
Analysis and Optimization of Laser Beam Welding Parameters for Aluminium Composite (Al-Zn-Cu Alloy) by Grey Relational Optimization



Abstract
1. Introduction
2. Experimental Methods
2.1. Materials
2.2. Material Synthesis
2.3. Design of Experiment
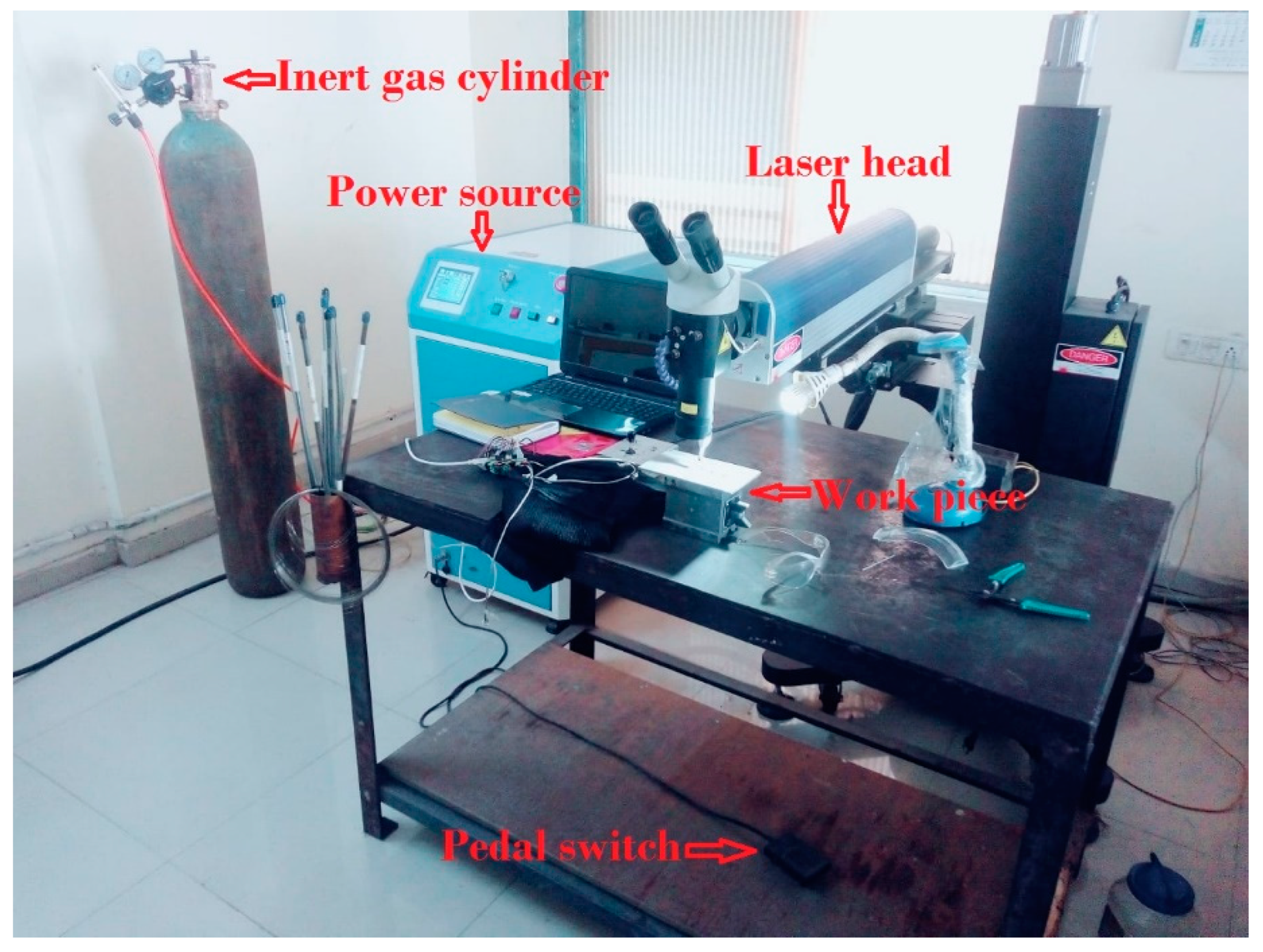
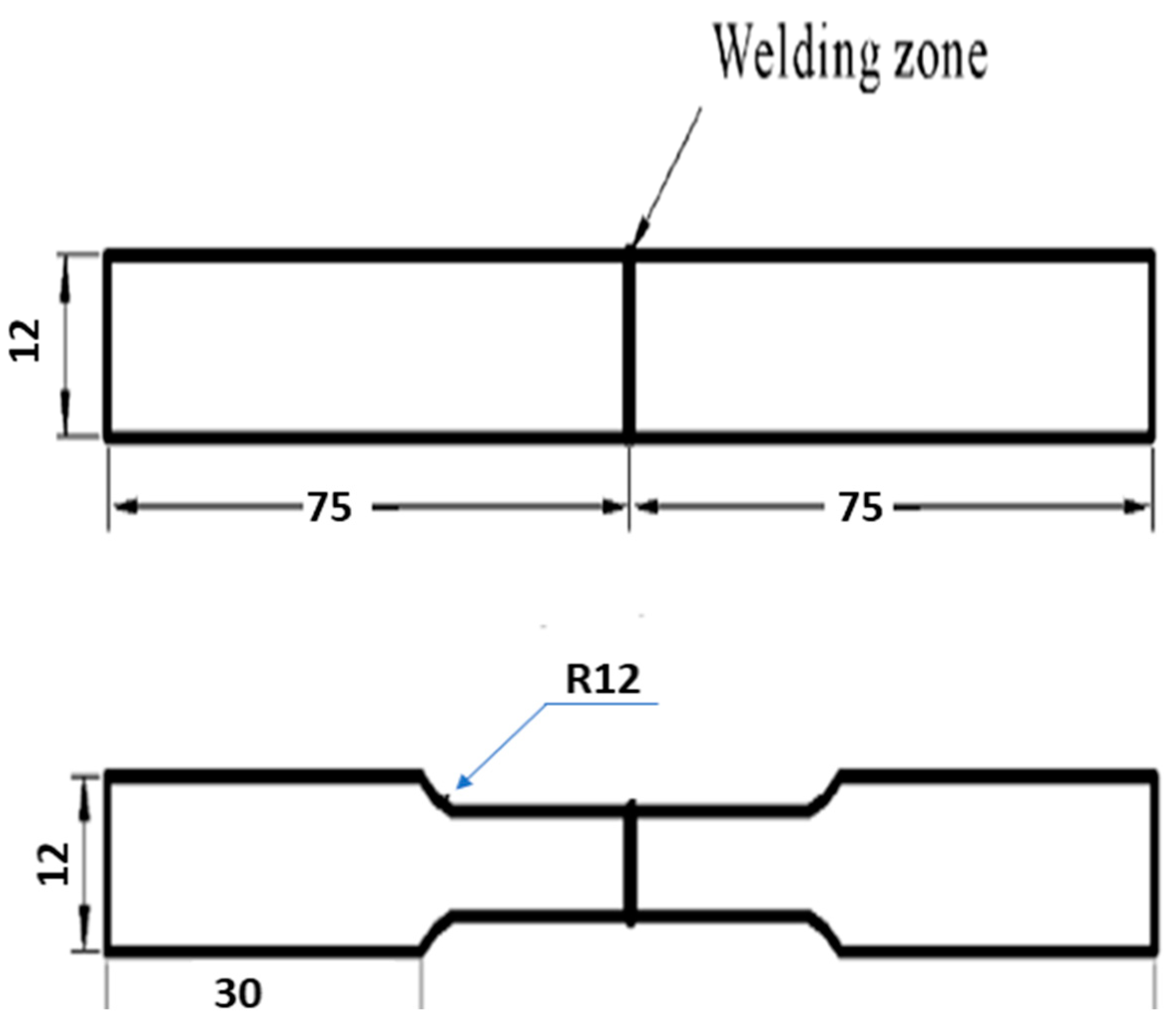
2.4. Experimental Details
3. Standard Deviation Objective Weighting Method
4. Hybrid Gray Relational Methodology
5. Optimization Using GRA Method
6. Numerical Study
7. Conclusions
- This study successfully employed the standard deviation objective weighting method along with the grey relational optimization method to enhance multiple responses, including tensile strength, deflection, temperature distribution, Rockwell hardness in the fusion zone, and Rockwell hardness in the heat-affected area. The optimal combination of parameters identified was A3B1C2D3.
- A pulse frequency of 174 Hz, laser power of 3.04 kW, welding (transverse) speed of 5 m/min, and wire size of 2 mm are the ideal process parameters found for the laser welding procedure.
- The pulse frequency plays a significant role in laser welding, followed by wire size, laser power, and welding (transverse) speed.
- The weight fractions for tensile strength, deflection, temperature distribution, hardness (fusion zone), and hardness (HAZ) were effectively determined using the standard deviation objective weighting technique; they were 0.1930, 0.1594, 0.0.1570, 0.2670, and 0.2235, respectively.
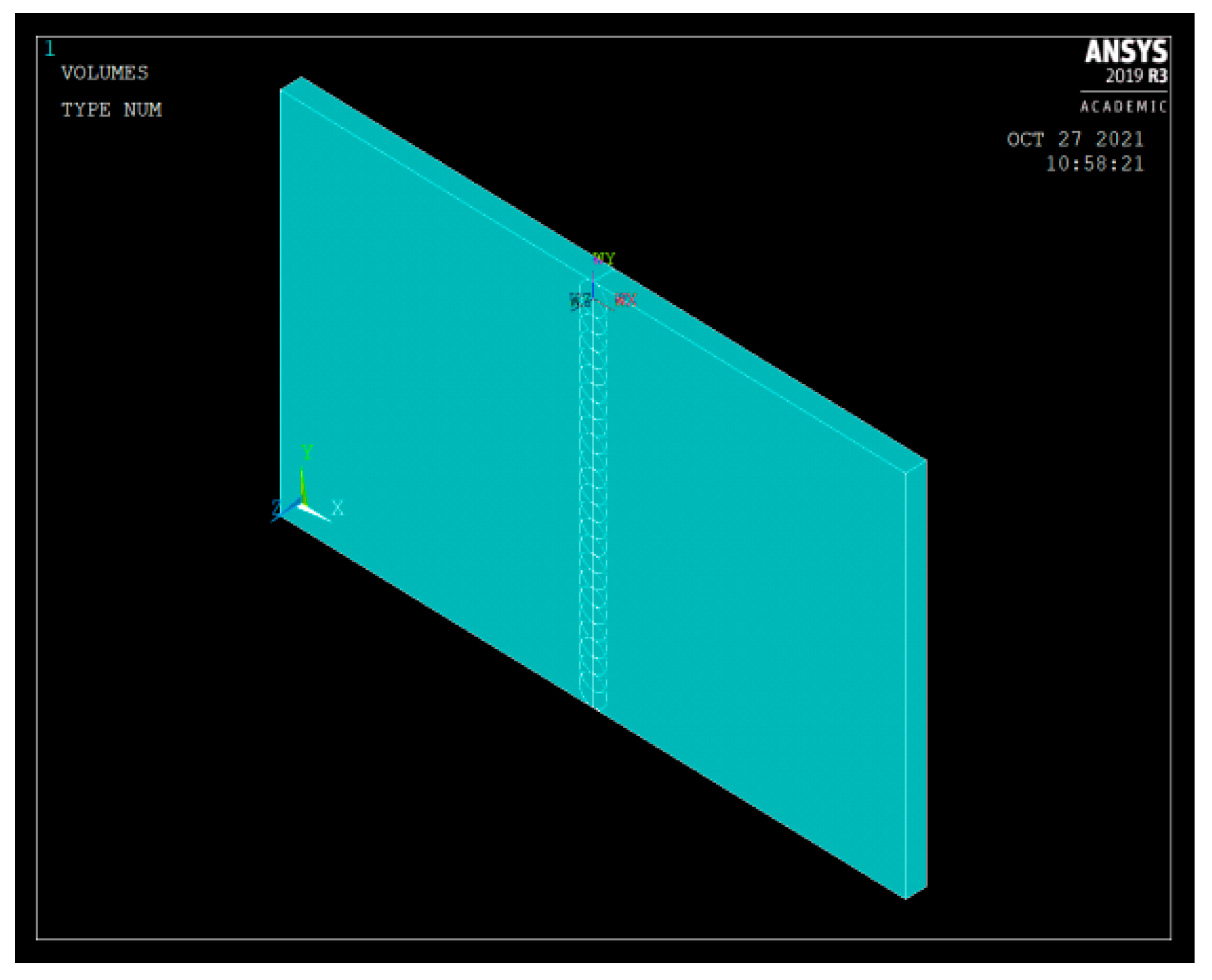
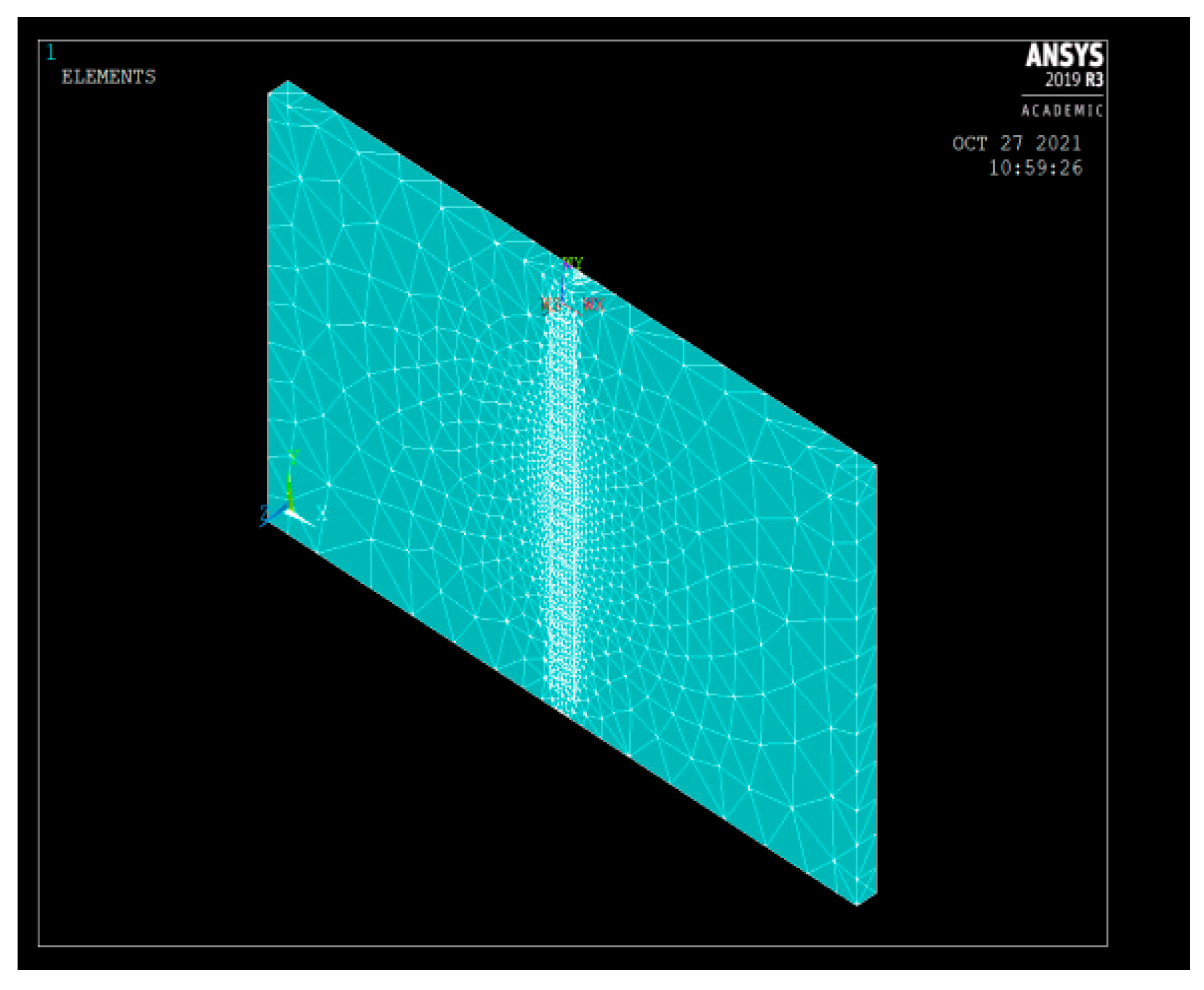
- As the experimental measurements are costly, FEA was employed for attaining approximate outcomes. ANSYS APDL 19.0 was used for numerical analysis on two chosen plates with a butt-welding joint arrangement to predict the temperature distribution. The numerical results were compared with the experimental results, and it was noted that the average error was only 5.85%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sreedhar, N.; Balaguru, S. Mechanical and tribological behaviour of al 7075 hybrid mnc’s using stir casting method. Int. J. Mech. Prod. Eng. Res. Dev. 2020, 10, 391–400. [Google Scholar] [CrossRef]
- Rathore, R.K.; Singh, N.K.; Xavier, J.F. Characterization of AA7075 Alloy Foam Using Calcium and Magnesium Carbonate as Foaming Agent. In Processing and Characterization of Materials: Select Proceedings of CPCM; Springer: Berlin/Heidelberg, Germany, 2021; pp. 289–297. [Google Scholar] [CrossRef]
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminium in lightweight production of automotive parts. Int. J. Light. Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Singh, N.K.; Sethuraman, B. Development and characterization of Aluminium AA7075 hybrid composite foams (AHCFs) using SiC and TiB2 Reinforcement. Int. J. Met. 2023, 18, 212–227. [Google Scholar] [CrossRef]
- Singh, N.K.; Balaguru, S. Experimental Analysis of Foaming Agent Contents in AA7075/SiC Closed Cell Aluminum Composite Foam. In Recent Advances in Mechanical Engineering; Springer: Singapore, 2023; pp. 567–575. [Google Scholar]
- Dhanaraj, P.; Rathinasuriyan, C. Optimization of fiber laser welding parameters for high strength aluminium alloy AA7075-T6. Mater. Today Proc. 2021, 52, 283–289. [Google Scholar] [CrossRef]
- Chandelkar, V.; Pradhan, S.K. Numerical simulation of temperature distribution and experimentation in laser beam welding of SS317L alloy. Mater. Today Proc. 2019, 27, 2758–2762. [Google Scholar] [CrossRef]
- Paleocrassas, A.G.; Tu, J.F. Low-speed laser welding of aluminum alloy 7075-T6 using a 300-W, single-mode, ytterbium fiber laser. Weld. J. 2007, 86, 179–186. [Google Scholar]
- Dhanaraj, P.; Rathinasuriyan, C. Selection of intense energy welding process for high strength aluminum alloy using AHP. Mater. Today Proc. 2021, 46, 8254–8259. [Google Scholar] [CrossRef]
- Guo, J.; Gougeon, P.; Chen, X.-G. Study on laser welding of AA1100-16 vol.% B4C metal–matrix composites. Compos. Part B Eng. 2012, 43, 2400–2408. [Google Scholar] [CrossRef]
- Su, C.; Zhou, J.; Ye, Y.; Huang, S.; Meng, X. Study on Fiber Laser Welding of AA6061-T6 Samples through Numerical Simulation and Experiments. Procedia Eng. 2017, 174, 732–739. [Google Scholar] [CrossRef]
- D’ostuni, S.; Leo, P.; Casalino, G. FEM simulation of dissimilar aluminum titanium fiber laser welding using 2D and 3D Gaussian heat sources. Metals 2017, 7, 307. [Google Scholar] [CrossRef]
- Prasad, V.V.; Varghese, V.J.; Suresh, M.; Kumar, D.S. 3D Simulation of Residual Stress Developed During TIG Welding of Stainless Steel Pipes. Procedia Technol. 2016, 24, 364–371. [Google Scholar] [CrossRef]
- Casalino, G.; Mortello, M.; Contuzzi, N.; Minutolo, F. Finite element model for laser welding of titanium. Procedia CIRP 2015, 33, 434–439. [Google Scholar] [CrossRef]
- Guimarães, P.B.; Pedrosa, P.M.A.; Yadava, Y.P.; Barbosa, J.M.A.; Filho, A.V.S.; Ferreira, R.A.S. Determination of Residual Stresses Numerically Obtained in ASTM AH36 Steel Welded by TIG Process. Mater. Sci. Appl. 2013, 4, 268–274. [Google Scholar] [CrossRef]
- Saravanan, S.; Raghukandan, K.; Kumar, G.S. Comparison of numerical and experimental macrostructure in Nd: YAG laser welding of Hastelloy C-276. Optik 2018, 180, 562–568. [Google Scholar] [CrossRef]
- Islam, M.; Buijk, A.; Rais-Rohani, M.; Motoyama, K. Simulation-based numerical optimization of arc welding process for reduced distortion in welded structures. Finite Elements Anal. Des. 2014, 84, 54–64. [Google Scholar] [CrossRef]
- Koli, Y.; Yuvaraj, N.; Aravindan, S. Vipin Multi-response mathematical model for optimization of process parameters in CMT welding of dissimilar thickness AA6061-T6 and AA6082-T6 alloys using RSM-GRA coupled with PCA. Adv. Ind. Manuf. Eng. 2021, 2, 100050. [Google Scholar] [CrossRef]
- Pan, L.K.; Wang, C.C.; Hsiao, Y.C.; Ho, K.C. Optimization of Nd:YAG laser welding onto magnesium alloy via Taguchi analysis. Opt. Laser Technol. 2005, 37, 33–42. [Google Scholar] [CrossRef]
- Gosavi, S.V.; Jaybhaye, D.M. Friction stir welding process optimization of Al 7075/SiC composites using grey relational analysis. Mater. Today Proc. 2023, 72, 719–723. [Google Scholar] [CrossRef]
- Prabakaran, M.; Kannan, G. Optimization of laser welding process parameters in dissimilar joint of stainless steel AISI316/AISI1018 low carbon steel to attain the maximum level of mechanical properties through PWHT. Opt. Laser Technol. 2018, 112, 314–322. [Google Scholar] [CrossRef]
- Acharya, S.A.S.; Suresh, P. Fabrication and micro structural characterization of Al 7075 reinforced with various proportions of SiC. Mater. Today Proc. 2022, 49, 638–643. [Google Scholar] [CrossRef]
- Sunar, T.; Tuncay, T.; Özyürek, D.; Gürü, M. Investigation of Mechanical Properties of AA7075 Alloys Aged by Various Heat Treatments. Phys. Met. Met. 2020, 121, 1440–1446. [Google Scholar] [CrossRef]
- Ola, O.; Doern, F. Fusion weldability studies in aerospace AA7075-T651 using high-power continuous wave laser beam techniques. Mater. Des. 2015, 77, 50–58. [Google Scholar] [CrossRef]
- Singh, U.K.; Dubey, A.K. Study on the weldability and mechanical performance of dissimilar AA7075-AZ31 alloys in friction stir welding. Mater. Today Proc. 2021, 47, 2720–2725. [Google Scholar] [CrossRef]
- Sahu, M.K.; Sahu, R.K. Experimental Investigation, Modeling, and Optimization of Wear Parameters of B4C and Fly-Ash Reinforced Aluminum Hybrid Composite. Front. Phys. 2020, 8, 219. [Google Scholar] [CrossRef]
- Balaji, V.; Sateesh, N.; Hussain, M.M. Manufacture of Aluminium Metal Matrix Composite (Al7075-SiC) by Stir Casting Technique. Mater. Today Proc. 2015, 2, 3403–3408. [Google Scholar] [CrossRef]
- Singh, N.K.; Balaguru, S. Fabrication and Mechanical Characterization of Al-Zn-Cu Alloy /SiC/TiB2 Hybrid Reinforced Metal Matrix Composite using Top Loaded Bottom Pouring Stir Casting Method. Silicon 2023, 16, 45–59. [Google Scholar] [CrossRef]
- Imran, M.; Khan, A.A. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Sahu, M.K.; Sahu, R.K. Synthesis, microstructure and hardness of Al 7075/B4C/Fly-ash composite using stir casting method. Mater. Today Proc. 2019, 27, 2401–2406. [Google Scholar] [CrossRef]
- Sathish, T.; Sevvel, P.; Sudharsan, P.; Vijayan, V. Investigation and optimization of laser welding process parameters for AA7068 aluminium alloy butt joint. Mater. Today Proc. 2020, 37, 1672–1677. [Google Scholar] [CrossRef]
- Saeheaw, T. Application of integrated CRITIC and GRA-based Taguchi method for multiple quality characteristics optimization in laser-welded blanks. Heliyon 2022, 8, e11349. [Google Scholar] [CrossRef]
- Noga, P.; Tuz, L.; Żaba, K.; Zwoliński, A. Analysis of microstructure and mechanical properties of alsi11 after chip recycling, co-extrusion, and arc welding. Materials 2021, 14, 3124. [Google Scholar] [CrossRef] [PubMed]
- Balaguru, S.; Murali, V.; Chellapandi, P. Effects of Different Operating Temperatures on the Tensile Properties of the Grid Plate Hardfaced with Colmonoy in a Pool Type Sodium Fast Reactor. Sci. Technol. Nucl. Install. 2017, 2017, 5926105. [Google Scholar] [CrossRef]
- Xu, Y.; Cai, Z. Standard deviation method for determining the weights of group multiple attribute decision making under uncertain linguistic environment. In Proceedings of the 2008 7th World Congress on Intelligent Control and Automation, Chongqing, China, 25–27 June 2008; pp. 8311–8316. [Google Scholar]
- Sharma, R.; Pradhan, M.; Jain, P. Optimal selection of an AA8011 reinforced nano Si3N4 composite using multi criteria decision-making method. Mater. Today Proc. 2022, 56, 1399–1405. [Google Scholar] [CrossRef]
- Haq, A.N.; Marimuthu, P.; Jeyapaul, R. Multi response optimization of machining parameters of drilling Al/SiC metal matrix composite using grey relational analysis in the Taguchi method. Int. J. Adv. Manuf. Technol. 2008, 37, 250–255. [Google Scholar] [CrossRef]
- Deng, D.; Li, T.; Huang, Z.; Jiang, H.; Yang, S.; Zhang, Y. Multi-response optimization of laser cladding for TiC particle reinforced Fe matrix composite based on Taguchi method and grey relational analysis. Opt. Laser Technol. 2022, 153, 108259. [Google Scholar] [CrossRef]
- Sivakumar, K.; Saravana, M.; Balaguru, S.; Sabarish, R.; Manikandan, J. Mechanical characteristics of gas metal arc welding of ASTM A516 grade 70 steel. Int. J. Appl. Eng. Res. 2015, 10, 822–828. [Google Scholar]
- Żaba, K.; Tuz, L.; Noga, P.; Rusz, S.; Zabystrzan, R. Effect of Multi-Variant Thermal Treatment on Microstructure Evolution and Mechanical Properties of AlSi10Mg Processed by Direct Metal Laser Sintering and Casting. Materials 2022, 15, 974. [Google Scholar] [CrossRef]
- Desmaison, O.; Guillemot, G.; Bellet, M.; Desmaison, O.; Guillemot, G.; Bellet, M. Numerical modelling of hybrid arc/laser welding: A coupled approach to weld bead formation and residual stresses. In Proceedings of the JOM17, International Conference on Joining Materials, Helsingor, Denmark, 5–8 May 2013. [Google Scholar]
- Frewin, M.R.; Scott, D.A. Finite element model of pulsed laser welding. Weld. J. 1999, 78, 15–22. [Google Scholar]
- Bagchi, A.; Saravanan, S.; Kumar, G.S.; Murugan, G.; Raghukandan, K. Numerical simulation and optimization in pulsed Nd: YAG laser welding of Hastelloy C-276 through Taguchi method and artificial neural network. Optik 2017, 146, 80–89. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Al | Si | Ca | Mn | Fe | Zn |
|---|---|---|---|---|---|---|---|---|
| Weight % | 2.1 | 3.81 | 86.18 | 0.75 | 0.06 | 0.82 | 0.76 | 5.52 |
| Parameters | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Pulse frequency (Hz) | 170 | 172 | 174 |
| Laser power (kW) | 3.04 | 3.23 | 3.42 |
| Welding speed (transverse) (m/min) | 4 | 5 | 6 |
| Wire size (mm) | 1 | 1.5 | 2 |
| S.No. | Pulse Frequency (Hz) | Laser Power (KW) | Welding (Transverse) (m/min) | Wire Size (mm) | Heat Input (J/mm) |
|---|---|---|---|---|---|
| 1 | 170 | 3.04 | 4 | 1 | 45.6 |
| 2 | 170 | 3.23 | 5 | 1.5 | 38.76 |
| 3 | 170 | 3.42 | 6 | 2 | 34.2 |
| 4 | 172 | 3.04 | 5 | 2 | 36.48 |
| 5 | 172 | 3.23 | 6 | 1 | 32.3 |
| 6 | 172 | 3.42 | 4 | 1.5 | 51.3 |
| 7 | 174 | 3.04 | 6 | 1.5 | 30.4 |
| 8 | 174 | 3.23 | 4 | 2 | 48.45 |
| 9 | 174 | 3.42 | 5 | 1 | 41.04 |
| Length (mm) | 90 |
| Width (mm) | 100 |
| Thickness (mm) | 6 |
| Numbers of plates | 18 |
| Composition | Al | Si | Fe | Cu | Mn | Mg | Zn | Cr | Ti |
|---|---|---|---|---|---|---|---|---|---|
| ER4043 | Bal. | 5.6 | 0.8 | 0.3 | 0.05 | 0.05 | 0.10 | 0.05 | 0.02 |
| SN | Performance-Defining Criteria (PDC) | Impact on PDC | ||
|---|---|---|---|---|
| Response | Weight | Designation | ||
| 1 | Tensile strength (MPa) | 0.192996 | PDC-3 | Higher the better |
| 2 | Deflection (mm) | 0.159433 | PDC-4 | Higher the better |
| 3 | Temperature (°C) | 0.157066 | PDC-5 | Higher the better |
| 4 | Rockwell Hardness (Fusion zone) HRB | 0.267041 | PDC-1 | Higher the better |
| 5 | Rockwell Hardness (HAZ) HRB | 0.223464 | PDC-2 | Higher the better |
| Process Parameter | Response | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| S. No. | Pulse Frequency (Hz) | Laser Power (kW) | Welding Speed (Transverse) (m/min) | Wire Size (mm) | Tensile Strength (MPa) | Deflection (mm) | Temperature (°C) | Rockwell Hardness (Fusion Zone) HRB | Rockwell Hardness (HAZ) HRB |
| 1 | 170 | 3.04 | 4 | 1 | 50.67 | 8.1044 | 308.924 | 35 | 59 |
| 2 | 170 | 3.23 | 5 | 1.5 | 53.75 | 8.5565 | 307.754 | 70 | 54 |
| 3 | 170 | 3.42 | 6 | 2 | 48.63 | 7.7863 | 305.084 | 63 | 73 |
| 4 | 172 | 3.04 | 5 | 2 | 60.42 | 8.0451 | 310.584 | 57 | 74 |
| 5 | 172 | 3.23 | 6 | 1 | 52.63 | 8.4744 | 314.504 | 49 | 75 |
| 6 | 172 | 3.42 | 4 | 1.5 | 50.57 | 8.9821 | 315.664 | 34 | 76 |
| 7 | 174 | 3.04 | 6 | 1.5 | 58.83 | 9.3119 | 321.164 | 71 | 76.5 |
| 8 | 174 | 3.23 | 4 | 2 | 55.73 | 9.9791 | 316.914 | 70 | 77 |
| 9 | 174 | 3.42 | 5 | 1 | 53.17 | 8.7070 | 318.304 | 60 | 78 |
| Process Parameter | S/N Ratio of Response | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| S.No. | Pulse Frequency (Hz) | Laser Power (kW) | Welding Speed (Transverse) (m/min) | Wire Size (mm) | S/N Ratio Tensile Strength | S/N Ratio Deflection (mm) | S/N Ratio Temperature | S/N Ratio Rockwell Hardness (Fusion Zone) | S/N Ratio Rockwell Hardness (HAZ) |
| 1 | 170 | 3.04 | 4 | 1 | 34.095 | 18.174 | 49.797 | 30.88 | 35.42 |
| 2 | 170 | 3.23 | 5 | 1.5 | 34.607 | 18.646 | 49.764 | 36.90 | 34.65 |
| 3 | 170 | 3.42 | 6 | 2 | 33.738 | 17.827 | 49.684 | 35.99 | 37.27 |
| 4 | 172 | 3.04 | 5 | 2 | 35.624 | 18.110 | 49.843 | 35.12 | 37.38 |
| 5 | 172 | 3.23 | 6 | 1 | 34.425 | 18.562 | 49.952 | 33.80 | 37.50 |
| 6 | 172 | 3.42 | 4 | 1.5 | 34.078 | 19.068 | 49.984 | 30.63 | 37.61 |
| 7 | 174 | 3.04 | 6 | 1.5 | 35.392 | 19.381 | 50.134 | 37.02 | 37.67 |
| 8 | 174 | 3.23 | 4 | 2 | 34.922 | 19.982 | 50.019 | 36.90 | 37.73 |
| 9 | 174 | 3.42 | 5 | 1 | 34.513 | 18.797 | 50.057 | 35.56 | 37.84 |
| Process Parameter | Normalized S/N Ratio of Response | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| S. No. | Pulse Frequency (Hz) | Laser Power (kW) | Welding Speed (Transverse) (m/min) | Wire Size (mm) | Nor. S/N Tensile Strength | Nor. S/N Deflection | Nor. S/N Temperature | Nor. Rockwell Hardness (Fusion Zone) | Nor. Rockwell Hardness (HAZ) |
| 1 | 170 | 3.04 | 4 | 1 | 0.1893 | 0.1610 | 0.2511 | 0.0391 | 0.2413 |
| 2 | 170 | 3.23 | 5 | 1.5 | 0.4607 | 0.3800 | 0.1778 | 0.9812 | 0.0000 |
| 3 | 170 | 3.42 | 6 | 2 | 0.0000 | 0.0000 | 0.0000 | 0.8388 | 0.8213 |
| 4 | 172 | 3.04 | 5 | 2 | 1.0000 | 0.1313 | 0.3533 | 0.7026 | 0.8558 |
| 5 | 172 | 3.23 | 6 | 1 | 0.3643 | 0.3410 | 0.2422 | 0.4960 | 0.8934 |
| 6 | 172 | 3.42 | 4 | 1.5 | 0.1803 | 0.5758 | 0.6667 | 0.0000 | 0.9279 |
| 7 | 174 | 3.04 | 6 | 1.5 | 0.8769 | 0.7211 | 1.0000 | 1.0000 | 0.9467 |
| 8 | 174 | 3.23 | 4 | 2 | 0.6277 | 1.0000 | 0.7444 | 0.9812 | 0.9655 |
| 9 | 174 | 3.42 | 5 | 1 | 0.4109 | 0.4501 | 0.8289 | 0.7715 | 1.0000 |
| Exp. No. | ∆0i (1) | ∆0i (2) | ∆0i (3) | ∆0i (4) | ∆0i (5) |
|---|---|---|---|---|---|
| 1 | 0.8107 | 0.839 | 0.7489 | 0.9609 | 0.7587 |
| 2 | 0.5393 | 0.62 | 0.8222 | 0.0188 | 1 |
| 3 | 1 | 1 | 1 | 0.1612 | 0.1787 |
| 4 | 0 | 0.8687 | 0.6467 | 0.2974 | 0.1442 |
| 5 | 0.6357 | 0.659 | 0.7578 | 0.504 | 0.1066 |
| 6 | 0.8197 | 0.4242 | 0.3333 | 1 | 0.0721 |
| 7 | 0.1231 | 0.2789 | 0 | 0 | 0.0533 |
| 8 | 0.3723 | 0 | 0.2556 | 0.0188 | 0.0345 |
| 9 | 0.5891 | 0.5499 | 0.1711 | 0.2285 | 0 |
| 0.192995883 | 0.15943312 | 0.157065993 | 0.267040871 | 0.223464133 |
| Exp. No. | GRC Tensile Strength | GRC Deflection | GRC Temperature | GRC Rockwell Hardness (Fusion Zone) | GRC Rockwell Hardness (HAZ) |
|---|---|---|---|---|---|
| 1 | 0.192283208 | 0.159686664 | 0.173370657 | 0.217474649 | 0.227540562 |
| 2 | 0.263571911 | 0.204562275 | 0.160387913 | 0.93429666 | 0.1826487 |
| 3 | 0.16177414 | 0.137509544 | 0.135745061 | 0.623591826 | 0.555677016 |
| 4 | 1 | 0.155073898 | 0.195420693 | 0.473157538 | 0.607793178 |
| 5 | 0.232880684 | 0.194818886 | 0.279720523 | 0.346377522 | 0.677067188 |
| 6 | 0.190571778 | 0.273206331 | 0.320281829 | 0.210759477 | 0.756058909 |
| 7 | 0.610731877 | 0.363737286 | 1 | 1 | 0.807441935 |
| 8 | 0.341457382 | 1 | 0.380653879 | 0.93429666 | 0.866318379 |
| 9 | 0.246774675 | 0.224769878 | 0.478601314 | 0.538907253 | 1 |
| Exp. No. | Pulse Frequency (Hz) | Laser Power (KW) | Welding Speed (Transverse) m/min | Wire Size (mm) | GRG | Rank |
|---|---|---|---|---|---|---|
| 1 | 170 | 3.04 | 4 | 1 | 0.083965 | 9 |
| 2 | 170 | 3.23 | 5 | 1.5 | 0.089244 | 8 |
| 3 | 170 | 3.42 | 6 | 2 | 0.14349 | 7 |
| 4 | 172 | 3.04 | 5 | 2 | 0.321559 | 1 |
| 5 | 172 | 3.23 | 6 | 1 | 0.18199 | 6 |
| 6 | 172 | 3.42 | 4 | 1.5 | 0.189326 | 5 |
| 7 | 174 | 3.04 | 6 | 1.5 | 0.283635 | 2 |
| 8 | 174 | 3.23 | 4 | 2 | 0.241555 | 4 |
| 9 | 174 | 3.42 | 5 | 1 | 0.249355 | 3 |
| Sr. No | Laser Welding Process Parameters | Grey Relational Grade | Main Effect (Max-Min) | Rank | Mean | ||
|---|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | |||||
| 1 | A (pulse frequency) | 0.105566 | 0.230958 | 0.258182 | 0.152615 | 1 | 0.19823544 |
| 2 | B (Laser power) | 0.22972 | 0.17093 | 0.194057 | 0.05879 | 2 | 0.19823544 |
| 3 | C (welding speed) | 0.185642 | 0.220053 | 0.203038 | 0.034411 | 4 | 0.202911 |
| 4 | D (wire size) | 0.17177 | 0.187402 | 0.218125 | 0.046355 | 3 | 0.19243222 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar Singh, N.; Sethuraman, B.; Gupta, M. Analysis and Optimization of Laser Beam Welding Parameters for Aluminium Composite (Al-Zn-Cu Alloy) by Grey Relational Optimization. Micro 2024, 4, 641-658. https://doi.org/10.3390/micro4040039
Kumar Singh N, Sethuraman B, Gupta M. Analysis and Optimization of Laser Beam Welding Parameters for Aluminium Composite (Al-Zn-Cu Alloy) by Grey Relational Optimization. Micro. 2024; 4(4):641-658. https://doi.org/10.3390/micro4040039
Chicago/Turabian StyleKumar Singh, Nitish, Balaguru Sethuraman, and Manoj Gupta. 2024. "Analysis and Optimization of Laser Beam Welding Parameters for Aluminium Composite (Al-Zn-Cu Alloy) by Grey Relational Optimization" Micro 4, no. 4: 641-658. https://doi.org/10.3390/micro4040039
APA StyleKumar Singh, N., Sethuraman, B., & Gupta, M. (2024). Analysis and Optimization of Laser Beam Welding Parameters for Aluminium Composite (Al-Zn-Cu Alloy) by Grey Relational Optimization. Micro, 4(4), 641-658. https://doi.org/10.3390/micro4040039