
Simulating Industrial Recycling of Biodegradable Irrigation Pipe Scraps into Sustainable Monopolymer Blends

 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
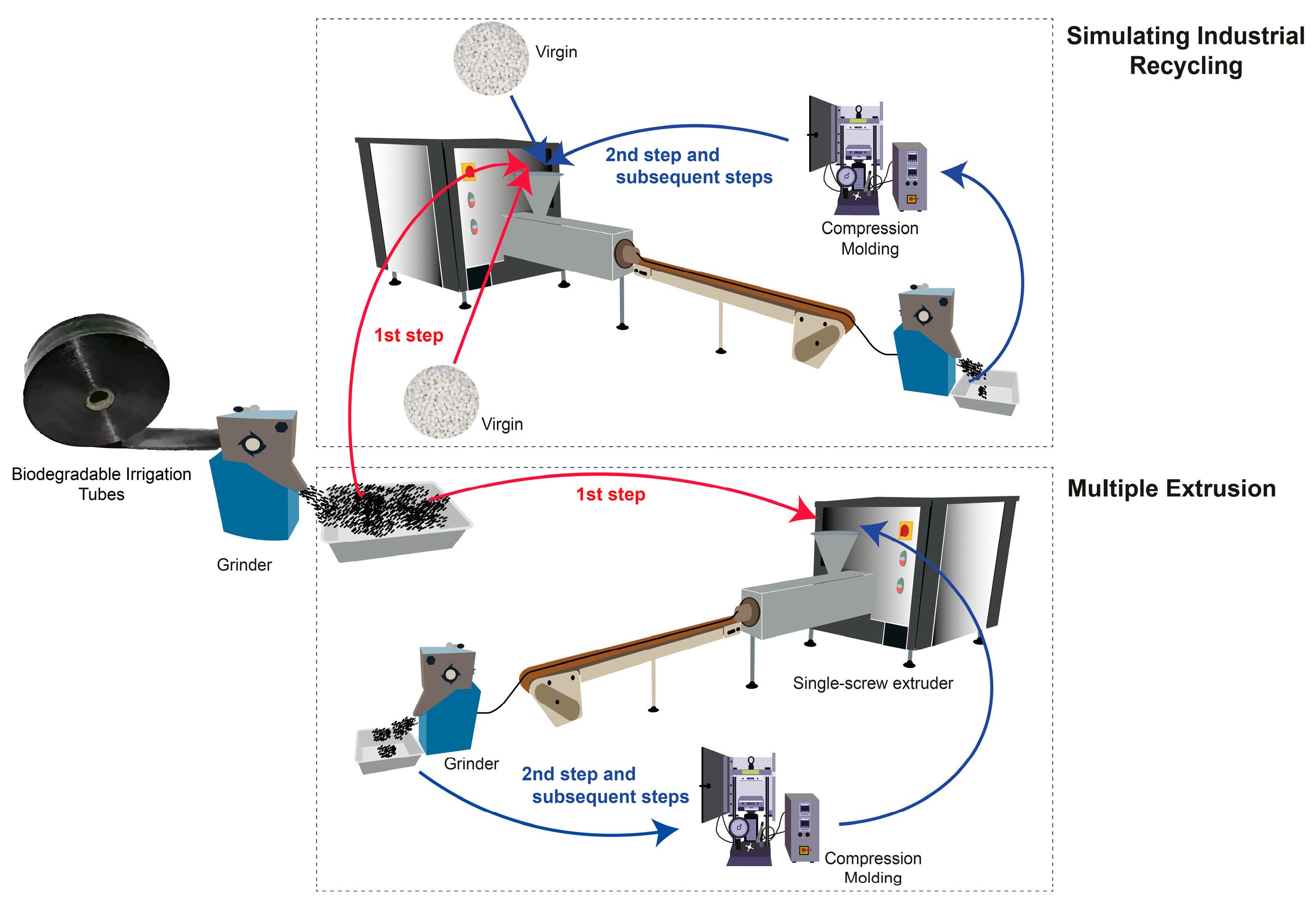
2.2. Recycling Method
2.2.1. Multiple Extrusions and Sample Preparation
2.2.2. Simulating Industrial Recycling
2.3. Characterizazion
3. Results and Discussion
3.1. Multiple Extrusion Tests
3.2. Simulating Industrial Recycling
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Niessner, N. (Ed.) Recycling of Plastics; Hanser Publishers: Munich, Germany, 2022; ISBN 978-1-56990-856-3. [Google Scholar]
- Plastics Europe Plastics-Mechanical Recycling. Available online: https://plasticseurope.org/sustainability/circularity/recycling/mechanical-recycling/ (accessed on 18 May 2024).
- Titone, V.; Botta, L.; La Mantia, F.P. Mechanical Recycling of New and Challenging Polymer Systems: A Brief Overview. Macromol. Mater. Eng. 2024, 310, 2400275. [Google Scholar] [CrossRef]
- Plastics—The Facts 2024. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-fast-facts-2024/ (accessed on 5 December 2024).
- Distribution of Total Global Macro-and Microplastics Leakage to the Environment in 2019. Available online: https://www.statista.com/statistics/1327885/share-of-plastic-leakage-into-the-environment/ (accessed on 12 May 2024).
- Vethaak, A.D.; Legler, J. Microplastics and Human Health. Science 2021, 371, 672–674. [Google Scholar] [CrossRef]
- Wang, J.; Peng, C.; Li, H.; Zhang, P.; Liu, X. The Impact of Microplastic-Microbe Interactions on Animal Health and Biogeochemical Cycles: A Mini-Review. Sci. Total Environ. 2021, 773, 145697. [Google Scholar] [CrossRef] [PubMed]
- EU Rules on Waste and Recycling. Available online: https://environment.ec.europa.eu/topics/waste-and-recycling_en (accessed on 21 December 2024).
- Niaounakis, M. Recycling of Biopolymers–The Patent Perspective. Eur. Polym. J. 2019, 114, 464–475. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Brüster, B.; Addiego, F.; Hassouna, F.; Ruch, D.; Raquez, J.-M.; Dubois, P. Thermo-Mechanical Degradation of Plasticized Poly(lactide) After Multiple Reprocessing to Simulate Recycling: Multi-Scale Analysis and Underlying Mechanisms. Polym. Degrad. Stab. 2016, 131, 132–144. [Google Scholar] [CrossRef]
- Georgousopoulou, I.-N.; Vouyiouka, S.; Dole, P.; Papaspyrides, C.D. Thermo-Mechanical Degradation and Stabilization of Poly(butylene Succinate). Polym. Degrad. Stab. 2016, 128, 182–192. [Google Scholar] [CrossRef]
- Nomadolo, N.; Mtibe, A.; Ofosu, O.; Mekoa, C.; Letwaba, J.; Muniyasamy, S. The Effect of Mechanical Recycling on the Thermal, Mechanical, and Chemical Properties of Poly (Butylene Adipate-Co-Terephthalate) (PBAT), Poly (Butylene Succinate) (PBS), Poly (Lactic Acid) (PLA), PBAT-PBS Blend and PBAT-TPS Biocomposite. J. Polym. Environ. 2024, 32, 2644–2659. [Google Scholar] [CrossRef]
- Plavec, R.; Hlaváčiková, S.; Omaníková, L.; Feranc, J.; Vanovčanová, Z.; Tomanová, K.; Bočkaj, J.; Kruželák, J.; Medlenová, E.; Gálisová, I.; et al. Recycling Possibilities of Bioplastics Based on PLA/PHB Blends. Polym. Test. 2020, 92, 106880. [Google Scholar] [CrossRef]
- Barletta, M.; Aversa, C.; Puopolo, M. Recycling of PLA-Based Bioplastics: The Role of Chain-Extenders in Twin-Screw Extrusion Compounding and Cast Extrusion of Sheets. J. Appl. Polym. Sci. 2020, 137, 49292. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Scaffaro, R.; Bastioli, C. Recycling of a Starch-Based Biodegradable Polymer. Macromol. Symp. 2002, 180, 133–140. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Botta, L.; Mistretta, M.C.; Di Fiore, A.; Titone, V. Recycling of a Biodegradable Polymer Blend. Polymers 2020, 12, 2297. [Google Scholar] [CrossRef] [PubMed]
- Coltelli, M.; Aliotta, L.; Fasano, G.; Miketa, F.; Brkić, F.; Alonso, R.; Romei, M.; Cinelli, P.; Canesi, I.; Gigante, V.; et al. Recyclability Studies on Poly(lactic acid)/Poly(butylene succinate-co-adipate) (PLA/PBSA) Biobased and Biodegradable Films. Macromol. Mater. Eng. 2023, 308, 2300136. [Google Scholar] [CrossRef]
- Zembouai, I.; Bruzaud, S.; Kaci, M.; Benhamida, A.; Corre, Y.-M.; Grohens, Y. Mechanical Recycling of Poly(3-Hydroxybutyrate-co-3-Hydroxyvalerate)/Polylactide Based Blends. J. Polym. Environ. 2014, 22, 449–459. [Google Scholar] [CrossRef]
- Beltrán, F.R.; Gaspar, G.; Dadras Chomachayi, M.; Jalali-Arani, A.; Lozano-Pérez, A.A.; Cenis, J.L.; De La Orden, M.U.; Pérez, E.; Martínez Urreaga, J.M. Influence of Addition of Organic Fillers on the Properties of Mechanically Recycled PLA. Environ. Sci. Pollut. Res. 2021, 28, 24291–24304. [Google Scholar] [CrossRef]
- Beltrán, F.R.; Lorenzo, V.; Acosta, J.; De La Orden, M.U.; Martínez Urreaga, J. Effect of Simulated Mechanical Recycling Processes on the Structure and Properties of Poly(lactic Acid). J. Environ. Manag. 2018, 216, 25–31. [Google Scholar] [CrossRef]
- Coltelli, M.-B.; Gigante, V.; Aliotta, L.; Lazzeri, A. Recyclability Perspectives of the Most Diffused Biobased and Biodegradable Plastic Materials. Macromol 2024, 4, 401–419. [Google Scholar] [CrossRef]
- Andrews, G.D.; Subramanian, P.M. (Eds.) Emerging Technologies in Plastics Recycling; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 1992; ISBN 978-0-8412-2499-5. [Google Scholar]
- La Mantia, F. (Ed.) Handbook of Plastics Recycling; Rapra Technology Limited: Shawbury, UK, 2002; ISBN 978-1-85957-325-9. [Google Scholar]
- Scheirs, J. Polymer Recycling: Science, Technology, and Applications; Wiley Series in Polymer Science; Wiley: Chichester, UK; New York, NY, USA, 1998; ISBN 978-0-471-97054-5. [Google Scholar]
- Brandrup, J. (Ed.) Recycling and Recovery of Plastics; Hanser/Gardner Publications: Munich, Germany; New York, NY, USA; Cincinnati, OH, USA, 1996; ISBN 978-3-446-18258-5. [Google Scholar]
- Gonçalves, L.M.G.; Rigolin, T.R.; Frenhe, B.M.; Bettini, S.H.P. On the Recycling of a Biodegradable Polymer: Multiple Extrusion of Poly (Lactic Acid). Mater. Res. 2020, 23, e20200274. [Google Scholar] [CrossRef]
- Hopmann, C.; Schippers, S.; Höfs, C. Influence of Recycling of Poly(lactic Acid) on Packaging Relevant Properties. J. Appl. Polym. Sci. 2015, 132, app.41532. [Google Scholar] [CrossRef]
- Bavasso, I.; Bracciale, M.P.; De Bellis, G.; Pantaleoni, A.; Tirillò, J.; Pastore, G.; Gabrielli, S.; Sarasini, F. Recycling of a Commercial Biodegradable Polymer Blend: Influence of Reprocessing Cycles on Rheological and Thermo-Mechanical properties. Polym. Test. 2024, 134, 108418. [Google Scholar] [CrossRef]
- Titone, V.; Mistretta, M.C.; Botta, L.; La Mantia, F.P. Toward the Decarbonization of Plastic: Monopolymer Blend of Virgin and Recycled Bio-Based, Biodegradable Polymer. Polymers 2022, 14, 5362. [Google Scholar] [CrossRef] [PubMed]
- Beltrán, F.R.; Infante, C.; De La Orden, M.U.; Martínez Urreaga, J. Mechanical Recycling of Poly(lactic Acid): Evaluation of a Chain Extender and a Peroxide as Additives for Upgrading the Recycled Plastic. J. Clean. Prod. 2019, 219, 46–56. [Google Scholar] [CrossRef]
- Moraczewski, K.; Karasiewicz, T.; Jagodziński, B.; Trafarski, A.; Pawłowska, A.; Stepczyńska, M.; Rytlewski, P. Recyclability of New Polylactide Based Biodegradable Materials with Plant Extracts Containing Natural Polyphenols. Sustain. Mater. Technol. 2021, 30, e00351. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Mistretta, M.C.; Titone, V. An Additive Model to Predict the Rheological and Mechanical Properties of Polypropylene Blends Made by Virgin and Reprocessed Components. Recycling 2021, 6, 2. [Google Scholar] [CrossRef]
- Titone, V.; Botta, L.; Mistretta, M.C.; La Mantia, F.P. Influence of a Biodegradable Contaminant on the Mechanical Recycling of a Low-Density Polyethylene Sample. Polym. Eng. Sci. 2024, 64, 845–851. [Google Scholar] [CrossRef]
- Ren, J.; Krishnamoorti, R. Nonlinear Viscoelastic Properties of Layered-Silicate-Based Intercalated Nanocomposites. Macromolecules 2003, 36, 4443–4451. [Google Scholar] [CrossRef]
- Krishnamoorti, R.; Yurekli, K. Rheology of Polymer Layered Silicate Nanocomposites. Curr. Opin. Colloid Interface Sci. 2001, 6, 464–470. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.S.; Rehovsky, C.; Bajwa, S.G.; Vahidi, G. Deterioration in the Physico-Mechanical and Thermal Properties of Biopolymers Due to Reprocessing. Polymers 2019, 11, 58. [Google Scholar] [CrossRef]
- La Mantia, F.; Gardette, J. Improvement of the Mechanical Properties of Photo-Oxidized Films After Recycling. Polym. Degrad. Stab. 2002, 75, 1–7. [Google Scholar] [CrossRef]
- Mantia, F.P.L.; Mistretta, M.C.; Titone, V. Rheological, Mechanical and Morphological Characterization of Monopolymer Blends Made by Virgin and Photo-Oxidized Polypropylene. Recycling 2021, 6, 51. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | B105, % | TbsCycle-1, % | R-TbsCycle-1 |
|---|---|---|---|
| R-TbsCycle-1-10 | 90 | 10 | |
| R-TbsCycle-2-10 | 90 | - | 10 a |
| R-TbsCycle-1-25 | 75 | 25 | |
| R-TbsCycle-2-25 | 75 | 25 b |
| Sample Code | E, MPa | TS, MPa | EB, % |
|---|---|---|---|
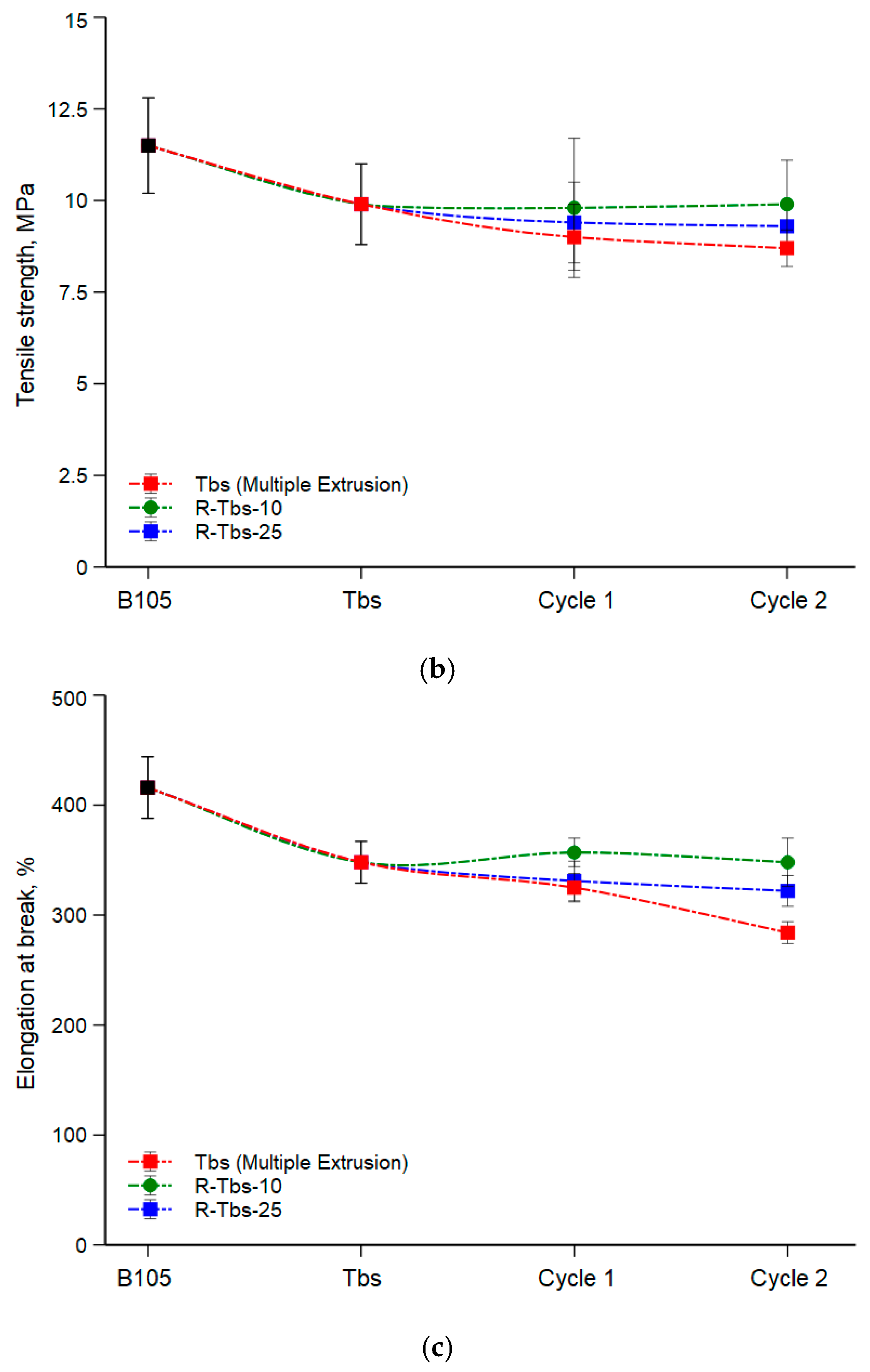
| B105 | 111 (2.4) a | 11.5 (1.3) a | 416 (28) a |
| Tbs | 127 (2.7) b | 9.9 (1.1) b | 348 (19) b |
| TbsCycle-1 | 142 (3.8) c | 9.0 (0.9) b | 325 (13) c |
| TbsCycle-2 | 149 (4.6) c | 8.7 (0.5) b | 284 (10) d |
| Sample Code | E, MPa | TS, MPa | EB, % |
|---|---|---|---|
| B105 | 111 (2.4) a | 11.5 (1.3) a | 416 (28) a |
| Tbs | 127 (2.7) b | 9.9 (1.1) b | 348 (19) b |
| R-TbsCycle-1-10 | 127.8 (3.8) b | 9.8 (1.9) b | 357 (13) b |
| R-TbsCycle-2-10 | 128.3 (4.6) b | 9.9 (1.2) b | 348 (22) c |
| R-TbsCycle-1-25 | 133.2 (5.2) b | 9.4 (1.1) c | 331 (18) c |
| R-TbsCycle-2-25 | 134.2 (7.8) c | 9.3 (0.6) c | 322 (14) d |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Titone, V.; Rodi, E.G.; Oliveri, A.; Giuffrè, C.; Botta, L.; La Mantia, F.P. Simulating Industrial Recycling of Biodegradable Irrigation Pipe Scraps into Sustainable Monopolymer Blends. Macromol 2025, 5, 14. https://doi.org/10.3390/macromol5010014
Titone V, Rodi EG, Oliveri A, Giuffrè C, Botta L, La Mantia FP. Simulating Industrial Recycling of Biodegradable Irrigation Pipe Scraps into Sustainable Monopolymer Blends. Macromol. 2025; 5(1):14. https://doi.org/10.3390/macromol5010014
Chicago/Turabian StyleTitone, Vincenzo, Erica Gea Rodi, Antonino Oliveri, Carmelo Giuffrè, Luigi Botta, and Francesco Paolo La Mantia. 2025. "Simulating Industrial Recycling of Biodegradable Irrigation Pipe Scraps into Sustainable Monopolymer Blends" Macromol 5, no. 1: 14. https://doi.org/10.3390/macromol5010014
APA StyleTitone, V., Rodi, E. G., Oliveri, A., Giuffrè, C., Botta, L., & La Mantia, F. P. (2025). Simulating Industrial Recycling of Biodegradable Irrigation Pipe Scraps into Sustainable Monopolymer Blends. Macromol, 5(1), 14. https://doi.org/10.3390/macromol5010014