Abstract
The review will discuss the methods that have been optimized so far for the enzymatic hydrolysis of soapstock into enriched mixtures of free fatty acids, in order to offer a sustainable alternative to the procedure which is currently employed at the industrial level for converting soapstock into the by-product known as acid oil (or olein, i.e., free fatty acids removed from raw vegetable oil, dissolved in residual triglycerides). The further biocatalyzed manipulation of soapstock or of the corresponding acid oil for the production of biodiesel and fine chemicals (surfactants, plasticizers, and additives) will be described, with specific attention given to processes performed in continuous flow mode. The valorization of soapstock as carbon source in industrial lipase production will be also considered.
1. Introduction
Raw vegetable oil, obtained from seeds by a combination of pressing and solvent extraction, is a complex mixture of fatty acids, mono-, di-, and triglycerides, phosphatides, pigments, sterols, tocopherols, trace amounts of metals, flavonoids, tannins, and glycolipids. The recovered crude oil is necessarily submitted to a multi-step procedure, usually referred to as refining process, for removing non-triglyceride fatty materials, making it suitable for human consumption, and improving its organoleptic properties. Free fatty acids (FFAs) and other components (phospholipids, waxes, aldehydes, and ketones) contribute to undesirable flavor, odor, and appearance and their amounts are to be reduced to improve the nutritional quality and palatability of edible oil. Physical refining can be used, but the most preferred procedure is presently based on chemical methods, according to the scheme depicted in Figure 1.
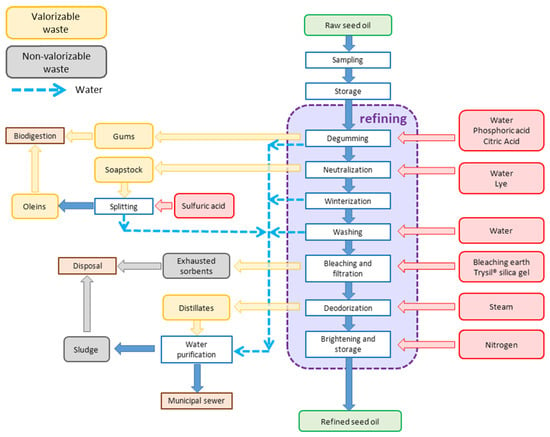
Figure 1.
Chemical refining process of crude vegetable oil.
The waste products originated by oil refinement in largest quantities are acidic water, soapstock, and deodorizer distillates. Their disposal poses serious issues regarding the environmental impact and the overall economic cost of the refining process.
Particular interest has been devoted in the last years to the manipulation and valorization of soapstock, the by-product produced during the neutralization step. After a preliminary treatment (degumming) with phosphoric acid or citric acid to eliminate the so-called gums or lecithins (a mixture of phospholipids and other minor components [1] which are recovered and commercialized as a dietary supplement), a neutralization step follows to reduce the acidity of the oil. The degummed oil is treated with an alkaline solution, typically diluted NaOH, to neutralize free fatty acids and any excess of phosphoric acid present from the previous step. In this process a modest loss of oil occurs, and a small quantity of triglycerides is hydrolyzed by the alkaline treatment. The reaction of lye water with fatty acids leads to the formation of soap. The separated soapy material is referred to as soapstock, i.e., a heavy alkaline aqueous emulsion of lipids, containing usually water (nearly 45%, but the percentage varies according to the operating conditions), fatty acid sodium salts (10%, determined as free acids), triacylglycerols and diacylglycerols (12%), residual phospholipids (9%), pigments, and other minor components (24%) [2,3]. Soapstock is generally about 6% v/v of refined crude oil [1,4]. It is continuously separated from crude oil by centrifugation. Any soap remaining after the first separation is removed by further washings with hot water at 10–15%, at a temperature suitable to prevent emulsification, generally 82.0–90.5 °C [5].
Soapstock is submitted to a so-called splitting procedure, with the aim of stabilizing it and reducing weight for shipment. It is treated with sulfuric or hydrochloric acid, to recover FFAs and partially hydrolyze the residual oil, affording oleins, also known as high-acid oil or acid oil or acidulated soapstock [6]. The concomitant generation of acidic wastewater with high content of either sulphates or chlorides represents a major concern in the waste management of the refinery, constituting the greatest contribution to environmental pollution and to the waste disposal costs of the entire refining process [7]. The product resulting from acid splitting is a dark colored mixture of triglycerides containing FFAs, with small amounts of mineral acids, phospholipids and sterols [7]. It is separated from the acid water by settling and/or centrifugation.
A sustainable production process should reduce waste significantly. When waste generation cannot be avoided, its economic value ought to be recovered and its impact on the environment and on climate avoided or minimized [8]. The consumption of edible oils is constantly rising because of the steep growth in human population. It is, therefore, important to improve the sustainability of refining processes and convert the related waste into high-value-added materials, with the aim of reducing the social, economic, and environmental impact of the whole procedure.
The introduction of enzyme-mediated biocatalytic steps into crude oil refinement represents a definite improvement toward a cleaner industrial production of edible oils, since enzymes are intrinsically renewable, less toxic and polluting than chemical reagents, and catalyze reactions at near ambient conditions with high specificity and fast rate. Such mild reaction conditions have the advantage to promote the reduction of both energy and waste treatment costs and to suppress the formation of byproducts. The acid splitting of soapstock at the end of the neutralization step allows the recovery of FFAs from soaps and promotes the partial hydrolysis of oil, thus increasing the amount of FFAs in the final acid oils, but still leaving unreacted triglycerides. If soapstock is submitted to enzymatic hydrolysis, a better by-product can be obtained, richer in FFAs, which are the most valuable components of the whole mixture, and the use of strong mineral acids can be avoided.
- The enzymatic routes developed in the last decade for the hydrolysis of soapstock will be discussed in this review (Section 2. Sustainable procedures for soapstock hydrolysis by enzymatic methods).
Another strategy to improve the sustainability of oil refinement is the valorization of waste. Being soapstock a rich source of fatty acids, it is increasingly being used as animal feed additive. However, long chain fatty acids are difficult to be digested by animals; therefore, they must be added in small amounts (approximately 3.5%). Moreover, not all soapstocks can serve such purpose: cottonseed soapstock, for instance, is to be avoided, because it contains gossypol, a toxic polyphenol [2].
Much effort is also devoted to investigating the use of this edible oil processing by-product in the production of second-generation biofuels, which are considered greener alternatives to fossil fuels and also to conventional first-generation biofuels, i.e., those obtained directly from edible feedstocks in competition with food industry [9]. Specific applications in this field are represented by the use of soapstock as biomass for anaerobic digestion to produce biogas, or its conversion into fatty acid methyl esters (FAMEs) or ethyl esters (FAEEs) for biodiesel production. For the latter application, soapstock needs to be purified, to remove water and other impurities, such as residual phospholipids that are responsible for emulsion.
A possible alternative for valorization is to employ soapstock as renewable bio-based feedstock for the production of high-value chemicals, such as surfactants, plasticizers, and additives, in order to give it a second chance of extensive usage before complete digestion for biogas production or incineration as biodiesel. The optimization of synthetic procedures in continuous-flow represents a successful strategy to increase process productivity.
- Some of the recent strategies developed for the valorization of soapstock in the production of biodiesel and the synthesis of fine chemicals by using enzymatic methods will be described. The possibility to use soapstock as carbon source in industrial lipase production will be also considered (Section 3. Enzymatic valorization of soapstock).
- The application of continuous-flow mode to the enzymatic manipulation of soapstock will be discussed considering reactor configurations, results and advantages (Section 4. Enzymatic manipulation of soapstock in continuous-flow mode: reactors configurations and processes). A final section will describe future perspectives on the topics herein discussed.
Figure 2 summarizes the topics discussed in the paper.
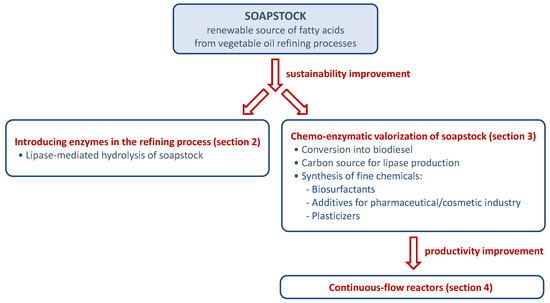
Figure 2.
Topics discussed in this review.
2. Sustainable Procedures for Soapstock Hydrolysis by Enzymatic Methods
The biocatalytic method for the hydrolysis of fats and oils based on the use of lipases has been long known [10]. However, until now, it has not become an industrial large-scale alternative to chemical hydrolysis mainly because of high enzyme loading, long reaction times and low process efficiency. Most of the published papers refer to lab-scale. Conversion close to quantitative can only be obtained after long reaction times, with an inevitably high loss of enzymatic activity [3,11].
However, the introduction of enzymatic hydrolysis for soapstock manipulation directly within the refining process would bring several advantages to the whole refinery plant. Glycerides and phospholipids can be hydrolyzed concomitantly by using a mixture of suitable enzymes (lipases and phospholipases), affording a sample of FFAs with low by-product content and no traces of strong acid residue, which is already suitable for feed applications or biodiesel production without any further purification. The increased quality of the sample reduces costs and enhances profits of the overall process. An ideal lipase for fat hydrolysis should possess at least the following features: it should be non-specific towards the positions of triacylglycerols, it should not have narrow substrate specificity, and it should be highly active and stable under process conditions.
Although several reports have been published on the use of lipase for hydrolysis of fats and oils, very few are available on the hydrolysis of soapstock. The first paper discussing the enzymatic treatment of soapstock was published by Haas et al. in 1995 concerning the lipase-mediated hydrolysis of soybean soapstock [12]. This soapstock showed a high content of phospholipids (32% w/w on dry mass) and small amount of oil and FFAs (12 and 10% w/w on dry mass, respectively). The work was aimed at hydrolyzing both phospholipids and acylglycerides without any soapstock pretreatment, in the presence of high water content (45% w/w) and alkaline pH (10.3), using hexane for substrate dilution. Four commercially available lipolytic enzymes were tested: Lipozyme IM-20 (immobilized Rhizomucor miehei lipase), SP-435 (immobilized Candida antarctica lipase B), AY-30/Celite (from C. rugosa), and a phospholipase preparation (Amano phospholipase B). Unfortunately, at high pH, only Lipozyme IM-20 was active on non-neutralized soapstock, hydrolyzing all triglycerides, 70% of phosphatidylethanolamine, and about 20% of phosphatidylcholine in 20 h. This enzyme displayed good activity on triglycerides at all the tested pH values, and also hydrolyzed phosphatidylethanolamine moderately well at pH 3.5. SP-435 and AY-30/Celite were active only on soapstock that had been neutralized with HCl before being dissolved in hexane. SP-435 displayed significant activity only on phosphatidylethanolamine under these conditions, whereas AY-30/Celite hydrolyzed only triglycerides. Regardless of pH, phospholipase B hydrolyzed neither triglycerides, nor phospholipids. The catalyst was apparently hygroscopic, and formed rapidly a liquid layer at the bottom of the reaction tube, resulting in poor mixing of the enzyme with the organic phase.
Some years later, Brunner et al. [11] published a patent regarding the complete enzymatic hydrolysis of crude vegetable oil for the production of FFAs. The advantages of this operation were attributed to the economics of the process, since the enzyme cost was much lower than the investment cost for a classical pressure plant for vegetable oil chemical hydrolysis (Colgate-Emery process, 250 °C, 50 bar [13]), and to the reduced safety concerns. Besides raw oil, the process was meant also to employ soapstock as starting material without prior neutralization. The reaction was performed using discontinuously operated loop reactors. A first separation was conducted in a self-cleaning centrifugal separation. FFAs were recovered while the partially hydrolyzed organic phase was fed back into the reactor. As an example, 30 kg of raw, non-refined sunflower oil and 7 kg of buffer solution were fed into the reactor and circulated under stirring by means of a centrifugal pump at 35–40 °C. Finally, 30 g of C. rugosa lipase were added, and the reaction was monitored by measuring the acidity value.
Another patent published by Kempers et al., in 2013 [14], proposed a way to prepare FFAs directly from the alkaline soapstock without any treatment. An alkalophilic lipase with optimal activity at alkaline pH (from Thermomyces lanuginosus or from Pseudomonas alcaligenes) was added directly to soapstock for complete hydrolysis, and the mixture obtained was then acidified. Aqueous and fatty phases were separated by settling and centrifugation. The production of FFAs was meant for further methanol esterification, using a lipase which was unable to transesterify sterol fatty acid esters (like lipase from Thermomyces or alternatively from C. antarctica B). The idea was to recover these sterol esters (which are valuables additive in food and pharmaceutical industry) from the resulting mixture of FFAs and FAMEs with a final distillation. As another option, soapstock was previously neutralized until reaching pH 4.0–6.0, and the lipids were hydrolyzed by addition of a non-regioselective lipase, for instance lipases from C. rugosa, Chromobacterium or Geotrichum. Typical concentrations for each lipase were 1% at process temperatures of 10–70 °C. The enzymes were used both in free and immobilized form, whereby free form was preferred due to higher activity. In one of the examples reported in the patent, 100 kg of soapstock containing 40% water and mainly free fatty acids (95.2%) were mixed after acidification with 9.0 kg of methanol followed by 0.03 kg of a liquid preparation of C. antarctica lipase B. The total amount of crude methyl esters after neutralization and distillation was 53.1 kg.
To achieve complete hydrolysis, several parameters should be considered. Extensive investigations have been performed working on vegetable crude oil. Some of them are herein reported to highlight the key parameters that should be optimized when applying lipase-mediated hydrolysis to soapstock residues.
Santos et al. [15] studied the effect of an emulsion system formed by long alkyl chain ionic liquids on the enzymatic hydrolysis of olive oil. They demonstrated that although at low water concentrations (water-in-oil emulsion) the presence of emulsion does not present any advantage for the hydrolysis reaction, at high water content (oil-in-water emulsion), the ionic liquid acts as an enhancer of lipase catalytic activity, super-activating 1.8 times the enzyme. Complete hydrolysis could be obtained with 85% v/v water content.
Hydrolysis of palm oil by lipase in aqueous phase was studied by Noor [16] et al., considering the effect of agitation speed, concentration of the surfactant, concentration of palm oil, and type of enzyme on the initial reaction rate. They showed that a high interfacial area between oil and the aqueous phase, which contains the enzyme, enhances the rate of hydrolysis. Vigorous agitation is needed to disperse the oil phase in the form of an emulsion. However, excessive agitation speed can have a detrimental effect because of the increased shear effect on the enzyme. Complete hydrolysis of palm oil could be achieved in 1.30 h.
Freitas et al. [17] tested the hydrolysis of soybean oil to yield a mixture enriched in polyunsaturated fatty acids (linoleic and linolenic acids) using lipases from microbial (C. rugosa, T. lanuginosus, Lipolase) and animal sources (porcine pancreatic lipase—PPL). It was demonstrated that PPL showed the most satisfactory specificity towards the hydrolysis of ester bonds involving polyunsaturated fatty acids (linoleic and linolenic acids). Optimal parameters for the process were 40 °C, pH 7.0–8.0, 24 h, with maximum 23% hydrolysis. Higher conversions and lower selectivity were obtained with microbial lipases, C. rugosa lipase and Lipolase, reaching 70% and 53%, respectively. C. rugosa lipase displayed the highest reaction rate, achieving the maximum hydrolysis percentage in less than 6 h reaction.
Liu et al. [18] studied the effect of ultrasound on lipase-catalyzed hydrolysis of soy oil in solvent-free system by using a relatively inexpensive commercial enzyme, C. lipolytica lipase. Compared with the process performed in shaking bath, optimal reaction temperature and lipase inactivation temperature were about 5–10 °C higher in ultrasonic bath, while pH effect was similar. Under optimal conditions, the reaction time in the ultrasonic bath process (5 h) was nearly 2-fold shorter than that in the shaking bath process (12 h).
3. Enzymatic Valorization of Soapstock
3.1. Enzymatic Biodiesel Production
Biodiesel is considered worldwide one of the key alternatives to fossil fuels, in order to address issues related to petroleum shortage and CO2 emissions. It is non-toxic, biodegradable, and, with respect to petroleum-based fuels, has also the advantage to be sulfur and aromatic-free [19,20,21,22,23,24,25]. More than 95% of biodiesel produced worldwide is derived from edible vegetable oils by transesterification reactions with methanol or ethanol. Ethical problems (competition between food and energy) together with elevated costs (vegetable oil price contributes from 70% to 95% of the final cost of biodiesel) urged research to look for different oil sources, such as non-edible vegetable oils (e.g., Jatropha and Pongamia oils) [26,27], cooking waste (exhausted frying oil) [28,29], or lipid-rich algae and bacteria (the so-called “third generation” feedstock) [30]. In this scenario, oil-refining wastes, like soapstock, could represent a precious, though challenging, source for biodiesel [2,31,32].
One of the problems met in the synthesis of FAMEs/FAEEs starting from soapstock is represented by the huge variability of the feedstock due to its intrinsic heterogeneous composition, depending on vegetable source and production/storage conditions. The high content of FFAs is then an obstacle to alkaline catalysis: NaOH/KOH/alcoxides are consumed by acids forming emulsions, which make the separation of organic phase from glycerol harder. On the other hand, acid catalysis presents technical issues, as well, because of the high pH of the starting material; moreover, the reaction under acidic conditions is known to be much slower than in alkaline conditions. For these reasons, biocatalysis, which has been extensively explored for biodiesel production from vegetable oils, attracted the attention of researchers also for soapstock valorization.
Since triglycerides and free fatty acids content is usually comparable, three are the main biocatalytic procedures (Figure 3) described in the literature which employ soapstock as the starting material: (a) chemical hydrolysis to FFAs, followed by enzymatic esterification, representing the most investigated approach; (b) direct enzymatic esterification of acidulated soapstock; and (c) transesterification/esterification of soapstock after drying or acidification.
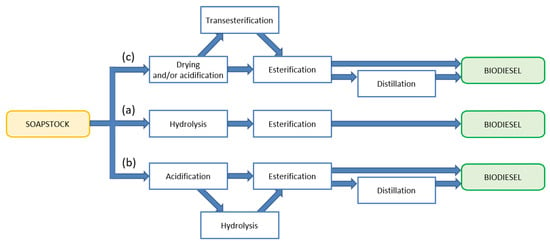
Figure 3.
Strategies for the conversion of soapstock into biodiesel: (a) biodiesel production by enzymatic esterification of soapstock without preliminary acidification; (b) biodiesel production by enzymatic esterification of soapstock with preliminary acidification; (c) biodiesel production by enzymatic transesterification of soapstock.
3.1.1. Biodiesel Production by Enzymatic Esterification of Soapstock (Approaches (a) and (b))
Sato et al. [33] patented, in 2008, a process for soapstock esterification carried out starting from an almost completely hydrolyzed soapstock (around 95% w/w of FFAs) (approach (a)). Soapstock was acidified to a final pH of 3.5–6.0 and then submitted to lipase esterification without water removal, choosing an enzyme active in presence of high water content, soaps and other impurities. The patent proposes C. antarctica lipase B as the preferred enzyme and claims that esterification of this unpurified fatty acid mixture was more effective than that of pure fatty acids.
Shao et al., in 2008 [34], introduced a statistical approach for the analysis of reaction parameters in the enzymatic esterification of soapstock promoted by C. rugosa lipase immobilized on chitosan. The authors employed the response surface methodology (RSM) in order to find an optimum by changing different parameters, such as methanol/substrate molar ratio, enzyme loading, water content, and reaction temperature. Rapeseed soapstock, employed as FFAs source, was completely saponified with a 0.5 M sodium hydroxide solution, and then acidified with sulfuric acid to pH 2.0–3.0 (approach (a)). The final FFAs content was up to 95%, and the solution was dried and distilled. A conversion of 63.6% into the corresponding methyl esters by using immobilized lipase was achieved in optimum conditions, using methanol/substrate molar ratio 4:1, enzyme loading 8%, water content 6% and reaction temperature 45 °C.
The search of the best reaction conditions for enzymatic esterification was also the object of the paper by Cruz et al. in 2018 [35]: acidified soapstock from mixed seeds vegetable oil was tested for esterification promoted by Novozym 40,116 (from T. lanuginosus) (approach (b)). Authors aimed at determining the influence of some parameters on the reaction, such as enzyme and alcohol amount. While enzyme concentration was found to be critical in enhancing conversion in the range tested (1–4% w/w), alcohol concentration had scarce influence. Moreover, no differences were observed between ethanol and methanol and fractionated addition of alcohol resulted unsuccessful. Thus, the best conditions, affording 80% conversion, were: acid/alcohol molar ratio 1:1.5, enzyme loading 4% w/w, 35 °C, 24 h.
An innovative method to esterify FFAs from soapstock was described by Soares et al. in 2013, using lipases produced by solid-state fermentation [36]. Soybean soapstock together with other fatty sources, such as soybean oil, beef tallow, and waste cooking oil, were completely hydrolyzed in a continuous non-catalytic process in the presence of subcritical water (60 atm and 250 °C) (approach (a)). The lipase-producing microorganism, a strain of Burkholderia cepacia, was obtained in a solid-state fermentation from a mixture of sugarcane bagasse and sunflower seed meal, and then dried to be used as solid catalyst in a lab-scale packed-bed reactor. The esterification reaction was conducted in presence of ethanol in a solvent-free system. A conversion of 92% was reached after 31 h at 50 °C with a 1:3 fatty acids/ethanol ratio. Further details on the process will be described in Section 4. During these experiments, the authors observed a retention of reaction medium in the solid catalyst up to 30% which led them to investigate the phenomenon in a successive paper [37]. Lipase production, reactor configuration and reaction conditions were kept unchanged, but the reactor was operated in a batch mode by recirculating reaction medium in a closed-loop system, in order to favor the formation of a third phase, absorbed onto the solid catalyst, that was submitted to analysis. The results showed a substantially different composition from the reaction medium, mainly in terms of a remarkably higher polarity, with a much higher content of water and ethanol, which was interpreted as the microenvironment of the lipases. The observed phenomenon has important implications since ethanol causes inhibition and denaturation of lipases and its accumulation around the enzymes can represent a detrimental factor in process durability.
In the works published by Soares et al. [36,37], the employed microorganism Burkholderia, which is actually an opportunistic pathogen, could cause some serious issues for large scale production, requiring particular safety considerations and containment systems. For this reason, Botton et al. tried to implement the same concept with a different microorganism, the harmless Rhizopus microspores [38]. Free fatty acids production from soybean soapstock is the same described in references [37,38], and the microorganism is grown through solid-state fermentation from sugarcane bagasse with the addition of urea and soybean oil. A conversion of 84.1% was obtained after 48 h at 40 °C with a molar ratio of 5:1 of ethanol to fatty acids.
A different microorganism was used by Aguieiras et al. [39] employing the same strategy. The substrate was obtained via acidulation of soapstock produced in oil refining with an acidity grade of 100% and, thus, was a suitable substrate for esterification reaction. Lipases were produced by solid-state fermentation of R. miehei grown on babassu cake. Using ethanol as acyl acceptor, a final conversion of 80% was reached after 6 h at 45 °C. Furthermore, reusability tests were performed, and the biocatalyst was shown to be reusable for up to 5 times after being washed with hexane, in order to remove the absorbed reaction medium.
3.1.2. Biodiesel Production by Enzymatic Transesterification of Soapstock (Approach (c))
With respect to refined oil, soapstock usually contains a comparable concentration of FFAs and acylglycerides, which means that any attempt to perform a direct transesterification to methyl/ethyl esters has to be combined with FFAs esterification. Performing enzymatic transesterification and esterification in a one-pot systems is a challenging task: water, already contained in soapstock and also produced by the esterification reaction, competes with the alcohol in the transesterification process determining equilibrium limitations. Therefore, a successful enzymatic esterification-transesterification reaction implies at least suitable pretreatments of soapstock, such as solvent extraction and distillation, aimed mainly at removing water to complete dryness. Indeed, some examples are reported in literature where almost complete conversion of soapstock was reached by means of lipases.
In 1996, Haas et al. reported the enzymatic esterification of soapstock [3] obtained from soybean oil refining. This material contained an equal amount of acylglycerides and FFAs, with high water content. It was dried before submitting it to a chemical step of transesterification with KOH and different alcohols (from methanol to isoamyl alcohol). Since a percentage of the final products, depending on the employed alcohol, is represented by FFAs, the authors completed the transesterification reaction by means of an enzymatic step. A few commercial lipases were tested: Lipozyme IM 20, SP-435, Amano PS30 (Pseudomonas sp.), CE (Humicola lanuginosa). Since none of these enzymes were found to work in alkaline environment, pH had to be adjusted at a value below 8.0. Ethanol was chosen as the preferred alcohol and only SP-435 catalyzed significantly the transesterification of FFAs at an optimal pH range of 6.0–7.0.
In 2011, Wang et al. [40] described the production of fatty acids ethyl esters from camellia oil soapstock using diethyl carbonate both as solvent and acyl acceptor. Diethyl carbonate has the advantages of being a greener solvent than ethanol and of affording glycerol carbonate as a by-product, instead of glycerol which is usually responsible for catalyst deactivation. The starting material, containing 35–40% crude oil and 45–50% water, was previously submitted to acid splitting to obtain anhydrous acid oil (44.3 g of acid oil were obtained from 100 g soapstock), with an estimated fatty acid content of 36.6%. Two lipases were tested (Novozym 435 and Lipozyme TL IM) in a range of conditions of temperature, reaction time, and diethyl carbonate/soapstock molar ratios. The authors found Novozym 435 (immobilized C. antarctica lipase B) as the best performer, providing 98.4% yield in a solvent-free system. Optimal reaction conditions were determined: molar ratio 3:1, lipase loading 5%, 50 °C, 24 h. Moreover, 10 subsequent batch cycles could be run without any significant loss of lipase activity.
In a report by Su et al. in 2014 [41], an acid oil containing approximately 40% FFAs and 50% triglycerides was submitted to a lipase-mediated methanolysis employing Novozym 435. In order to cope with water formation, the addition of tertiary alcohols was studied to improve the hydration layer surrounding the immobilized lipase and a 76.4% yield was reached. To further improve yield, the addition of 3 Å molecular sieves was required to remove water and shift equilibrium: 95% of conversion was obtained after 10 h at methanol/oil molar ratio of 5:1, 45 °C, and 4% lipase content.
Choi et al. in 2016 [42] tested ethanolysis of an acid oil from rice bran using Lipozyme TL IM (immobilized lipase from T. lanuginosus) in a packed-bed reactor. Substrate FFAs amounted to 54% w/w and acylglycerides (mainly triglycerides) to 40%. The work was aimed at the investigation of reaction optimum parameters: initial water content, reaction temperature and molar ratio of the substrates. A small initial amount of water was considered mandatory since the selected lipase was found poorly active in anhydrous conditions. As a compromise between catalytic activity and competition with hydrolysis, an optimal water content of 4% was chosen, for a final yield of 92%, reached after 4 h and with a molar ratio of 4:1 (ethanol/acid oil). In Section 4, further information on the process will be reported.
3.2. Lipase Production from Soapstock
Lipidic sources are fundamental inducers in lipase production and can also be used as the only carbon source in cultivation of lipase-producing microorganisms [43,44,45,46]. Many different vegetable oils are reported to be added in lipase production by fermentation, and fatty acid-derived surfactants, like Tween80, are popular enzyme inducers [45,46,47,48]. The high availability and low price of soapstock made it an interesting lipid source which was investigated in the last decades as profitable nutrient in large-scale lipase production.
The first example was reported in 1987 by Hesseltine et al. [49], examining the production of various microorganisms (yeasts, fungi, bacteria and actinomycetes) from soapstock as the only carbon source. Soybean soapstock was added to the fermentation medium at a concentration of 2% w/v in distilled water and the microorganisms were incubated for five days at 28 °C. At different pH values ranging between 8.0 and 11.0, more than 100 strains could be successfully cultivated, demonstrating soapstock as an effective raw material for microorganism cultivation.
In 2000, Davranov et al. [50] tried to hydrolyze neutral cotton oil soapstock using nonspecific lipases produced by Oospora lactis F-500. Poor hydrolysis conversion was obtained, but it was observed that soapstock could be more conveniently added as carbon source during microorganism growth.
Damaso et al., in 2008 [51], studied three by-products from corn oil refining as inducers in lipase production from a strain of Aspergillus niger in solid state fermentation on wheat bran. In addition to soapstock, also stearin and a mixture of FFAs were tested, and final lipase activity evaluated. As a benchmark, solid state fermentation was conducted using olive oil as lipid source, with a resulting lipase activity of 34.1 U/g of dry substrate. Soapstock proved to be the best inducer, achieving an activity value of 62.7 U/g of dry substrate, while the FFAs mixture was shown to inhibit enzyme activity.
Aspergillus niger was grown on soapstock also by Silveira et al. in 2016 [52], comparing solid-state and submerged fermentation. For submerged fermentation, the authors employed a growing broth containing olive oil and glucose, while solid state fermentation was entirely aimed at exploiting palm oil refining waste: soapstock and palm fiber. Alkaline soapstock was added at 3% v/v, while palm fiber at 4% w/v and lipase activity monitored. In solid-state fermentation, a maximum lipase activity of 15.41 U/mL (corresponding to 77.04 U/g of dry substrate) was reached after 72 h, while with submerged fermentation the peak was obtained after 48 h and amounted to 10.46 U/mL. The results showed that the two techniques are at least comparable in terms of final lipase productivity, but from an economical point of view, the possibility of employing only wastes as raw materials in solid-state fermentation makes the latter more interesting for larger scale production. Furthermore, solid-state lipase production was submitted to a statistical analysis to determine the optimum conditions, finding out a fairly wide range of acceptable pH values (4.0–6.5) and temperatures (37–55 °C), with a maximum at pH 5.0 and 45 °C.
Submerged fermentation for soapstock-based growth of lipases was used with other microorganisms by Abdelmoez et al. [10] and Dobrev et al. [53]. Abdelmoez et al. investigated the production of C. rugosa lipase ATCC (American Type Culture Collection) 14830 by submerged fermentation starting from different substrates as lipid sources. First, the three substrates were tested independently: olive oil, fatty acid residues (collected as waste from FFAs distillation step) and soapstock from sunflower oil refining produced lipases with activity values respectively of 12 U/mL, 7 U/mL, and 7.4 U/mL. Then, a mixture of the three substrates was formulated to produce lipase with a final activity of 10 U/mL.
Dobrev et al. studied the production of Aspergillus carbonarius lipase in submerged fermentation by investigating the effects of different vegetable oils (sunflower, soybean, olive, unrefined rapeseed and corn) and soapstock from sunflower oil, added to the cultivation medium as the only carbon source. The highest lipase activity was achieved in the presence of unrefined rapeseed oil (195.61 U/L), soybean oil (155.00 U/L), and soapstock (149.00 U/L). Notably, soapstock was found to have a much more pronounced inducing effect on lipase biosynthesis compared to refined sunflower oil, with a lipase activity about four times higher.
3.3. Fine Chemicals Production from Soapstock
Enzymatic synthesis of fatty acids-based surfactants is not a recently emerging research topic [54,55,56,57,58,59,60], the process being mainly accomplished through lipase-mediated esterification of fatty acids. Being soapstock so rich in FFAs, it is unsurprising that one of the most important forms of soapstock valorization is its conversion in different types of surfactants.
The first paper dealing with surfactant production from soapstock was published in 1990 [61]. Shabtai used Acinetobacter strains to produce two specific surfactants, Emulsan and Biodispersan (PS-A2), both extracellular heteropolysaccharides. Their synthesis was accomplished through a controlled fed-batch fermentation process using acid oil as carbon source. Since the two selected strains of A. calcoaceticus grew on hydrocarbon source different from glucose, like fatty acids and triglycerides, soapstock was the ideal substrate, since the low content of triglycerides avoided the accumulation of glycerol in the cells. Fermentations were carried in a 16 L fermenter, with an initial content of soybean soapstock of 2% w/v. Under computer-controlled and coordinated feeding of carbon and nitrogen (urea) sources, reaction conditions were optimized, and high productivities were reached (7 g/Lh for Emulsan and 0.25 g/Lh for Biodispersan).
Benincasa et al. described the synthesis of biosurfactants from soapstock in two papers [62,63]. In 2002 [62], surface-active rhamnolipids were produced by a new bacterial strain of Pseudomonas aeruginosa newly isolated from contaminated soil. Fermentation was carried out in batch conditions with 1% v/v of sunflower oil soapstock as the only carbon source, with a maximum rhamnolipid concentration of 15.9 g/L and a final yield of 70% after 54 h. Soapstock was found a much more valuable carbon source than other lipid sources, such as crude oleic acid, soybean oil, and sunflower oil, that provided much lower rhamnolipid concentration (around 4.9 g/L). In 2008 [63], the production of rhamnolipids from P. aeruginosa was investigated considering a further exploitation of oil refining process waste. Besides soapstock, wastewater from sunflower oil refining was also used: since soapstock requires the addition of mineral acid to reach the physiological pH for microorganism growth, acidic wastewater was employed to directly replace neutral water and mineral acid in the reaction medium. By changing the aqueous solution, these residues could be converted into rhamnolipids in significant amounts (up to 7 g/L) and with reasonable yields.
Biocatalytic esterification of free fatty acids from soapstock was exploited by Aguieiras et al. in 2019 [39] for the production of wax esters, i.e., long chain esters obtained by esterification of fatty acids with fatty alcohols, which are widely used in the pharmaceutical and cosmetic industry for their non-toxicity and excellent wetting behavior. Lipases are obtained by solid state fermentation of R. miehei from babassu cake, and acidulated soapstock from soybean oil and palm fatty acid distillate were employed as fatty acid source. Esterification was conducted in a solvent-free system, and the alcohol (cetyl or oleyl alcohol) was supplied with a molar ratio 1:1 to fatty acids. Using soapstock, conversion to wax esters with oleyl and cetyl alcohols, after 24 h at 50 °C, was 81% and 79%, respectively. Tests for catalyst reusability were also conducted and lipase was efficiently reused for five batches.
Another interesting application is the production of β-carotene from the yeast Rhodotorula rubra [64]. Soapstock is used together with glucose as carbon source for growing yeast. The highest carotene concentration in the culture (about 2.33 g/L) was recorded after 96 h, with a yield of carotenoids production 5.27 times higher with respect to the sole glucose. After 4 d, 81% of the initial fatty acids were consumed by the cells. The details of process intensification will be described in Section 4.
Epoxide derivatives of fatty acids and triacylglycerols are attracting the attention of the oleochemical industry because they have recently found industrial applications as biodegradable plasticizers for polyvinyl chloride. In addition, epoxidized fatty acids can be used as diluents for paints, intermediates for polyurethane-polyol production, corrosion protecting agents and additives for lubricating oils [65,66]. The only method applied on industrial scale for the epoxidation of fatty acids and oils is the Prilezhaev reaction, in which a peroxycarboxylic acid, which is generally produced in situ by reaction of the corresponding acid with hydrogen peroxide in the presence of a strong mineral acid, adds a single oxygen atom to each C=C double bond of the fatty acid chains. However, this chemical method for epoxidation has some disadvantages. Firstly, side reactions occur, mainly via oxirane ring opening, leading to diols, hydroxyesters, estolides, and other dimers. As a result, the selectivity of this process never exceeds 80%. Moreover, the presence of a strong acid in an oxidative environment can cause equipment corrosion. Finally, the acid must be recycled or neutralized before being discharged into the environment [65].
The same epoxidation reaction can be achieved also by enzymatic catalysis. The capability of certain lipases to catalyze the perhydrolysis (i.e., lysis by hydrogen peroxide) of carboxylic acids or corresponding esters, hence forming peroxycarboxylic acids, in aqueous hydrogen peroxide solutions was patented by Clorox co. in the late eighties. In 1990, Björkling et al. [67] reported the generation of peracids mediated by Novozym 435 for the first time. Subsequently, the same group showed that the lipase-mediated synthesis of peracids from carboxylic acids and hydrogen peroxide can be used to perform in situ epoxidation of alkenes and for the Baeyer-Villiger reaction [68]. A few years later, Warwel et al. [69] described that when unsaturated fatty acids or their esters are treated with hydrogen peroxide in the presence of Novozym 435, epoxidized derivatives are obtained. Very recently, we employed this enzyme-promoted epoxidation to convert commercial oleic acid into 9,10-dihydroxystearic acid by intermediate oxirane opening. The diol derivative was then submitted to chemical oxidative cleavage to afford azelaic and pelargonic acid [70].
This chemo-enzymatic process involves a two-step synthesis: the biocatalyst acts as a perhydrolase to produce peracids, and then the resulting unsaturated peroxy- or carboxylic acids are epoxidized via an uncatalyzed Prilezhaev reaction that is often referred to as “self-epoxidation” reaction [65]. The active site of lipases is formed by a catalytic triad composed of Ser-Asp/Glu-His residues, and perhydrolysis presumably occurs with the nucleophilic attack at the carbonyl group of the substrate by the hydroxy residue of serine, resulting in the formation of an acyl-enzyme intermediate stabilized by an oxyanion hole. In a perhydrolysis reaction, hydrogen peroxide acts as the nucleophile instead of water in the deacylation step of the acyl-enzyme intermediate, inducing the release of the peroxycarboxylic acid and the regeneration of the catalytic site. Other authors proposed that peracid could also be formed by direct attack of hydrogen peroxide on carboxyl group without the formation of the acyl-enzyme intermediate. In this mechanism, the catalytic serine is involved as hydrogen bond donor to stabilize the carbonyl oxygen of the carboxylic acid [66,71].
The enzymatic epoxidation of the unsaturated fatty acids of soapstock was investigated by Mashhadi et al. [72] in a solvent- free system, using a commercial C. rugosa lipase in a stirred-tank bioreactor and in a micro-channel bioreactor. The results indicate that only about 24% of the theoretical oxirane oxygen content was experimentally obtained in the stirred-tank bioreactor when operated in the batch mode. A comparison between batch and continuous mode, done under the same reaction conditions (36 °C, initial pH 6.5, and H2O2/C=C molar ratio 1:1 for 30 min) showed a 2.8-fold higher yield with the latter configuration. The improvement was ascribed to the increased mass transport and decreased biocatalyst deactivation in the flow reactor. Further details will be discussed in Section 4.
4. Enzymatic Manipulation of Soapstock in Continuous-Flow Mode: Reactors Configurations and Processes
As illustrated before, the most investigated valorization of soapstock is represented by its conversion into biodiesel. This production is required at a large scale, and benefits from the widespread availability (generally 6% v/v of total refined vegetable oil production) [1,4] and low price of this kind of by-product. The enzymatic treatments of soapstock described here (for biodiesel, as well as for fine chemicals synthesis) could more advantageously meet large scale and high productivity by means of continuous-flow reactors. The principles of flow chemistry have been applied also to biocatalysis very successfully, and many papers and reviews have been published concerning the matter, especially connected to lipase-mediated reactions for biodiesel production [73,74,75,76,77,78].
Actually, due to their robustness, lipases were the first enzymes to be investigated for immobilization and flow applications [79]. As it has been already described in Section 3.1.2 among the examples of enzymatic transesterification, Choi et al. in 2016 [42] selected the immobilized lipase Lipozyme TL to perform the reaction under continuous-flow conditions, with the aim of shortening reaction time and providing a continuous separation of products from the biocatalyst. The authors employed a small-scale packed bed reactor composed of a 5.1 cm-long stainless-steel tube with an inner diameter of 0.48 cm, packed with approximately 0.5 g of Lipozyme TL IM. By running multiple reaction cycles, the authors observed that washing enzyme with ethanol before the following cycle significantly increased transesterification conversion. This operation was enabled by the use of a packed column, without the need of separating and reloading the enzyme at any cycle: continuous-flow operations proved fundamental in cyclic operations when reactions and bed-washing stages need to be alternated. The intermittent washing of the biocatalyst with ethanol helped glycerol removal, increasing the half-life of the enzyme and allowing operational stability for up to 45 cycles.
Instead of using immobilized lipases for running esterification reaction in continuous-flow, Soares et al. in 2013 [36] prepared a solid catalyst by solid-state fermentation of lipase-producing B. cepacia (see Section 3.1.1) and loaded 12 g in a 2.7 cm ID (internal diameter) column to obtain a bed-length of 16 cm. According to the authors, this was the first example of FFAs esterification conducted in a reactor packed with lipase prepared via solid-state fermentation. To demonstrate the efficiency of packed-bed process, with the same ratio of fermented solid to fatty acids (12% w/w), the esterification reaction was run under both batch conditions in shake flasks and continuous-flow conditions in the packed-bed reactor, obtaining with the former a conversion of 84% after 74 h, and achieving the same conversion after only 43 h with the latter. As it has been already explained in Section 3.1.1, in optimized conditions the use packed-bed bioreactor gave 92% conversion in 31 h at 50 °C. When the packed-bed reactor was reused in successive 48 h esterification reactions, conversions of over 84% of the fatty acids to esters were maintained for five cycles at 50 °C and for six cycles at 45 °C.
The epoxides synthesis proposed by Mashhadi et al. in 2018 [72], already introduced in Section 3.3, had implications concerning process issues. In the report, the epoxidation reaction was first tested in a stirred-tank reactor (a 50 mL cylindrical glass reactor): in a batch mode by adding all of the required hydrogen peroxide at the beginning of the reaction, and under semi-batch conditions by adding hydrogen peroxide dropwise at a rate of 0.3 mL/min. Afterwards, continuous-flow conditions were tested running the reaction in a microreactor, consisting in two adjustable syringe pumps for dispensing separately organic and aqueous phase in a T-junction followed by a 100 cm-long channel with an internal diameter of 0.8 mm. The reactor temperature was controlled by a thermostatic chamber. The enzyme, a commercial lipase from C. rugosa, was used in its free form and mixed to the organic phase. In particular, before the reaction, 60 mg of C. rugosa lipase were dissolved in 20 g of a pH-adjusted soapstock (pH 6.5, adjusted with 2 M hydrochloric acid) and then the components mixed at 150 rpm for 30 min. This pre-treatment of the enzyme had an important role in stabilizing it during the epoxidation reaction.
Batch conditions afforded 24% epoxidation yield, while, in the semi-batch mode, hydrogen peroxide inhibition demonstrated to be less detrimental, with a yield increase to 40%. The best results were obtained with the microchannel reactor providing a yield of 68%. Observing the beneficial effects of running the epoxidation reaction in this microdevice (this biphasic, exothermic reaction clearly took advantage of the enhancement of mass and heat transfer inside the channel), the authors improved the system by a statistical approach by analysis of variance (ANOVA), with the aim of finding the optimal reaction parameters: a final yield of 85% could be achieved at 36 °C, with a molar ratio of H2O2 to C=C bonds of 1.61 and a flowrate of 43 mL/h.
A process intensification study for β-carotene production, although not in continuous conditions, was carried out by Alipour et al. in 2017 [64] by fermentation from soapstock, as already introduced in Section 3.2. After demonstrating the efficiency of the process, the authors designed an airlift photobioreactor where cells were entrapped in natural loofa sponge. The reactor consisted of a vertical glass column (6 cm ID, 25 cm height) containing an inner tube of 3.75 cm diameter for air flowing. The system was also equipped with 120 small white LED lamps distributed around the bioreactor. A thermostatic chamber was used to keep the temperature constant at 30 °C. The column was filled with pieces of loofa sponge and R. rubra was grown directly inside the reactor, entrapped in the sponge to provide a supported solid catalyst. The design and use of this airlift bioreactor were justified by the uniform distribution of energy due to air recirculation. Furthermore, the lack of an agitation system brought technical advantages, like simplicity of construction and low power consumption. The system was further studied by means of statistical tools in order to optimize the operative conditions. In this way, a final β-carotene productivity of 22.65 mg/gcell/day could be reached.
5. Conclusions and Future Prospects
Soapstock, obtained as a by-product during the neutralization step of vegetable oil refining process, is a valuable source of saturated and unsaturated fatty acids, according to the botanical origin of the starting seeds.
Literature results on the enzymatic hydrolysis of soapstock are very encouraging. Further investigations are needed to find other more effective enzymes capable of catalyzing the reaction without any specific soapstock pretreatment. Some enzymatic mixtures are already commercially available for the purpose, which require only a mild acidification of starting soapstock to pH 5.0 with phosphoric acid [80]. This approach would favor the integration of enzymatic hydrolysis into vegetable oil refining process, with the advantage of increasing the FFA percentage in the final product, avoiding the generation of high volume of wastewater rich in sulfates/chlorides, and increasing the sustainability of the whole process. However, at the industrial level, the evaluation of costs and benefits for the transition from chemicals to enzymes is rather slow. Many aspects are to be carefully considered: on one side (i) the modification of the production plant to substitute acid treatment with enzymatic hydrolysis; (ii) enzyme costs; (iii) the real possibility to find a market for the acid oils produced with increased enrichment in FFAs; on the other side (iv) the reduction of the volume of acidic wastewater and of the related content of sulfates/chlorides, resulting in lower waste disposal costs; and (v) the increased earnings due to the transformation of acid oils into a higher quality material [81].
The valorization of soapstock represents another recommended strategy to increase the sustainability of the refining process, by both reducing the amount of waste, and promoting the preparation of useful chemicals from renewable feedstocks. The market of vegetable seed oil is a key feature of the Italian and European economy. In 2019/2020 (from June to July) [82], the total production of vegetable seed oils in EU reached nearly 18,000 thousand metric tons. Since soapstock corresponds to about 6 vol% of refined crude oil, it can be inferred that 1000 thousand metric tons have been available in Europe during this period. It is advisable to develop effective methods to exploit this huge quantity as bio-based starting material, in order to give a second chance to the chemical richness (carbon-carbon single and double bonds, carboxylic moieties) introduced by Nature in their structures.
Biodiesel production from soapstock (as from other by-products of crude oil refining rich in FFAs) seems to be a good strategy to achieve its valorization, in order to avoid first-generation feedstock. Due to the heterogeneity of its components, it is necessary to pretreat soapstock by acidification (splitting to obtain oleins or acid oil) or by either chemical or enzymatic hydrolysis of triglycerides, before esterification of free fatty acids. The transesterification route requires to dry the sample to avoid competing hydrolysis, and it is normally followed by esterification of FFAs. In any case, a final distillation step is often required to obtain good quality biodiesel.
Interesting results have been obtained in the use of soapstock as nutrient for the industrial of lipases, some of the most robust and exploited enzymes in preparative applications.
The use of soapstock as a source of FFAs for the synthesis of fine chemicals is to be further investigated to expand the variety of products that can be obtained. The possibility to prepare other biodegradable surfactants [83], monomers for bio-based biodegradable new-generation polymers [84,85], and additives for the cosmetic industry [86,87,88] has to be carefully investigated.
Author Contributions
Investigation and data curation, B.C., E.B., F.P., D.T., F.T.; writing original draft, B.C., F.T.; writing review and editing, B.C., E.B., F.P., D.T., F.T.; funding acquisition, E.B., D.T. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Fondazione Cariplo—INNOVHUB, project SOAVE (Seed and vegetable Oils Active Valorization through Enzymes), grant number 2017–1015.
Acknowledgments
Giuseppe Di Lecce (Oleificio Zucchi, Cremona, Italy) is kindly acknowledged for fruitful discussions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Haas, M.J. Improving the economics of biodiesel production through the use of low value lipids as feedstocks: Vegetable oil soapstock. Fuel Process. Technol. 2005, 86, 1087–1096. [Google Scholar] [CrossRef]
- Dumont, M.-J.; Narine, S.S. Soapstock and deodorizer distillates from North American vegetable oils: Review on their characterization, extraction and utilization. Food Res. Int. 2007, 40, 957–974. [Google Scholar] [CrossRef]
- Haas, M.J.; Scott, K.M. Combined nonenzymatic-enzymatic method for the synthesis of simple alkyl fatty acid esters from soapstock. J. Am. Oil Chem. Soc. 1996, 73, 1393–1401. [Google Scholar] [CrossRef]
- Bart, J.C.J.; Palmeri, N.; Cavallaro, S. Biodiesel Science and Technology, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2010. [Google Scholar]
- Wakelyn, P.J.; Waan, P. Food industry-solvents for extraction. In Handbook of Solvents, 3rd ed.; Wypych, G., Ed.; ChemTec Publishing: Toronto, ON, Canada, 2019; Volume 2, pp. 981–982. [Google Scholar]
- Lin, C.-Y.; Lin, Y.-W. Fuel characteristics of biodiesel produced from a high-acid oil from soybean soapstock by supercritical-methanol transesterification. Energies 2012, 5, 2370–2380. [Google Scholar] [CrossRef]
- Wang, Z.-M.; Lee, J.-S.; Park, J.-Y.; Wu, C.-Z.; Yuan, Z.-H. Novel biodiesel production technology from soybean soapstock. Korean J. Chem. Eng. 2007, 24, 1027–1030. [Google Scholar] [CrossRef]
- Sikora, A. The European Green Deal-legal and financial challenges of the climate change. ERA Forum 2021, 21, 681–697. [Google Scholar] [CrossRef]
- Cherubini, F. The biorefinery concept: Using biomass instead of oil for producing energy and chemicals. Energy Convers. Manag. 2010, 51, 1412–1421. [Google Scholar] [CrossRef]
- Abdelmoez, W.; Mostafa, N.A.; Mustafa, A. Utilization of oleochemical industry residue as substrates for lipase production for enzymatic sunflower oil hydrolysis. J. Clean. Prod. 2013, 59, 290–297. [Google Scholar] [CrossRef]
- Brunner, K.; Frische, R.; Kilian, D. Method for Enzymatic Splitting of Oils and Fats. U.S. Patent 2002/0197687A1, 26 December 2002. [Google Scholar]
- Haas, M.J.; Cichowicz, D.J.; Jun, W.; Scott, K. The enzymatic hydrolysis of triglyceride-phospholipid mixtures in an organic solvent. J. Am. Oil Chem. Soc. 1995, 72, 519–525. [Google Scholar] [CrossRef]
- Barnebey, H.L.; Brown, A.C. Continuous fat splitting plants using the Colgate-Emery process. J. Am. Oil. Chem. Soc. 1948, 25, 95–99. [Google Scholar] [CrossRef]
- Kempers, P.; Schőrken, U.; Wolf, T.; Sato, S.; Bueno de Almdeida, W.; Bizzarri, P.S.; Araujo, A.S. Process for Production of Fatty Acids, Fatty Acid Esters and Sterolesters from Soapstock. U.S. Patent 8426622B2, 23 April 2013. [Google Scholar]
- Santos, L.D.F.; Coutinho, J.A.P.; Ventura, S.P.M. From Water-in-Oil to Oil-in-Water Emulsions to Optimize the Production of Fatty Acids Using Ionic Liquids in Micellar Systems. Biotechnol. Prog. 2015, 31, 1473–1480. [Google Scholar] [CrossRef] [PubMed]
- Noor, I.M.; Hasan, M.; Ramachandran, K.B. Effect of operating variables on the hydrolysis rate of palm oil by lipase. Process Biochem. 2003, 39, 13–20. [Google Scholar] [CrossRef]
- Freitas, L.; Bueno, T.; Perez, V.H.; Santos, J.C.; de Castro, H.F. Enzymatic hydrolysis of soybean oil using lipase from different sources to yield concentrated of polyunsaturated fatty acids. World J. Microbiol. Biotechnol. 2007, 23, 1725–1731. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Jin, Q.; Shan, L.; Liu, Y.; Shen, W.; Wang, X. The effect of ultrasound on lipase-catalyzed hydrolysis of soy oil in solvent-free system. Ultrason. Sonochem. 2008, 15, 402–407. [Google Scholar] [CrossRef]
- Mahlia, T.M.I.; Syazmi, Z.A.H.S.; Mofijur, M.; Pg Abas, A.E.; Bilad, M.R.; Ong, H.C.; Silitonga, A.S. Patent landscape review on biodiesel production: Technology updates. Renew. Sustain. Energy Rev. 2020, 118, 109526. [Google Scholar] [CrossRef]
- Mahmudul, H.M.; Hagos, F.Y.; Mamat, R.; Abdul Adam, A.; Ishak, W.F.W.; Alenezi, R. Production, characterization and performance of biodiesel as an alternative fuel in diesel engines—A review. Renew. Sustain. Energy Rev. 2017, 72, 497–509. [Google Scholar] [CrossRef]
- Santori, G.; Di Nicola, G.; Moglie, M.; Polonara, F. A review analyzing the industrial biodiesel production practice starting from vegetable oil refining. Appl. Energy 2012, 92, 109–132. [Google Scholar] [CrossRef]
- Singh, D.; Sharma, D.; Soni, S.L.; Sharma, S.; Sharma, P.K.; Jhalani, A. A review on feedstocks, production processes, and yield for differentgenerations of biodiesel. Fuel 2020, 262, 116553. [Google Scholar] [CrossRef]
- Tabatabaei, M.; Aghbashlo, M.; Dehhaghi, M.; Panahi, H.K.S.P.; Mollahosseini, A.; Hosseini, M.; Soufiyan, M.M. Reactor technologies for biodiesel production and processing: A review. Prog. Energy Combust. Sci. 2019, 74, 239–303. [Google Scholar] [CrossRef]
- Tran, D.-T.; Chang, J.-S.; Lee, D.-J. Recent insights into continuous-flow biodiesel production via catalytic and non-catalytic transesterification processes. Appl. Energy 2017, 185, 375–409. [Google Scholar] [CrossRef]
- Verma, P.; Sharma, M.P. Review of process parameters of biodiesel production from different feedstocks. Renew. Sustain. Energy Rev. 2016, 62, 1063–1071. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Ong, H.C.; Mahlia, T.M.I.; Masjuki, H.H.; Badruddin, I.A.; Fayaz, H. Non-edible vegetable oils: A critical evaluation of oil extraction, fatty acid compositions, biodiesel production, characteristics, engine performance and emissions production. Renew. Sustain. Energy Rev. 2013, 18, 211–245. [Google Scholar] [CrossRef]
- Ong, H.C.; Silitongs, A.S.; Masjuki, H.H.; Mahlia, T.M.I.; Chong, W.T.; Boosroh, M.H. Production and comparative fuel properties of biodiesel from non-edible oils: Jatropha curcas, Sterculia foetida and Ceiba pentandra. Energy Convers. Manag. 2013, 73, 245–255. [Google Scholar] [CrossRef]
- Fonseca, J.M.; Teleken, J.G.; de Cinque Almeida, V.; da Silva, C. Biodiesel from waste frying oils: Methods of production and purification. Energy Convers. Manag. 2019, 184, 205–218. [Google Scholar] [CrossRef]
- Moazeni, F.; Chen, Y.-C.; Zhang, G. Enzymatic transesterification for biodiesel production from used cooking oil, a review. J. Clean. Prod. 2019, 216, 117–128. [Google Scholar] [CrossRef]
- Goh, B.H.H.; Ong, H.C.; Cheah, M.Y.; Chen, W.-H.; Yu, K.L.; Mahlia, T.M. I Sustainability of direct biodiesel synthesis from microalgae biomass: A critical review. Renew. Sustain. Energy Rev. 2019, 107, 59–74. [Google Scholar] [CrossRef]
- Echim, C.; Verhé, R.; De Greyt, W.; Stevens, C. Production of biodiesel from side-stream refining products. Energy Environ. Sci. 2009, 2, 1131–1141. [Google Scholar] [CrossRef]
- Pilot-Rodriguez, R.; Melo, E.A.; Goyos-Pérez, L.; Verhelst, S. Conversion of by-products from the vegetable oil industry into biodiesel and its use in internal combustion engines: A review. Braz. J. Chem. Eng. 2014, 31, 287–301. [Google Scholar] [CrossRef]
- Sato, S.; Bueno de Almeida, W.; Araujo, A.S. Biodiesel Production from Soapstock. U.S. Patent 2008/0118961 A1, 22 May 2008. [Google Scholar]
- Shao, P.; Meng, X.; He, J.; Sun, P. Analysis of immobilized Candida rugosa lipase catalyzed preparation of biodiesel from rapeseed soapstock. Food Bioprod. Process. 2008, 86, 283–289. [Google Scholar] [CrossRef]
- Cruz, M.; Pinho, S.C.; Mota, R.; Almeida, M.F.; Dias, J.M. Enzymatic esterification of acid oil from soapstocks obtained in vegetable oil refining: Effect of enzyme concentration. Renew. Energy 2018, 124, 165–171. [Google Scholar] [CrossRef]
- Soares, D.; Pinto, A.F.; Gonçalves, A.G.; Mitchell, D.A.; Krieger, N. Biodiesel production from soybean soapstock acid oil by hydrolysis in subcritical water followed by lipase-catalyzed esterification using a fermented solid in a packed-bed reactor. Biochem. Eng. J. 2013, 81, 15–23. [Google Scholar] [CrossRef]
- Soares, D.; da Silva Serres, J.D.; Corazza, M.L.; Mitchell, D.A.; Gonçalves, A.G.; Krieger, N. Analysis of multiphasic behavior during the ethyl esterification of fatty acids catalyzed by a fermented solid with lipolytic activity in a packed-bed bioreactor in a closed-loop batch system. Fuel 2015, 159, 364–372. [Google Scholar] [CrossRef]
- Botton, V.; Piovan, L.; Meier, H.F.; Mitchell, D.A.; Cordova, J.; Krieger, N. Optimization of biodiesel synthesis by esterification using fermented solid produced by Rhizopus microspores on sugarcane bagasse. Bioproc. Biosyst. Eng. 2018, 41, 573–583. [Google Scholar] [CrossRef] [PubMed]
- Aguieiras, E.C.G.; Papadaki, A.; Mallouchos, A.; Mandala, I.; Sousa, H.; Freire, D.M.G.; Koutinas, A.A. Enzymatic synthesis of bio-based wax esters from palm and soybean fatty acids using crude lipases produced on agricultural residues. Ind. Crop. Prod. 2019, 139, 111499. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, X. Enzymatic synthesis of fatty acid ethyl esters by utilizing camellia oil soapstocks and diethyl carbonate. Bioresour. Technol. 2011, 102, 10173–10179. [Google Scholar] [CrossRef]
- Su, E.; Wei, D. Improvement in biodiesel production from soapstock oil by one-stage lipase catalyzed methanolysis. Energy Convers. Manag. 2014, 88, 60–65. [Google Scholar] [CrossRef]
- Choi, N.; Kim, Y.; Lee, J.-S.; Kwak, J.; Lee, J.; Kim, I.-H. Synthesis of fatty acid ethyl ester from acid oil in a continuous reactor via an enzymatic transesterification. J. Am. Oil. Chem. Soc. 2016, 93, 311–318. [Google Scholar] [CrossRef]
- Putri, D.N.; Khootama, A.; Perdani, M.S.; Utami, T.S.; Hermansyah, H. Optimization of Aspergillus niger lipase production by solid state fermentation of agro-industrial waste. Energy Rep. 2020, 6, 331–335. [Google Scholar] [CrossRef]
- Utami, T.S.; Hariyani, I.; Alamsyah, G.; Hermansyah, H. Production of dry extract extracellular lipase from Aspergills niger by solid state fermentation method to catalyze biodiesel synthesis. Energy Procedia 2017, 136, 41–46. [Google Scholar] [CrossRef]
- Salihu, A.; Alam, M.Z.; AbdulKarim, M.I.; Salleh, H.M. Lipase production: An insight in the utilization of renewable agricultural residues. Resour. Conserv. Recycl. 2012, 58, 36–44. [Google Scholar] [CrossRef]
- Bharathi, D.; Rajalakshmi, G. Microbial lipases: An overview of screening, production and purification. Biocatal. Agric. Biotechnol. 2019, 22, 101368. [Google Scholar] [CrossRef]
- Corzo, G.; Revah, S. Production and characteristics of the lipase from Yarrowia lipolytica 681. Bioresour. Technol. 1999, 70, 173–180. [Google Scholar] [CrossRef]
- Boekema, B.K.H.L.; Beselin, A.; Breuer, M.; Hauer, B.; Koster, M.; Rosenau, F.; Jaeger, K.-E.; Tommassen, J. Hexadecane and Tween 80 Stimulate Lipase Production in Burkholderia glumae by Different Mechanisms. Appl. Environ. Microbiol. 2007, 73, 3838–3844. [Google Scholar] [CrossRef] [PubMed]
- Hesseltine, C.W.; Koritala, S. Screening of industrial micro-organisms for growth on soybean soapstock. Process Biochem. 1987, 22, 9–12. [Google Scholar]
- Davranov, K.D.; Gulyamova, K.A.; Alimova, B.K.; Turapova, N.M. Enzymatic Utilization of Cotton Oil Soap Stock. Appl. Biochem. Microbiol. 2000, 36, 19–22. [Google Scholar] [CrossRef]
- Damaso, M.C.T.; Passianoto, M.A.; de Freitas, S.C.; Freire, D.M.G.; Lago, R.C.A.; Couri, S. Utilization of agroindustrial residues for lipase production by solid-state fermentation. Braz. J. Microbiol. 2008, 39, 676–681. [Google Scholar] [CrossRef] [PubMed]
- Silveira, E.A.; Tardioli, P.W.; Farinas, C.S. Valorization of Palm Oil Industrial Waste as Feedstock for Lipase Production. Appl. Biochem. Biotechnol. 2016, 179, 558–571. [Google Scholar] [CrossRef]
- Dobrev, G.; Zhekova, B.; Dobreva, V.; Strinska, H.; Doykina, P.; Krastanov, A. Lipase biosynthesis by Aspergillus carbonarius in a nutrient medium containing products and byproducts from the oleochemical industry. Biocatal. Agric. Biotechnol. 2015, 4, 77–82. [Google Scholar] [CrossRef]
- Fernandez-Perez, M.; Otero, C. Enzymatic synthesis of amide surfactants from ethanolamine. Enzyme Microb. Technol. 2001, 28, 527–536. [Google Scholar] [CrossRef]
- Gruninger, J.; Delavault, A.; Ochsenreither, K. Enzymatic glycolipid surfactant synthesis from renewables. Process Biochem. 2019, 87, 45–54. [Google Scholar] [CrossRef]
- Hidayat, C.; Fitria, K.; Supriyanto; Hastuti, P. Enzymatic synthesis of bio-surfactant fructose oleic ester using immobilized lipase on modified hydrophobic matrix in fluidized bed reactor. Agric. Agric. Sci. Procedia 2016, 9, 353–362. [Google Scholar] [CrossRef]
- Maugard, T.; Remaud-Simeon, M.; Petre, D.; Monsan, P. Enzymatic amidification for the synthesis of biodegradable surfactants: Synthesis of N-acylated hydroxylated amines. J. Mol. Catal. B Enzym. 1998, 5, 13–17. [Google Scholar] [CrossRef]
- Moràn, M.d.C.; Pinazo, A.; Pérez, L.; Clapés, P.; Pons, R.; Infante, M.R. Enzymatic synthesis and physicochemical characterization of glycero arginine-based surfactants. C. R. Chim. 2004, 7, 169–176. [Google Scholar] [CrossRef]
- Sharma, J.; Batovska, D.; Kuwamori, Y.; Asano, Y. Enzymatic chemoselective synthesis of secondary-amide surfactant from N-methylethanol amine. J. Biosci. Bioeng. 2005, 100, 662–666. [Google Scholar] [CrossRef] [PubMed]
- Viklund, F.; Hult, K. Enzymatic synthesis of surfactants based on polyethylene glycol and stearic or 12-hydroxystearic acid 2004. J. Mol. Catal. B Enzym. 2004, 27, 51–53. [Google Scholar] [CrossRef]
- Shabtai, Y. Production of exopolysaccharides by Acinetobacter strains in a controlled fed-batch fermentation process using soap stock oil (SSO) as carbon source. Int. J. Biol. Macromol. 1990, 12, 145–152. [Google Scholar] [CrossRef]
- Benincasa, M.; Contiero, J.; Manresa, M.A.; Moraes, I.O. Rhamnolipid production by Pseudomonas aeruginosa LBI growing on soapstock as the sole carbon source. J. Food Eng. 2002, 54, 283–288. [Google Scholar] [CrossRef]
- Benincasa, M.; Accorsini, F.R. Pseudomonas aeruginosa LBI production as an integrated process using the wastes from sunflower-oil refining as a substrate. Bioresour. Technol. 2008, 99, 3843–3849. [Google Scholar] [CrossRef]
- Alipour, S.; Habibi, A.; Taavoni, S.; Varmira, K. β-carotene production from soap stock by loofa-immobilized Rhodotorula rubra in an airlift photobioreactor. Process Biochem. 2017, 54, 9–19. [Google Scholar] [CrossRef]
- Aouf, C.; Durand, E.; Lacomte, J.; Figueroa-Espinoza, M.-C.; Dubreucq, E.; Fulcrand, H.; Villaneuve, P. The use of lipases as biocatalysts for the epoxidation of fatty acids and phenolic compounds. Green Chem. 2014, 16, 1740–1754. [Google Scholar] [CrossRef]
- Wang, X.; Tang, Q.; Popowicz, G.M.; Yang, B.; Wang, Y. A mechanistic study into the epoxidation of carboxylic acid and alkene in a mono, di-acylglycerol lipase. Biochem. Biophys. Res. Commun. 2015, 460, 392–396. [Google Scholar] [CrossRef] [PubMed]
- Bjorkling, F.; Godtfredse, S.E.; Kirk, O. Lipase-mediated Formation of Peroxycarboxylic Acids used in Catalytic Epoxidation of Alkenes. J. Chem. Soc. Chem. Commun. 1990, 19, 1301–1303. [Google Scholar] [CrossRef]
- Chaveza, G.; Hatti-Kaul, R.; Sheldon, R.A.; Mamo, G. Baeyer–Villiger oxidation with peracid generated in situ by CaLB-CLEA catalyzed perhydrolysis. J. Mol. Catal. B Enzym. 2013, 89, 67–72. [Google Scholar] [CrossRef]
- Warwel, S.; Klaas, M.R. Chemo-enzymatic epoxidation of unsaturated carboxylic acids. J. Mol. Catal. B Enzym. 1995, 1, 29–35. [Google Scholar] [CrossRef]
- Brenna, E.; Colombo, D.; Di Lecce, G.; Gatti, F.G.; Ghezzi, M.C.; Tentori, F.; Tessaro, D.; Viola, M. Conversion of oleic acid into azelaic and pelargonic acid by chemo-enzymatic route. Molecules 2020, 25, 1882. [Google Scholar] [CrossRef]
- Bugg, T.D.H. Diverse catalytic activities in the αβ-hydrolase family of enzymes: Activation of H2O, HCN, H2O2, and O2. Bioorg. Chem. 2004, 32, 367–375. [Google Scholar] [CrossRef]
- Mashhadi, F.; Habibi, A.; Varmira, K. Enzymatic production of green epoxides from fatty acids present in soapstock in a microchannel bioreactor. Ind. Crop. Prod. 2018, 113, 324–334. [Google Scholar] [CrossRef]
- Budžaki, S.; Miljić, G.; Tišma, M.; Sundaram, S.; Hessel, V. Is there a future for enzymatic biodiesel industrial production in microreactors? Appl. Energy 2017, 201, 124–134. [Google Scholar] [CrossRef]
- Gong, H.; Gao, L.; Nie, K.; Wang, M.; Tan, T. A new reactor for enzymatic synthesis of biodiesel from waste cooking oil: A static-mixed reactor pilot study. Renew. Energy 2020, 154, 270–277. [Google Scholar] [CrossRef]
- Natarajan, Y.; Nabera, A.; Salike, S.; Tamilkkuricil, V.D.; Pandian, S.; Karuppan, M.; Appusamy, A. An overview on the process intensification of microchannel reactors for biodiesel production. Chem. Eng. Process. 2019, 136, 163–176. [Google Scholar] [CrossRef]
- Šalić, A.; Tušek, A.J.; Sander, A.; Zelić, B. Lipase catalyzed biodiesel synthesis with integrated glycerol separation in continuously operated microchips connected in series. New Biotechnol. 2018, 47, 80–88. [Google Scholar] [CrossRef] [PubMed]
- Santana, H.S.; Silva, J.L., Jr.; Taranto, O.P. Development of microreactors applied on biodiesel synthesis: From experimental investigation to numerical approaches. J. Ind. Eng. Chem. 2019, 69, 1–12. [Google Scholar] [CrossRef]
- Cavalcante, F.T.T.; Neto, F.S.; de Aguiar Falcão, I.R.; da Silva Souza, J.E.; de Moura Junior, L.S.; da Silva Sousa, P.; Rocha, T.G.; de Sousa, I.G.; de Lima Gomes, P.H.; de Souza, M.C.M.; et al. Opportunities for improving biodiesel production via lipase catalysis. Fuel 2020, 288, 119577. [Google Scholar] [CrossRef]
- Itabaiana, I., Jr.; de Matiz e Miranda, L.S.; de Souza, R.O.M.A. Towards a continuous flow environment for lipase-catalyzed reactions. J. Mol. Catal. B Enzym. 2013, 85-86, 1–9. [Google Scholar] [CrossRef]
- Feedstock Flexibility for Your Biodiesel Plant—with Eversa® Transform. Available online: https://www.novozymes.com/en/advance-your-business/food-and-beverage/vegetable-oils-processing/biodiesel (accessed on 20 December 2020).
- Oleificio Zucchi; (Cremona, Italy). Private communication, 2020.
- EU Oilseeds Report Annual 2020. Available online: https://apps.fas.usda.gov/newgainapi/api/Report/DownloadReportByFileName?fileName=Oilseeds%20and%20Products%20Annual_Vienna_European%20Union_04-01-2020 (accessed on 20 December 2020).
- Li, X.; Hai, Y.-W.; Ma, D.; Chen, J.; Banwell, M.G.; Lan, P. Fatty acid ester surfactants derived from raffinose: Synthesis, characterization and structure-property profiles. J. Colloid Interface Sci. 2019, 556, 616–627. [Google Scholar] [CrossRef]
- Piccini, M.; Leak, D.J.; Chuck, C.J.; Buchard, A. Polymers from sugars and unsaturated fatty acids: ADMET polymerisation of monomers derived from D-xylose, D-mannose and castor oil. Polym. Chem. 2020, 11, 2681–2691. [Google Scholar] [CrossRef]
- Wang, Z.; Ganewatta, M.S.; Tang, C. Sustainable polymers from biomass: Bridging chemistry with materials and processing. Prog. Polym. Sci. 2020, 101, 101197. [Google Scholar] [CrossRef]
- Ćorović, M.; Milivojević, A.; Simović, M.; Banjanac, K.; Pjanović, R.; Bezbradica, D. Enzymatically derived oil-based L-ascorbyl esters: Synthesis, antioxidant properties and controlled release from cosmetic formulations. Sustain. Chem. Pharm. 2020, 15, 100231. [Google Scholar] [CrossRef]
- Zhang, W.; Lee, J.-H.; Younes, S.H.H.; Tonin, F.; Hagedoorn, P.-L.; Pichler, H.; Baeg, Y.; Park, J.-B.; Kourist, R.; Hollmann, F. Photobiocatalytic synthesis of chiral secondary fatty alcohols from renewable unsaturated fatty acids. Nat. Commun. 2020, 11, 2258. [Google Scholar] [CrossRef] [PubMed]
- Murcia, M.D.; Serrano-Arnaldos, M.; Ortega-Requena, S.; Máximo, F.; Bastida, J.; Montiel, M.C. Optimization of a sustainable biocatalytic process for the synthesis of ethylhexyl fatty acids esters. Catal. Today 2020, 346, 98–105. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).