
Conversion of Sweet Whey to Bioethanol: A Bioremediation Alternative for Dairy Industry


 ,
,  and
and
Abstract

1. Introduction
2. Materials and Methods
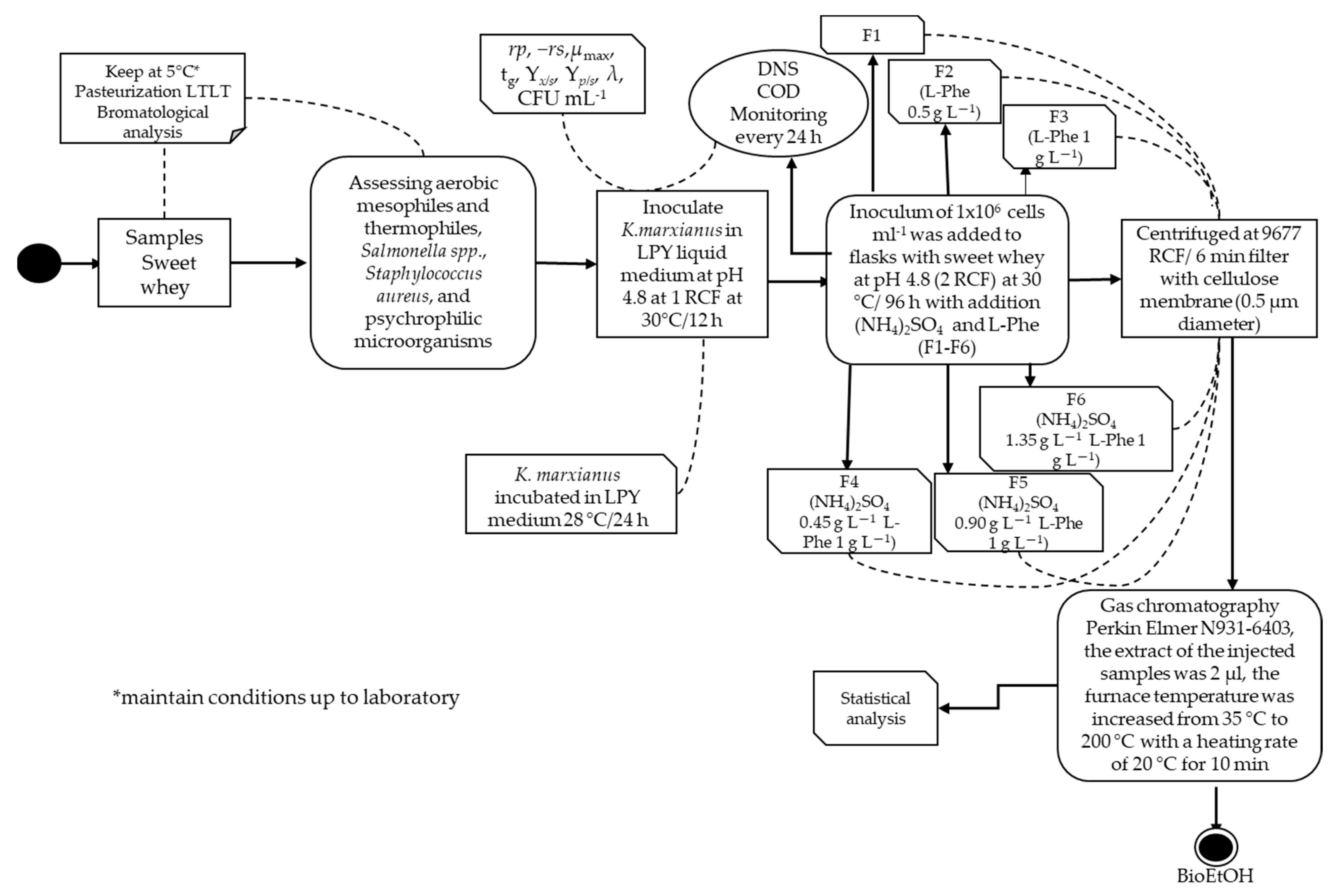
2.1. Sweet Whey Preparation and Microbiological Analysis
2.2. Strain Maintenance
2.3. Inoculum Preparation
2.4. Quantifying the Bioethanol Production
2.5. Evaluation of Reducing Sugar Content
2.6. Determination of the Chemical Oxygen Demand (COD)
2.7. Mathematical Models
2.8. Statistical Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Caldeira, C.; Vlysidis, A.; Fiore, G.; De Laurentiis, V.; Vignali, G.; Sala, S. Sustainability of food waste biorefinery: A review on valorisation pathways, techno-economic constraints, and environmental assessment. Bioresour. Technol. 2020, 312, 123575. [Google Scholar] [CrossRef] [PubMed]
- PNUMA. Integración del Consumo y la Producción Sustentable y la Eficiencia en el Uso de los Recursos en la Planificación del Desarrollo; PNUMA: Nairobi, Kenya, 2009. [Google Scholar]
- Asunis, F.; De Gioannis, G.; Dessì, P.; Isipato, M.; Lens, P.N.L.; Muntoni, A.; Polettini, A.; Pomi, R.; Rossi, A.; Spiga, D. The dairy biorefinery: Integrating treatment processes for cheese whey valorisation. J. Environ. Manag. 2020, 276, 111240. [Google Scholar] [CrossRef] [PubMed]
- Conde Mejía, C.; Conde Báez, L. Chapter 11—Biorefinery, an integrated concept: Analysis of bioethanol and aromas production from whey. In Biofuels and Biorefining; Gómez Castro, F.I., Gutiérrez-Antonio, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2022; pp. 447–471. [Google Scholar]
- Warncke, M.; Kieferle, I.; Nguyen, T.M.; Kulozik, U. Impact of heat treatment, casein/whey protein ratio and protein concentration on rheological properties of milk protein concentrates used for cheese production. J. Food Eng. 2022, 312, 110745. [Google Scholar] [CrossRef]
- Ginni, G.; Adish Kumar, S.; Mohamed Usman, T.M.; Pakonyi, P.; Banu, J.R. Chapter 13—Integrated biorefineries of food waste. In Food Waste to Valuable Resources; Banu, J.R., Kumar, G., Gunasekaran, M., Kavitha, S., Eds.; Academic Press: Cambridge, MA, USA, 2020; pp. 275–298. [Google Scholar]
- Das, B.; Sarkar, S.; Maiti, S.; Bhattacharjee, S. Studies on production of ethanol from cheese whey using Kluyveromyces marxianus. Mater. Today Proc. 2016, 3, 3253–3257. [Google Scholar] [CrossRef]
- Zafar, S.; Owais, M. Ethanol production from crude whey by Kluyveromyces marxianus. Biochem. Eng. J. 2006, 27, 295–298. [Google Scholar] [CrossRef]
- Asunis, F.; De Gioannis, G.; Isipato, M.; Muntoni, A.; Polettini, A.; Pomi, R.; Rossi, A.; Spiga, D. Control of fermentation duration and pH to orient biochemicals and biofuels production from cheese whey. Bioresour. Technol. 2019, 289, 121722. [Google Scholar] [CrossRef] [PubMed]
- Zou, J.; Chang, X. Past, Present, and Future Perspectives on Whey as a Promising Feedstock for Bioethanol Production by Yeast. J. Fungi 2022, 8, 395. [Google Scholar] [CrossRef]
- Conde-Mejía, C.; Jiménez-Gutiérrez, A.; El-Halwagi, M.M. Assessment of Combinations between Pretreatment and Conversion Configurations for Bioethanol Production. ACS Sustain. Chem. Eng. 2013, 1, 956–965. [Google Scholar] [CrossRef]
- Rao, R.; Basak, N. Optimization and modelling of dark fermentative hydrogen production from cheese whey by Enterobacter aerogenes 2822. Int. J. Hydrogen Energy 2021, 46, 1777–1800. [Google Scholar] [CrossRef]
- Dessì, P.; Asunis, F.; Ravishankar, H.; Cocco, F.G.; De Gioannis, G.; Muntoni, A.; Lens, P.N.L. Fermentative hydrogen production from cheese whey with in-line, concentration gradient-driven butyric acid extraction. Int. J. Hydrogen Energy 2020, 45, 24453–24466. [Google Scholar] [CrossRef]
- Hernández-Cruz, M.A.; Cadena-Ramírez, A.; Castro-Rosas, J.; Páez-Lerma, J.B.; Ramírez-Vargas, M.R.; Rangel-Vargas, E.; Romo-Gómez, C.; Lara-Gómez, A.B.; Conde-Báez, L.; Gómez-Aldapa, C.A. Comparative Analysis of Three Types of Whey as Substrate for Fermentation by Kluyveromyces marxianus and its Influence on Isoamyl Acetate Synthesis. Waste Biomass Valorization 2024. [Google Scholar] [CrossRef]
- Kong, S.; Pan, H.; Liu, X.; Li, X.; Guo, D. De novo biosynthesis of 2-phenylethanol in engineered Pichia pastoris. Enzym. Microb. Technol. 2020, 133, 109459. [Google Scholar] [CrossRef] [PubMed]
- Kamthan, M.; Mukhopadhyay, G.; Chakraborty, N.; Chakraborty, S.; Datta, A. Quantitative proteomics and metabolomics approaches to demonstrate N-acetyl-d-glucosamine inducible amino acid deprivation response as morphological switch in Candida albicans. Fungal Genet. Biol. 2012, 49, 369–378. [Google Scholar] [CrossRef] [PubMed]
- NORMA Oficial Mexicana NOM-092-SSA1-1994; Bienes y Servicios. Método Para la Cuenta de Bacterias Aerobias en Placa. Diario Oficial de la Federación: Mexico City, Mexico, 1994.
- NORMA Oficial Mexicana NOM-114-SSA1-1994; Bienes y Servicios, Método Para la Determinación de Salmonella en Alimentos. Diario Oficial de la Federación: Mexico City, Mexico, 1994.
- NORMA Oficial Mexicana NOM-115-SSA1-1994; Bienes y Servicios. Método Para la Determinación de Staphylococcus aureus en Alimentos. Diario Ofcial de la Federación: Mexico City, Mexico, 1994.
- NORMA Oficial Mexicana NOM-243-SSA1-2010; Productos y Servicios. Leche, Fórmula Láctea, Producto Lácteo Combinado y Derivados Lácteos. Disposiciones y Especificaciones Sanitarias. Métodos de Prueba. Diario Oficial de la Federación: Mexico City, Mexico, 2010.
- Gómez-Aldapa, C.A.; Castro-Rosas, J.; López-Molina, A.; Conde-Mejía, C.; Pineda-Muñoz, C.F.; Jiménez-González, A.; Medina-Moreno, S.A.; Falcón-León, M.P.; Conde-Báez, L. Best Conditions for the Production of Natural Isopentyl Acetate (Banana Aroma) from Cheese Industry Waste: An Experimental Precursor Approach. Processes 2021, 9, 1880. [Google Scholar] [CrossRef]
- Etschmann, M.; Bluemke, W.; Sell, D.; Schrader, J. Biotechnological production of 2-phenylethanol. Appl. Microbiol. Biotechnol. 2002, 59, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Wittmann, C.; Hans, M.; Bluemke, W. Metabolic physiology of aroma-producing Kluyveromyces marxianus. Yeast 2002, 19, 1351–1363. [Google Scholar] [CrossRef]
- Conde-Báez, L.; López-Molina, A.; Gómez-Aldapa, C.; Pineda-Muñoz, C.; Conde-Mejía, C. Economic projection of 2-phenylethanol production from whey. Food Bioprod. Process. 2019, 115, 10–16. [Google Scholar] [CrossRef]
- Páez-Lerma, J.B.; Arias-García, A.; Rutiaga-Quiñones, O.M.; Barrio, E.; Soto-Cruz, N.O. Yeasts Isolated from the Alcoholic Fermentation of Agave duranguensis During Mezcal Production. Food Biotechnol. 2013, 27, 342–356. [Google Scholar] [CrossRef]
- Hortsch, R.; Löser, C.; Bley, T. A Two-stage CSTR Cascade for Studying the Effect of Inhibitory and Toxic Substances in Bioprocesses. Eng. Life Sci. 2008, 8, 650–657. [Google Scholar] [CrossRef]
- ALPHA. Standard Methods for the Examination Water and Wastewater, 19th ed.; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- Muloiwa, M.; Nyende-Byakika, S.; Dinka, M. Comparison of unstructured kinetic bacterial growth models. S. Afr. J. Chem. Eng. 2020, 33, 141–150. [Google Scholar] [CrossRef]
- Seekao, N.; Sangsri, S.; Rakmak, N.; Dechapanya, W.; Siripatana, C. Co-digestion of palm oil mill effluent with chicken manure and crude glycerol: Biochemical methane potential by monod kinetics. Heliyon 2021, 7, e06204. [Google Scholar] [CrossRef] [PubMed]
- Deseure, J.; Obeid, J.; Willison, J.C.; Magnin, J.-P. Reliable determination of the growth and hydrogen production parameters of the photosynthetic bacterium Rhodobacter capsulatus in fed batch culture using a combination of the Gompertz function and the Luedeking-Piret model. Heliyon 2021, 7, e07394. [Google Scholar] [CrossRef] [PubMed]
- Valdez Castillo, M.; Pachapur, V.L.; Brar, S.K.; Arriaga, S.; Blais, J.-F.; Avalos Ramirez, A. Effect of the concentration of L-Phenylalanine and lactose on 2-Phenylethanol production by whey fermentation using the yeasts Kluyveromyces marxianus and Debaryomyces hansenii under co-culture mode. Bioresour. Technol. Rep. 2022, 18, 100994. [Google Scholar] [CrossRef]
- Zoppellari, F.; Bardi, L. Production of bioethanol from effluents of the dairy industry by Kluyveromyces marxianus. New Biotechnol. 2013, 30, 607–613. [Google Scholar] [CrossRef] [PubMed]
- Hadiyanto; Ariyanti, D.; Aini, A.P.; Pinundi, D.S. Optimization of Ethanol Production from Whey Through Fed-batch Fermentation Using Kluyveromyces Marxianus. Energy Procedia 2014, 47, 108–112. [Google Scholar] [CrossRef]
- Boura, K.; Kandylis, P.; Bekatorou, A.; Kolliopoulos, D.; Vasileiou, D.; Panas, P.; Kanellaki, M.; Koutinas, A.A. New generation biofuel from whey: Successive acidogenesis and alcoholic fermentation using immobilized cultures on γ-alumina. Energy Convers. Manag. 2017, 135, 256–260. [Google Scholar] [CrossRef]
- Smithers, G.W. Whey-ing up the options—Yesterday, today and tomorrow. Int. Dairy J. 2015, 48, 2–14. [Google Scholar] [CrossRef]
- Ozmihci, S.; Kargi, F. Ethanol production from cheese whey powder solution in a packed column bioreactor at different hydraulic residence times. Biochem. Eng. J. 2008, 42, 180–185. [Google Scholar] [CrossRef]
- Lukondeh, T.; Ashbolt, N.J.; Rogers, P.L. Fed-batch fermentation for production of Kluyveromyces marxianusFII 510700 cultivated on a lactose-based medium. J. Ind. Microbiol. Biotechnol. 2005, 32, 284–288. [Google Scholar] [CrossRef]
- Venetsaneas, N.; Antonopoulou, G.; Stamatelatou, K.; Kornaros, M.; Lyberatos, G. Using cheese whey for hydrogen and methane generation in a two-stage continuous process with alternative pH controlling approaches. Bioresour. Technol. 2009, 100, 3713–3717. [Google Scholar] [CrossRef]
- Comino, E.; Riggio, V.A.; Rosso, M. Biogas production by anaerobic co-digestion of cattle slurry and cheese whey. Bioresour. Technol. 2012, 114, 46–53. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sweet Whey Formulations | Ammonium Sulfate (g L−1) | L-phenylalanine (g L−1) |
|---|---|---|
| Formulation F1 | 0 | 0 |
| Formulation F2 | 0 | 0.50 |
| Formulation F3 | 0 | 1.00 |
| Formulation F4 | 0.45 | 1.00 |
| Formulation F5 | 0.90 | 1.00 |
| Formulation F6 | 1.35 | 1.00 |
| Parameter | Maximum Limits NOM-243-SSA1-2010 | Sweet Whey Sample |
|---|---|---|
| Salmonella spp. | Absent in 25 mL | Absent |
| Staphylococcus aureus | ≤10 UFC/mL | Absent |
| aerobic thermophiles | - | Absent |
| psychrophilic microorganisms | - | Absent |
| total coliforms | ≤10 NMP | 7 NMP/100 mL |
| aerobic mesophiles | ≤250 UFC mL−1 | 42 UFC mL−1 |
| Parameters | F1 | F2 | F3 | F4 | F5 | F6 |
|---|---|---|---|---|---|---|
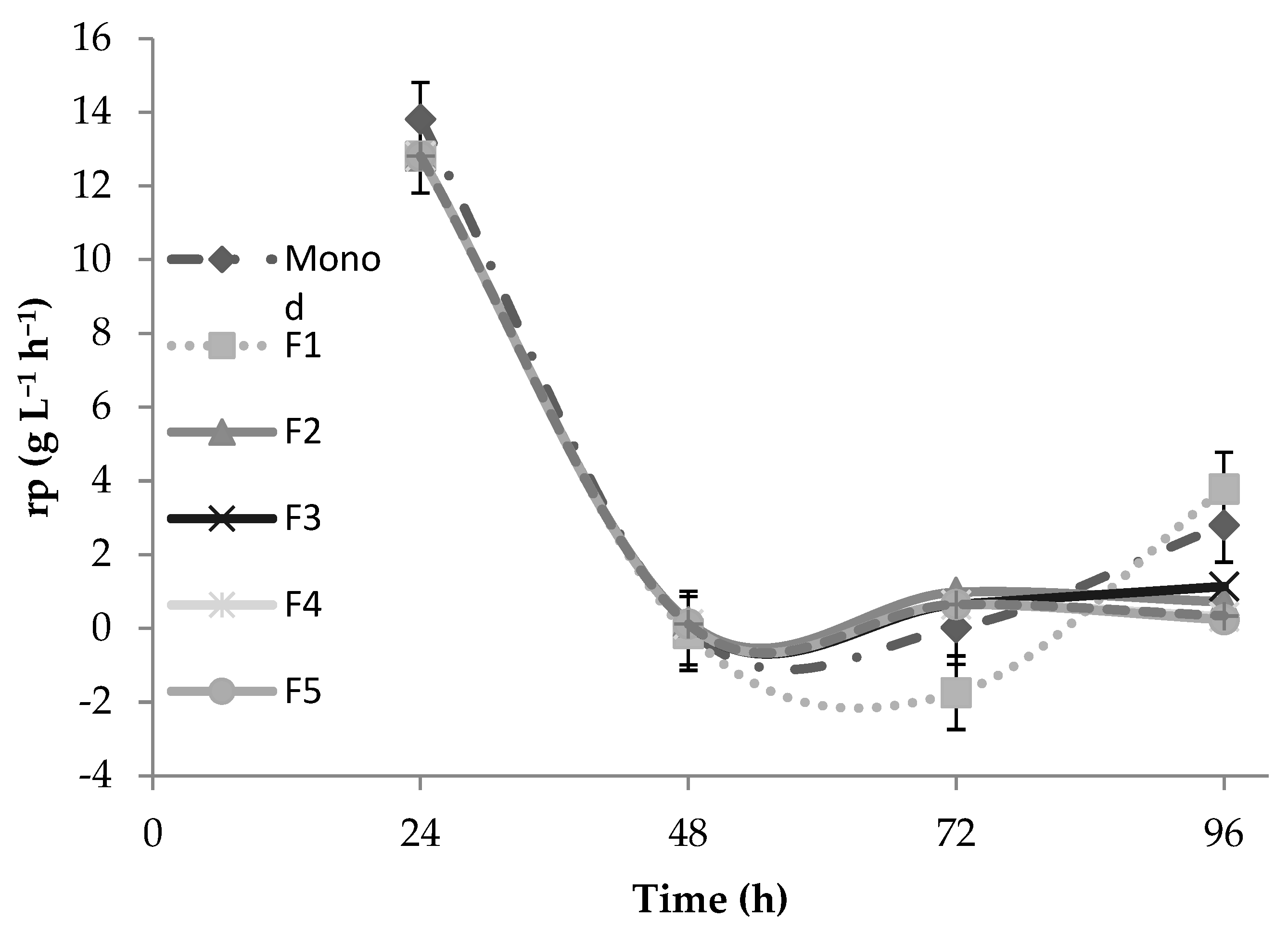
| rp (g L−1 h−1) | 3.77 ± 0.68 a | 0.72 ± 0.02 b | 1.14 ± 0.13 c | 0.32 ± 0.11 d | 0.24 ± 0.09 e | 0.34 ± 0.06 d |
| -rs (g L−1 h−1) | 0.62 ± 0.18 a | 1.07 ± 0.24 b | 1.26 ± 0.32 c | 1.35 ± 0.16 a | 1.34 ± 0.68 a | 1.27 ± 0.34 f |
| µmax (h−1) | 0.72 ± 0.03 a | 0.98 ± 0.01 b | 0.27 ± 0.08 c | 0.11 ± 0.07 b | 0.19 ± 0.20 e | 0.21 ± 0.07 f |
| tg (h) | 0.41 ± 0.11 a | 3.20 ± 0.42 a | 1.11 ± 0.06 c | 2.75 ± 0.25 d | 1.52 ± 0.09 e | 1.47 ± 0.41 f |
| Yx/s (g g−1) | 0.12 ± 0.04 a | 0.30 ± 0.08 b | 0.22 ± 0.10 c | 0.42 ± 0.03 d | 0.28 ± 0.02 e | 0.44 ± 0.06 a |
| Yp/s (g g−1) | 0.65 ± 0.14 a | 0.38 ± 0.24 b | 0.52 ± 0.13 c | 0.87 ± 0.53 d | 0.26 ± 0.18 d | 0.61 ± 0.18 f |
| λ (h) | 0.32 ± 0.09 a | 0.22 ± 0.04 a | 0.22± 0.08 a | 0.21 ± 0.17 a | 0.20 ± 0.04 a | 0.27± 0.14 f |
| Yeast count (CFU mL−1) | 1.13 × 109 ± 1.2 × 106 a | 2.19 × 109 ± 1.2 × 106 b | 1.12 × 109 ± 1.2 × 106 c | 2.4 × 109 ± 1.2 × 106 d | 2.1 × 109 ± 1.2 × 106 e | 2.7 × 109 ± 1.2 × 106 c |
| Initial lactose (g L−1) | 54.10 ± 1.48 a | 52.90 ± 3.87 b | 47.37 ± 5.72 a | 50.15 ± 0.73 c | 54.08 ± 1.52 a | 48.86 ± 0.93 d |
| Initial BioEtOH (g L−1) * | ND | ND | ND | ND | ND | ND |
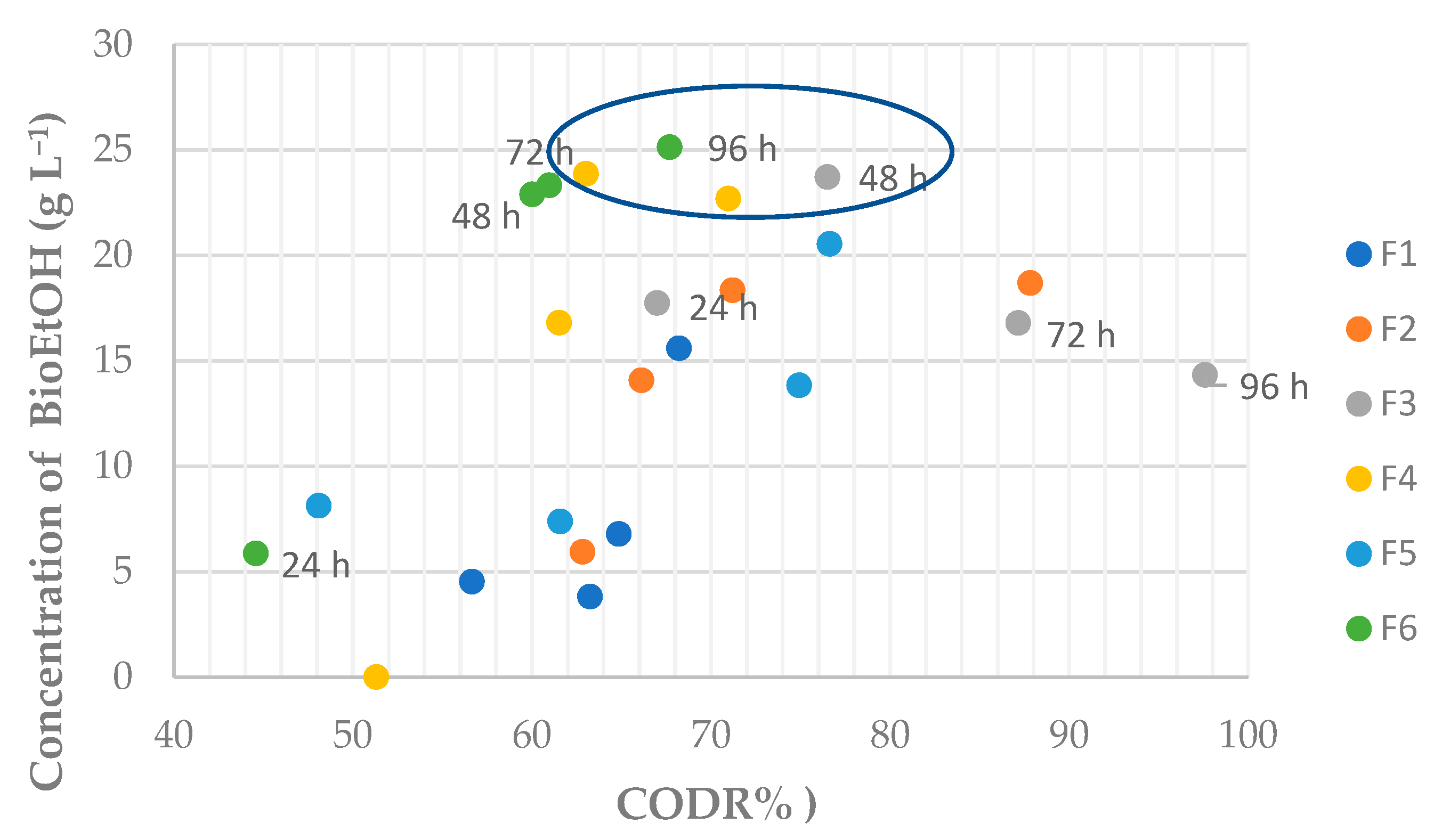
| Final BioEtOH (g L−1) ** | 15.59 ± 1.92 a | 18.96 ± 2.40 b | 14.33 ± 2.58 c | 22.69 ± 0.76 d | 20.54 ± 2.06 e | 25.13 ± 0.37 f |
| Residual lactose (g L−1) | 12.70 ± 0.08 a | 0.45 ± 0.072 a | 0.30 ± 0.02 a | 0.70 ± 0.03 a | 0.81 ± 0.06 a | 1.72 ± 0.058 a |
| F1 | F2 | F3 | F4 | F5 | F6 | |
|---|---|---|---|---|---|---|
| Conditions | Stirring 180 rpm pH 4.8 | Stirring 180 rpm pH 4.8 0.5 g L−1 (L-FE) | Stirring 180 rpm pH 4.8 1 g L−1 (L-FE) | Stirring 180 rpm pH 4.8 1 g L−1 (L-FE) 450 mg L−1 (NH4)2SO4 | Stirring 180 rpm pH 4.8 1 g L−1 (L-FE) 900 mg L−1 (NH4)2SO4 | Stirring 180 rpm pH 4.8 1 g L−1(L-FE) 1350 mg L−1 (NH4)2SO4 |
| Time (H) | COD (mgO2 L−1) | COD (mgO2 L−1) | COD (mgO2 L−1) | COD (mgO2 L−1) | COD (mgO2 L−1) | COD (mgO2 L−1) |
| 0 | 51,833 ± 3790.96 a | 41,388 ± 994.32 b | 50,583 ± 3033.21 a | 37,027 ± 622.58 a | 37,889 ± 2077.70 c | 38,000 ± 2320.51 a |
| 24 | 22,472 ± 273.57 a | 15,388 ± 947.70 b | 16,694 ± 569.04 c | 18,027 ± 2793.42 d | 19,666 ± 1083.92 e | 21,055 ± 2025.81 f |
| 48 | 19,055 ± 106.38 a | 14,027 ± 662.60 b | 11,888 ± 387.56 c | 14,250 ± 1631.33 b | 14,555 ± 1095.25 b | 15,194 ± 1019.73 d |
| 72 | 18,222 ± 115.64 a | 11,916 ± 337.55 b | 6500 ± 804.43 c | 13,694 ± 1817.48 d | 9500 ± 491.70 e | 14,833 ± 476.83 f |
| 96 | 16,472 ± 277.31 a | 5083 ± 1184.063 b | 1222 ± 45.36 c | 10,750 ± 1784.34 d | 8861 ± 620.92 e | 12,277 ± 465.91 f |
| CODR% (96 H) | 68.23 ± 39.67 a | 87.72 ± 0.14 b | 97.59 ± 0.86 C | 70.97 ± 0.072 d | 76.62 ± 0.16 e | 67.70 ± 0.22 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Conde-Báez, L.; Pineda-Muñoz, C.F.; Conde-Mejía, C.; Mas-Hernández, E.; López-Molina, A. Conversion of Sweet Whey to Bioethanol: A Bioremediation Alternative for Dairy Industry. Biomass 2024, 4, 507-517. https://doi.org/10.3390/biomass4020026
Conde-Báez L, Pineda-Muñoz CF, Conde-Mejía C, Mas-Hernández E, López-Molina A. Conversion of Sweet Whey to Bioethanol: A Bioremediation Alternative for Dairy Industry. Biomass. 2024; 4(2):507-517. https://doi.org/10.3390/biomass4020026
Chicago/Turabian StyleConde-Báez, Laura, Cuauhtémoc F. Pineda-Muñoz, Carolina Conde-Mejía, Elizabeth Mas-Hernández, and Antioco López-Molina. 2024. "Conversion of Sweet Whey to Bioethanol: A Bioremediation Alternative for Dairy Industry" Biomass 4, no. 2: 507-517. https://doi.org/10.3390/biomass4020026
APA StyleConde-Báez, L., Pineda-Muñoz, C. F., Conde-Mejía, C., Mas-Hernández, E., & López-Molina, A. (2024). Conversion of Sweet Whey to Bioethanol: A Bioremediation Alternative for Dairy Industry. Biomass, 4(2), 507-517. https://doi.org/10.3390/biomass4020026