
Optimization of Mold Changeover Times in the Automotive Injection Industry Using Lean Manufacturing Tools and Fuzzy Logic to Enhance Production Line Balancing †

 ,
,
Abstract
1. Introduction
2. Material and Method
3. Results and Discussion
3.1. Implementation of Lean Tools in the Mold Change Process
3.2. Implementation of SMED
3.3. Implementation of the 5S Methodology
3.4. Improved VSM for Mold Change Operations
3.5. Future PCE of the Mold Change Process
3.6. Estimated Cost–Benefit Analysis of the Fuzzy Logic-Enhanced SMED Method
3.7. Standardization and Continuous Optimization with Fuzzy Logic
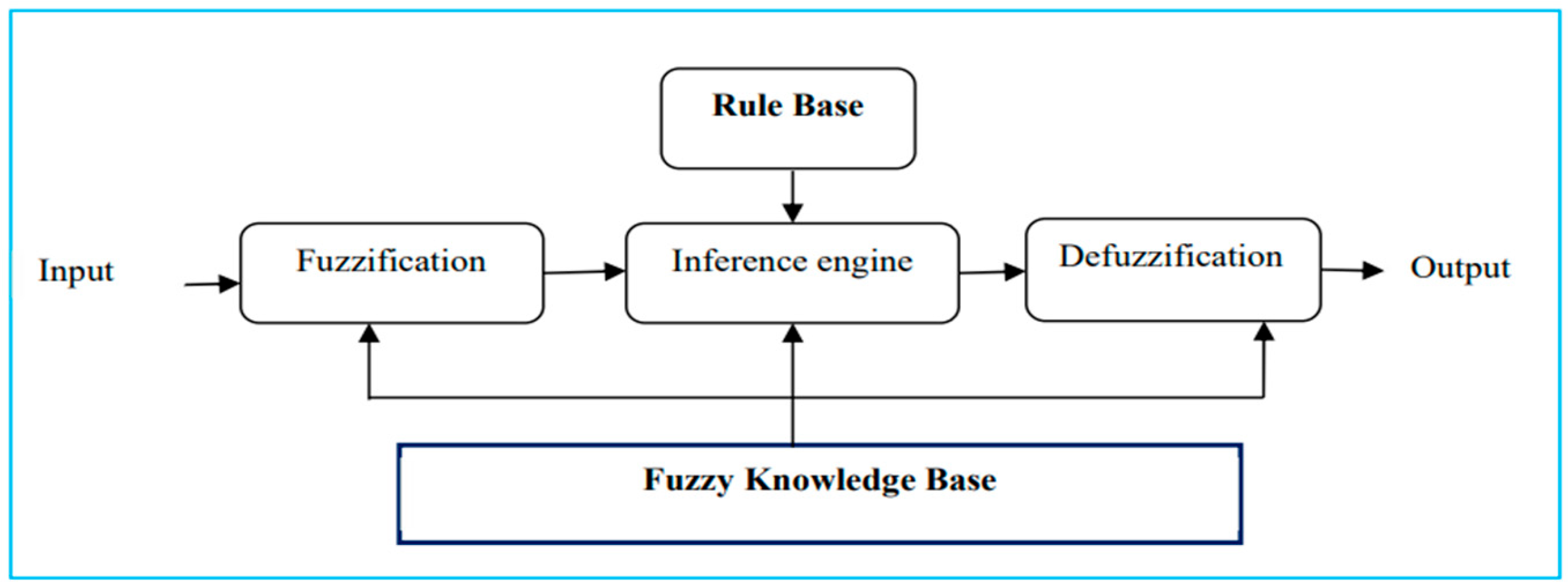
3.8. Implementation of the Fuzzy SMED Model
- The size of the mold (small, medium, large);
- The hand of the robot (completely adapted, partially adapted);
- The complexity of the mold (simple, complex).
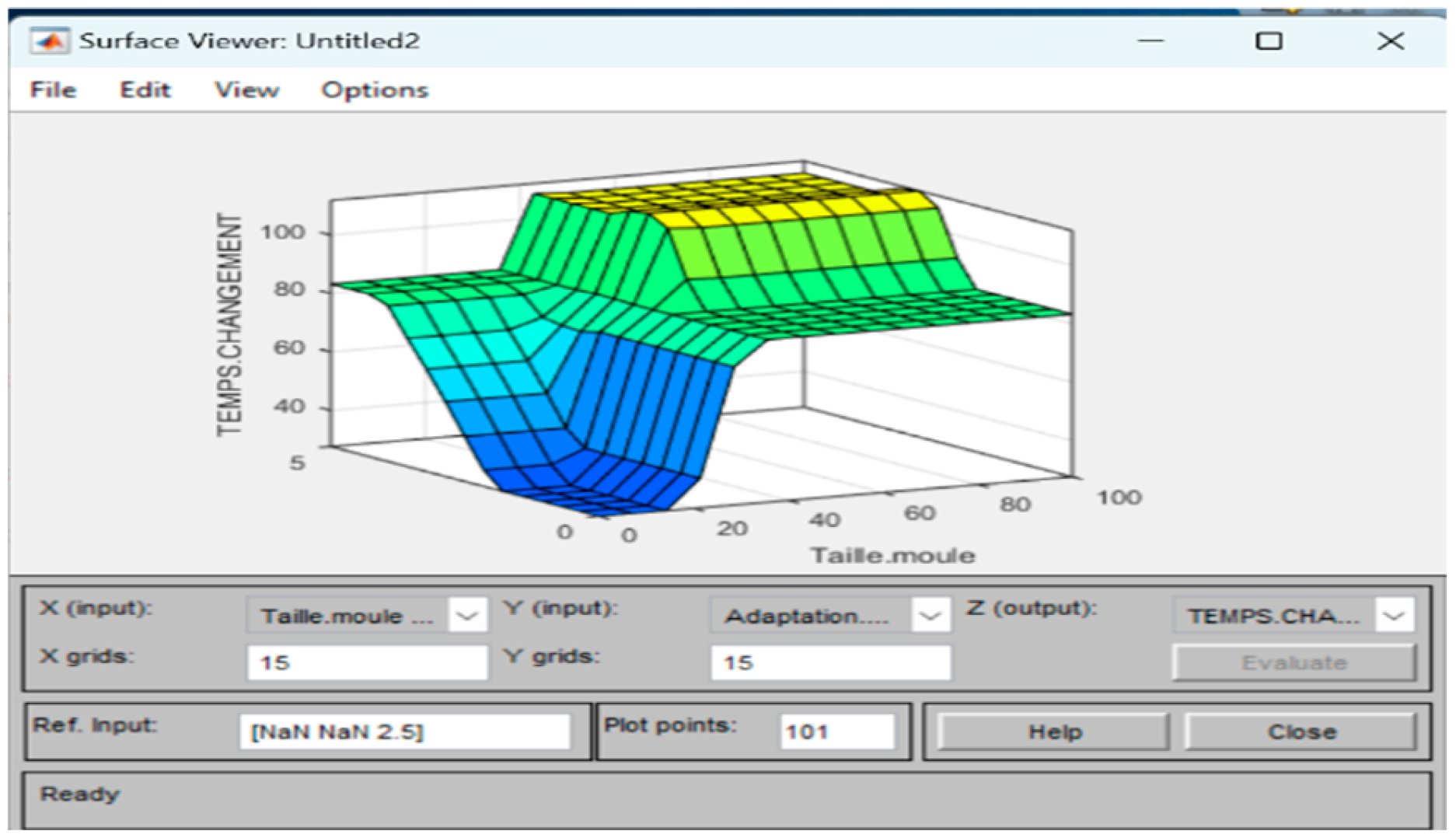
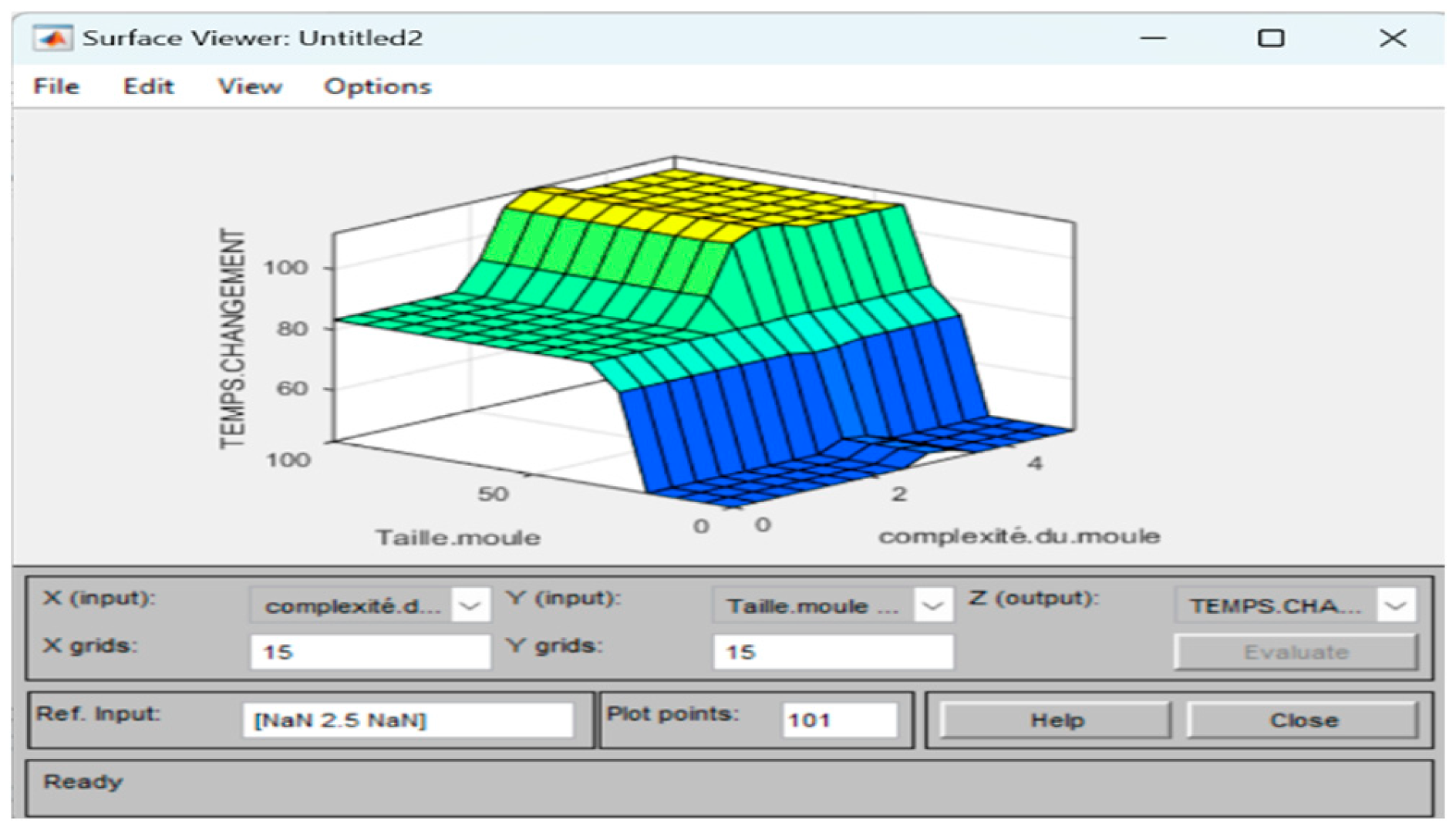
3.9. Fuzzy-Based Decision Support for SMED
- When the mold is still small, the robotic hand is fully optimized, and the mold design is quite straightforward, the changeover time can be expected to be short.
- However, if the mold is large, the robot hand will adapt poorly, and the design is complex, the changeover time is more likely to be long.
- In other words, a situation that lies between these extremes aims for assessments that do not dictate strict and rigid categorical groupings but rely on flexible approaches.
3.10. Control System Integration
- Real-time assessment, based on fuzzy logic, of mold changeover durations gives the chance to identify deviations in their initial stage of development which then may develop into production bottlenecks
- Integration with monitoring systems (for instance, Qi Macros in Excel) to impart visual tracking results in live mode of mold change-over performance.
- Support in decision-making for the operator, by providing advice that would lead to the right settings of related variables before any issues start to progress or even before they emerge and cause the delay.
3.11. Benefits of the Fuzzy SMED Model
- -
- Real-time monitoring: The system facilitates the identification of inefficiencies and helps to take corrective actions in time so there is no future disruption.
- -
- Sustainable changes: By consistently characterizing changeover activities, we can analyze the root reasons for inefficiency and address them swiftly.
3.12. Interpretation of Results
3.13. Limitation of Study
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Costa, R.J.S.; Silva, F.J.G.; Campilho, R.D.S.G. A Novel Concept of Agile Assembly Machine for Sets Applied in the Automotive Industry. Int. J. Adv. Manuf. Technol. 2017, 91, 4043–4054. [Google Scholar] [CrossRef]
- Ballyns, J.J.; Gleghorn, J.P.; Niebrzydowski, V.; Rawlinson, J.J.; Potter, H.G.; Maher, S.A.; Wright, T.M.; Bonassar, L.J. Image-Guided Tissue Engineering of Anatomically Shaped Implants via MRI and Micro-CT Using Injection Molding. Tissue Eng. Part A. 2008, 14, 1195–1202. [Google Scholar] [CrossRef] [PubMed]
- Daniyan, I.; Adeodu, A.; Mpofu, K.; Maladzhi, R.; Katumba, M.G.K.-K. Application of Lean Six Sigma Methodology Using DMAIC Approach for the Improvement of Bogie Assembly Process in the Railcar Industry. Heliyon. 2022, 8. [Google Scholar] [CrossRef] [PubMed]
- Nandakumar, N.; Saleeshya, P.G.; Harikumar, P. Bottleneck Identification And Process Improvement By Lean Six Sigma DMAIC Methodology. Mater. Today Proc. 2020, 24, 1217–1224. [Google Scholar] [CrossRef]
- Dahda, S.S.; Andesta, D.; Wicaksono, A.S. Measuring Leanness Index Using Fuzzy Logic Approach. J. Phys. Conf. Ser. 2020, 1469, 012040. [Google Scholar] [CrossRef]
- Murugan, R. Reducing Setup Time in Injection Process Using SMED Methodology—ProQuest. Master’s Thesis, Instituto Politecnico do Porto, Porto, Portugal, October 2017. Available online: https://www.proquest.com/openview/a060e651a4785c85237d10da815ad137/1?pq-origsite=gscholar&cbl=2026366&diss=y (accessed on 3 January 2025).
- Khan, S.A.; Jaboa, A.G.H.B.; Ishtiaq, P. DMAIC Methodology for Productivity Improvement of Preventive Maintenance in an Oil and Gas Company. Int. J. Bus. Excell. 2024, 32, 1–24. [Google Scholar] [CrossRef]
- Lin, B.-T.; Kuo, C.-C. Application of the Fuzzy-Based Taguchi Method for the Structural Design of Drawing Dies. Int. J. Adv. Manuf. Technol. 2011, 55, 83–93. [Google Scholar] [CrossRef]
- Endrigo Sordan, J.; Andersson, R.; Antony, J.; Lopes Pimenta, M.; Oprime, P.C. How Industry 4.0, Artificial Intelligence and Augmented Reality Can Boost Digital Lean Six Sigma. Total Qual. Manag. Bus. Excell. 2024, 35, 1542–1566. [Google Scholar] [CrossRef]
- Mortada, A.; Soulhi, A. Improvement of assembly line efficiency by using lean manufacturing tools and line balancing techniques. Adv. Sci. Technol. Res. J. 2023, 17, 89–109. [Google Scholar] [CrossRef] [PubMed]
- Kays, E.; Prodhan, S.; Karia, N.; Karim, A.N.M.; Sharif, S.B. Improvement of operational performance through value stream mapping and Yamazumi chart: A case of Bangladeshi RMG industry. Int. J. Recent Technol. Eng. 2019, 8, 986–997. [Google Scholar] [CrossRef]
- Hasta, A. Harwati. Line Balancing with Reduced Number of Operator: A Productivity Improvement. IOP Conf. Ser. Mater. Sci. Eng. 2019, 528, 012060. [Google Scholar] [CrossRef]
- Shingo, S. A Revolution in Manufacturing: The SMED System, 1st ed.; Routledge: New York, USA, 2019. [Google Scholar]
- Obusele, E.P.; Sodhi, H.S. Effecting Lean Manufacturing Techniques: A Review. J. Pharm. Negat. Results. 2022, 13, 1101–1109. [Google Scholar]
- Ribeiro, M.A.S.; Santos, A.C.O.; de Amorim, G.D.F.; de Oliveira, C.H.; da Silva Braga, R.A.; Netto, R.S. Analysis of the implementation of the Single Minute Exchange of Die methodology in an agroindustry through action research. Mach. 2022, 10, 287. [Google Scholar] [CrossRef]
- Antoniolli, I.; Guariente, P.; Pereira, T.; Ferreira, L.P.; Silva, F.J.G. Standardization and Optimization of an Automotive Components Production Line. Procedia Manuf. 2017, 13, 1120–1127. [Google Scholar] [CrossRef]
- Deodu, A.O.; Kanakana-Katumba, M.G.; Maladzhi, R. Application of value stream mapping in the improvement of lead time, takt time and over flowing labour in a paper manufacturing company: A Lean Six Sigma approach. In Proceedings of the 2nd Africa International Conference on Industrial Engineering and Operations Management, Harare, Zimbabwe, 8–10 December 2020. [Google Scholar]
- Ahmed, S.; Manaf, N.H.A.; Islam, R. Measuring Lean Six Sigma and Quality Performance for Healthcare Organizations. Int. J. Qual. Serv. Sci. 2018, 10, 267–278. [Google Scholar] [CrossRef]
- Mohyiddine, S. Implementation and deployment of a new Lean Six Sigma-based approach for the development and improvement of the sustainability of production in small and medium-sized enterprises. Ph.D. Thesis, Université de Batna 2, Algeria, North Africa, 2021. [Google Scholar]
- Lakhouil, H.; Soulhi, A. Fuzzy Decision-Making Model for the Inventory Leveling under Uncertainty Condition. Data Metadata 2024, 3, 142. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Estimated Costs (EUR) | Estimated Benefits (EUR/Year) | Comments |
|---|---|---|---|
| Operator training on Lean/SMED tools | 5000 | - | One-time cost for upskilling operators on standard procedures |
| Development of fuzzy logic decision-system | 8000 | - | Design and implementation of fuzzy inference for real-time changeover guidance |
| Standardization (5S, SOP documentation) | 3000 | - | Creating standardized work instructions for consistency |
| Partial automation (robotic replacement) | 20,000 | - | Approximately 40% of manual tasks replaced by robotic systems |
| Reduced mold changeover time | - | 18,000 | Increased machine availability boosts productivity |
| Reduction of non-value-added time | - | 12,000 | Less waiting, unnecessary movements, and manual errors |
| Process Cycle Efficiency (PCE improvement) | - | 10,000 | Better use of time and resources throughout the production cycle |
| Total | 36,000 | 40,000 | Break-even in less than one year (ROI = 111%) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Belghiti, Y.E.; Mouloud, A.; Tetouani, S.; Bouchti, M.E.; Cherkaoui, O.; Soulhi, A. Optimization of Mold Changeover Times in the Automotive Injection Industry Using Lean Manufacturing Tools and Fuzzy Logic to Enhance Production Line Balancing. Eng. Proc. 2025, 97, 54. https://doi.org/10.3390/engproc2025097054
Belghiti YE, Mouloud A, Tetouani S, Bouchti ME, Cherkaoui O, Soulhi A. Optimization of Mold Changeover Times in the Automotive Injection Industry Using Lean Manufacturing Tools and Fuzzy Logic to Enhance Production Line Balancing. Engineering Proceedings. 2025; 97(1):54. https://doi.org/10.3390/engproc2025097054
Chicago/Turabian StyleBelghiti, Yasmine El, Abdelfattah Mouloud, Samir Tetouani, Mehdi El Bouchti, Omar Cherkaoui, and Aziz Soulhi. 2025. "Optimization of Mold Changeover Times in the Automotive Injection Industry Using Lean Manufacturing Tools and Fuzzy Logic to Enhance Production Line Balancing" Engineering Proceedings 97, no. 1: 54. https://doi.org/10.3390/engproc2025097054
APA StyleBelghiti, Y. E., Mouloud, A., Tetouani, S., Bouchti, M. E., Cherkaoui, O., & Soulhi, A. (2025). Optimization of Mold Changeover Times in the Automotive Injection Industry Using Lean Manufacturing Tools and Fuzzy Logic to Enhance Production Line Balancing. Engineering Proceedings, 97(1), 54. https://doi.org/10.3390/engproc2025097054