3.2.1. Enhancement of Interaction between Bio-Char and Slag by Ash Composition Modification
Our previous research demonstrated that the interaction between bio-char and slag was poor compared to the interaction between coke and slag [
9]. It was reported that the content and chemical composition of minerals in the carbonaceous substrate can change the chemical composition of slag and affect interactions [
4]. Hence, the content and chemical composition of ash in bio-char has been modified in some of our tensiometer experiments to explore a proper approach for improving interactions between slag and bio-char (see
Table 9). The slag used in HSBC-slag is the same slag used to prepare the slag disc. Ash content in typical metallurgical coke is about 10 wt.%, and that of the studied slow pyrolysis bio-char (HSBC) is approximately 2 wt.% (see
Table 5). Thus, adding 10 wt.% of Fe(NO
3)
3 or slag to the HSBC sample will result in an ash content value closer to that of coke.
Our previous study also showed that the crystallinity and graphitization degrees of coke are higher than those of bio-char [
9]. The greater interaction of coke may be due to its higher crystallinity. Note that in order to make the reactive properties of bio-char similar to metallurgical coke, the degree of crystallinity and structural order of bio-char may have to be increased. It was reported that the carbon’s structural order in woody material can be increased by Fe catalysts during high-temperature pyrolysis [
10,
11]. Since a high temperature was employed during our tensiometer tests, Fe may induce crystallization of bio-char and consequently enhance its reaction with slag. Iron nitrate (Fe(NO
3)
3) was selected as an additive to mix with bio-char, since it will not introduce impurities to the system.
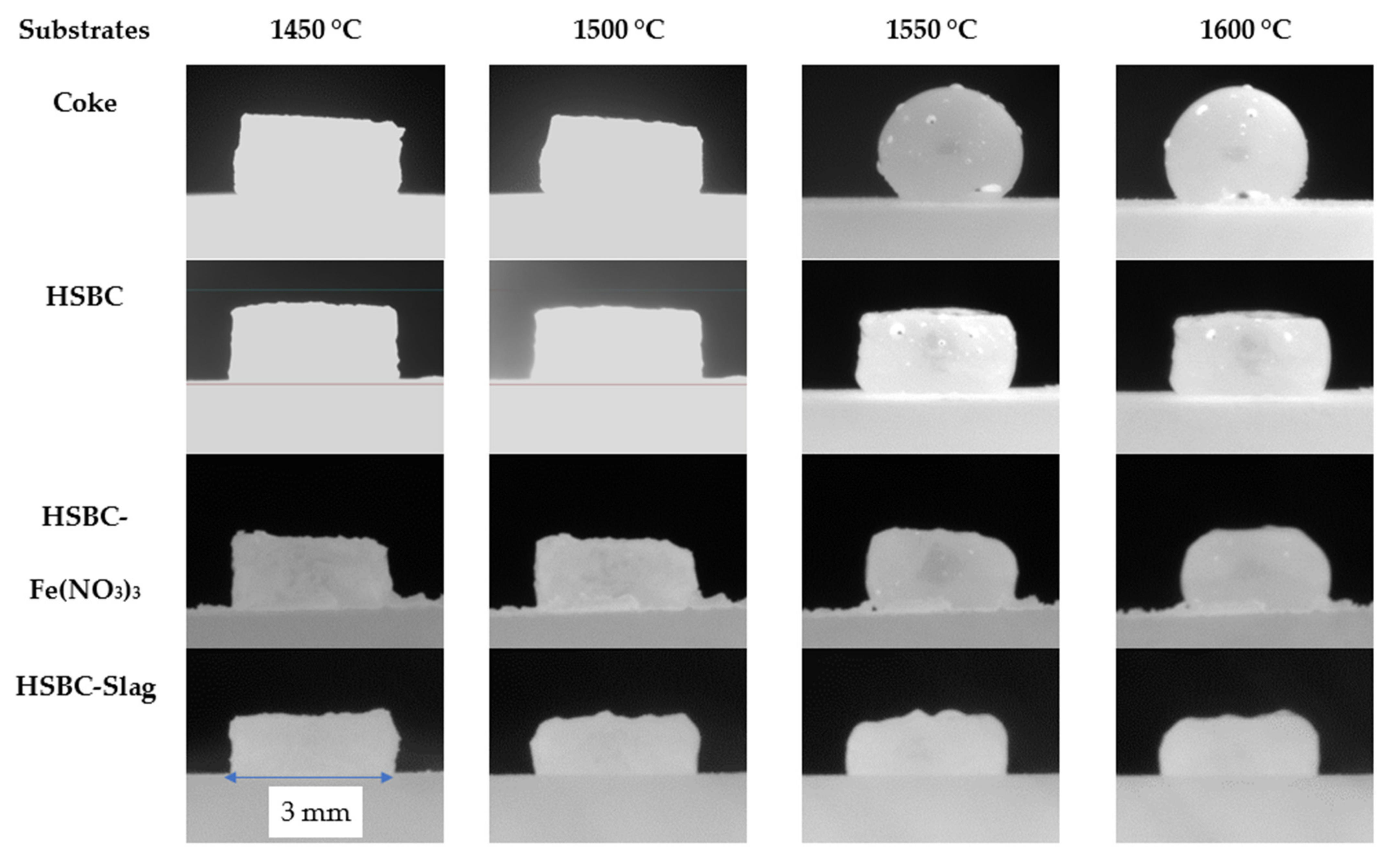
Figure 5 compares the appearance of the slag pellet after the sample temperature reached 1450 °C to highlight the effect of the substrate on the behavior of the molten slag.
With reference to
Figure 5, the observed interaction between the slag and different substrates is summarized in
Table 10.
Due to the fact that the slag pellet did not form a droplet on the three bio-char substrates, the contact angle between the molten slag and the substrates could not be measured for these materials. The entrapment of gas in the slag causes the slag to foam in an industrial EAF operation. In the above experiments, it is assumed that part of the Fe
2O
3 placed in the slag mix had already been reduced to FeO [
12,
13]. The gas formation at the slag/substrate interface arises from the reaction between carbon and FeO in the slag to form CO
2 or CO gas. As observed, the interaction between the hardwood bio-char substrate is drastically weaker than that of coke examined in this work. It signifies that the foaming capacity of bio-char is relatively much weaker [
9]. By blending Fe(NO
3)
3 or slag with bio-char, an improvement in interactions with slag can be observed compared to the original bio-char. However, the slag shapes on both modified bio-char substrates are still close to the pellet shape, indicating that the blends resulted in limited enhancement of this interaction. Moreover, bio-char with added slag or Fe(NO
3)
3 possesses a higher ash content, and the amount of additional elements other than carbon in bio-char materials will introduce impurities to the steelmaking process, which in turn can increase operation issues and costs. Further investigation is required to determine why the slag does not appear to melt in the case of bio-char.
3.2.2. Enhancement of the Interaction between Bio-Char and Slag by Raw Biomass Selection
Using the tensiometer, the interaction between the synthetic slag and the different bio-char substrates was examined (
Table 4). The results were compared with coke as the reference case.
Figure 6 compares the appearance of the slag pellet after the sample temperature reached 1450 °C to highlight the effect of the substrate on the behavior of the molten slag.
Although the slag’s liquidus temperature was estimated to be about 1450 °C according to thermodynamic calculations, the actual liquidus temperature appeared to be different with different carbonaceous substrates. The reason is still unclear and is under investigation. It is possible that the reduction of FeO
x within the slag pellets raised the liquidus temperature. Comparing the evaluation of slag droplets at different moments shown in
Figure 6, the observed interaction between the slag and different substrates is summarized in
Table 11.
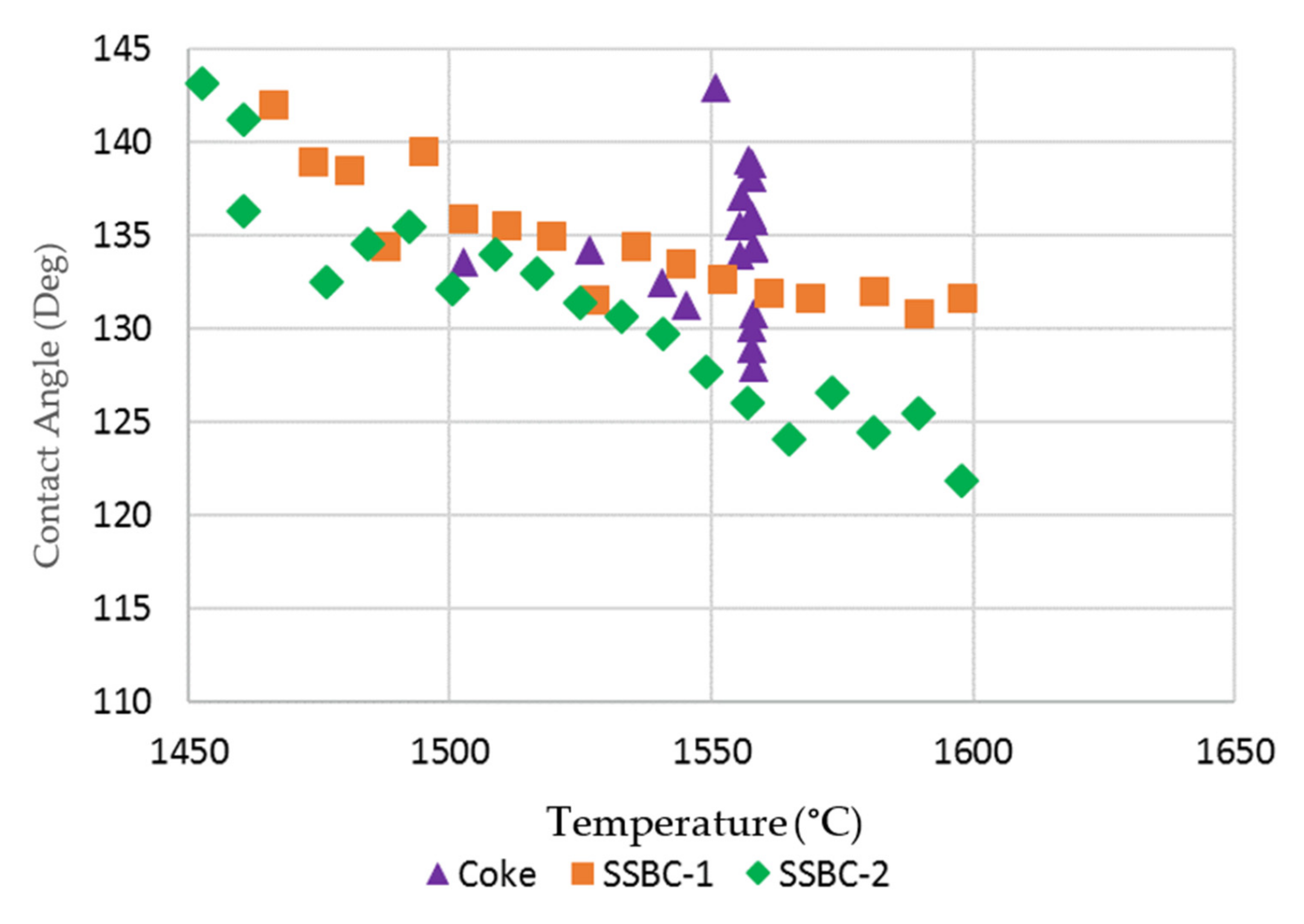
As the slag pellet did not form a droplet on the two hardwood bio-char substrates, the contact angle between the molten slag and the substrates could not be measured. The contact angles for the softwood bio-char substrates at temperatures > 1450 °C were measured by image analysis, and are presented in
Figure 7 and compared to the contact angle on the coke substrate. Due to the continuous rolling movement of the slag droplet on the coke bed surface, the contact angle of the slag droplet varies between measurements. For the coke substrate, there was no obvious trend for contact angle as a function of temperature. For the slag on the softwood bio-char samples, as the temperature increased, the contact angles were reduced. Smaller contact angles indicate increased wetting. Our experiments indicate that the wettability of molten slag using softwood bio-char is somewhat similar to that on coke at temperatures greater than 1550 °C.
In these experiments, the gas formation (CO
2 or CO) at the slag/substrate interface arises from the reaction between carbon and FeO in the slag. As observed, the degree of slag interaction with the hardwood bio-char substrate is drastically weaker than the interaction with coke. The slag shapes on both hardwood substrates are close to the initial slag pellet’s shape, signifying that the foaming capacity of bio-char is relatively weaker than that of coke [
14,
15]. Using softwood bio-char, there was an improvement in wettability with slag in comparison to the hardwood bio-char. However, as the concentration of gas bubbles formed in the slag on softwood bio-char is still very low, the softwood bio-char may have limited interaction with the slag.
3.2.3. Enhancement of Interaction between Bio-Char and Slag by Densification of Bio-Char
A possible factor influencing the slag–carbon interaction is the morphology of the substrate surface [
9]. The roughness of the particle surface appears to affect the interaction between liquid and solid phases. The gas is formed at the slag/substrate interface from the reduction of FeO in the slag by carbon in the substrate. The progress of this reaction is determined by the heterogeneous gas bubble nucleation, followed by growth and eventually detachment of gas bubbles at the interface. Heterogeneous gas bubble nucleation depends on the wetting between the liquid and solid phase, as well as the roughness of the solid surface. It is reported in the literature that bubble formation in water is enhanced by a hydrophobic surface [
16]. However, the enhancement in bubble nucleation is only observed on rough hydrophobic surfaces [
17].
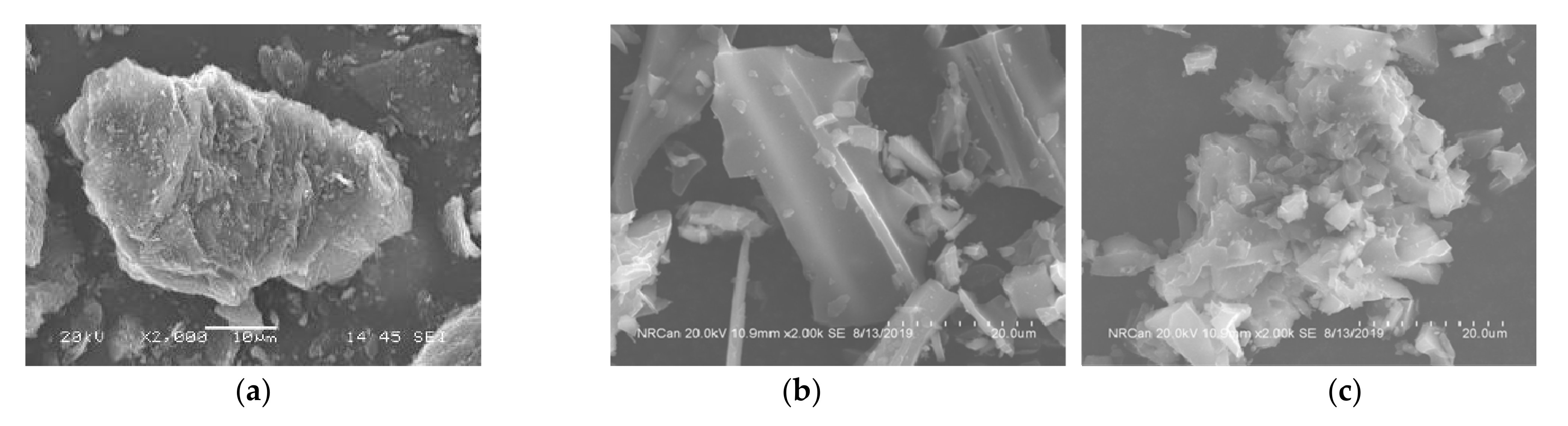
The surface morphologies of loose bio-char and densified bio-char were studied using scanning electron microscopy (SEM) (
Figure 8). Based on the visual examination of the SEM images, the surfaces of the loose bio-char are smooth in comparison to densified bio-char substrates examined in this work.
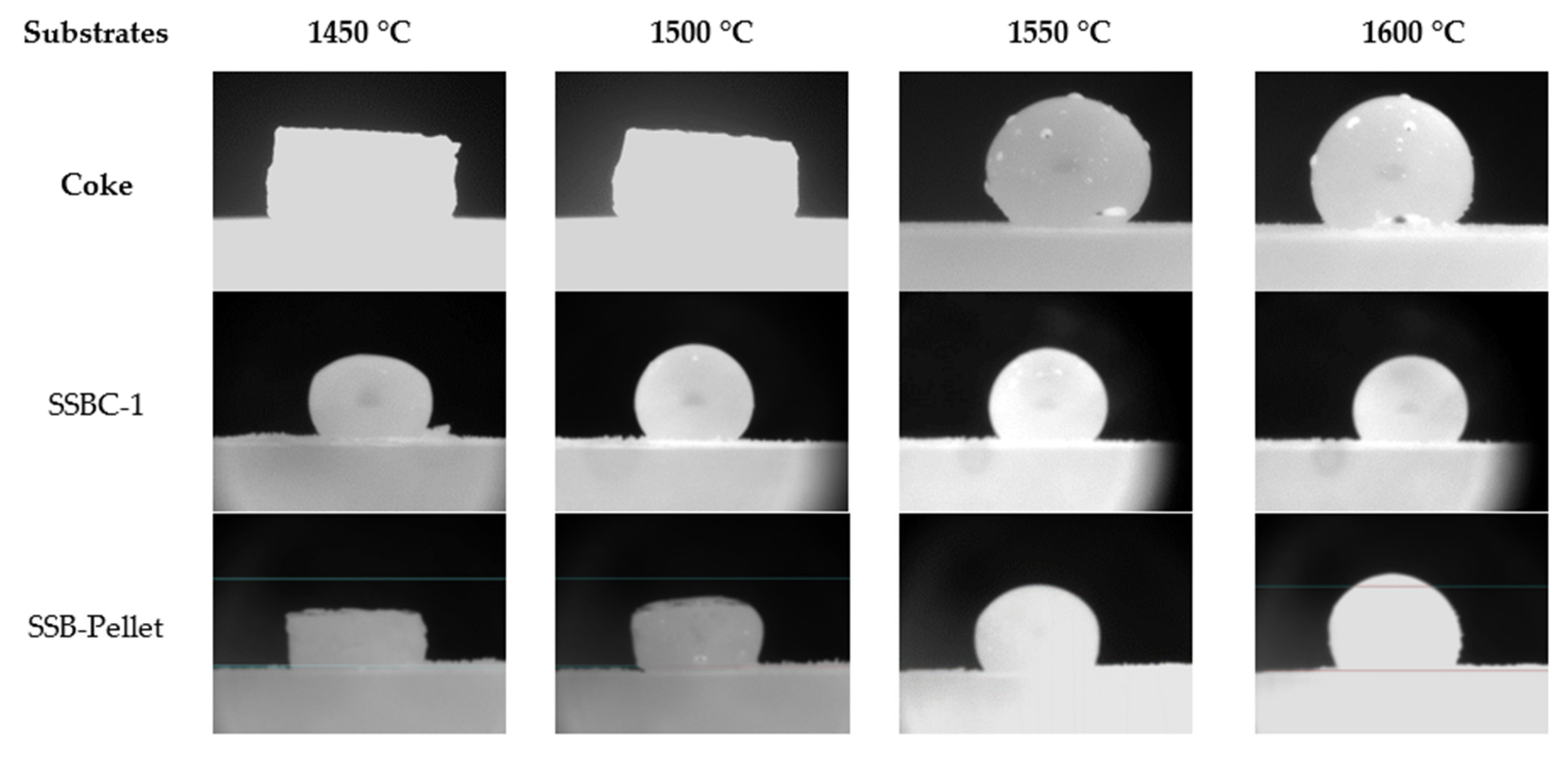
The rough surface of densified bio-char may provide more bubble nucleation sites for gas bubbles to be formed, grow and then detach. The formation of gas bubbles at the interface allows the reduction of FeO in slag to progress. As indicated in
Table 3, SSB-Pellet, produced by densification of SSBC-1 and bio-oil, was also used in the tensiometer tests. It can lead to a more intense initial interaction between the slag and substrate, as observed in tensiometer experiments, i.e., refer to the photo for the SSB-Pellet at 1550 °C in
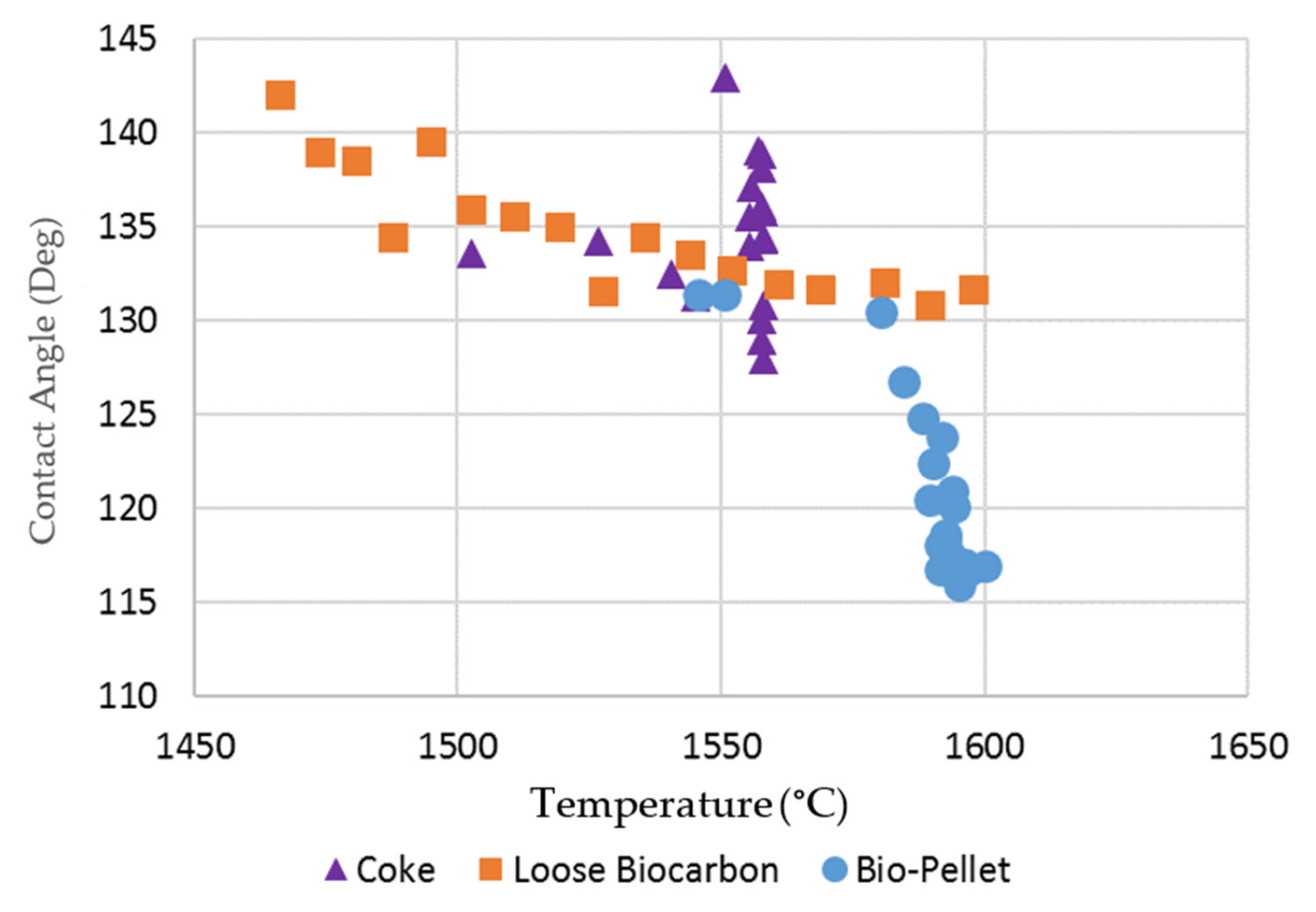
Figure 9. Consequently, the contact angle of molten slag on the densified bio-char substrate is relatively smaller compared to those on coke and loose bio-char (
Figure 10).
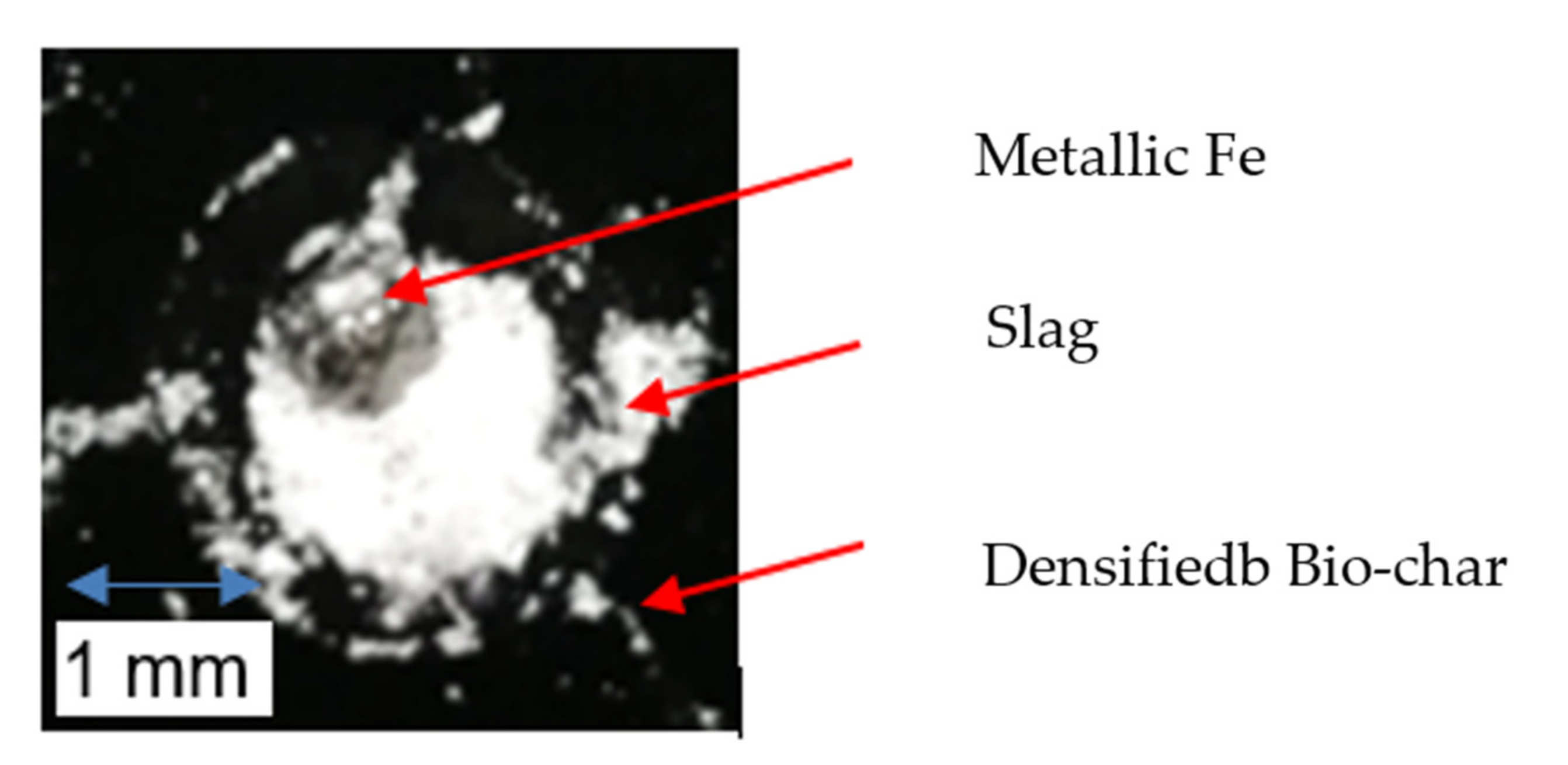
Metallic Fe is also produced during the interaction between slag and densified bio-char, as seen in
Figure 11. According to thermodynamic simulations using FactSage, it is possible for solid metallic Fe to be formed at the carbon–slag interface for this system at 900 °C. However, solid Fe is unlikely to form at the temperatures of interest in this study as the Fe produced at the substrate–slag interface is likely to be near saturation with carbon. The eutectic for the Fe-C system is 1147 °C at 4.3 wt.% C, so the iron should be in a liquid state. Nonetheless, the metallic Fe may act as a barrier to reaction. The lack of rolling movement of the slag droplet on the SSB-Pellet substrate may impede contact between active slag and bio-char, thus restricting the reduction reaction of FeO. This can lead to limited gas bubble generation and weak interactions between slag and the densified bio-char substrate at late stages of the tensiometer experiment, as seen in
Figure 9. In actual EAF operation, the interaction between injected carbonaceous material and the slag could be more dynamic than in the static system in the tensiometer, with the interface being constantly renewed, as in the case of the rolling liquid slag on coke. Perhaps the bio-chars would not be as disadvantaged by metallic iron in this case.
To determine whether the metallic Fe acts as a barrier to reaction, or rather as an accelerator to promote it, additional research is required.
It can be speculated that once the slag melts and reacts with the carbon in the substrate, a layer of molten metallic iron-carbon alloy would form and settle between the slag and substrate. Thus, further reaction could depend on the wetting of the substrate by the alloy, dissolution of carbon by the liquid iron alloy and then reduction of the FeO
x in slag by the alloy via CO/CO
2 at the interface [
6,
7,
18]. The presence of a higher level of surface-active sulfur in the coke tends to affect the wetting of coke by the molten iron alloy and may be a key reason for the observed behavior. The C-to-slag ratio is much higher in the tensiometer experiments than in an EAF, so the degree of reduction could be much greater. Nonetheless, the focus of this study was on the initial interaction between the slag and carbonaceous material. Furthermore, it would be useful to know the iron content of the slags formed in the experiments, and to measure the relative amounts of Fe
3+, Fe
2+ and Fe
0 via titration or Mossbauer spectroscopy; unfortunately, the system and procedure used did not allow us to collect the slag drops after experiments.
3.2.4. Enhancement of Interaction between Bio-Char and Slag by Blending with Coke
As discussed above, the lack of interaction between bio-char and slag may arise from the smooth bio-char particle surface. In order to enhance the behavior of bio-char in slag foaming, the effect of blending bio-char with coke was explored.
A series of tensiometer experiments was conducted to examine the interaction between slag and HSBC/coke mixtures with different compositions.
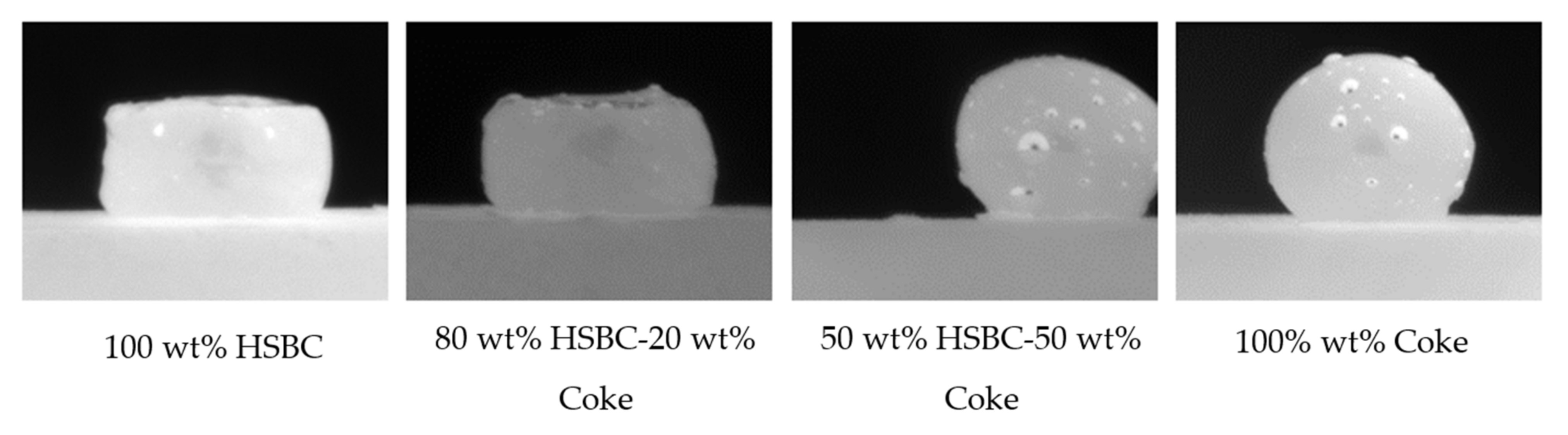
Figure 12 summarizes the experimental observations. By increasing the coke content in the HSBC/coke substrate from 0 to 50 wt.%, the interaction between slag and the substrate is significantly improved, and similar to 100 wt.% coke.
The small-scale tensiometer experiments revealed that blending bio-char with coke has the potential to improve slag foaming reactions. In order to validate the small-scale experimental observations, larger-scale experiments, described in
Section 2.3, were conducted to measure foam height. Softwood bio-char SSBC-2, as shown in
Table 5, was selected for the larger-scale experiments.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}