
The Effect of the Formation of Superelastic NiTi Phase on Static and Dynamic Corrosion Performance of Ni-P Coating

Abstract
:1. Introduction
2. Materials and Methods
2.1. Coating Preparation
2.2. Static Corrosion Test
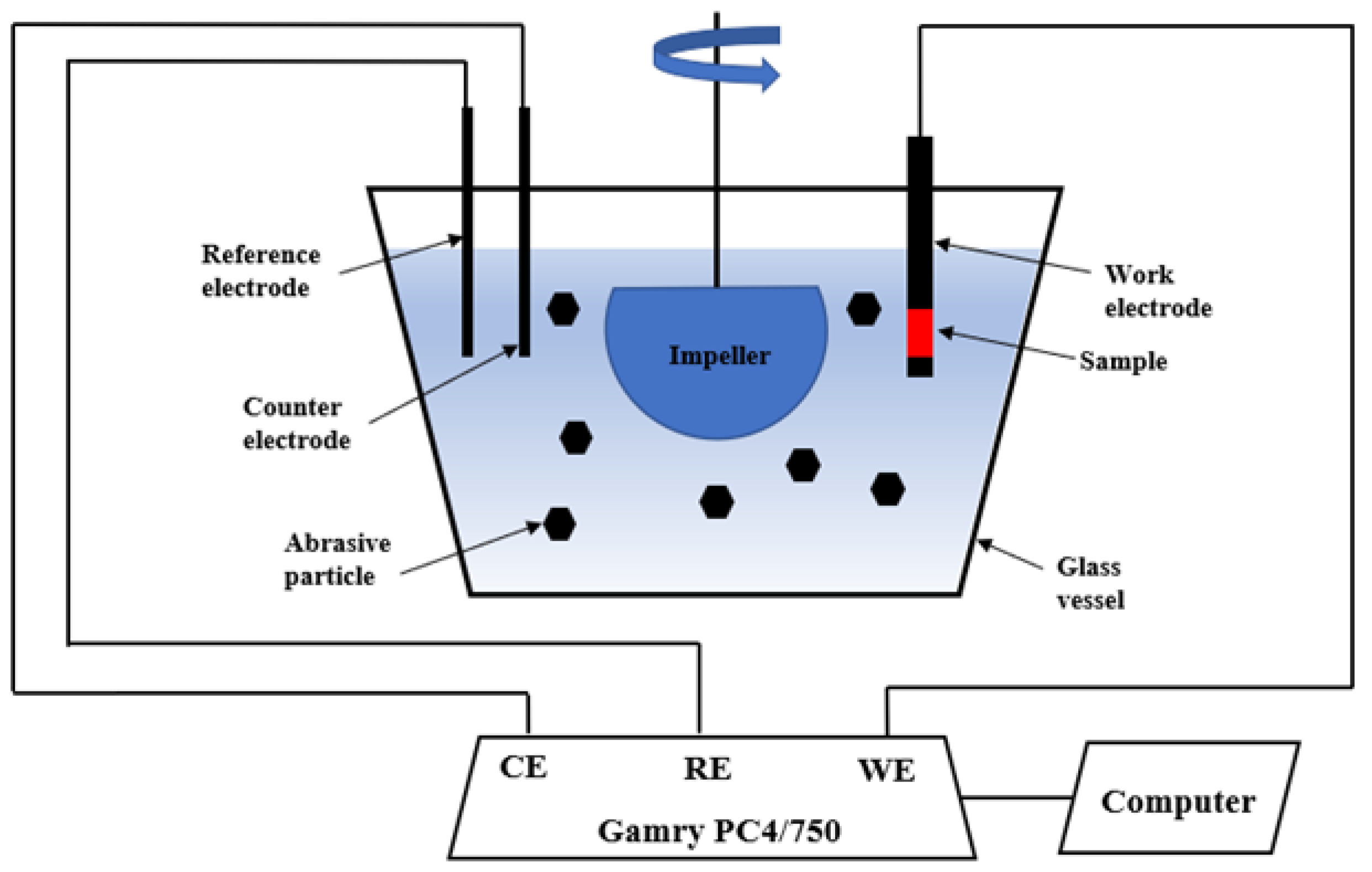
2.3. Dynamic Corrosion Test
3. Results and Discussion
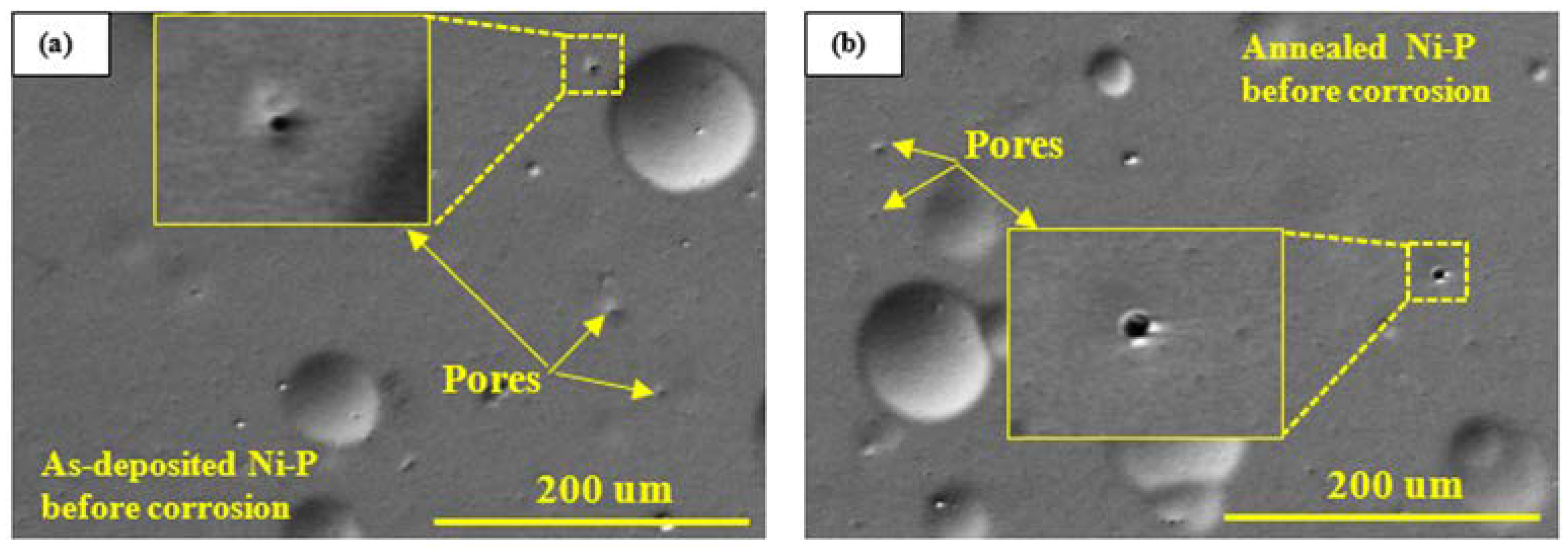
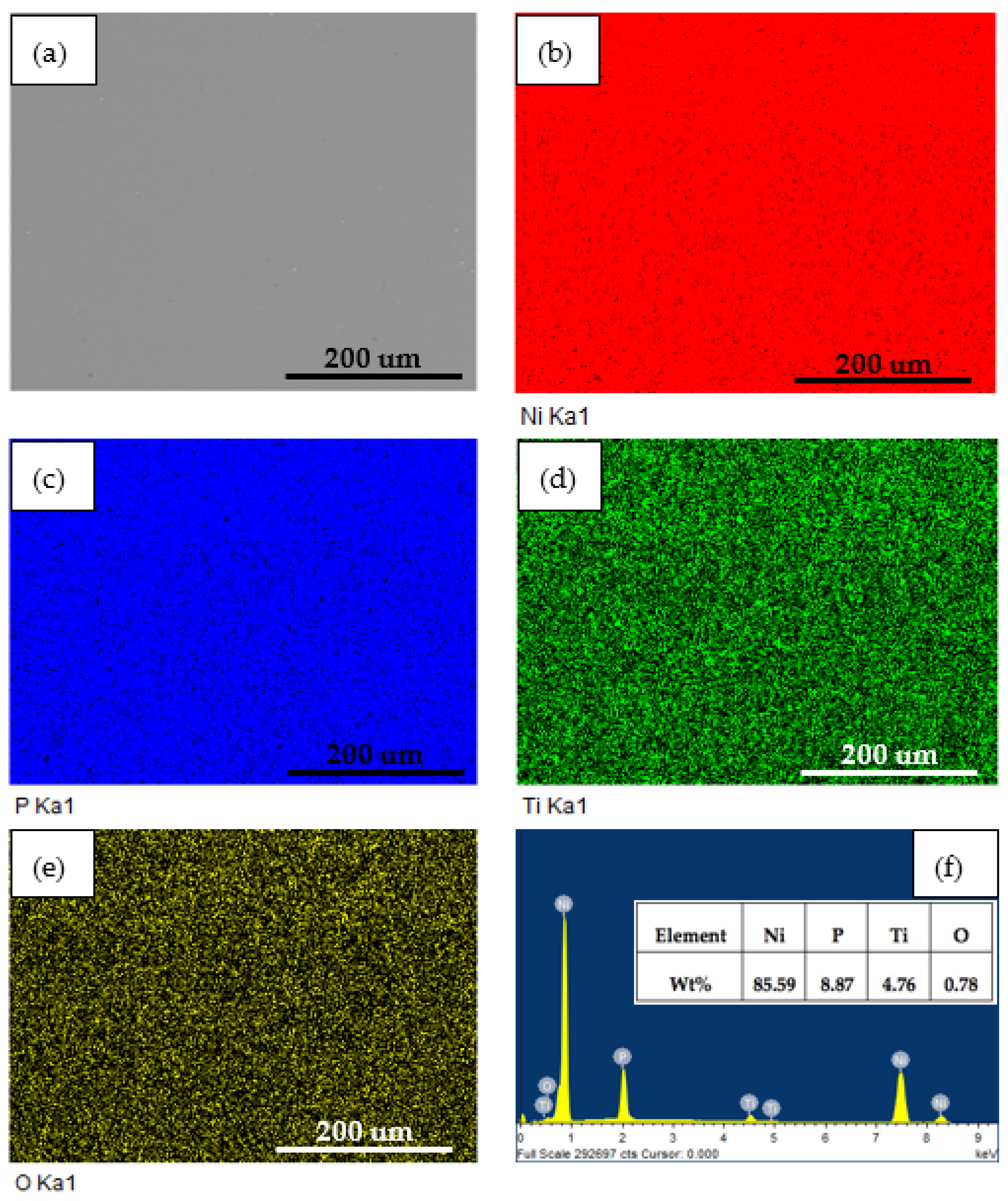
3.1. Coating Characterization
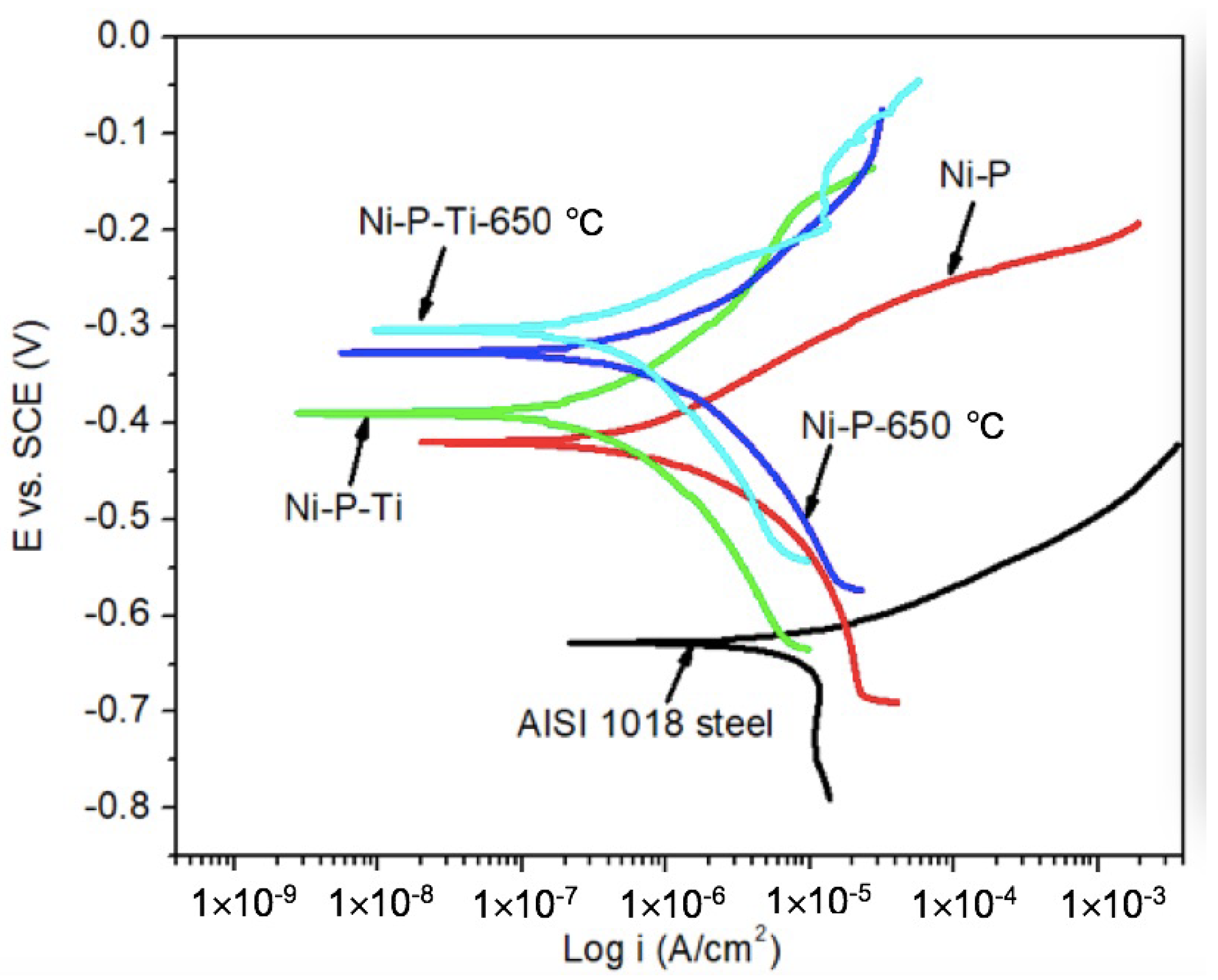
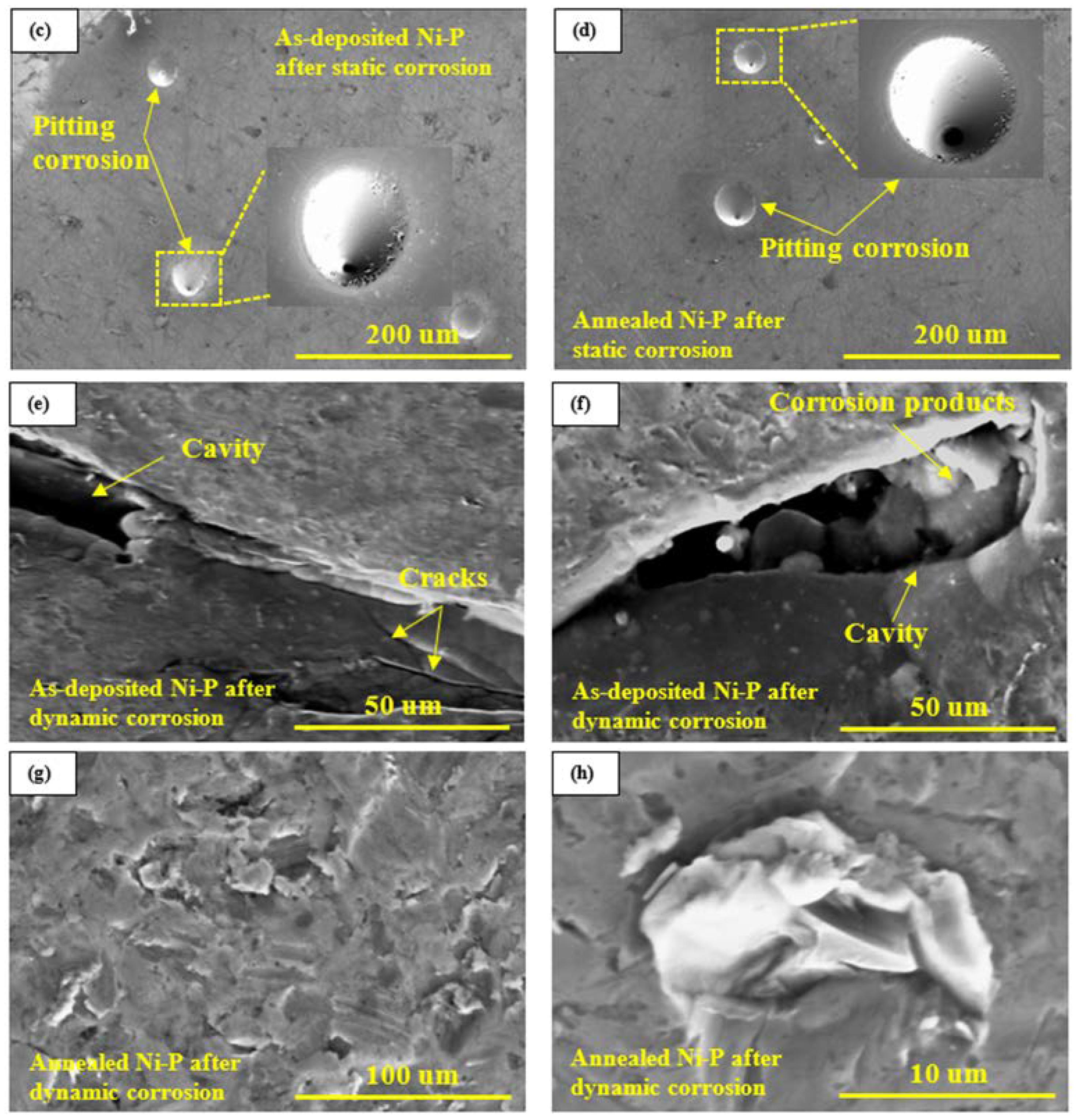
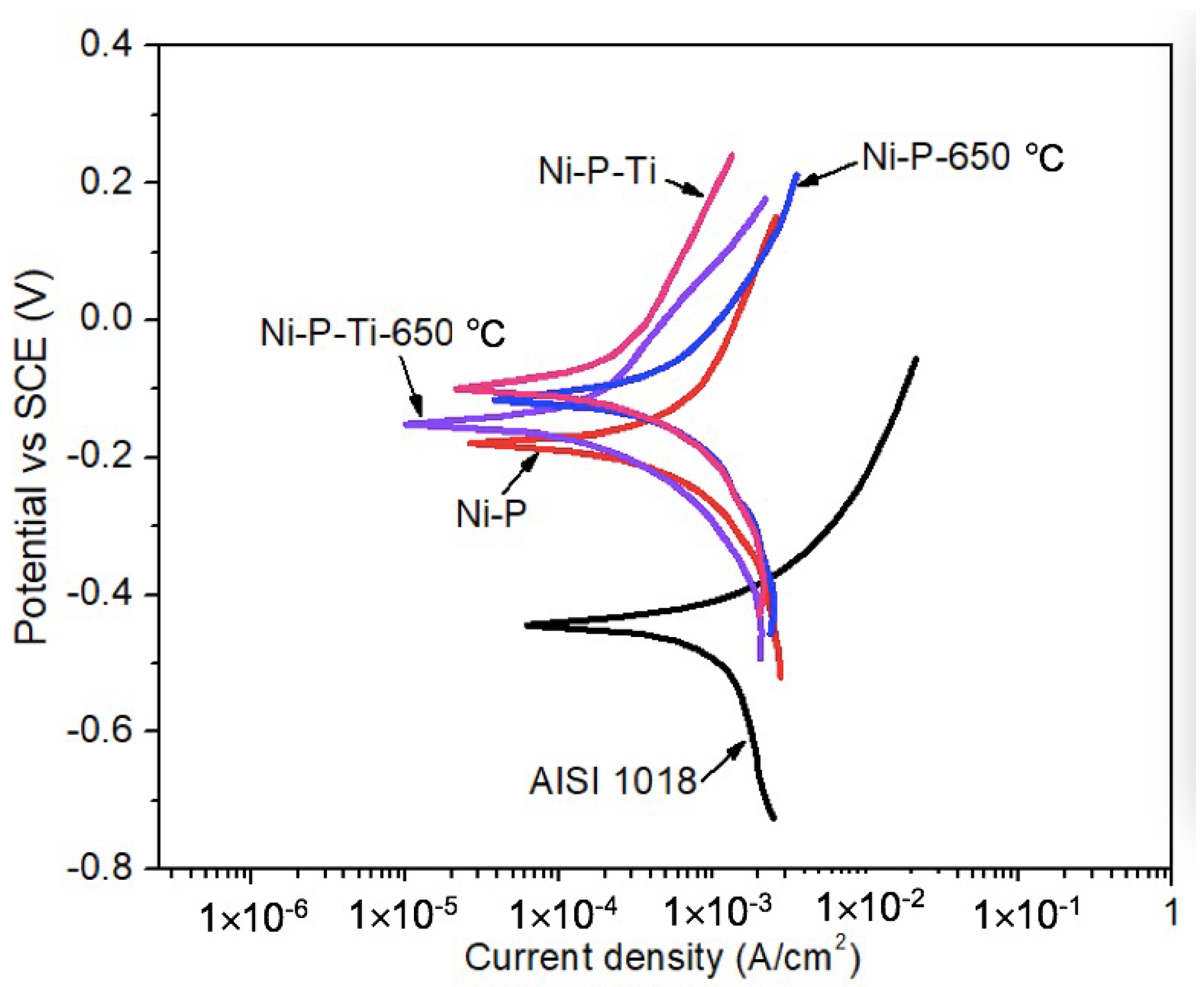
3.2. Static Corrosion Behavior
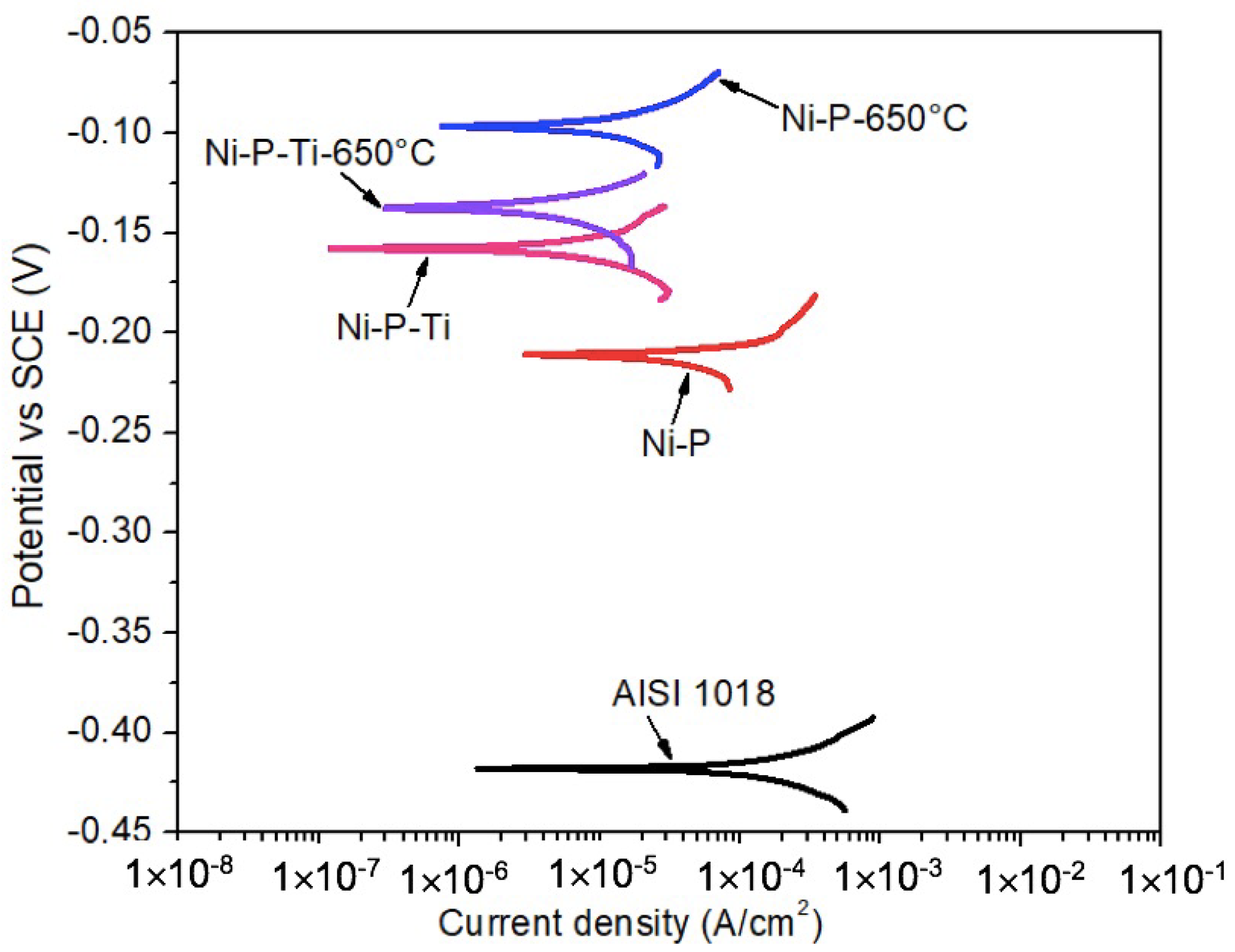
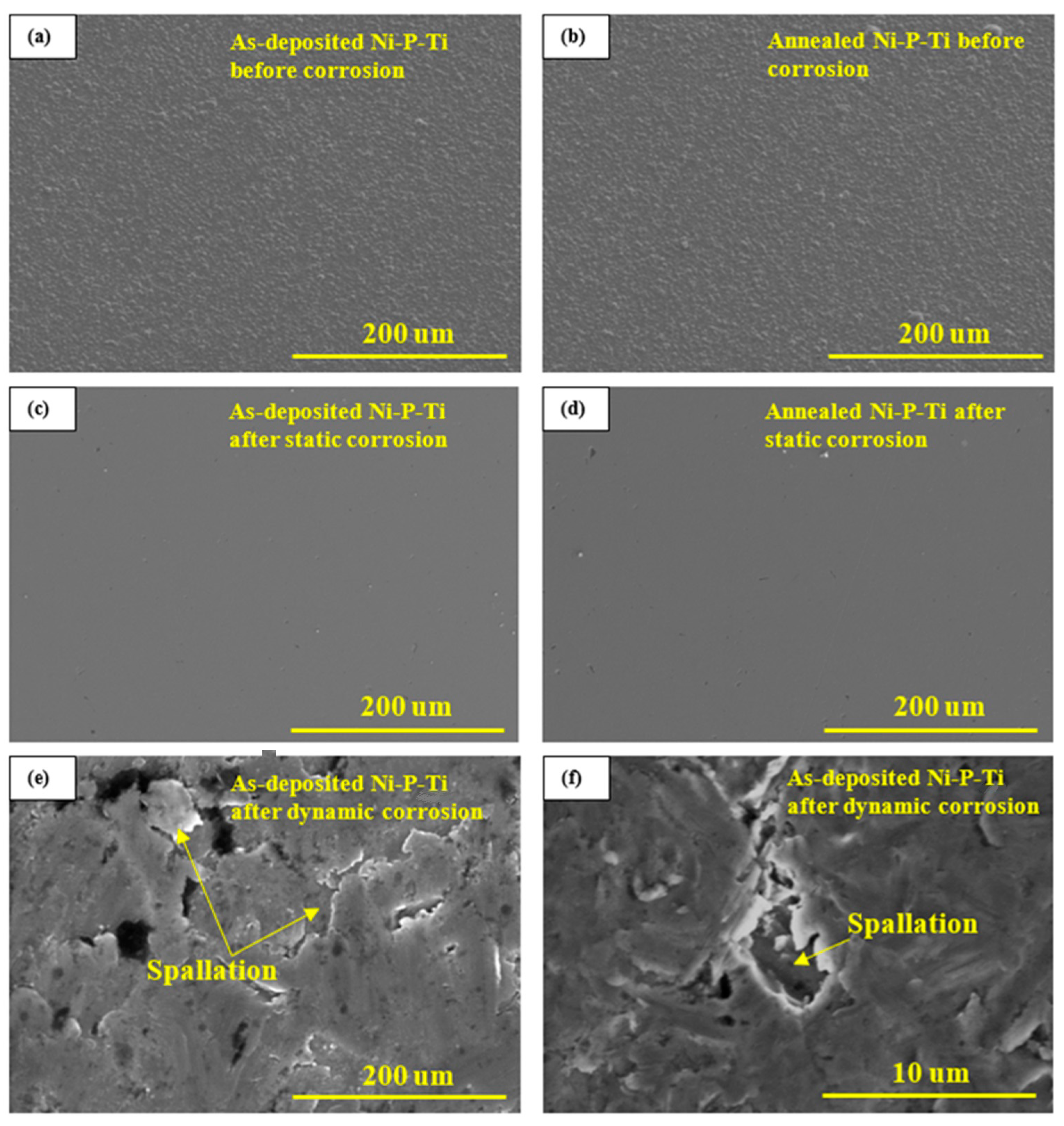
3.3. Dynamic Corrosion in the Absence of Abrasive Particles
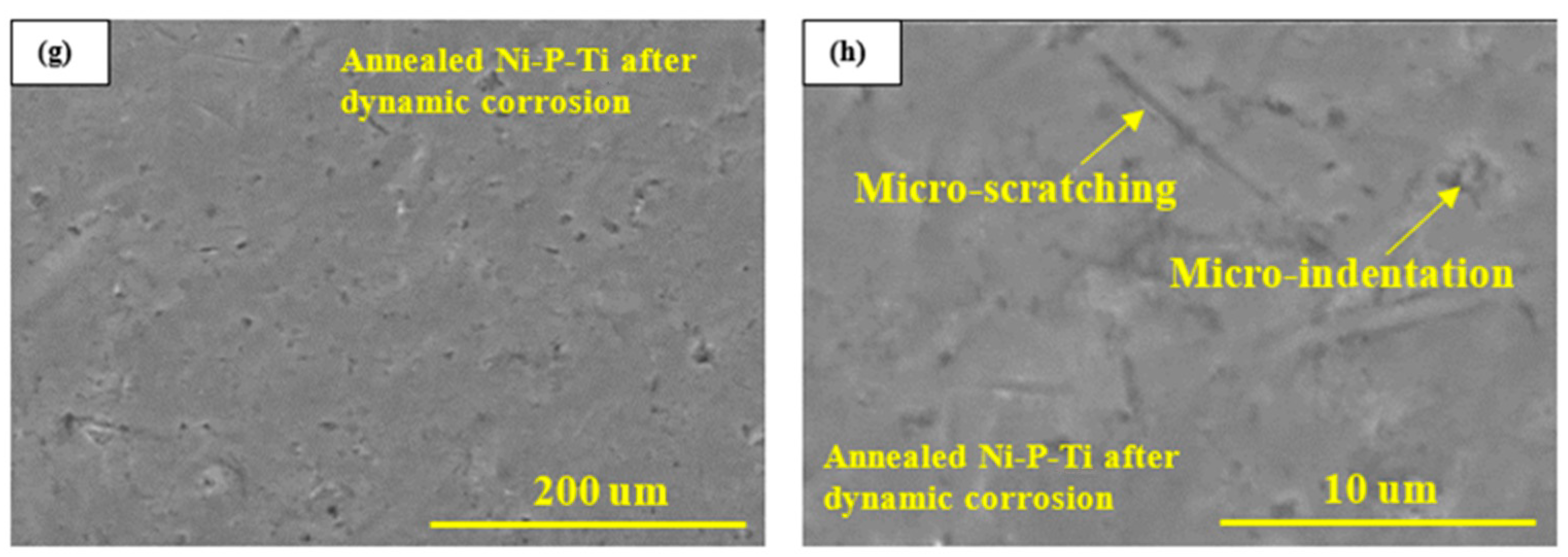
3.4. Dynamic Corrosion in the Presence of Abrasive Particles
3.5. Comparison between Static and Dynamic Corrosion
3.6. Corrosion Mechanisms
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gandy, D. Carbon Steel Handbook; Electri Power Research Institute: Palo Alto, CA, USA, 2007; pp. 1–172. [Google Scholar]
- MacLean, M.; Farhat, Z.; Jarjoura, G.; Fayyad, E.; Abdullah, A.; Hassan, M. Fabrication and investigation of the scratch and indentation behaviour of new generation Ni-P-nano-NiTi composite coating for oil and gas pipelines. Wear 2019, 426, 265–276. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z. The synergistic effect between erosion and corrosion of API pipeline in CO2 and saline medium. Tribol. Int. 2013, 68, 26–34. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z. Erosion-corrosion mechanism and comparison of erosion-corrosion performance of API steels. Wear 2017, 376–377, 533–541. [Google Scholar] [CrossRef]
- Islam, M.A.; Farhat, Z.; Ahmed, E.M.; Alfantazi, A.M. Erosion enhanced corrosion and corrosion enhanced erosion of API X-70 pipeline steel. Wear 2013, 302, 1592–1601. [Google Scholar] [CrossRef]
- Taubkin, I.; Sukchov, A.V.; Rudakova, T. Analysis of the behavior of a protective polymer coating for gas pipelines under the action of applied heat. Int. Polym. Sci. Technol. 2004, 32, 22–32. [Google Scholar] [CrossRef]
- Bayram, T.C.; Orbey, N.; Adhikari, R.Y.; Tuominen, M. FP-based formulations as protective coatings in oil/gas pipelines. Prog. Org. Coat. 2015, 88, 54–63. [Google Scholar] [CrossRef]
- Vojtěch, D.; Novák, M.; Zelinková, M.; Novák, P.; Michalcová, A.; Fabián, T. Structural evolution of electroless Ni–P coating on Al–12wt.% Si alloy during heat treatment at high temperatures. Appl. Surf. Sci. 2009, 255, 3745–3751. [Google Scholar] [CrossRef]
- Lee, C.K. Structure, electrochemical and wear-corrosion properties of electroless nickel–phosphorus deposition on CFRP composites. Mater.Chem. Phys. 2009, 114, 125–133. [Google Scholar] [CrossRef]
- Xu, X.; Miao, J.; Bai, Z.; Feng, Y.; Ma, Q.; Zhao, W. The corrosion behavior of electroless Ni–P coating in Cl−/H2S environment. Appl. Surf. Sci. 2012, 258, 8802–8806. [Google Scholar]
- Wang, C.; Farhat, Z.; Jarjoura, G.; Hassan, M.K.; Abdullah, A.M. Indentation and erosion behavior of electroless Ni-P coating on pipeline steel. Wear 2017, 376–377, 1630–1639. [Google Scholar] [CrossRef]
- Farhat, Z.; Jarjoura, G.; Shahirnia, M. Dent Resistance and Effect of Indentation Loading Rate on Superelastic TiNi Alloy. Metall. Mater. Trans. A 2013, 44, 3544–3551. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. Hertzian Indentation Behavior of Electroless Ni-P-Ti Composite Coatings. Metall. Mater. Trans. A 2020, 51, 3674–3691. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z.; Jarjoura, G.; Fayyad, E.; Abdullah, A.; Hassan, M. Investigation of the mechanical behavior of electroless Ni-P-Ti composite coatings. J. Eng. Mater. Technol. 2020, 142, 1–12. [Google Scholar] [CrossRef]
- Sharifalhoseini, Z.; Entezari, M.H.; Davoodi, A.; Shahidi, M. Access to nanocrystalline, uniform, and fine-grained Ni-P coating with improved anticorrosive action through the growth of ZnO nanostructures before the plating process. Corros. Sci. 2020, 172, 108743. [Google Scholar] [CrossRef]
- Ghavidel, N.; Allahkaram, S.R.; Naderi, R.; Barzegar, M.; Bakhshandeh, H. Corrosion and wear behavior of an electroless Ni-P/nano-SiC coating on AZ31 Mg alloy obtained through environmentally-friendly conversion coating. Surf. Coat. Technol. 2020, 382, 125156. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, K.; Zhang, M.; Zhang, Y.; Wu, T.; Zhao, H. Effect of current density on properties of sol-enhanced Ni–P– Al2O3 composite coating. Int. J. Electrochem. Sci. 2020, 15, 2752–2765. [Google Scholar] [CrossRef]
- Dhakal, D.R.; Gyawali, G.; Kshetri, Y.K.; Choi, J.H.; Lee, S.W. Microstructural and electrochemical corrosion properties of electroless Ni-P-TaC composite coating. Surf. Coat. Technol. 2020, 381, 125135. [Google Scholar] [CrossRef]
- Xie, J.; Alpas, A.T.; Northwood, D.O. Mechano-electrochemical effect between erosion and corrosion. J. Mater. Sci. 2003, 38, 4849–4856. [Google Scholar] [CrossRef]
- Tian, X.; Zhang, H. Failure criterion of buried pipelines with dent and scratch defects. Eng. Fail. Anal. 2017, 80, 278–289. [Google Scholar] [CrossRef]
- Sun, C.; Li, J.; Fattahpour, V.; Roostaei, M.; Mahmoudi, M.; Zeng, H.; Luo, J.-L. Insights into the erosion-enhanced corrosion on electroless Ni–P coating from single particle impingement. Corros. Sci. 2020, 166, 108422–108434. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. Effects of Ti content and annealing temperatures on fracture toughness and scratch resistance of electroless Ni-P-Ti coatings. J. Mater. Eng. Perform. 2020, 29, 5807–5821. [Google Scholar] [CrossRef]
- Li, Z.; Islam, M.A.; Farhat, Z. Investigation of Erosion-Corrosion Resistance of Electroless Ni-P-Ti Composite Coatings. J. Bio-Tribo-Corros. 2020, 6, 1–17. [Google Scholar] [CrossRef]
- Islam, M.A.; Jiang, J.; Xie, Y.; Fiala, P. Investigation of erosion-corrosion behavior of (WTi)C based weld overlays. Wear 2017, 390–391, 155–165. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z.; Jarjoura, G.; Fayyad, E.; Abdullah, A.; Hassan, M. Synthesis and characterization of scratch resistant Ni-P-Ti based composite coating. Tribol. Trans. 2019, 62, 880–896. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. Microstructure development and nanoindentation behavior of annealed Ni-P-Ti coatings. Surf. Eng. 2021, 37, 1–15. [Google Scholar] [CrossRef]
- Diegle, R.B.; Sorensen, N.R.; Clayton, C.R.; Helfand, M.A.; Yu, Y.C. An XPS investigation into the passivity of an amorphous Ni-20P. J. Electrochem. Soc. 1988, 135, 1085–1092. [Google Scholar] [CrossRef]
- Shi, Z.; Wang, J.; Wang, Z.; Qiao, Y.; Xiong, T.; Zheng, Y. Cavitation erosion and jet impingement erosion behavior of the NiTi coating produced by air plasma spraying. Coatings 2018, 8, 346–357. [Google Scholar] [CrossRef] [Green Version]
- Kosec, T.; Močnik, P.; Mezeg, U.; Legat, A.; Ovsenik, M.; Jenko, M.; Grant, J.T.; Primožič, J. Tribocorrosive study of new and in vivo exposed nickel titanium and stainless steel orthodontic archwires. Coatings 2020, 10, 230–242. [Google Scholar] [CrossRef] [Green Version]
- Angioni, S.L.; Meo, M.; Foreman, A. Impact damage resistance and damage suppression properties of shape memory alloys in hybrid composites-a review. Smart Mater. Struct. 2011, 20, 013001. [Google Scholar] [CrossRef]
- Verdian, M.M.; Raeissi, K.; Salehi, M.; Sabooni, S. Characterization and corrosion behavior of NiTi–Ti2Ni–Ni3Ti multiphase intermetallics produced by vacuum sintering. Vacuum 2011, 86, 91–95. [Google Scholar] [CrossRef]
- Ciubotariu, A.-C.; Benea, L.; Lakatos-Varsanyi, M.; Dragan, V. Electrochemical impedance spectroscopy and corrosion behaviour of Al2O3-Ni nano composite coatings. Electrochim. Acta. 2008, 53, 4557–4563. [Google Scholar] [CrossRef]
- Lin, C.; Dadvand, N.; Farhat, Z.; Kipouros, G. Electroless nickel phosphorous plating on carbon steel. Mater. Sci. Technol. 2013, 3, 2224–2237. [Google Scholar]
- Li, Z.; Farhat, Z.; Islam, M.A. Investigation of Single-Particle Erosion Behavior of Electroless Ni-P-Ti Composite Coatings. J. Mater. Eng. Perform. 2020, 29, 1671–1683. [Google Scholar] [CrossRef]
- Mazaheri, H.; Allahkaram, S.R. Deposition, characterization and electrochemical evaluation of Ni–P–nano diamond composite coatings. Appl. Surf. Sci. 2012, 258, 4574–4580. [Google Scholar] [CrossRef]
- Creus, J.; Mazille, H.; Idrissi, H. Porosity evaluation of protective coatings onto steel through electrochemical technique. Surf. Coat. Technol. 2000, 130, 224–232. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ecorr (V) | icorr (μA/cm2) |
|---|---|---|
| AISI 1018 steel | −0.627 ± 0.022 | 15.55 ± 1.50 |
| Ni-P | −0.417 ± 0.025 | 1.07 ± 0.13 |
| Ni-P-Ti | −0.389 ± 0.012 | 0.33 ± 0.10 |
| Ni-P-650 °C | −0.327 ± 0.023 | 1.32 ± 0.14 |
| Ni-P-Ti-650 °C | −0.304 ± 0.013 | 0.41 ± 0.13 |
| Samples | Ecorr (V) | icorr (μA/cm2) |
|---|---|---|
| AISI 1018 steel | −0.416 ± 0.005 | 91.1 ± 0.7 |
| Ni-P | −0.218 ± 0.004 | 33.5 ± 0.5 |
| Ni-P-Ti | −0.155 ± 0.007 | 4.6 ± 0.2 |
| Ni-P-650 °C | −0.096 ± 0.004 | 6.0 ± 0.3 |
| Ni-P-Ti-650 °C | −0.139 ± 0.003 | 1.8 ± 0.2 |
| Samples | Ecorr (V) | icorr (μA/cm2) |
|---|---|---|
| AISI 1018 steel | −0.446 ± 0.005 | 801 ± 7 |
| Ni-P | −0.167 ± 0.004 | 434 ± 5 |
| Ni-P-Ti | −0.115 ± 0.005 | 132 ± 3 |
| Ni-P-650 °C | −0.136 ± 0.003 | 220 ± 5 |
| Ni-P-Ti-650 °C | −0.139 ± 0.002 | 113 ± 3 |
| Coatings | Static Corrosion Rate (mm/Year) | Dynamic Corrosion Rate (mm/Year, in the Absence of Abrasive Particles, under Flowing Condition 900 rpm) | Dynamic Corrosion (mm/Year, in the Presence of Abrasive Particles, under Flowing Condition 900 rpm) |
|---|---|---|---|
| Ni-P | 9.02 ± 0.16 × 10−2 | 2.84 ± 0.05 | 49.7 ± 0.5 |
| Ni-P-Ti | 2.90 ± 0.14 × 10−2 | 0.43 ± 0.03 | 12.8 ± 0.3 |
| Ni-P-650 °C | 1.10 ± 0.13 × 10−1 | 0.61± 0.07 | 18.7 ± 0.4 |
| Ni-P-Ti-650 °C | 3.60 ± 0.15 × 10−2 | 0.14± 0.05 | 10.1 ± 0.2 |
| Coatings | P.D. (%) Static Corrosion | P.D. (%) Dynamic Corrosion (in the Absence of Abrasive Particles, under Flowing Condition 900 rpm) | P.D. (%) Dynamic Corrosion (in the Presence of Abrasive Particles, under Flowing Condition 900 rpm) |
|---|---|---|---|
| Ni-P | 2.64 ± 0.16 | 11.72 ± 0.15 | 29.01 ± 1.91 |
| Ni-P-Ti | 0.18 ± 0.03 | 4.52 ± 0.05 | 11.75 ± 0.32 |
| Ni-P-650 °C | 2.72 ± 0.13 | 6.74 ± 0.07 | 14.86 ± 0.43 |
| Ni-P-Ti-650 °C | 0.20 ± 0.02 | 3.47 ± 0.05 | 7.18 ± 0.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Farhat, Z. The Effect of the Formation of Superelastic NiTi Phase on Static and Dynamic Corrosion Performance of Ni-P Coating. Solids 2021, 2, 278-292. https://doi.org/10.3390/solids2030018
Li Z, Farhat Z. The Effect of the Formation of Superelastic NiTi Phase on Static and Dynamic Corrosion Performance of Ni-P Coating. Solids. 2021; 2(3):278-292. https://doi.org/10.3390/solids2030018
Chicago/Turabian StyleLi, Zhi, and Zoheir Farhat. 2021. "The Effect of the Formation of Superelastic NiTi Phase on Static and Dynamic Corrosion Performance of Ni-P Coating" Solids 2, no. 3: 278-292. https://doi.org/10.3390/solids2030018
APA StyleLi, Z., & Farhat, Z. (2021). The Effect of the Formation of Superelastic NiTi Phase on Static and Dynamic Corrosion Performance of Ni-P Coating. Solids, 2(3), 278-292. https://doi.org/10.3390/solids2030018