
Degradation Behavior of Glue-On Three-Dimensional Printed Plastic Horseshoes in Equine Stables


Abstract
:1. Introduction
2. Damage of the 3DPS after Use
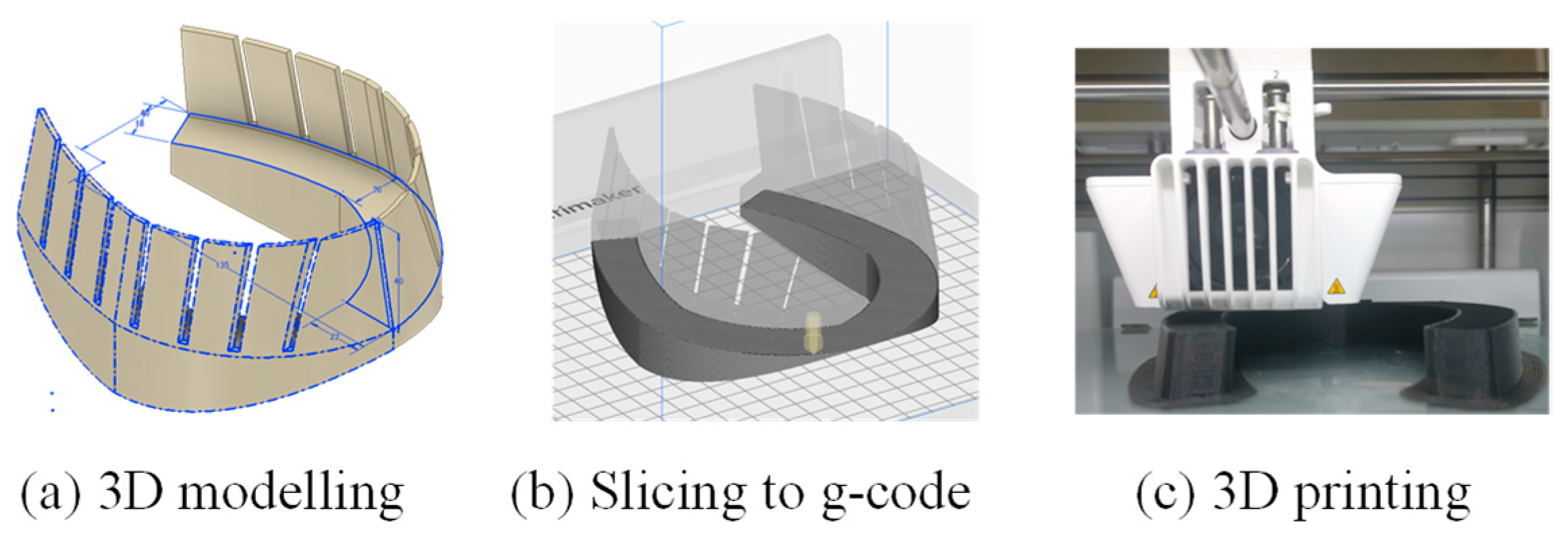
2.1. 3D Printing of the Glue-On Horseshoe
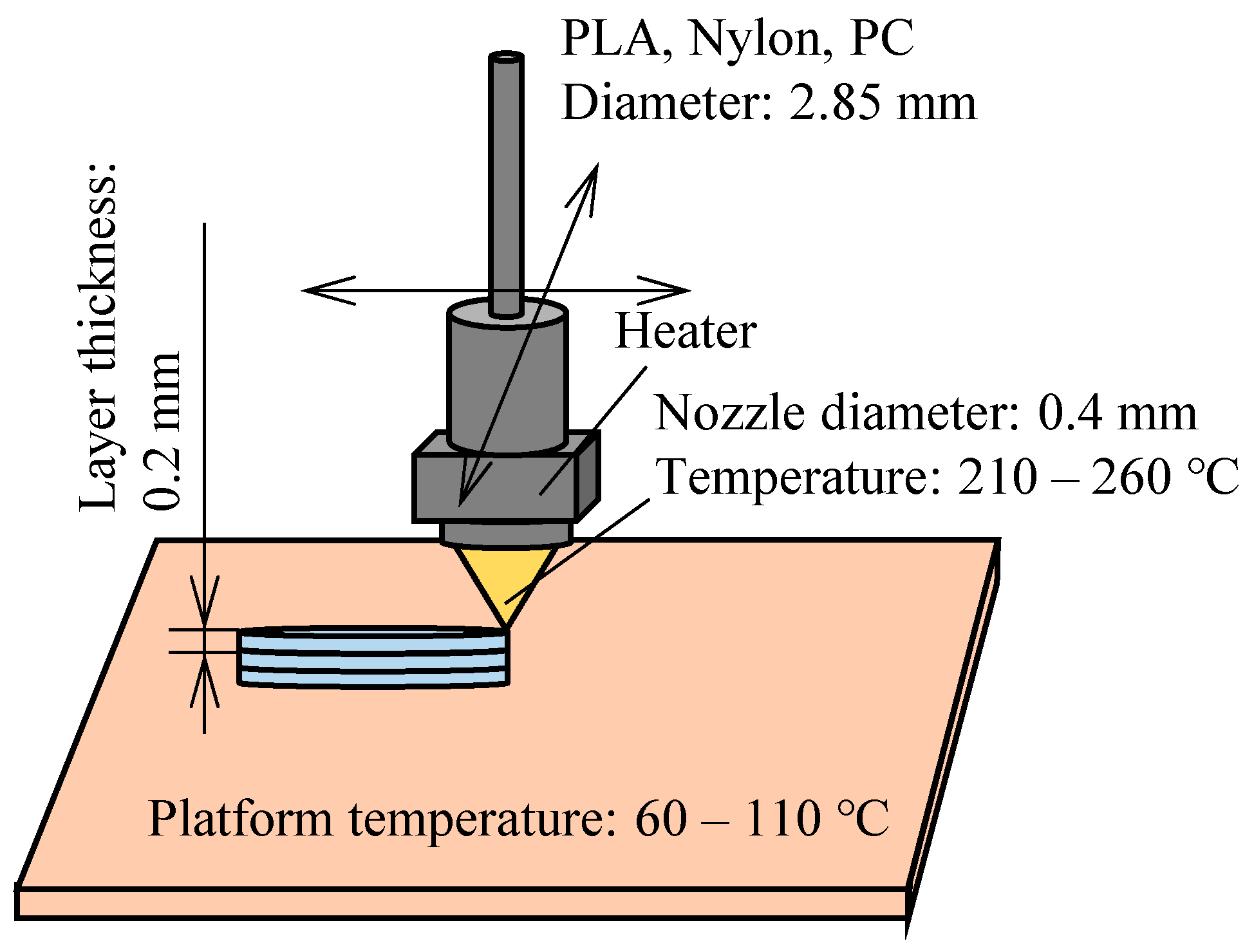
2.2. Conditions for the 3D Printing of the 3DPS
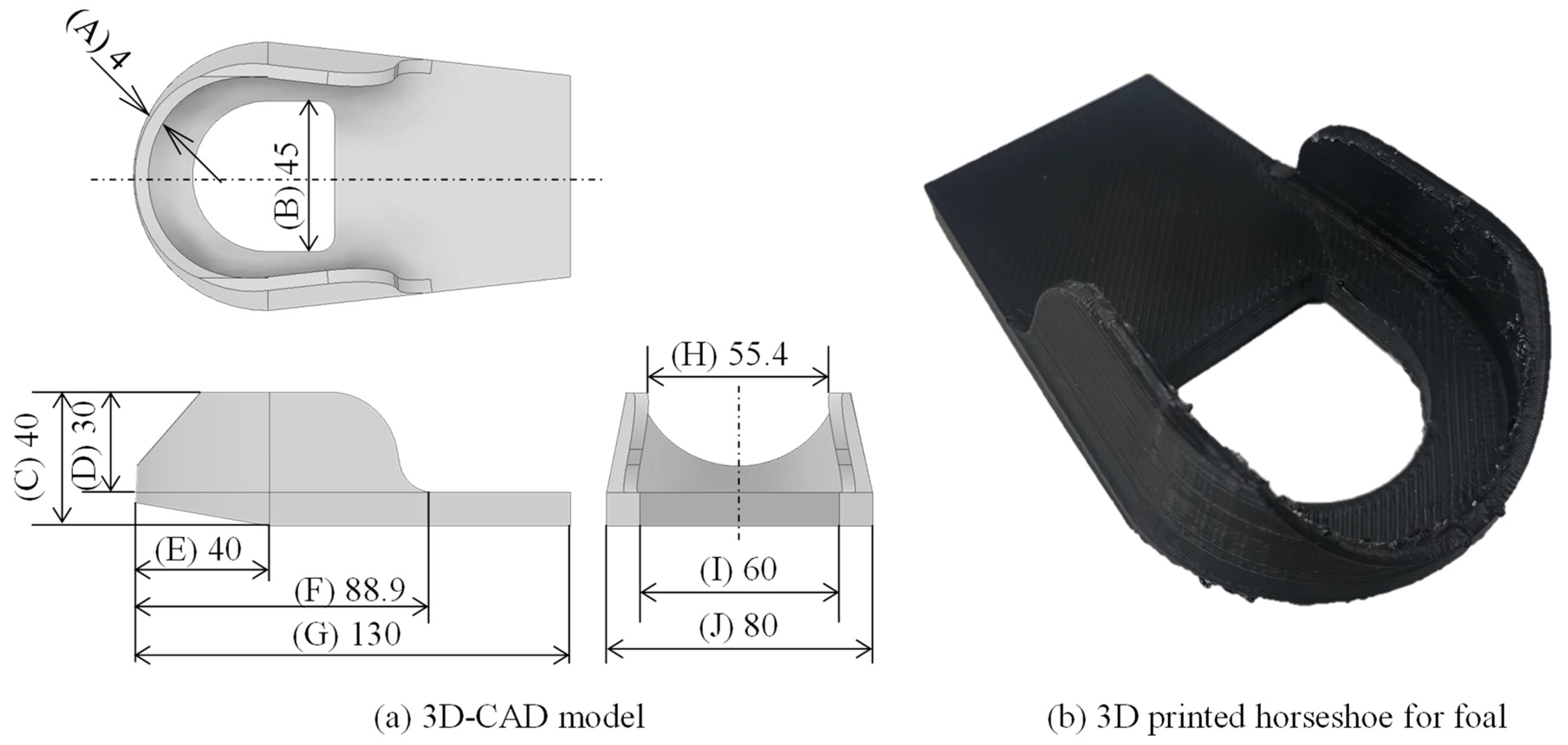
2.3. Dimensions of the 3DPS
2.4. Damage of the Glued-On 3DPS after Use
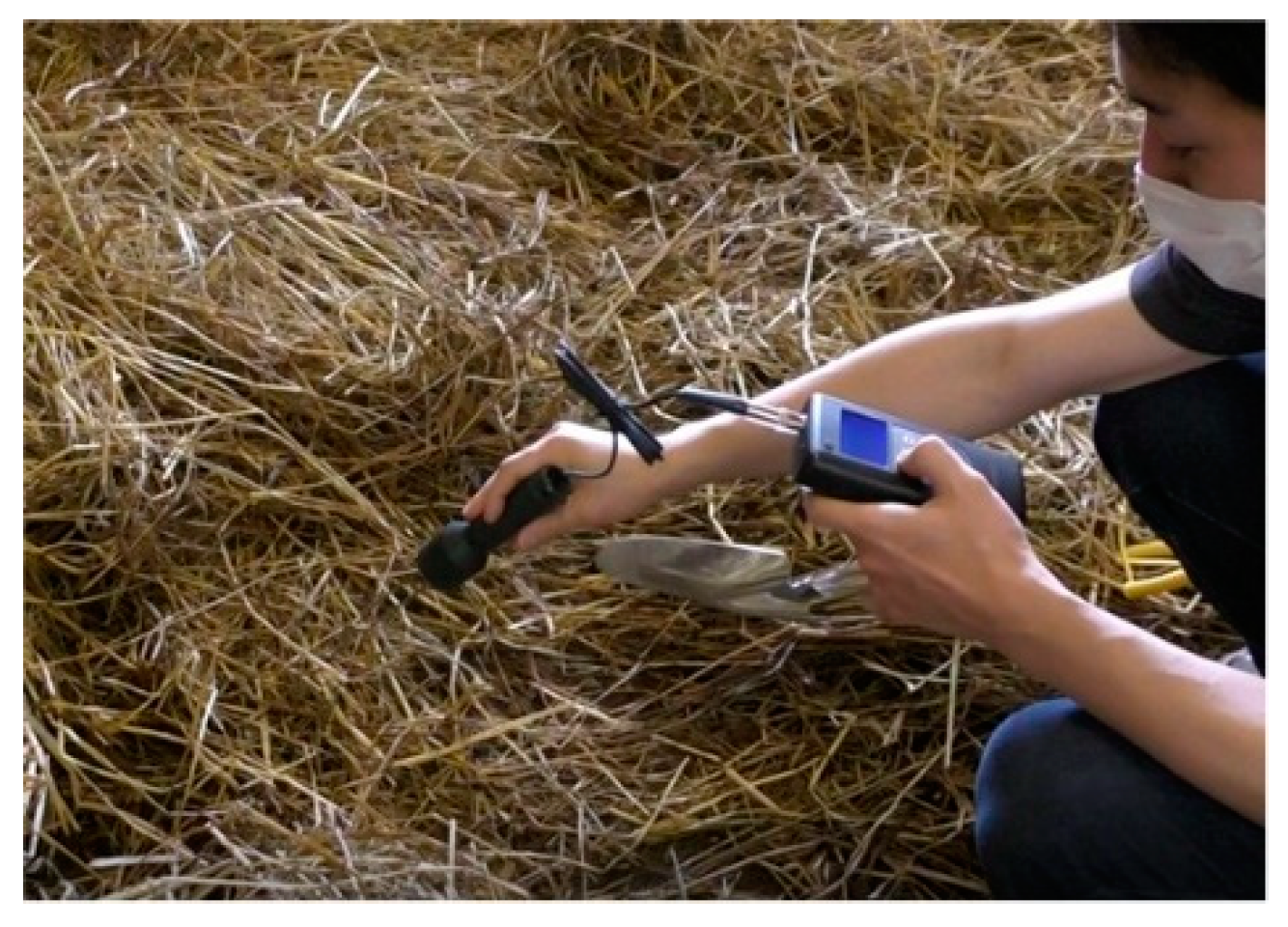
3. Investigation of the Equine Growth Environment
4. Degradation Test Methods of the 3D Printed Plastic in the Laboratory
4.1. Simulation of the Equine Growth Environment
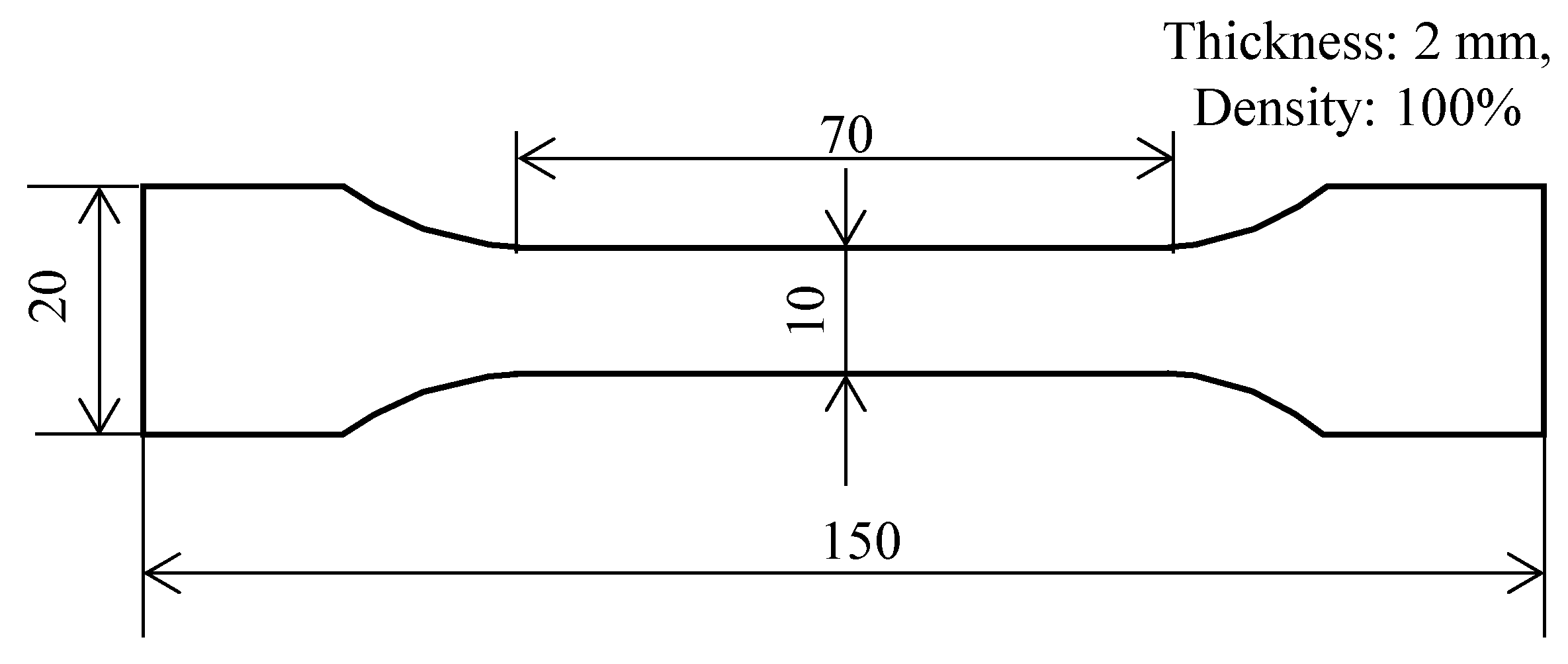
4.2. 3D Printing Conditions of the Tensile Specimens
5. Results of the Degradation Tests of the 3D Printed Plastic
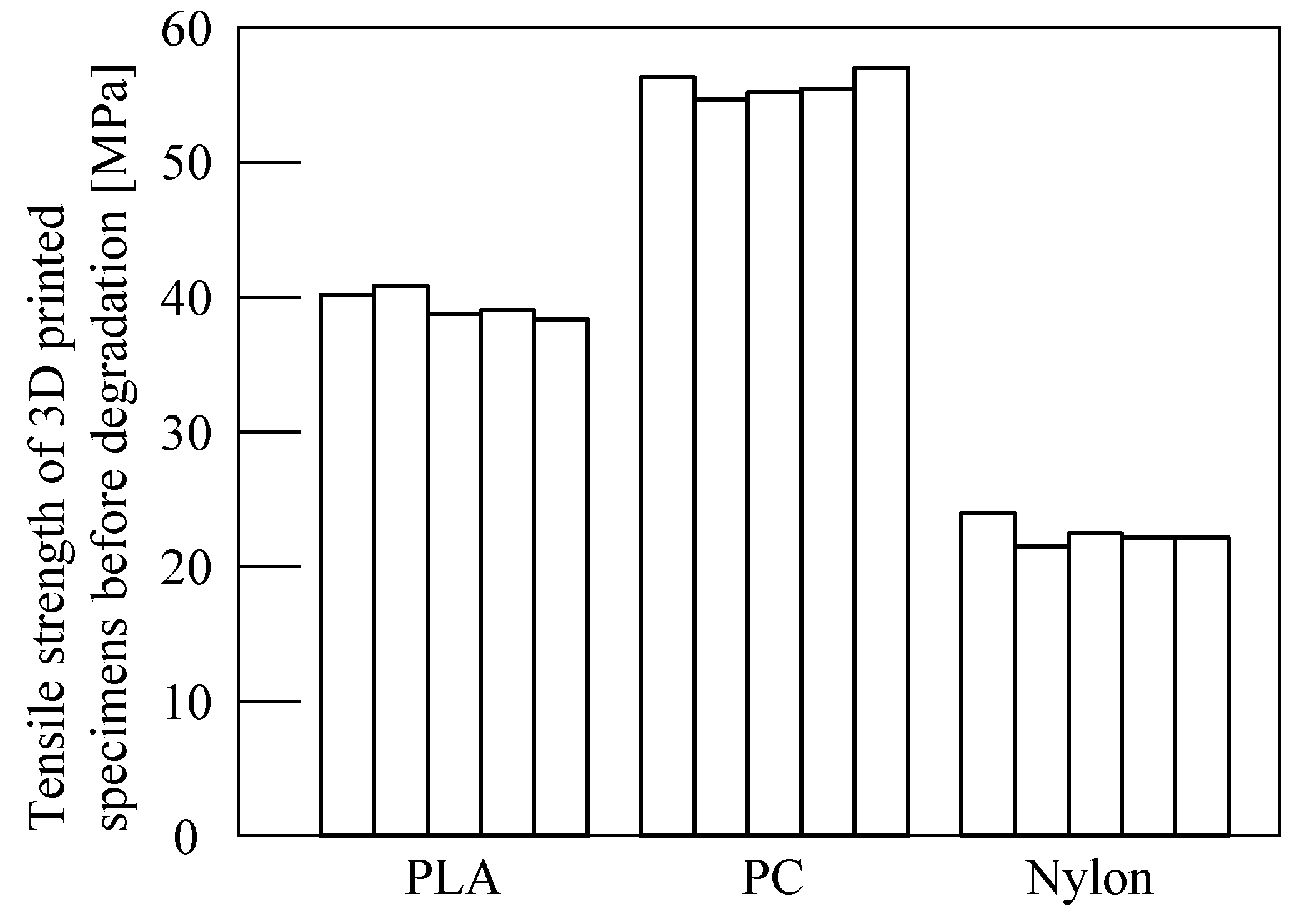
5.1. Tensile Strength of the 3D Printed Specimens
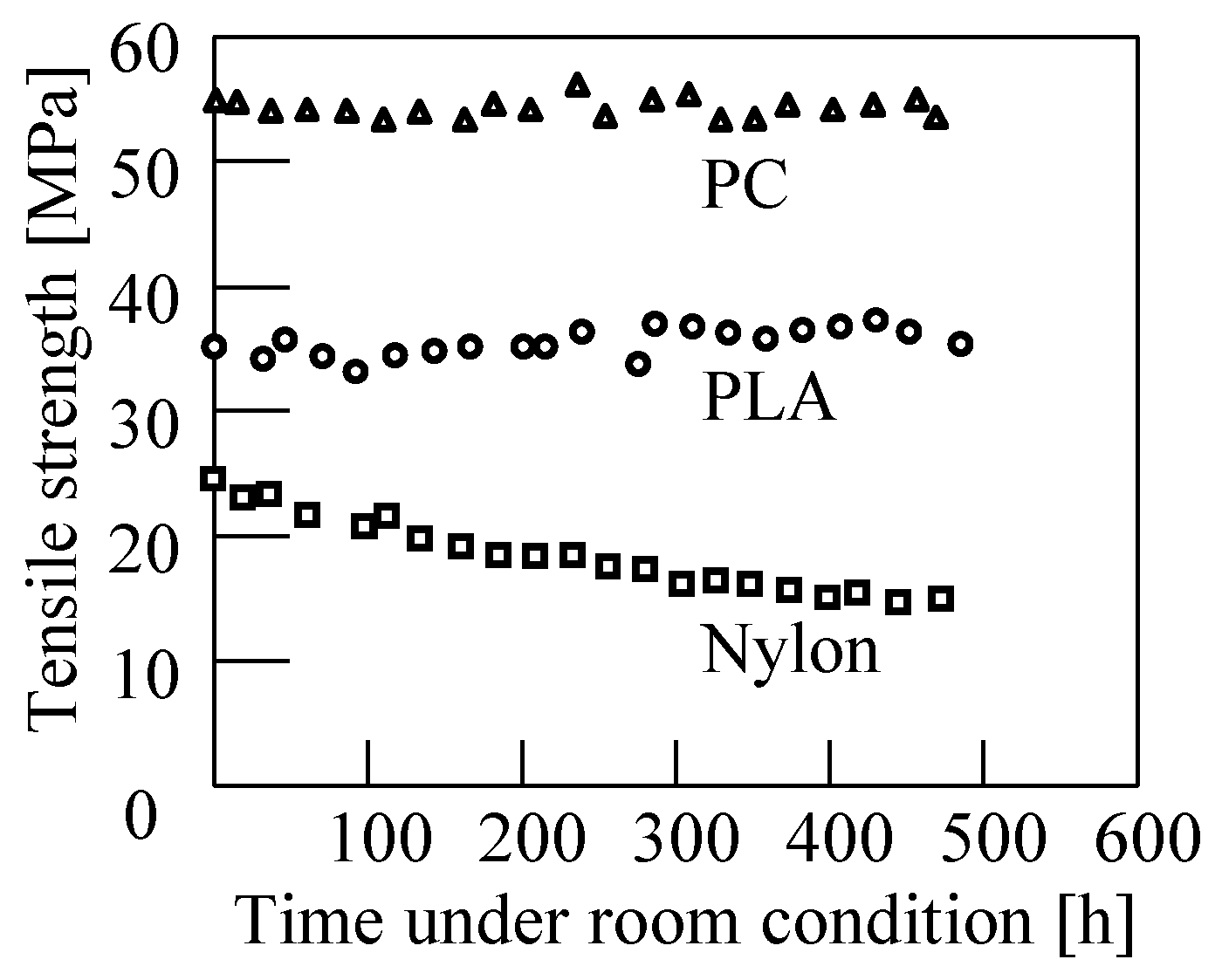
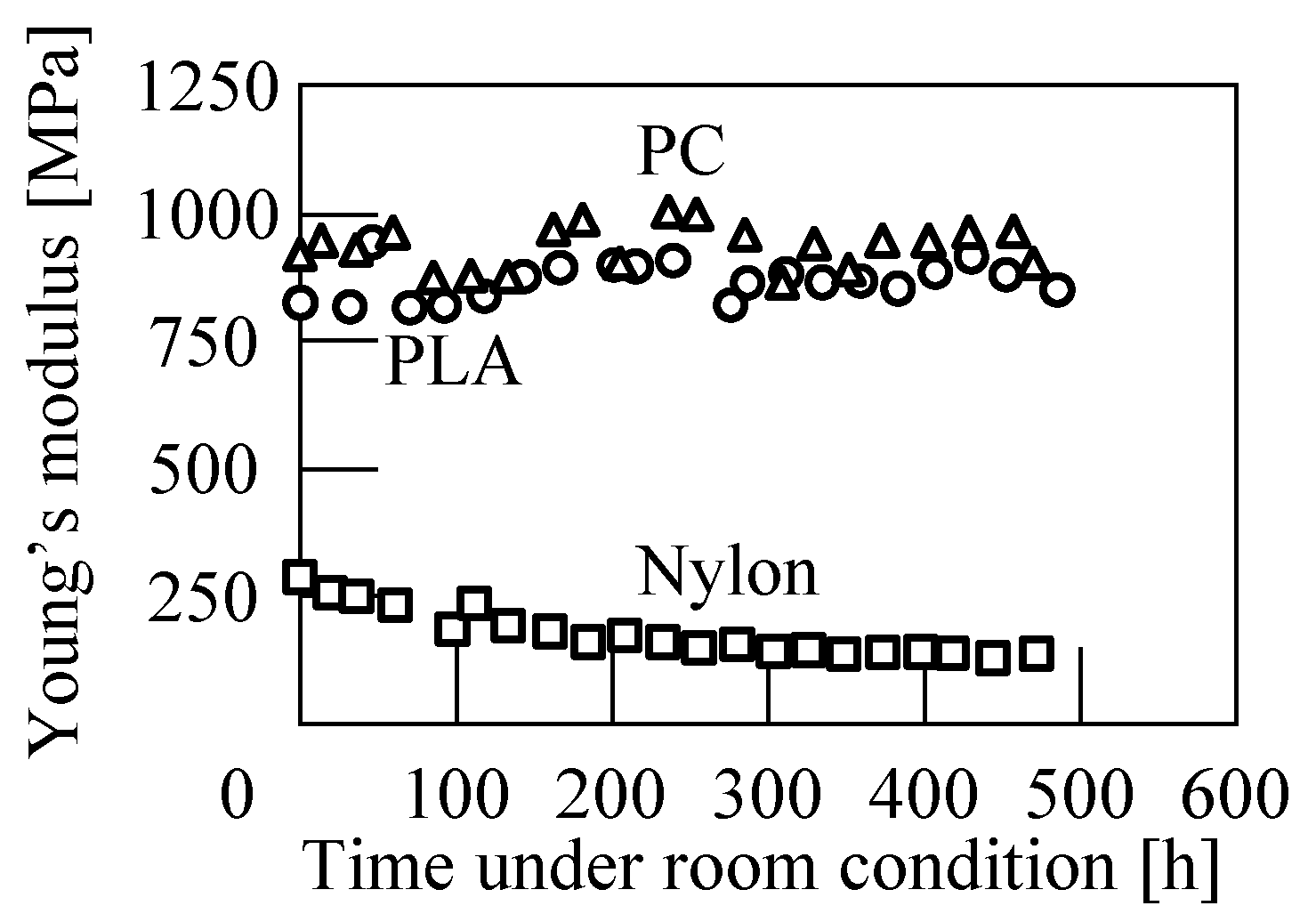
5.2. Room Condtions
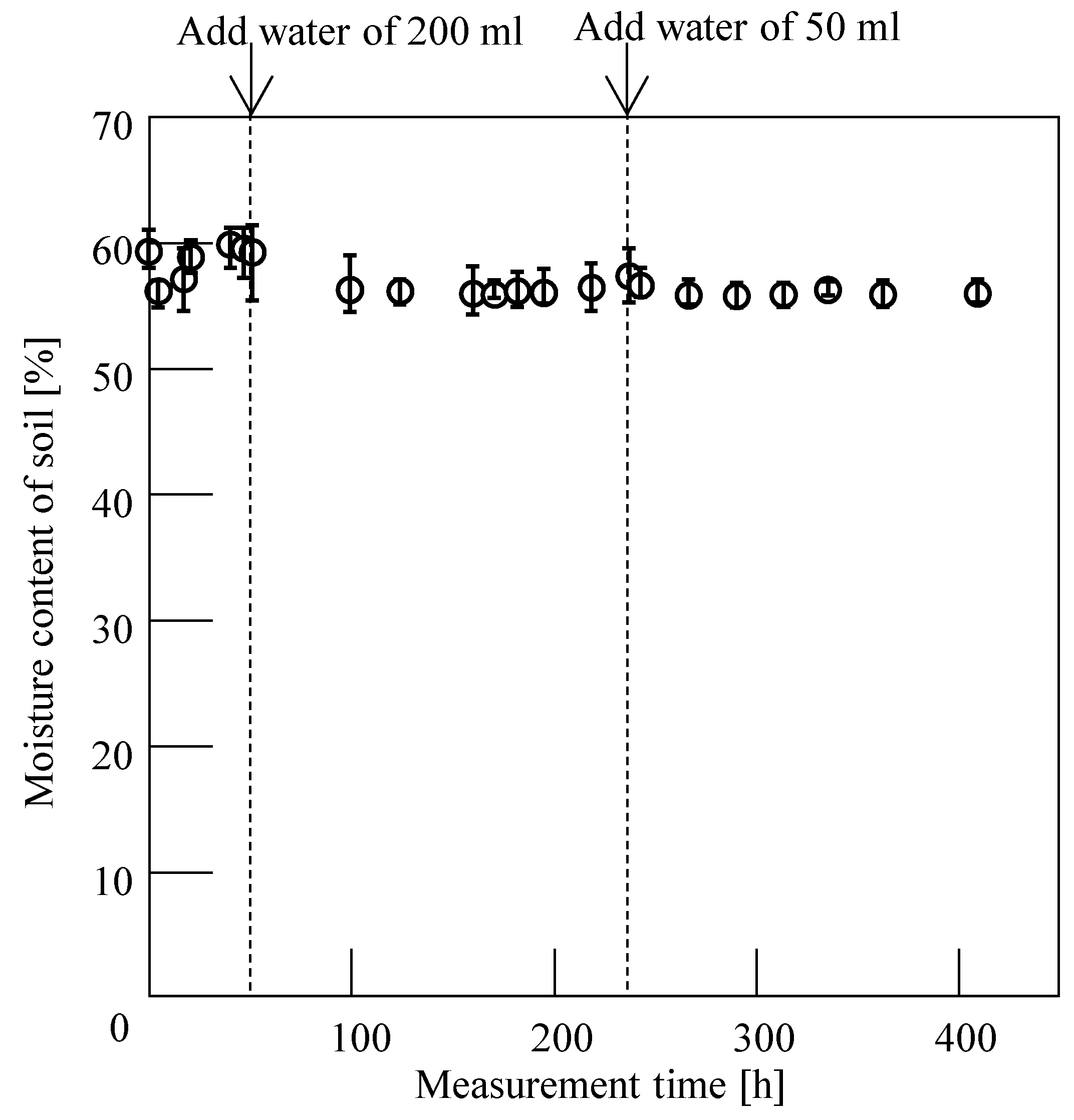
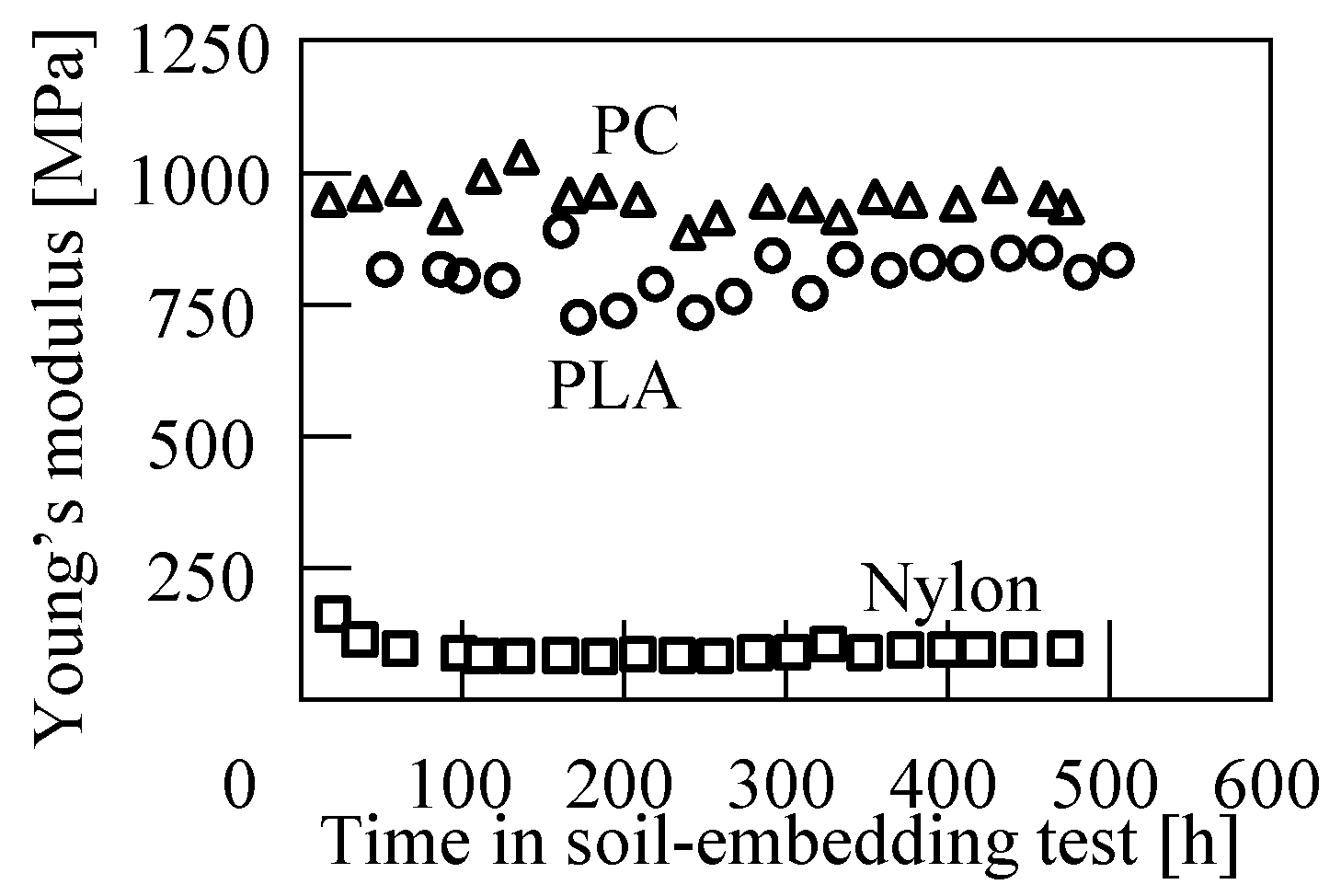
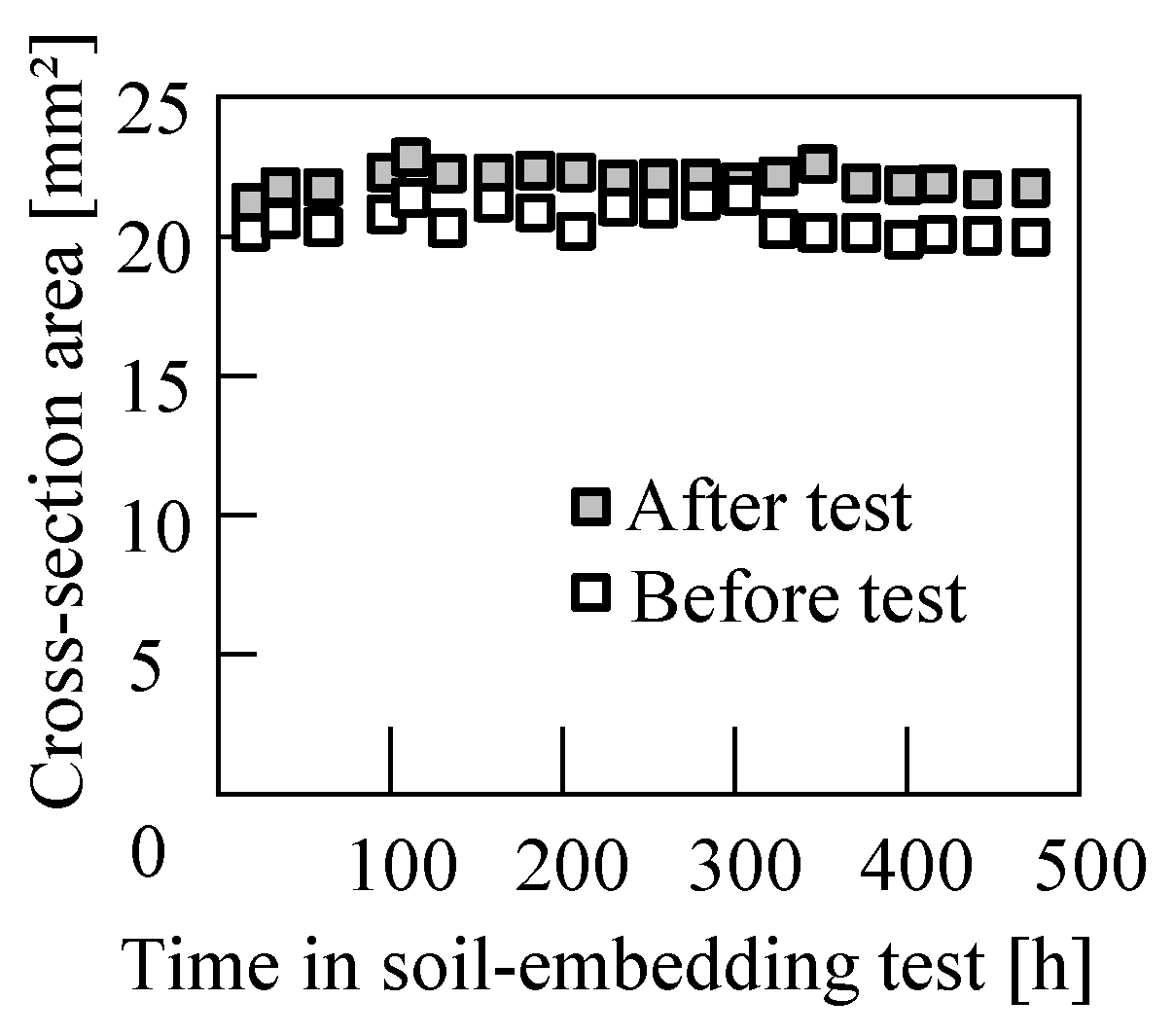
5.3. Soil-Embedding Test
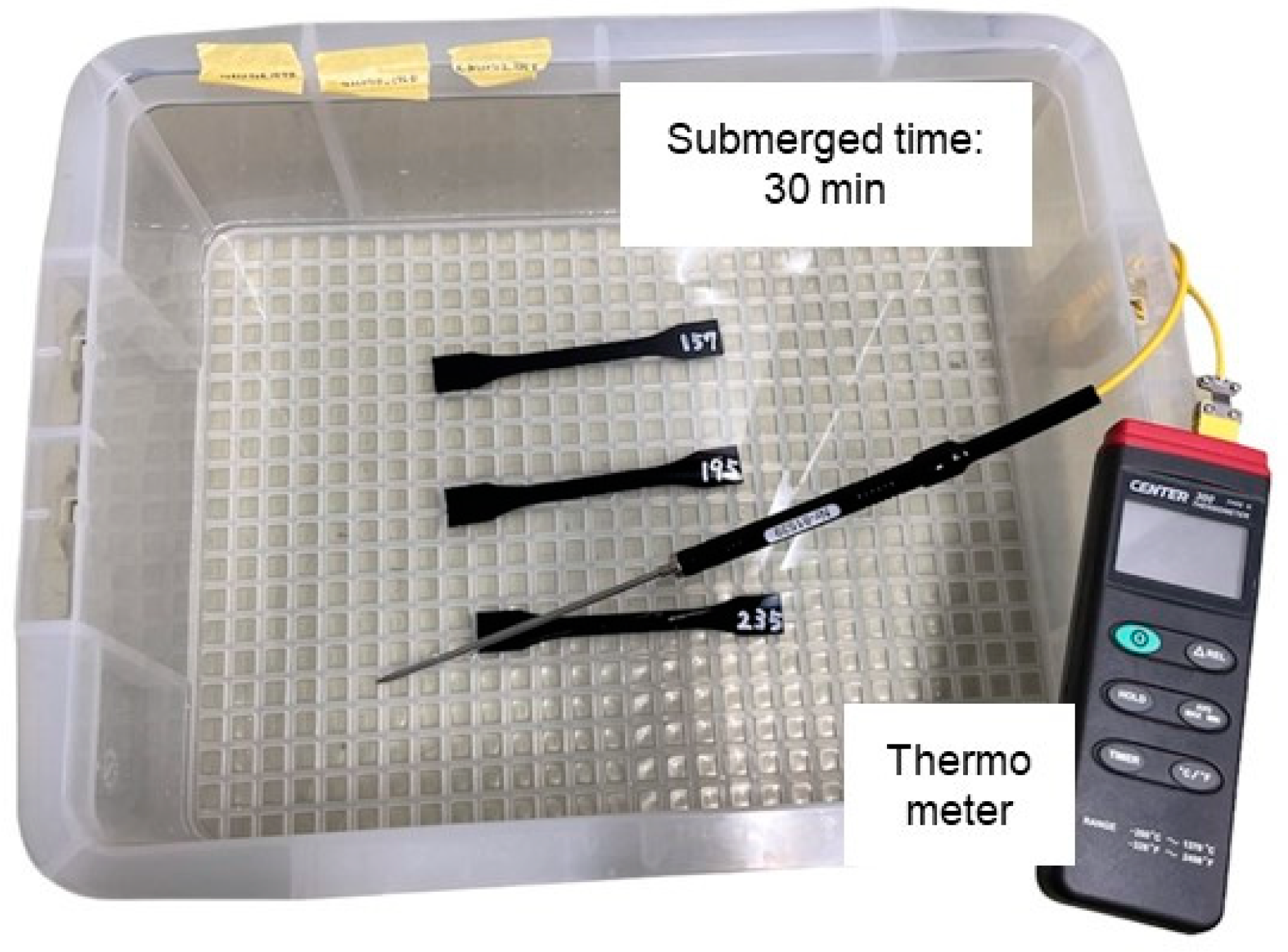
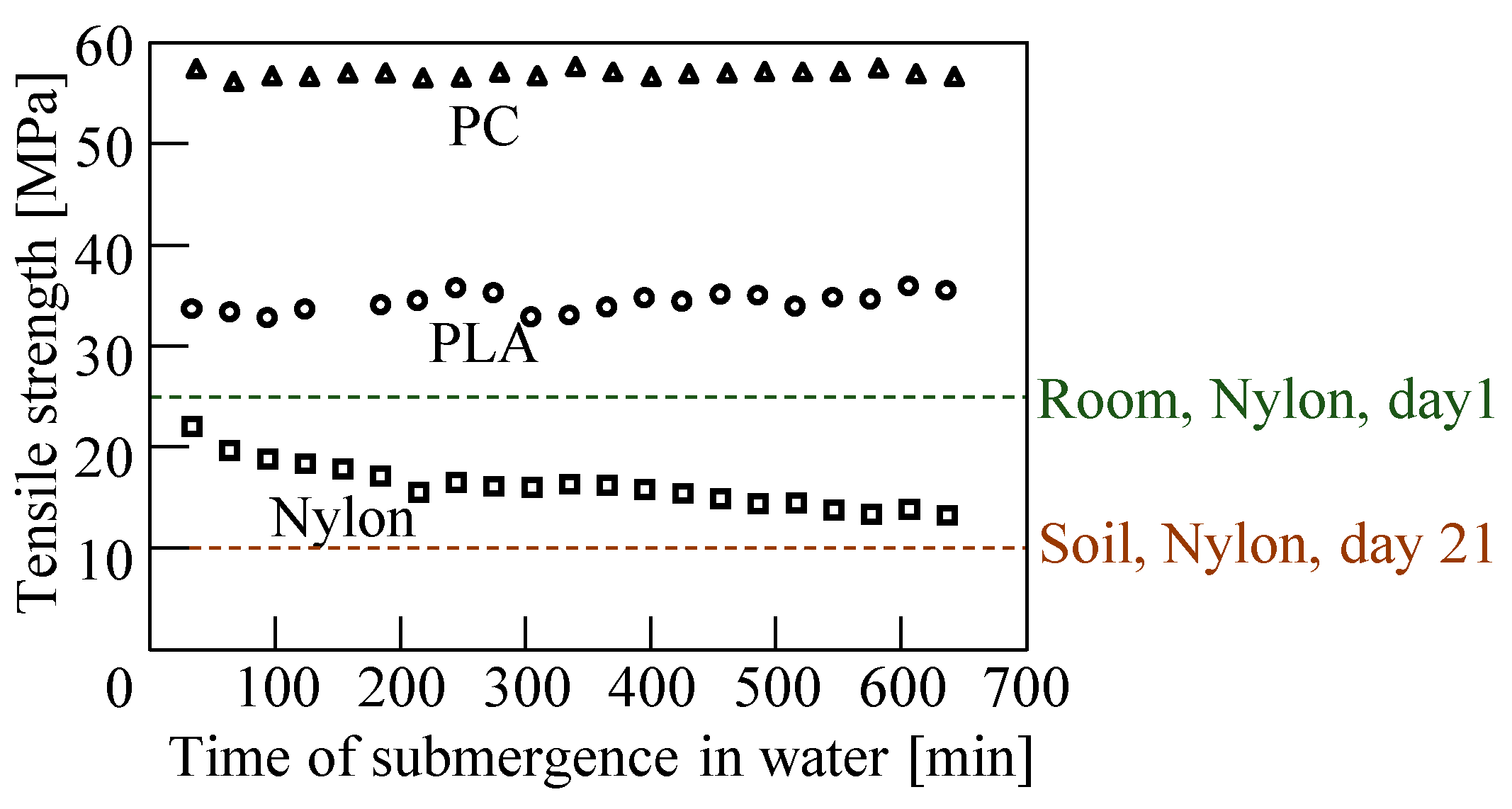
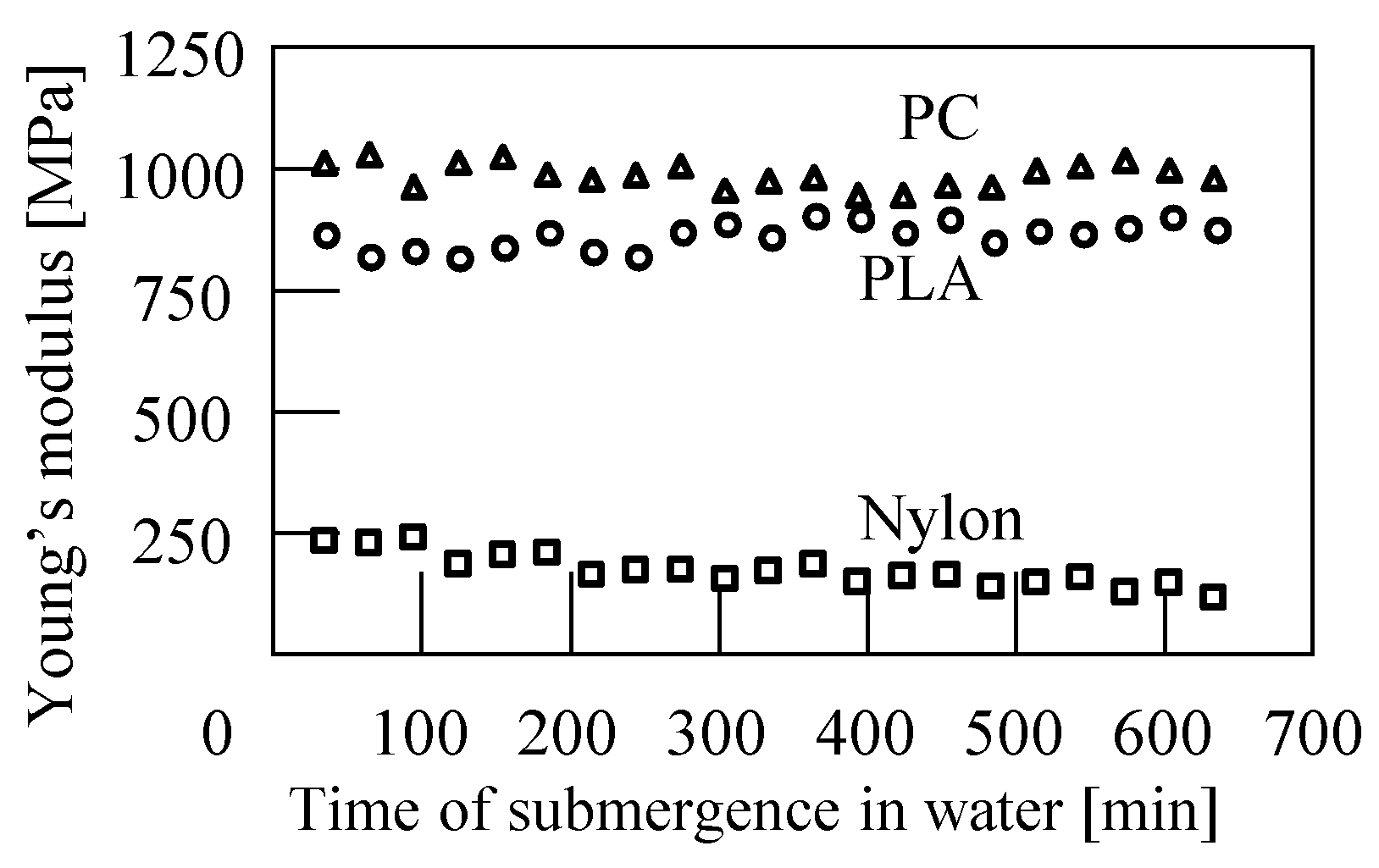
5.4. Submergence Test
6. Discussions
7. Conclusions
- (1).
- The influence of room conditions, soil, and submergence in water on the mechanical properties of the 3D printed parts made of PLA and PC was minimal. Therefore, the amount of moisture in an equine growth environment can be ignored in the strength calculation of the horseshoe.
- (2).
- Both the strength and the Young’s modulus of the nylon specimens decreased in all the tests. The most notable changes were noted in the soil-embedding test.
- (3).
- Under room conditions, the strength of the nylon specimens decreased owing to degradation. As such, it has limited use in horseshoes, since it is necessary to anticipate the strength drop in the design of horseshoe using this material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mischler, S.; Hofmann, M. Wear of polymer horseshoes: A field investigation. Wear 2003, 255, 1300–1305. [Google Scholar] [CrossRef]
- Werner, H.W. The importance of therapeutic farriery in equine practice. In Therapeutic Farriery, An Issue of Veterinary Clinics: Equine Practice, 1st ed.; O’Grady, S.E., Parks, A.H., Eds.; Elsevier: Philadelphia, PA, USA, 2012; pp. 263–281. [Google Scholar]
- Panagiotopoulou, O.; Rankin, J.W.; Gatesy, S.M.; Hutchinson, J.R. A preliminary case study of the effect of shoe-wearing on the biomechanics of a horse’s foot. PeerJ 2016, 4, e2164. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, K.; Hiraga, A.; Takahashi, T.; Kuwano, A.; Morrison, S.E. Effects of aluminum hinged shoes on the structure of contracted feet in Thoroughbred yearlings. J. Equine Sci. 2015, 26, 67–71. [Google Scholar] [CrossRef]
- O’Grady, S.E. Farriery for the foal: A review part 2: Therapeutic farriery. Equine Vet. Educ. 2020, 32, 580–589. [Google Scholar] [CrossRef]
- Yoshihara, E.; Takahashi, T.; Otsuka, N.; Isayama, T.; Tomiyama, T.; Hiraga, A.; Wada, S. Heel movement in horses: Comparison between glued and nailed horse shoes at different speeds. Equine Vet. J. 2010, 42, 431–435. [Google Scholar] [CrossRef] [PubMed]
- Bellenzani, M.C.R.; Merritt, J.S.; Clarke, S.; Davies, H.M.S. Investigation of forelimb hoof wall strains and hoof shape in unshod horses exercised on a treadmill at various speeds and gaits. Am. J. Vet. Res. 2012, 73, 1735–1741. [Google Scholar] [CrossRef] [PubMed]
- Reilly, P.T.; Reilly, D.A.; Orsini, J. The long-term results of glue-on shoes on dorsal hoof wall distortion. J. Equine Vet. Sci. 2009, 29, 115–117. [Google Scholar] [CrossRef]
- Hinterhofer, C.; Weißbacher, N.; Buchner, H.H.F.; Peham, C.; Stanek, C. Motion analysis of hoof wall, sole and frog under cyclic load in vitro: Deformation of the equine hoof shod with regular horse shoe, straight bar shoe and bare hoof. Pferdeheilkunde 2006, 22, 314–319. [Google Scholar] [CrossRef]
- Brunsting, J.; Dumoulin, M.; Oosterlinck, M.; Haspeslagh, M.; Lefère, L.; Pille, F. Can the hoof be shod without limiting the heel movement? A comparative study between barefoot, shoeing with conventional shoes and a split-toe shoe. Vet. J. 2019, 246, 7–11. [Google Scholar] [CrossRef] [PubMed]
- Schubert, C.; van Langeveld, M.C.; Donoso, L.A. Innovations in 3D printing: A 3D overview from optics to organs. Br. J. Ophthalmol. 2014, 98, 159–161. [Google Scholar] [CrossRef] [PubMed]
- Sood, A.K.; Ohdar, A.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2009, 31, 287–295. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Proc. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Nakagawa, Y.; Ikeda, S.; Takazawa, K.; Yoshino, M. 3D printing ni yoru jushi teitetsu no seizou totokusei hyouka. Hippophile 2020, 89, 1–10. [Google Scholar]
- Davies, Z.T.; Spence, A.J.; Wilson, A.M. External mechanical work in the galloping racehorse. Biol. Lett. 2019, 15, 20180709. [Google Scholar]
- Leonardi, F.; Angelone, M.; Biacca, C.; Battaglia, B.; Pecorari, L.; Conti, V.; Costa, G.L.; Ramoni, R.; Grolli, S. Platelet-rich plasma combined with a sterile 3D polylactic acid scaffold for postoperative management of complete hoof wall resection for keratoma in four horses. J. Equine Vet. Sci. 2020, 92, 103178. [Google Scholar] [CrossRef] [PubMed]
- Goto, T.; Kishita, M.; Sun, Y.; Sako, T.; Okajima, I. Degradation of Polylactic Acid Using sub-critical water for compost. Polymers 2020, 12, 2434. [Google Scholar] [CrossRef] [PubMed]
- Yaguchi, Y.; Takeuchi, K.; Waragai, T.; Tateno, T. Durability evaluation of an additive manufactured biodegradable composite with continuous natural fiber in various conditions reproducing usage environment. Int. J. Autom. Technol. 2020, 14, 959–965. [Google Scholar] [CrossRef]
- Lei, Y.; Zhang, T.; Zhang, J.; Zhang, B. Dimensional stability and mechanical performance evolution of continuous carbon fiber reinforced polyamide 6 composites under hygrothermal environment. J. Mater. Res. Technol. 2021, 13, 2126–2137. [Google Scholar] [CrossRef]
- Banjo, A.D.; Agrawal, V.; Auad, M.L.; Celestine, A.N. Moisture-induced changes in the mechanical behavior of 3D printed polymers. Compos. Part C Open Access 2022, 7, 100243. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurement Position | (a) 3D-CAD | (b) 3D Printed Horseshoe | Dimension Error |
|---|---|---|---|
| (A) | 4 mm | 4.10 mm | 2.50% |
| (B) | 45 mm | 44.60 mm | −0.89% |
| (C) | 40 mm | 39.68 mm | −0.80% |
| (D) | 30 mm | 30.33 mm | 1.10% |
| (E) | 40 mm | 40.11 mm | 0.28% |
| (F) | 88.9 mm | 88.43 mm | −0.53% |
| (G) | 130 mm | 129.89 mm | −0.08% |
| (H) | 55.4 mm | 55.52 mm | 0.22% |
| (I) | 60 mm | 60.12 mm | 0.20% |
| (J) | 80 mm | 79.62 mm | −0.48% |
| Place | Bedding | Duration of Stay per Day | Air Temperature | Moisture |
|---|---|---|---|---|
| Arena | Sand (shade) | 1.5 h | 20.7 °C | 56.59% |
| Sand (sun) | 21.3 °C | 52.54% | ||
| Pasture | Sand | 0.5 h | 31.0 °C | 9.2% |
| Stable | Straw | 22 h | 29.8 °C | 41.27% |
| Used straw | 29.8 °C | 60.6% |
| Material | Degradation Resistance | Strength | Printing Speed | Application |
|---|---|---|---|---|
| PLA | No problem | Middle | Fast | Foal, little exercise |
| PC | No problem | High | Slow | Yearling, broodmare |
| Nylon | Severe degradation | Low | Slow | Difficult to use |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nakagawa, Y.; Yoshida, K.; Kaneko, D.; Ikeda, S.-i. Degradation Behavior of Glue-On Three-Dimensional Printed Plastic Horseshoes in Equine Stables. Eng 2023, 4, 2991-3006. https://doi.org/10.3390/eng4040168
Nakagawa Y, Yoshida K, Kaneko D, Ikeda S-i. Degradation Behavior of Glue-On Three-Dimensional Printed Plastic Horseshoes in Equine Stables. Eng. 2023; 4(4):2991-3006. https://doi.org/10.3390/eng4040168
Chicago/Turabian StyleNakagawa, Yuki, Kano Yoshida, Daisaku Kaneko, and Shin-ichi Ikeda. 2023. "Degradation Behavior of Glue-On Three-Dimensional Printed Plastic Horseshoes in Equine Stables" Eng 4, no. 4: 2991-3006. https://doi.org/10.3390/eng4040168
APA StyleNakagawa, Y., Yoshida, K., Kaneko, D., & Ikeda, S.-i. (2023). Degradation Behavior of Glue-On Three-Dimensional Printed Plastic Horseshoes in Equine Stables. Eng, 4(4), 2991-3006. https://doi.org/10.3390/eng4040168