Abstract
The present article aims to examine different approaches and technologies for producing multi-color 3D printed parts and reliefs using FDM/FFF printing technology. Several examples of parts used in the fields of technology, architecture, marketing and art are presented. The innovative HueForge software version 0.8.1 is used to create a multi-color relief. The process of establishing the Transmission Distance parameter of a given filament, which is key to creating colored reliefs with HueForge, is also examined.
1. Introduction
The various 3D printing technologies have undergone rapid development over the past two decades. FDM/FFF, SLA, and DLP/LCD, have become the most common 3D printing methods due to their accessibility, with the former using a polymer filament as the input material, and the latter and third using a photopolymer [1,2]. Over the past few years, several budget-friendly and yet sufficiently reliable multi-color FDM/FFF printing systems have been developed [3,4], which are reviewed in this study. There are many other technologies, such as Multijet Fusion, which allows multi-color 3D printing, but they strictly reserved for industrial use, due to the high material costs involved and complex and expensive 3D printers required [5,6]. Due to the limited availability of such machines, these specific technologies are not addressed in this study.
In addition to machines that allow multi-color 3D printing, special software is also needed for the generation of multi-color 3D model files that store information about the colors and geometry to be produced, and can pass this information to the slicer (the software used to slice the 3D model into layers and generate the controlling G-code for the slicer) [7,8].
2. Materials and Methods
There are several main technological options for multi-color printing with FDM/FFF 3D printers, which are discussed in the article.
2.1. Pausing at a Specific Layer Height with a Single-Nozzle Printer
When pausing at a certain height, the filament is manually replaced and printing continues with the new filament color (with a pause at the layer in the slicer software). In this way, various two-color emblems, logos, architectural ornaments, etc., can be produced. With this approach, no additional preparation of the 3D model is required [9].
Three-dimensional-printed parts for retro cameras are shown in Figure 1a, and Figure 1b shows an architectural ornament. The elements were produced using the specified method with a Creality Ender 3 printer from Creality, Shenzhen, China.

Figure 1.
Three-dimensional-printed parts (a) for retro cameras; (b) for an architectural ornament.
2.2. Using a Printer with Two or More Nozzles
In this type of 3D printer, a different color material is loaded into the extruder of each nozzle and the active nozzle is switched at a certain layer height or a certain preset color in the model [10]. There are two options for preparation depending on the printed model—if repeated layer-by-layer color changes are required, this can be performed again by changing the settings of the slicer, which allows different layers to be printed with a different nozzle. If a part is being manufactured and there should be two colors in one layer, two models can be used, superimposed on each other in the slicer; a 3D model can be prepared in a parametric 3D modeler (for example, SolidWorks); or a relief can be created with the specialized HueForge software, which is discussed below.
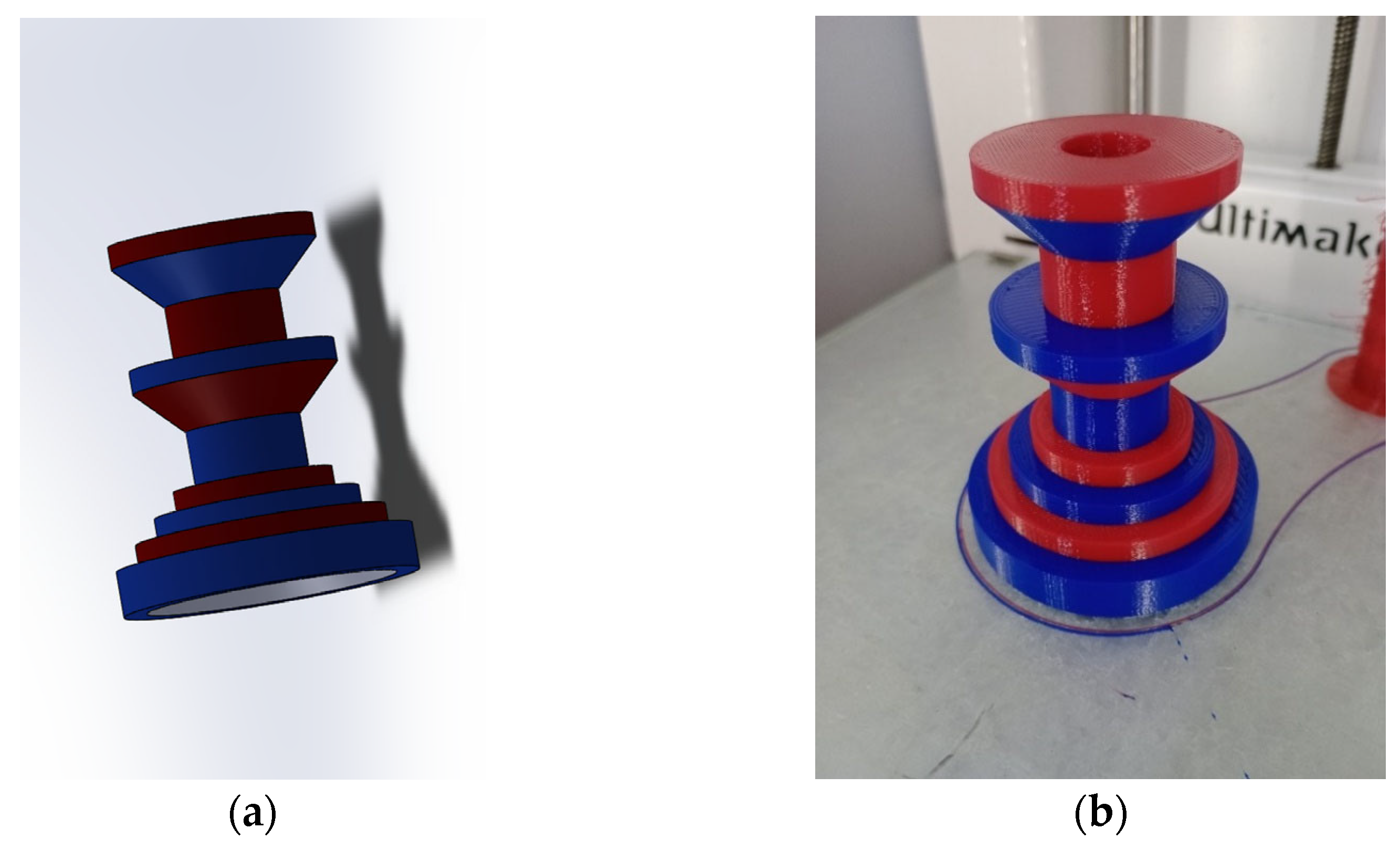
A test 3D model for two-color 3D printing is shown in Figure 2a, and Figure 2b shows the printed part produced on an Ultimaker 3 Extended printer manufactured by Ultimaker in 2018 from Sofia, Bulgaria.
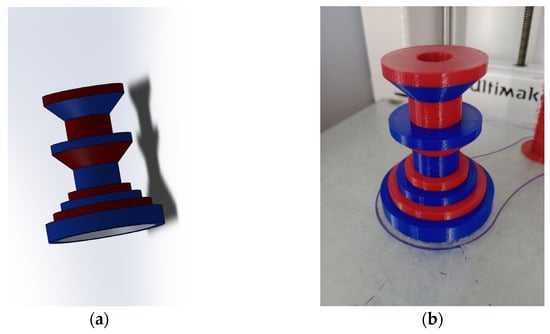
Figure 2.
(a) Test 3D model for two-color printing; (b) printed part produced on an Ultimaker 3 Extended.
2.3. Using Multi-Material Units
This method involves installing an additional unit that allows a change of materials. An example of such a device is the Prusa Multi Material Upgrade 3 (MMU3). It allows a printer with a single extruder to print with up to 5 colors (filaments) simultaneously. Through separate motors, the system feeds filament to a common material path, and from there it is fed to the extruder. This system also allows for automatic material change when a filament runs out. When changing the material, the extruder needs to be cleaned to avoid mixing different materials. The MMU3 has several options for this—an intelligent cleaning tower (“wipe tower”), cleaning into fill (“wipe into infill”) or cleaning into an object (“wipe into object”). Another popular external device that can be used to print several different materials is the Bambu Lab Automatic Material System (AMS), Sofia, Bulgaria, 2024. It can hold up to 4 different materials, and up to 4 AMSs can be connected to one printer, i.e., up to 16 colors can be changed in one print. The AMS is hermetically sealed, which helps minimize the amount of moisture in the material. There is also an open version AMS Lite, which is designed to be compatible with the budget series of Bambu Lab printers. At the end of 2024, Anycubic launched the Anycubic Color Engine Pro (ACE Pro)—a system that again allows for four-color changing, as well as drying the filaments loaded in it. There are other similar systems—the Chinese company Creality has also started selling one [11]. With this type of device, additional settings have to be adjusted in the slicer in order to 3D print successfully. Below in the text, there is a practical example of creating a file for multi-color printing—a logo, created using Bambu Studio for Bambu Lab X1C, and subsequent printing.
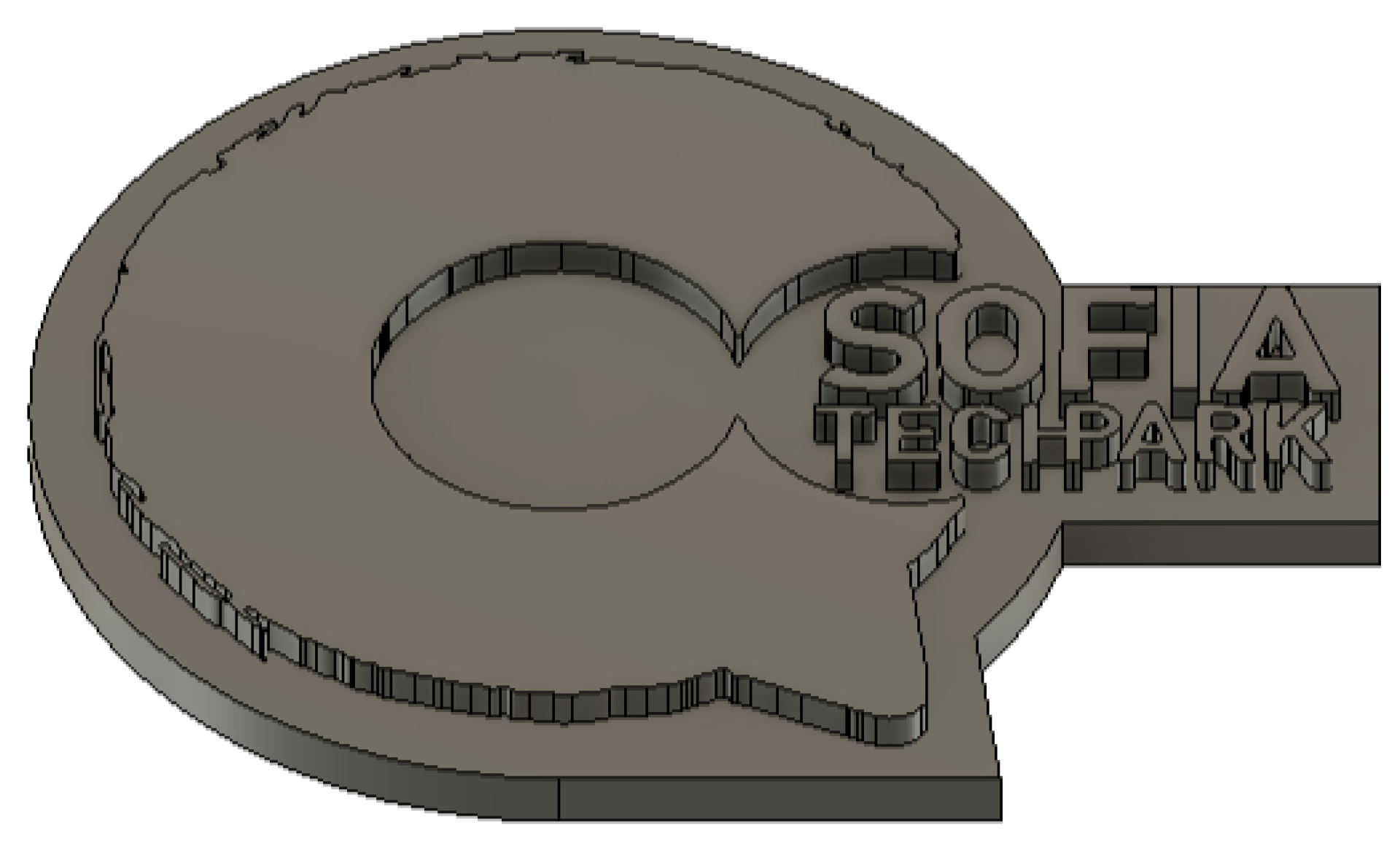
Bambu Studio is a slicer developed for Bambu Lab printers, which allows the post-processing of models for color printing. For this purpose, it is necessary to add a ready-made three-dimensional model (for example, in STL format), which can be “colored” with the colors loaded in AMS. A test model suitable for this purpose has been created—the logo of Sofia Tech Park is modeled in the Autodesk Fusion environment, as shown in Figure 3.
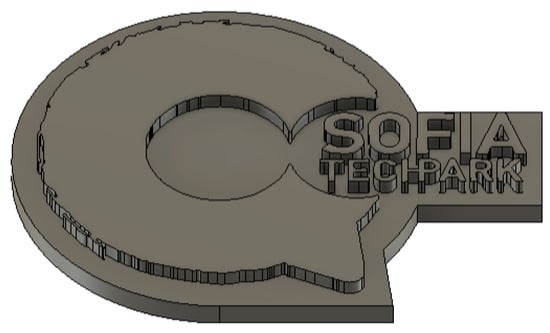
Figure 3.
Sofia Tech Park logo, modeled in Autodesk Fusion.
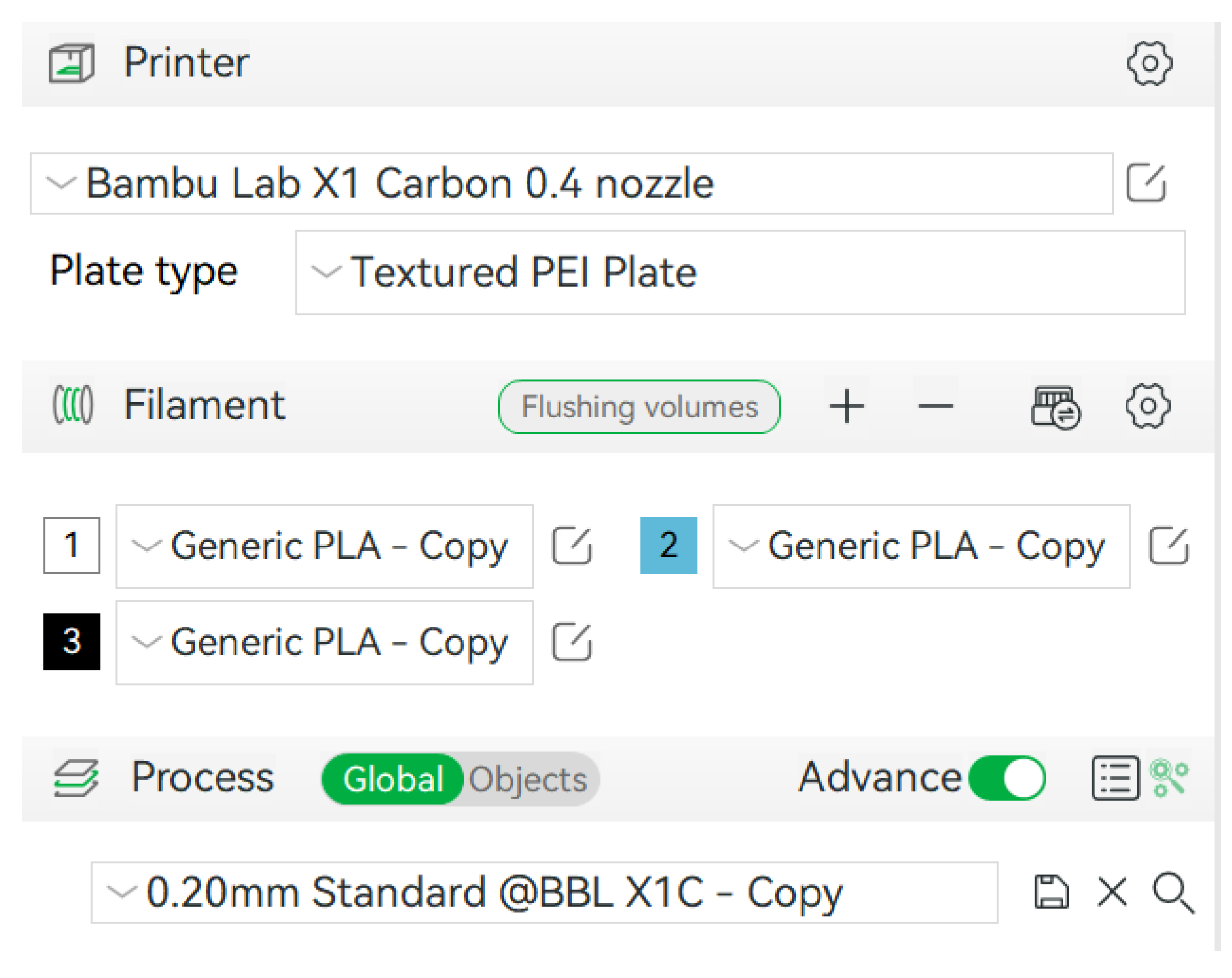
The created logo model is then exported to STL and imported into Bambu Studio for further processing. The logo is composed of three colors—a white base, blue color for the main logo, and a black inscription “Sofia Tech Park”. For this purpose, the three colors and the material—PLA—are set in the virtual AMS in Bambu Studio. Bambu X1C is used for 3D printing. The height of the printed layer is 0.2 mm. These basic settings are shown in Figure 4.
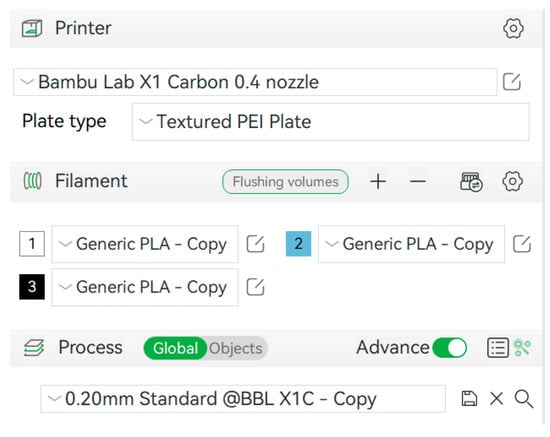
Figure 4.
Selected printer, plate, set colors, materials and selected layer height in Bambu Studio.
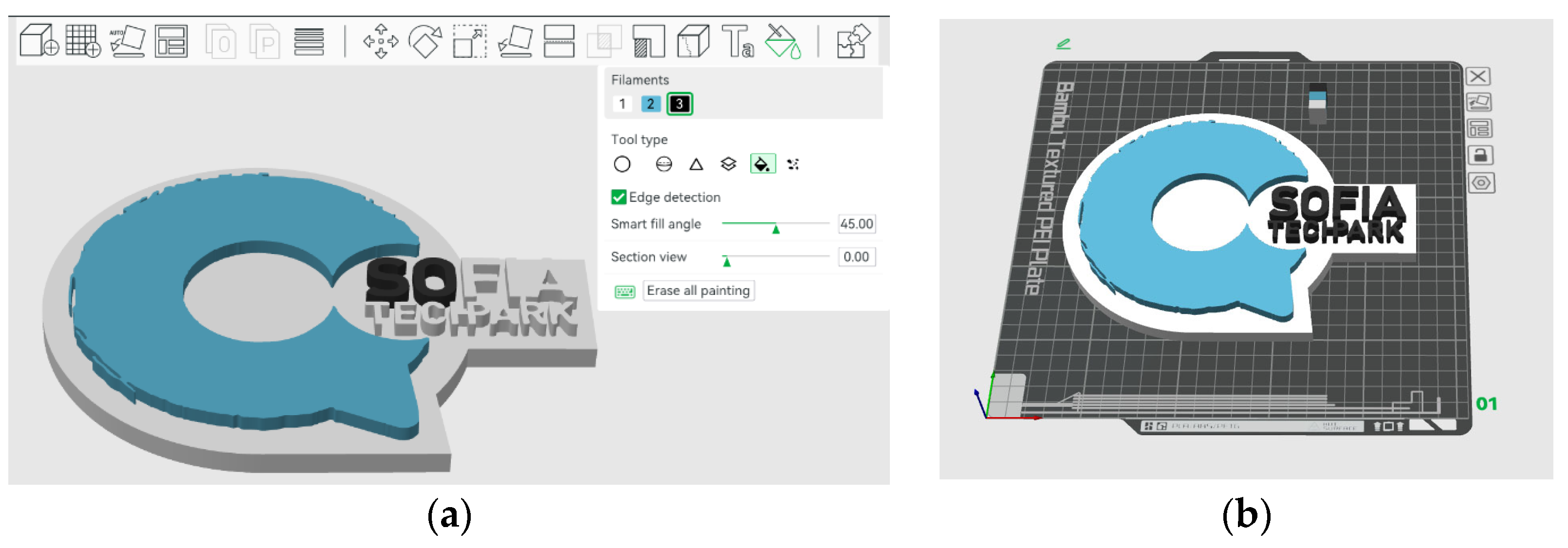
Using the various tools in the Color Painting submenu, the different parts of the model are gradually colored according to the color they will be made of, as shown in Figure 5a. Figure 5b shows the final appearance of the logo in Bambu Studio.
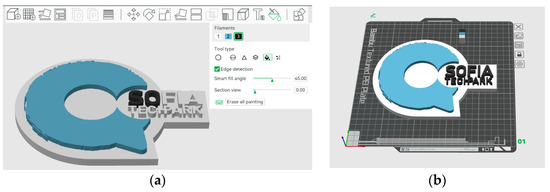
Figure 5.
(a) Step-by-step coloring of the different parts of the model; (b) final view of the colored logo in Bambu Studio.
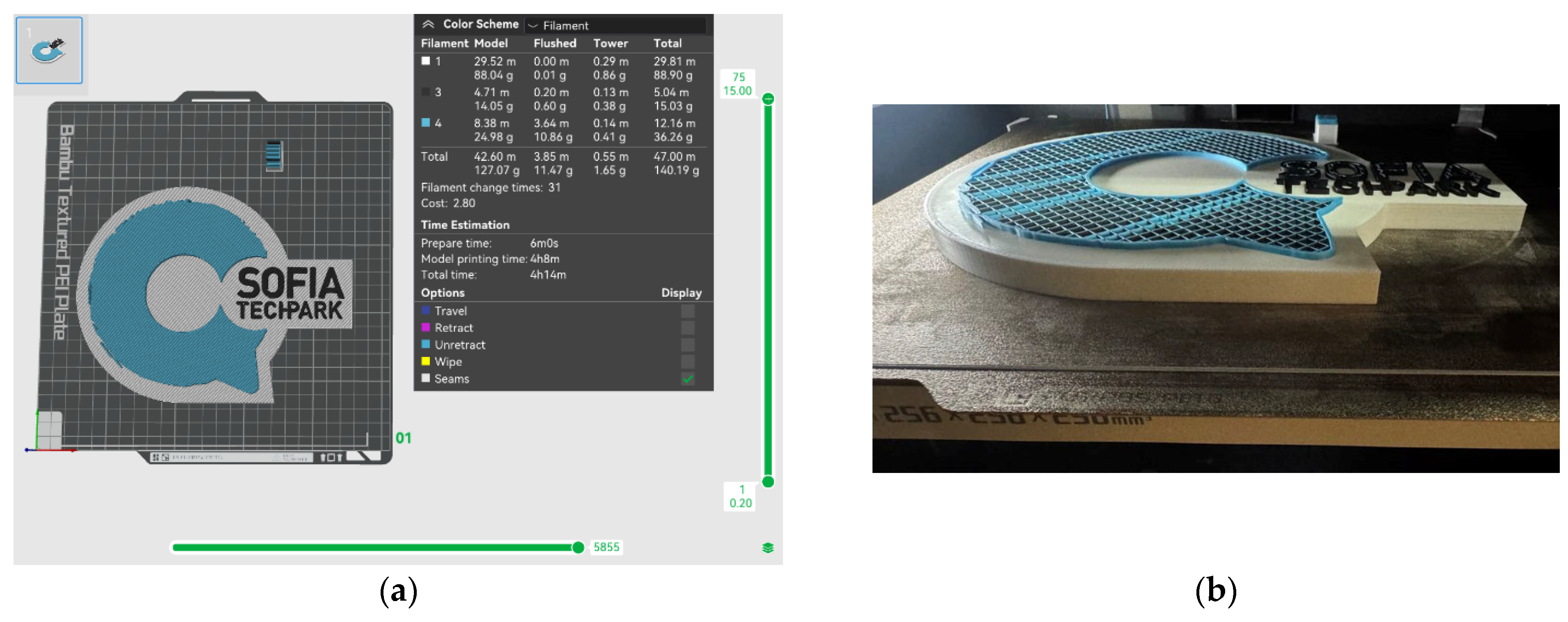
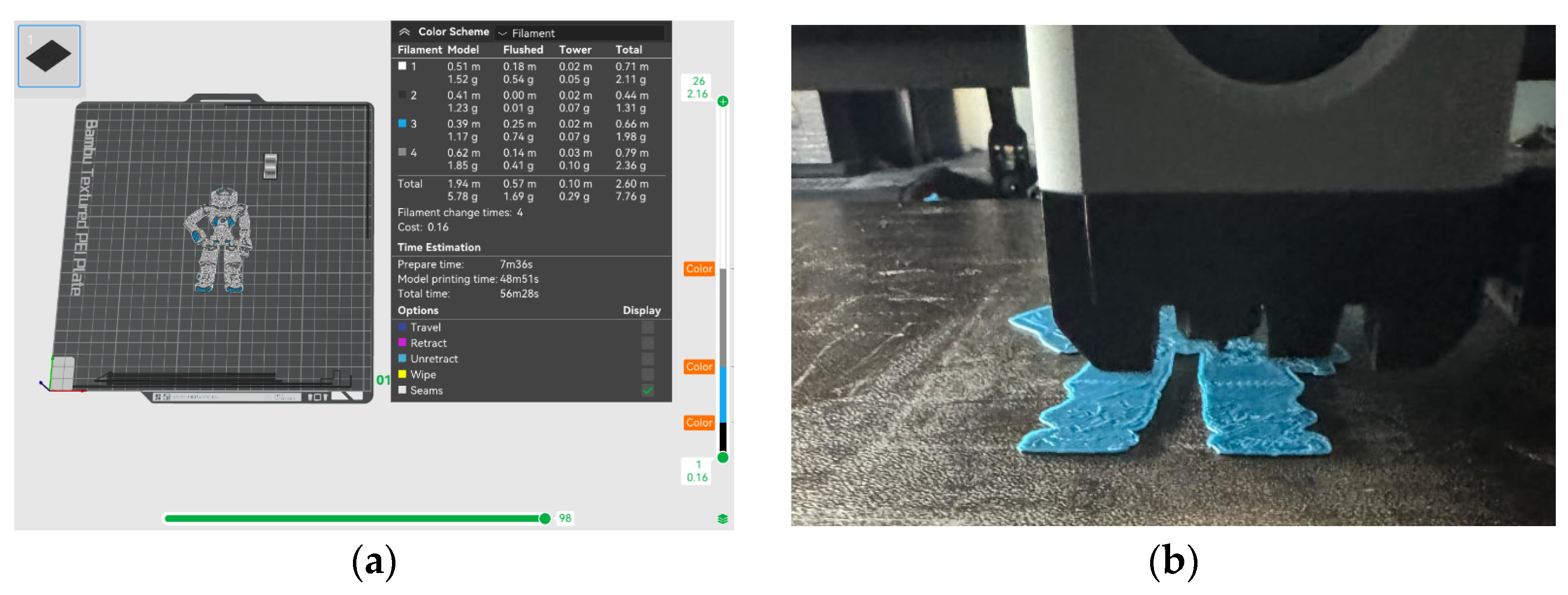
Figure 6a shows the logo after slicing. The figure shows the printing time, the amount of material used, and the number of layers. The model during printing on the Bambu Lab X1C printer is shown in Figure 6b.
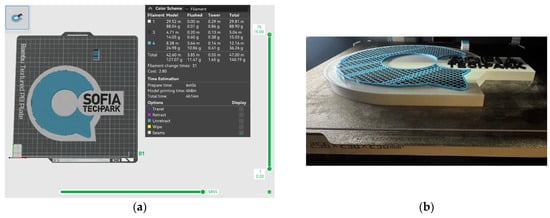
Figure 6.
(a) The logo after slicing; (b) the logo model during printing on Bambu Lab X1C 3D printer Sofia, Bulgaria in 2024.
2.4. Creating a Color Printing Model with HueForge
HueForge is a software that uses a technique similar to filament painting to prepare two-dimensional images for color printing on FDM/FFF 3D printers. One of the advantages of the software is that it can also be used on single-nozzle 3D printers without an additional multi-material unit. However, printing a color model is much easier with an AMS or other type of multi-color printing system. The software was created by Steve Lavedas (Manassas, United States) and offers several license plans—from one for hobbyists and amateurs, who are allowed to create models for personal use without selling them, to a professional lifetime license, which allows the user to use the software for commercial purposes [12].
HueForge has a library of printing materials from some manufacturers, in which the Transmission Distance is preset. In cases in which a filament that is not in the library is used, it is necessary to determine the TD parameter, as it is of key importance for a good printing result. There are two main ways to do this—with the TD-1 device from the AJAX-3D company [13] or by means of printed samples, in which a black filament with a thickness of about 1 mm is printed as a substrate, and then rectangles with different layer heights of the tested color are printed on the black base—in this example, the first one is 0.08 mm high (1 layer), the second one is 0.16 mm high (2 layers), the third one is 0.24 mm (3 layers), etc. [14]. The Blending Distance parameter is determined by counting the rectangles up to and including the first opaque one. The resulting number is multiplied by the layer height. To obtain an approximate value of Transmission Distance, BD is multiplied by ten. Figure 7 shows the printed test samples used to determine the BD and TD for the colors used, and Figure 8 shows the main printing parameters that are key to obtaining satisfactory results when printing relief color models in Bambu Studio.

Figure 7.
Printed samples for determination of Transmission Distance.
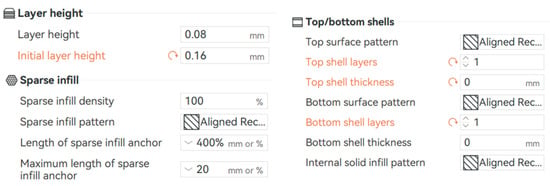
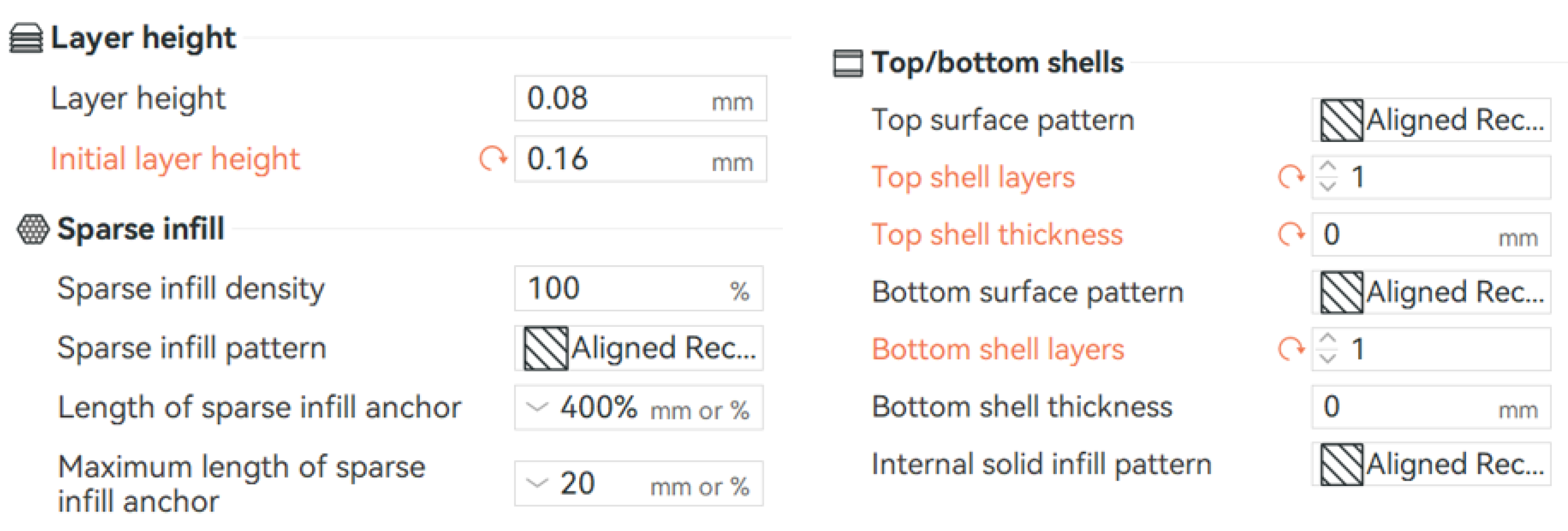
Figure 8.
Setting key parameters for printing colored reliefs in Bambu Studio.
The materials are entered into the HueForge library with the corresponding values for the RGB color model and visually determined TD values from the samples, as shown in Figure 9.

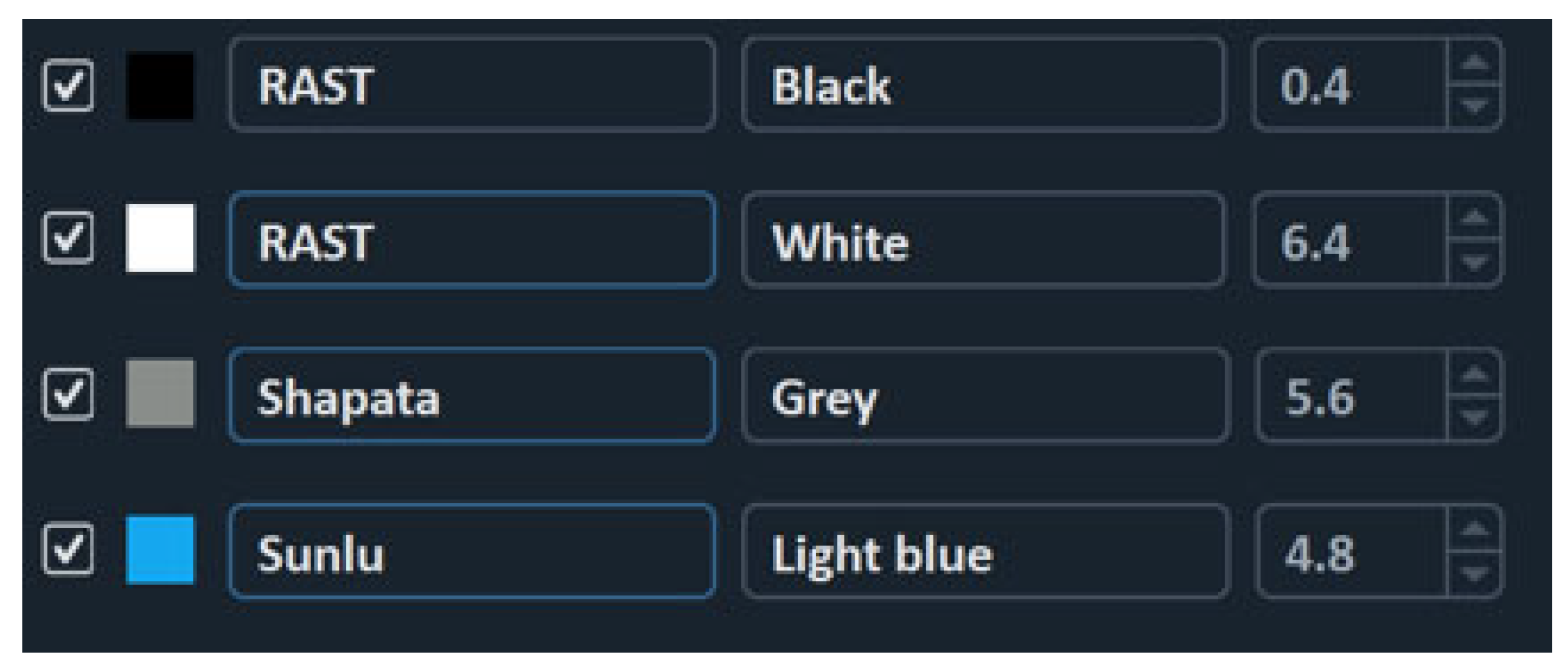
Figure 9.
Entered values of the different colors, determined visually from the printed samples.
The image used to prepare the colorful three-dimensional model of the NAO robot is shown in Figure 10. The background of the photo is removed and saved in PNG format.

Figure 10.
Image of NAO robot with background removed, used to create a color model.
Figure 11 shows the HueForge working screen with the loaded NAO image and the model being prepared. The sliders in the lower left part of the screen are used to adjust the height of the layers for the respective material color. Sliders with a value of zero are inactive.
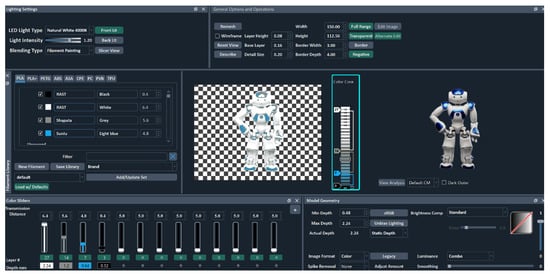
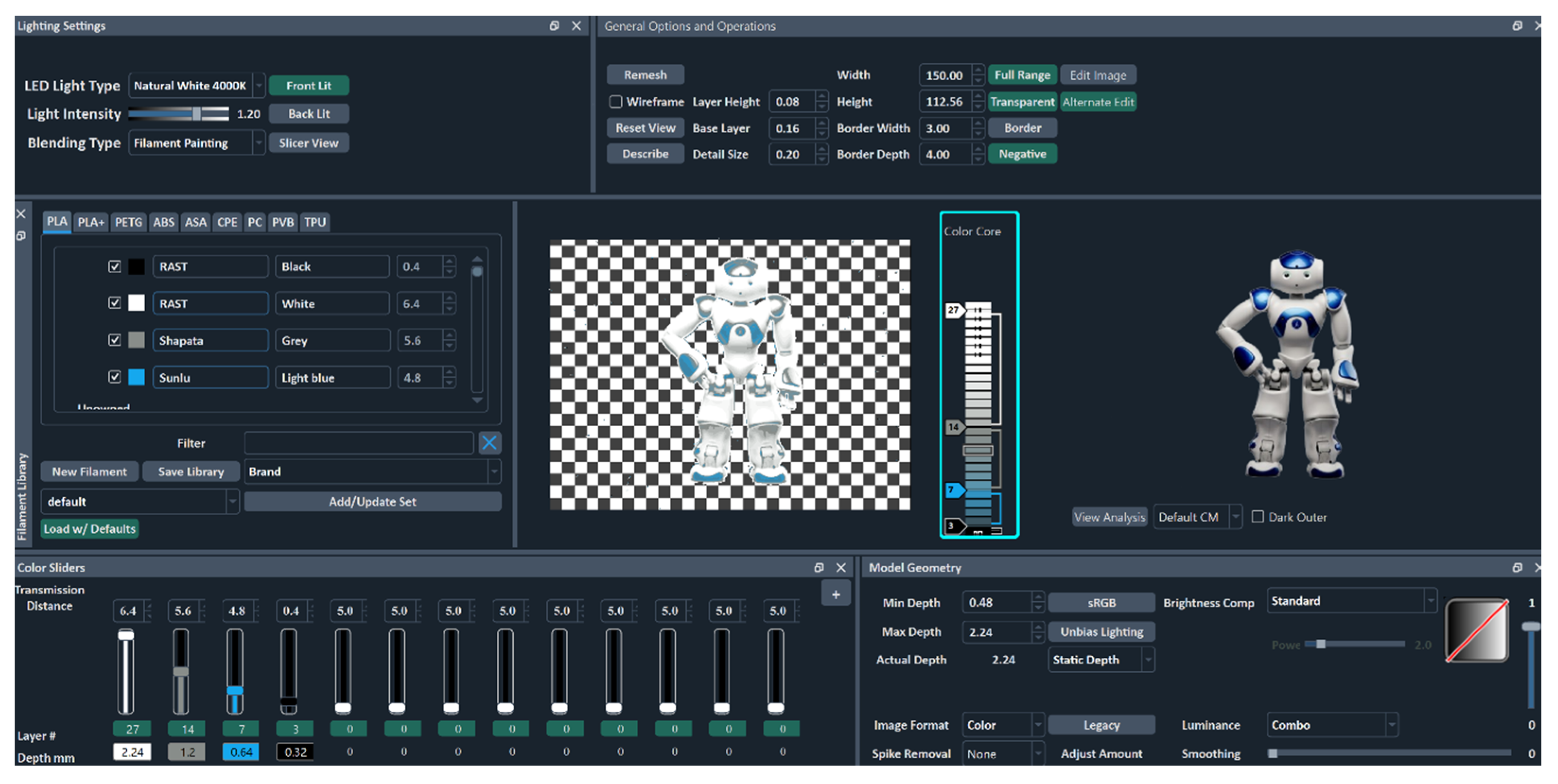
Figure 11.
Preparing the model in HueForge.
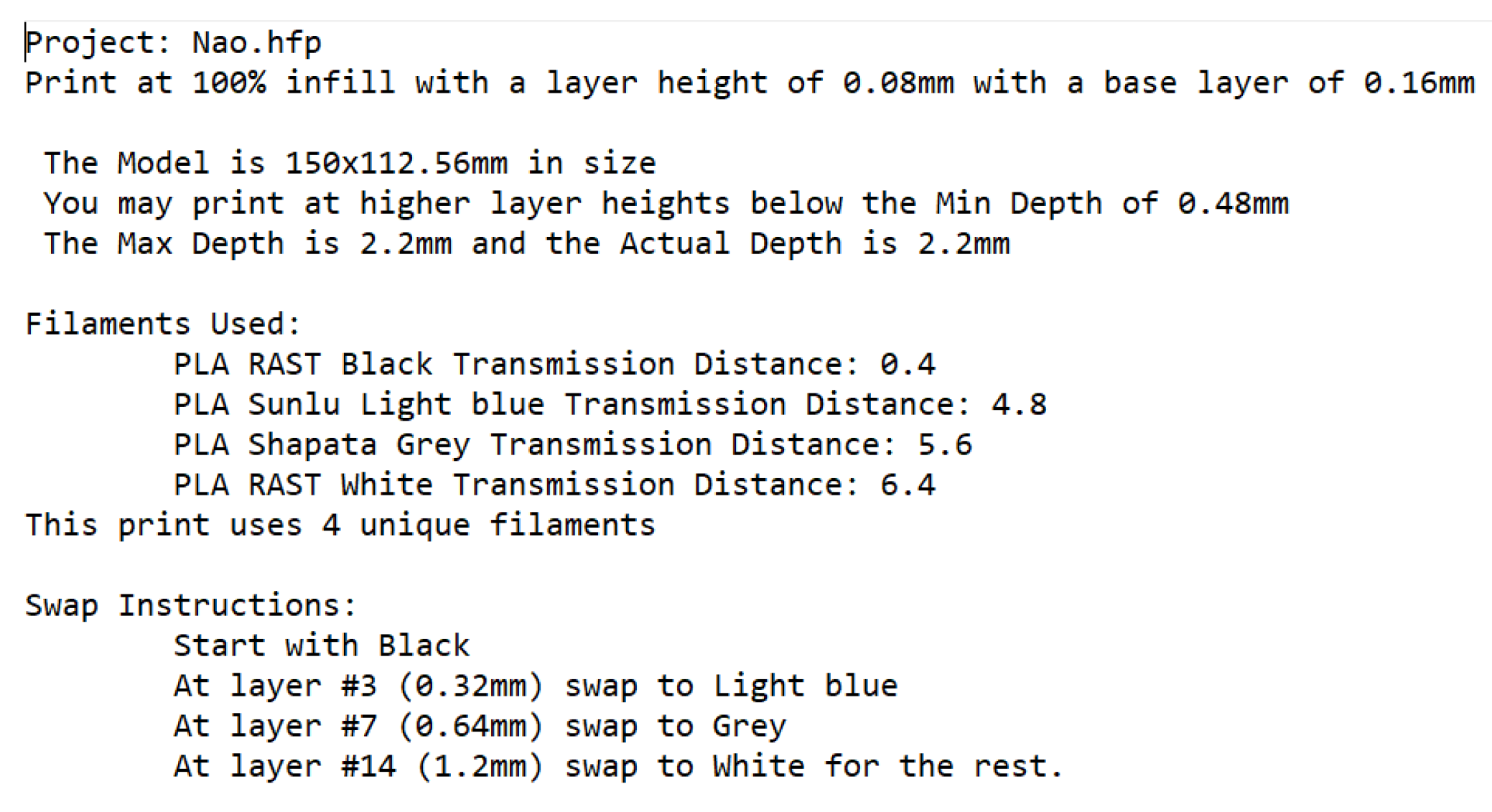
After adjusting the settings and saving the project, three files are saved in the working directory—one with the extension “hfp”, which stores information about the entire project and can be reopened in HueForge; one text document with the extension “txt”, which contains instructions for slicer settings (when to change the filament color, fill, layer height, etc., as shown in Figure 12); as well as an “stl” file, which contains the generated 3D model.
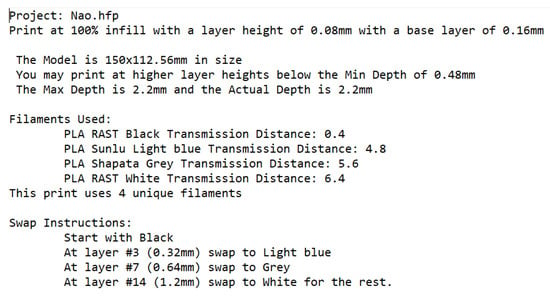
Figure 12.
Instructions from the text document.
Figure 13a shows the generated “stl” file in the Bambu Studio slicer after slicing and adding a color change to the given layers. The model during printing is shown in Figure 13b.
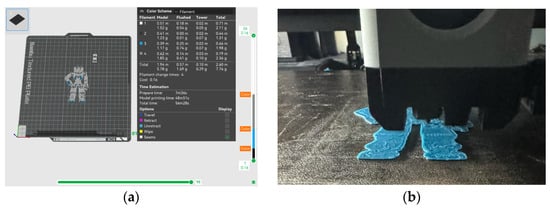
Figure 13.
(a) Model prepared for printing in Bambu Studio; (b) color relief of during 3D printing.
3. Results and Discussion
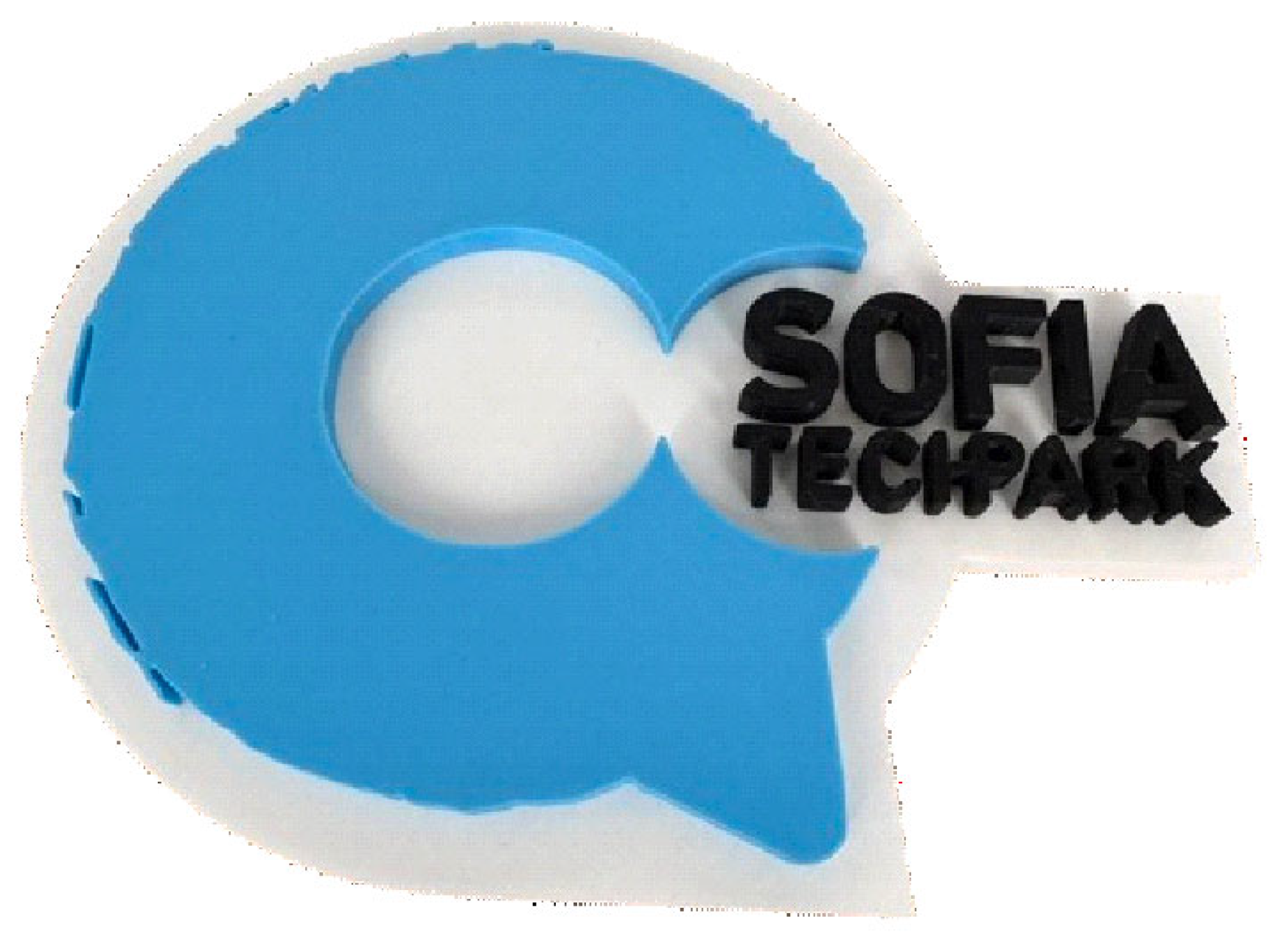
The printed three-color logo of Sofia Tech Park is shown in Figure 14.
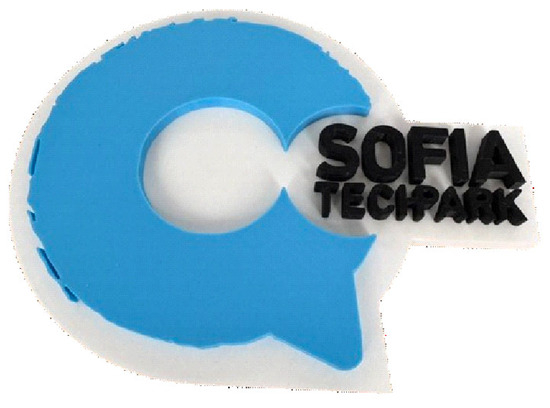
Figure 14.
Final view of the 3D-printed logo of Sofia Tech Park.
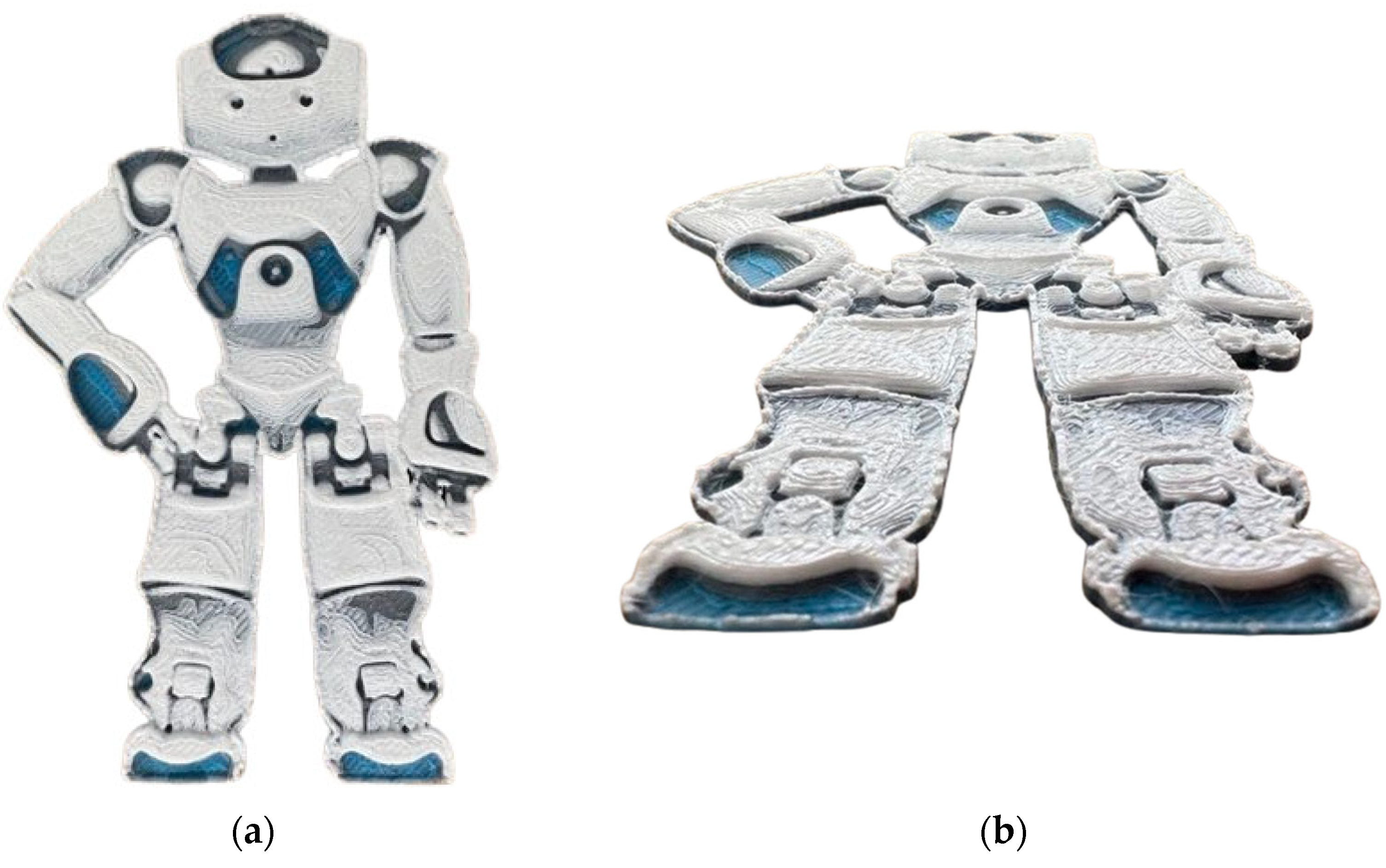
The final printed color relief of the NAO robot is shown in Figure 15a. Figure 15b shows a side view, in which the relief nature of the printed model is clearly visible.
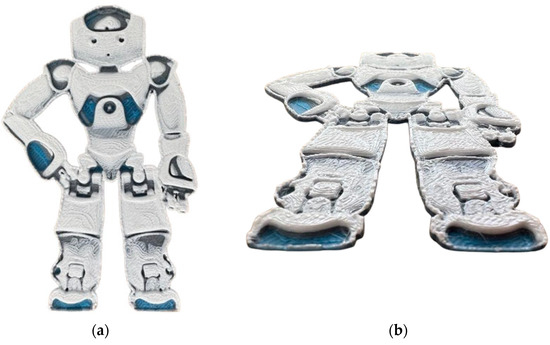
Figure 15.
(a) Printed color relief; (b) side view of the printed relief.
The paper examines various multi-color 3D printing technologies suitable for application in FDM/FFF technology. Experiments have been conducted with different software and machines, with each of the applied methods showing satisfactory results. With the development of affordable FDM/FFF 3D printers, allowing multi-color printing using multiple nozzles or with an additional multi-color printing system, software solutions such as HueForge are also being developed, which allow engineers, designers and artists to use these technologies to solve a variety of problems—creating logos, paintings, printing with different materials in order to achieve certain properties of a given part, etc. [15,16].
Author Contributions
Conceptualization, M.Z. and B.D.; methodology, N.S.; software, M.Z.; validation, B.D. and N.S.; formal analysis, N.S.; investigation, M.Z.; resources, M.Z.; data curation, M.Z.; writing—original draft preparation, M.Z.; writing—review and editing, R.M.; visualization, B.D.; supervision, R.M.; project administration, R.M.; funding acquisition, R.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work is supported by the program “Research, Innovation and Digitalization for Smart Transformation”, co-financed by the European Regional Development Fund. Grant Agreement No. BG16RFPR002-1.014-0014-C01, “Development and Sustainability Program with a Business Plan for a Laboratory Complex at Sofia Tech Park”.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data will be available on request.
Acknowledgments
This research is supported by the Bulgarian Ministry of Education and Science under the second stage of the National Program “Young Scientists and Postdoctoral Students—2”.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| FDM | Fused Deposition Modeling. |
| FFF | Fused Filament Fabrication. |
| SLA | Stereolithography. |
| DLP | Digital Light Processing. |
| LCD | Liquid-Crystal Display. |
References
- Tsolakis, I.A.; Gizani, S.; Panayi, N.; Antonopoulos, G.; Tsolakis, A.I. Three-Dimensional Printing Technology in Orthodontics for Dental Models: A Systematic Review. Children 2022, 9, 1106. [Google Scholar] [CrossRef] [PubMed]
- Mahmood, A.; Akram, T.; Chen, H.; Chen, S. On the Evolution of Additive Manufacturing (3D/4D Printing) Technologies: Materials, Applications, and Challenges. Polymers 2022, 14, 4698. [Google Scholar] [CrossRef] [PubMed]
- Thi Hai, V.N.; Phu, S.N.; Essomba, T.; Lai, J.-Y. Development of a Multicolor 3D Printer Using a Novel Filament Shifting Mechanism. Inventions 2022, 7, 34. [Google Scholar] [CrossRef]
- El Messaoudi, D.; Elyessefi, A.; Buj-Corral, I.; ElMesbahi, J.; El Mrabet, M.; Boulaala, M.; Elmesbahi, A. Design of a Full-Colors FDM 3D Printer: Key Technical Possibilities. Int. J. Interact. Des. Manuf. 2024, 18, 569–589. [Google Scholar] [CrossRef]
- Badar, F.; Dean, L.T.; Loy, J.; Redmond, M.; Vandi, L.-J.; Novak, J.I. Preliminary Color Characterization of HP Multi Jet Fusion Additive Manufacturing with Different Orientations and Surface Finish. Rapid Prototyp. J. 2023, 29, 582–593. [Google Scholar] [CrossRef]
- Cader, M.; Kiński, W. Effect of Changing the Parameters of the Multi Jet Fusion (MJF) Process on the Spatial Objects Produced. Probl. Mechatron. Armament Aviat. Saf. Eng. 2020, 11, 61–72. [Google Scholar] [CrossRef]
- Petsiuk, A.; Bloch, B.; Debora, M.; Pearce, J.M. Tool Change Reduction for Multicolor Fused Filament Fabrication through Interlayer Tool Clustering Implemented in PrusaSlicer. Rapid Prototyp. J. 2024, 30, 1592–1609. [Google Scholar] [CrossRef]
- Xia, L.; Yan, R. A Fast Slicing Method for Colored Models Based on Colored Triangular Prism and OpenGL. Micromachines 2025, 16, 199. [Google Scholar] [CrossRef] [PubMed]
- Kshirsagar, R.M.; Kherde, S.M.; Dharmadhikari, S.R. Investigation of 3D Printed Lithophane Quality Improvement on an FDM Printer. In Proceedings of the 2nd International Conference on Self Sustainable Artificial Intelligence Systems (ICSSAS), Erode, India, 23–25 October 2024; pp. 1488–1494. [Google Scholar] [CrossRef]
- Chalupa, V.; Stanek, M.; Vanek, J.; Strnad, J.; Ovsik, M. Design of Dual-Head 3D Printer. Manuf. Technol. 2023, 23, 177–185. [Google Scholar] [CrossRef]
- Best Multi/Dual Extruder & Multicolor 3D Printers. Available online: https://all3dp.com/1/best-dual-extruder-3d-printer (accessed on 1 April 2025).
- HueForge. What Is HueForge? Available online: https://shop.thehueforge.com/blogs/news/what-is-hueforge (accessed on 1 April 2025).
- The TD-1 by AJAX-3D. Available online: https://ajax-3d.com/introducing-the-future-of-filament-td-testing/ (accessed on 1 April 2025).
- Transmission Distance Test Square for Hue Forge. Available online: https://www.printables.com/model/517875-transmission-distance-test-square-for-hue-forge (accessed on 1 April 2025).
- Diakov, D.; Nikolova, H.; Komarski, D.; Dimitrova, D. Systems for Measuring Deviations of Shape, Orientation and Position. In Proceedings of the 2024 XXXIV International Scientific Symposium Metrology and Metrology Assurance (MMA), Sozopol, Bulgaria, 7–11 September 2024; pp. 1–6. [Google Scholar] [CrossRef]
- Todorov, T.; Bineva, K.; Romanov, B. Validation of Design and Ergonomics of a Protective Mask by Creating a Silicone Replication in a 3D Printed Mold Tool. Mech. Mach. Sci. 2025, 174, 335–344. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).