Performance of Fe-Ni bimetallic oxygen carriers for chemical looping gasification of biomass in a 10 Kwth interconnected circulating fluidized bed reactor. Int. J. Hydrogen Energy 2015, 40, 16021–16032. [Google Scholar] [CrossRef]
- Huseyin, S.; Wei, G.; Li, H.; He, F.; Huang, Z. Chemical looping gasification of biomass in a 10 kwth interconnected fluidized bed reactor using Fe2O3/Al2O3 oxygen carrier. J. Fuel Chem. Technol. 2014, 42, 922–931. [Google Scholar] [CrossRef]
- Huang, Z.; He, F.; Feng, Y.; Zhao, K.; Zheng, A.; Chang, S.; Li, H. Synthesis gas production through biomass direct chemical looping conversion with natural hematite as an oxygen carrier. Bioresour. Technol. 2013, 140, 138–145. [Google Scholar] [CrossRef]
- Park, C.; Joshi, R.K.; Falascino, E.; Pottimurthy, Y.; Xu, D.; Wang, D.; Sunny, A.; Hwang, S.; Joshi, A.S.; Mohapatra, P.; et al. Biomass gasification: Sub-pilot operation of >600 h with extensive tar cracking property and high purity syngas production at H2:CO ratio ~2 using moving bed redox looping technology. Fuel Process. Technol. 2023, 252, 107966. [Google Scholar] [CrossRef]
- Luo, M.; Yi, Y.; Wang, S.; Wang, Z.; Du, M.; Pan, J.; Wang, Q. Review of hydrogen production using chemical looping technology. Renew. Sustain. Energy Rev. 2018, 81, 3186–3214. [Google Scholar] [CrossRef]
- Hurst, S. Production of hydrogen by the steam-iron method. J. Am. Oil Chem. Soc. 1939, 16, 29–36. [Google Scholar] [CrossRef]
- Tong, A.; Sridhar, D.; Sun, Z.; Kim, H.; Zeng, L.; Wang, F.; Wang, D.; Kathe, M.; Luo, S.; Sun, Y.; et al. Continuous high purity hydrogen generation from a syngas chemical looping 25 kWth sub-pilot unit with 100% carbon capture. Fuel 2012, 103, 495–505. [Google Scholar] [CrossRef]
- Li, F.; Zeng, L.; Fan, L.-S. Techno-economic analysis of coal-based hydrogen and electricity cogeneration processes with CO2 capture. Ind. Eng. Chem. Res. 2010, 49, 11018–11028. [Google Scholar] [CrossRef]
- Aziz, M.; Zaini, I.; Oda, T.; Morihara, A.; Kashiwagi, T. Energy conservative brown coal conversion to hydrogen and power based on enhanced process integration: Integrated drying, coal direct chemical looping, combined cycle and hydrogenation. Int. J. Hydrogen Energy 2017, 42, 2904e13. [Google Scholar] [CrossRef]
- Liu, T.; Hu, S.; Yu, Z.; Huang, J.; Li, J.; Wang, Z.; Fang, Y. Research of coal-direct chemical looping hydrogen generation with ironbased oxygen carrier modified by potassium. Int. J. Hydrogen Energy 2017, 42, 11038–11046. [Google Scholar] [CrossRef]
- Riley, J.; Bobek, M.; Atallah, C.; Siriwardane, R.; Bayham, S. Syngas and H2 production from natural gas using CaFe2O4—Looping: Experimental and thermodynamic integrated process assessment. Int. J. Hydrogen Energy 2023, 48, 29898–29915. [Google Scholar] [CrossRef]
- Debiagi, P.; Gentile, G.; Cuoci, A.; Frassoldati, A.; Ranzi, E.; Faravelli, T. A predictive model of biochar formation and characterization. J. Anal. Appl. Pyrolysis 2018, 134, 326–335. [Google Scholar] [CrossRef]
- Di Blasi, C.; Signorelli, G.; Di Russo, C.; Rea, G. Product Distribution from Pyrolysis of Wood and Agricultural Residues. Ind. Eng. Chem. Res. 1999, 38, 2216–2224. [Google Scholar] [CrossRef]
- Riley, J.; Atallah, C.; Siriwardane, R.; Poston, J. Rate expressions and kinetic parameters for metal ferrites in relation to applications of fossil fuel conversion to hydrogen: Part 1 of 2. Chem. Eng. J. 2025, 513, 162758. [Google Scholar] [CrossRef]
- D5757-11; Standard Test Method for Determination of Attrition of FCC Catalyst by Air Jets. ASTM International: West Conshohocken, PA, USA, 2011; pp. 1–3.
- da Silva, S.B.; Arantes, M.D.C.; de Andrade, J.K.B.; Andrade, C.R.; de Cássia Oliveira Carneiro, A.; de Paula Protásio, T. Influence of physical and chemical compositions on the properties and energy use of lignocellulosic biomass pellets in Brazil. Renew. Energy 2020, 147, 1870–1879. [Google Scholar] [CrossRef]
- Stetle, W.; Sanadi, A.; Shang, L.; Holm, J.; Ahrenfeldt, J.; Heneriksen, U. Recent Developments in Biomass Pelletization—A Review. BioResources 2012, 7, 4451–4490. [Google Scholar]
- Zhang, X.; Yang, S.; Xie, X.; Chen, L.; Sun, L.; Zhao, B.; Si, H. Stoichiometric synthesis of Fe/CaxO catalysts from tailored layered double hydroxide precursors for syngas production and tar removal in biomass gasification. J. Anal. Appl. Pyrolysis 2016, 120, 371–378. [Google Scholar] [CrossRef]
- Shen, Y.; Yoshikawa, K. Recent progresses in catalytic tar elimination during biomass gasification or pyrolysis—A review. Renew. Sustain. Energy Rev. 2013, 21, 371–392. [Google Scholar] [CrossRef]
- Zeng, J.; Hua, J.; Qiu, Y.; Zhang, S.; Zenga, D.; Xiao, R. Multi-function of oxygen carrier for in-situ tar removal in chemical looping gasification: Naphthalene as a model compound. Appl. Energy 2019, 253, 113502. [Google Scholar] [CrossRef]
- Kostyniuk, A.; Grilc, M.; Likozar, B. Catalytic Cracking of Biomass-Derived Hydrocarbon Tars or Model Compounds To Form Biobased Benzene, Toluene, and Xylene Isomer Mixtures. Ind. Eng. Chem. Res. 2019, 58, 7609–7705. [Google Scholar] [CrossRef]
- Virginie, M.; Adanez, J.; Courson, C.; de Diego, L.; Garcia-labiano, F.; Niznansky, D.; Kiennemann, A.; Gayan, P.; Abad, A. Effect of fe-olivine on tar content during biomass gasification in a dual fluidized bed. Appl. Catal. B Environ. 2012, 121–122, 214–222. [Google Scholar] [CrossRef]
- Siriwardane, R.; Riley, J.; Atallah, C. CO2 utilization potential of a novel calcium ferrite based looping process fueled with coal: Experimental evaluation of various coal feedstocks and thermodynamic integrated process analysis. Appl. Energy 2022, 323, 119634. [Google Scholar] [CrossRef]
- Riley, J.; Siriwardane, R.; Tian, H.; Benincosa, W.; Poston, J. Kinetic analysis of the interactions between calcium ferrite and coal char for chemical looping gasification applications: Identifying reduction routes and modes of oxygen transfer. Appl. Energy 2017, 201, 94–110. [Google Scholar] [CrossRef]
- B. Magazine. Pellet Mill List. BBI International. 22 May 2024. Available online: https://biomassmagazine.com/plants/list/pellet-mill (accessed on 22 May 2024).
- Sjoding, D.; Kanoa, E.; Jensen, P. Developing a Wood Pellet/Densified Biomass Industry in Washington State: Opportunities and Challenges; Washington State University Extension Energy Program, Olympia: Pullman, WA, USA, 2013. [Google Scholar]
- Kathe, M.; Empfield, A.; Na, J.; Blair, E.; Fan, L.-S. Hydrogen production from natrual gas using an iron-based chemical looping technology: Thermodynamic simulations and process system analysis. Appl. Energy 2016, 165, 183–201. [Google Scholar] [CrossRef]
- Mann, M.S.P. Life Cycle Assessment of a Biomass Gasification Combined-Cycle Power System; NREL: Golden, CO, USA, 1997. [Google Scholar]
- Spath, P.; Mann, M.; Amos, W. Update of Hydrogen from Biomass—Determination of the Delivered Cost of Hydrogen; NREL: Golden, CO, USA, 2003. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate and Ultimate Analysis of Biomass Feedstocks | |||||
|---|---|---|---|---|---|
| Analysis | Component (%wt.) | Biomass R—Wood Chips | Biomass D—Wood Chips | Biomass D—Wood Pellets | Biomass AWP Pellets |
| Proximate (As Received) | %Moisture | 15.95 | 28.68 | 6.85 | 4.56 |
| %Ash | 0.2 | 0.2 | 1.4 | 0.57 | |
| %Vol. Matter | 43.9 | 43.9 | 76.3 | 82.12 | |
| %Fixed Char | 39.95 | 27.22 | 15.45 | 12.75 | |
| Ultimate (Dry Basis) | %Ash | 0.2 | 0.2 | 1.4 | 0.57 |
| %Carbon | 50.16 | 49.06 | 49.59 | 48.88 | |
| %Hydrogen | 5.85 | 5.75 | 5.08 | 6.02 | |
| %Nitrogen | 0.71 | 0.56 | 0 | 0.07 | |
| %Total Sulfur | 0.83 | 0.79 | 0.69 | 0.01 | |
| %Oxygen (diff) | 42.25 | 43.64 | 43.24 | 44.45 | |
| Sample Name | CaFe2O4 | Ca2Fe2O5 | CaFe3O5 | CaFe5O7 | FeO | Fe | Fe3O4 | Fe2O3 |
|---|---|---|---|---|---|---|---|---|
| 1. Fresh | 84.5% | 15.5% | ||||||
| 2. Reduction—no gas flow Section 3.5 | 82.3% | 9.5% | 8.2% | |||||
| 3. Steam oxid. after step 2 | 45.0% | 52.0% | 3.0% | |||||
| 4. Air oxid. after step 3 | 77.2% | 22.8% | ||||||
| 5. Reduction with gas flow (100 SCCM) | 55.9% | 27.9% | 15.8% | 0.4% | ||||
| 6. Steam oxid. After step 5 | 43.8% | 55.7% | 0.5% | |||||
| 7. Air oxid. After step 6 | 76.3% | 23.7% | ||||||
| 9. Reduction with biomass volatiles only—200 SCCM | 40.25% | 59.6% | 0.05 | |||||
| 10. Reduction with biomass volatiles only—100 SCCM | 35.5% | 51.5% | 12% |
| Sample Name | CaFe2O4 | Ca2Fe2O5 | CaFe3O5 | CaFe5O7 | FeO | Fe |
|---|---|---|---|---|---|---|
| Reduction with gas flow | 67.8% | 31.6% | 0.2% | 0.5% | ||
| Steam oxidation | 41.9% | 58.1% | ||||
| Air oxidation | 68.8% | 31.2% |
| Biomass R | Biomass D | ||
|---|---|---|---|
| Derivative Weight (%/min) | Temperature °C | Derivative Weight (%/min) | Temperature °C |
| 1.7 (pyrolysis step) | 60 | 1.7 | 70 |
| 9.5 (pyrolysis step) | 355 | 9.9 | 358 |
| 1.9 (oxidation step) | 471 | 2.0 | 523 |
| Major Operating Parameter | 2R-LP | 2R-HP | 3R-LP | 3R-HP | Baseline |
|---|---|---|---|---|---|
| FR/SG Temperature, Inlet Pressure | 914 °C, 2 atm | 914 °C, 6 atm | 932 °C, 2 atm | 932 °C, 6 atm | 890 °C, 1.25 atm |
| SR Temperature, Inlet pressure | NA | NA | 931 °C, 2 atm | 931 °C, 6 atm | N/A |
| AR Temperature, Inlet pressure | 950 °C, 2 atm | 950 °C, 6 atm | 950 °C, 2 atm | 950 °C, 6 atm | 980 °C, 1.25 atm |
| CaFe2O4 Circulation Rate [kmol/h] | 11,282.5 | 11,282.5 | 28,578.1 | 28,578.1 | N/A (Olivine) |
| Metric | 2R-Biomass-LP (2 atm) | 2R-Biomass-HP (6 atm) | 3R-Biomass-LP (2 atm) | 3R-Biomass-HP (6 atm) | Baseline Biomass Gasification (~2 atm) |
|---|---|---|---|---|---|
| Fuel | Biomass | Biomass | Biomass | Biomass | Biomass |
| H2 yield (kg/kg fuel) | 0.1025 | 0.1023 | 0.1041 | 0.1044 | 0.0741 |
| Biomass converted to H2 | 9.02 kg Biomass/kg H2 | 9.02 kg Biomass/kg H2 | 8.267 kg Biomass/kg H2 | 8.267 kg Biomass/kg H2 | 10.66 kg Biomass/kg H2 |
| Biomass required for heating | 0.731 kg Biomass/kg H2 | 0.756 kg Biomass/kg H2 | 1.336 kg Biomass/kg H2 | 1.311 kg Biomass/kg H2 | 2.83 kg Biomass/kg H2 |
| Total biomass required | 9.751 kg Biomass/kg H2 | 9.776 kg Biomass/kg H2 | 9.603 kg Biomass/kg H2 | 9.578 kg Biomass/kg H2 | 13.49 kg Biomass/kg H2 |
| Industrial Electricity Usage (kWh/kg H2) | 4.93 | 4.69 | 6.6 | 6.154 | 6.91 |
| Industrial Electricity Generation (kWh/kg H2) | 4.225 | 4.273 | 6.853 | 6.6306 | 5.14 |
| Net Electricity Usage (kWh/kg H2) | 0.695 | 0.417 | (0.253) | (0.4766) | 1.76 |
| Process Water Usage (gal/kg H2) | 0.994 | 0.9257 | 1.011 | 0.971 | 1.92 |
| Analysis | Component (%wt.) | Wood Chips | Wood Pellets |
|---|---|---|---|
| Proximate | %Moisture | 28.68 | 6.85 |
| %Ash | 0.2 | 1.4 | |
| %Vol. Matter | 43.9 | 76.3 | |
| %Fixed Char | 27.22 | 15.45 | |
| Ultimate (Dry basis) | %Ash | 0.2 | 1.4 |
| %Carbon | 49.06 | 49.59 | |
| %Hydrogen | 5.75 | 5.08 | |
| %Nitrogen | 0.56 | 0 | |
| %Total Sulfur | 0.79 | 0.69 | |
| %Oxygen (diff) | 14.96 | 36.39 |
| Metric | 3R-Biomass-LP w/Low Moisture Content Feedstock | 3R-Biomass-LP w/High Moisture Content Feedstock |
|---|---|---|
| Fuel | Densified Biomass | Raw Biomass |
| H2 yield (kg/kg fuel) | 0.1041 | 0.0749 |
| Biomass converted to H2 | 8.267 kg Biomass/kg H2 | 10.827 kg Biomass/kg H2 |
| Biomass required for heating | 1.336 kg Biomass/kg H2 | 2.494 kg Biomass/kg H2 |
| Total Biomass Required | 9.603 kg Biomass/kg H2 | 13.321 kg Biomass/kg H2 |
| Industrial Electricity Usage (kWh/kg H2) | 6.6 | 7.06 |
| Industrial Electricity Generation (kWh/kg H2) | 6.853 | 7.918 |
| Net Electricity Usage (kWh/kg H2) | (0.253) | (0.8578) |
| Process Water Usage (gal/kg H2) | 1.011 | 0.1715 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siriwardane, R.; Riley, J.; Atallah, C.; Bobek, M. Sub-Pilot-Scale and Bench-Scale Reactor Tests and Thermodynamic Integrated Process Analysis of Production of H2 from Woody Biomass via Chemical Looping. Biomass 2025, 5, 30. https://doi.org/10.3390/biomass5020030
Siriwardane R, Riley J, Atallah C, Bobek M. Sub-Pilot-Scale and Bench-Scale Reactor Tests and Thermodynamic Integrated Process Analysis of Production of H2 from Woody Biomass via Chemical Looping. Biomass. 2025; 5(2):30. https://doi.org/10.3390/biomass5020030
Chicago/Turabian StyleSiriwardane, Ranjani, Jarrett Riley, Chris Atallah, and Michael Bobek. 2025. "Sub-Pilot-Scale and Bench-Scale Reactor Tests and Thermodynamic Integrated Process Analysis of Production of H2 from Woody Biomass via Chemical Looping" Biomass 5, no. 2: 30. https://doi.org/10.3390/biomass5020030
APA StyleSiriwardane, R., Riley, J., Atallah, C., & Bobek, M. (2025). Sub-Pilot-Scale and Bench-Scale Reactor Tests and Thermodynamic Integrated Process Analysis of Production of H2 from Woody Biomass via Chemical Looping. Biomass, 5(2), 30. https://doi.org/10.3390/biomass5020030