1. Introduction
Microscale circular structures that enable whispering gallery modes (WGMs) have been employed as passive and active elements for different applications such as non-linear optics, low threshold microlasers, filters, and sensors [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12]. Different materials have been used for the fabrication of these organized microstructures such as polymers, crystals, and other exotic materials [
13,
14,
15]. In addition, various fabrication techniques such as self-assembly, etching, and lithography are typically used [
16,
17,
18]. These WGM based structures (resonators) exhibit a strong light confinement and maintain a long photon lifetime as they exhibit a high-quality factor Q, low mode volume, wide spectral range and mechanical stability, and strong nonlinear interaction. WGM resonators have been also used for building quantum optomechanical devices where the radiative pressure is used to drive mechanical resonances that can be used for extreme sensing applications [
19,
20,
21].
Assuming spherical symmetry and a wavelength of the light that is much larger than the radius of the WGM structure, an approximate ray optic solution can be used to find the optical modes generated inside these resonators; the trapped ray propagates due to the total internal reflection near the surface. When one round trip (2πRn, where n is the refractive index) is equal to l (integer) wavelengths (l is an integer), then a constructive interference will occur, and optical resonances are generated. Any variation of both the refractive index and radius of the resonator leads to a shift of the optical modes, which can be used for sensing purposes [
8,
9,
10,
11,
12].
Recently, WGM optical neurotransducers for the detection of neuron activities have been proposed by Manzo et al. [
22,
23]. These neurotransducers are polymeric microlasers doped with a voltage sensitive dye. A voltage sensitive dye (VSD) is used to detect neuron activity via perturbation of the device’s evanescent field, which in turn causes a shift in the laser (optical) modes (WGMs), also eliminating the need for the VSD to be embedded into a cellular membrane [
22,
23]. Due to this and other sensitive applications, there is the need to fabricate and precisely control the polymeric microlaser size. One of the methods to reach this relatively high precision and high throughput microlaser fabrication is the use of microfluidic channels. Microfluidic channels have been employed to fabricate dye doped droplet microlasers from 10 microns to several hundreds of micrometers [
24,
25,
26,
27,
28]. However, in all previous works, the fabricated microlasers were tested in the liquid phase, directly from inside the microchannels or by trapping the droplet via optical tweezers [
29]. In this paper, we propose the fabrication of solid state optical polymeric microlasers via a microfluidic channel made of polydimethylsiloxane (PDMS). The microlasers were cured in a separated reservoir containing liquid PDMS, then were tested for the emission spectrum and quality factor.
2. Experiments and Methods
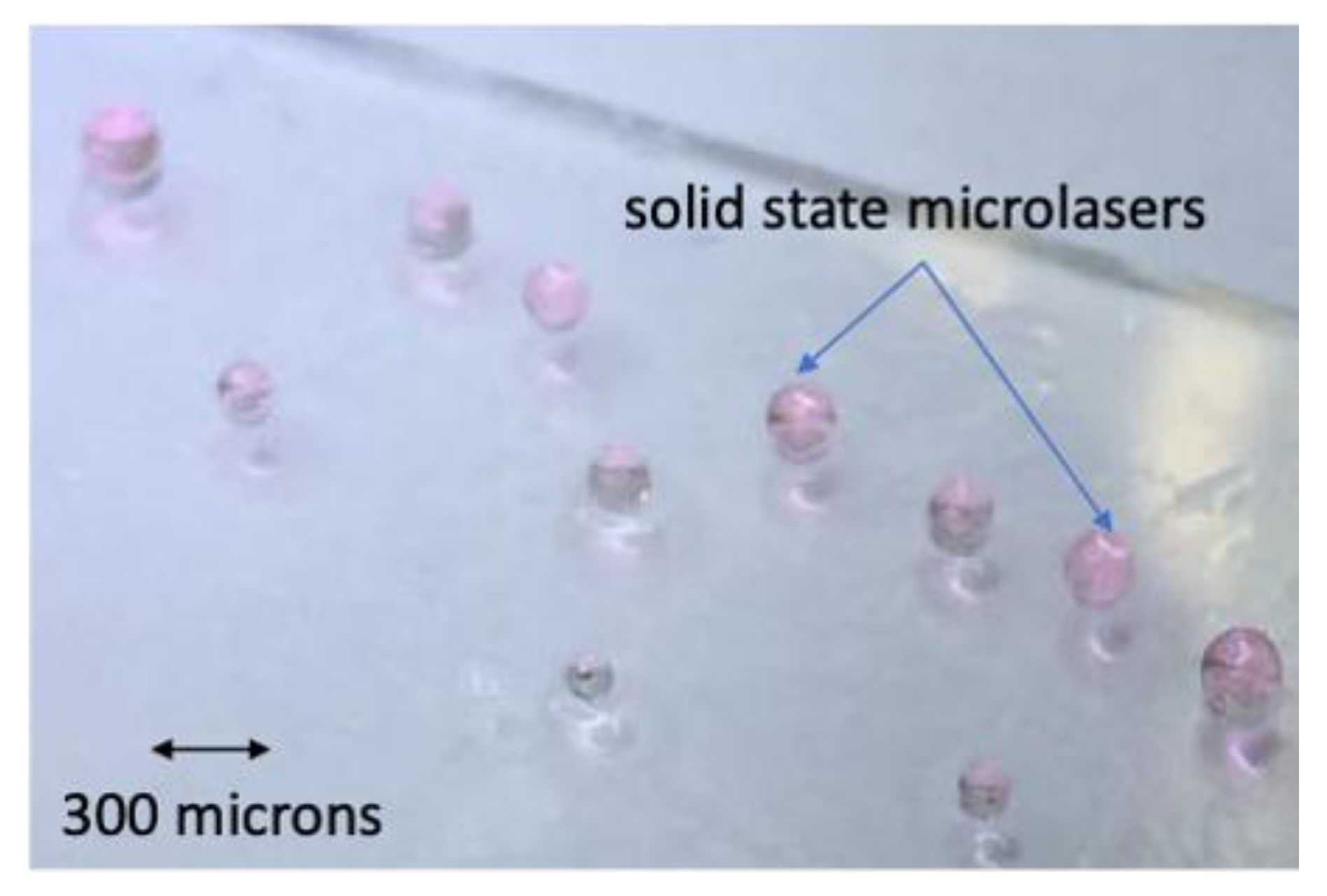
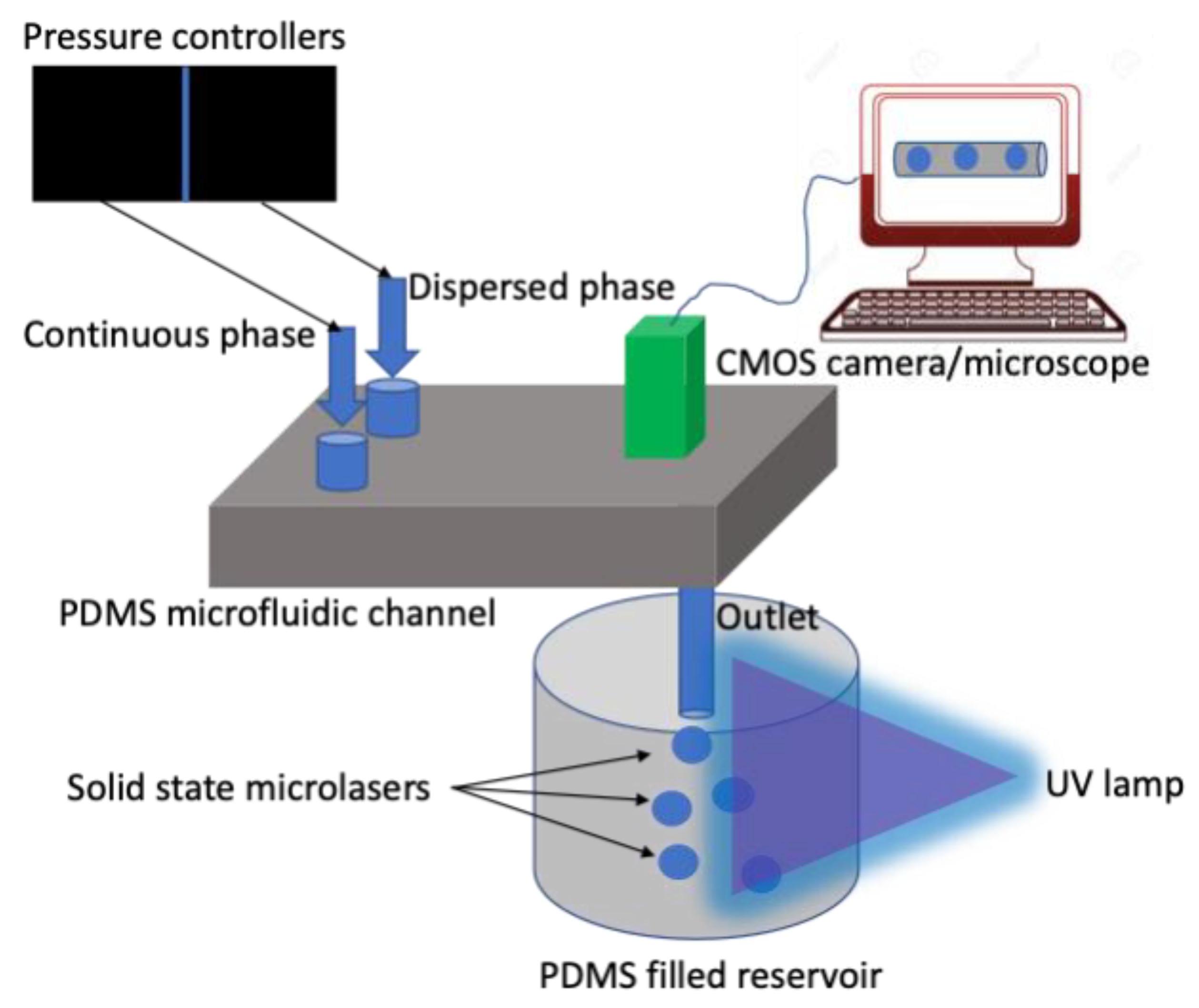
Solid state optical microlasers made of a mixture of UV curable polymer and dye solution have been fabricated by suspending droplets in polydimethylsiloxane (PDMS) liquid polymer. The UV curable polymer and dye solution was chosen to avoid diffusion of the microlaser’s materials into the PDMS. Then, an optical fiber of selected diameter was used to make the droplet into the PDMS reservoir; after that, a UV lamp was used to cure the microlaser that can be extracted from the PDMS and washed out by using a solvent (see
Figure 1). However, the microlaser’s size is difficult to reproduce, as is shown in
Figure 1.
Figure 1 shows the fabricated solid state microlasers using the above described method; the size of the microlasers resulted in a broad range of sizes. In addition, the mass production of microlaser results is difficult, if not impossible.
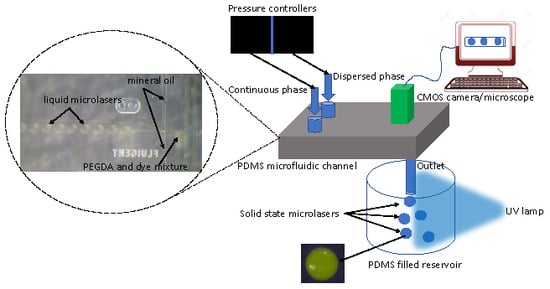
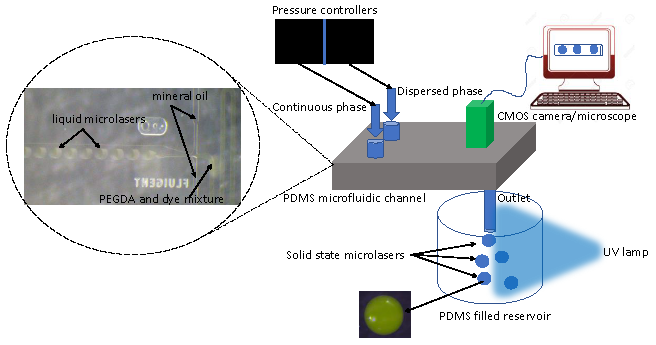
In this paper, we used a microfluidic setup for the fabrication of solid microlasers. The experimental setup used for the fabrication of the optical microlasers is depicted in
Figure 2. Two pressure feedback modules (from Fluigent, Lowell, MA 01854) were used for pumping and controlling the fluid flow of both the water and the oil phases. The water phase is a mixture of UV curable polymer and laser dye, while the oil phase is a mineral oil (from Equate). The flow sensors had a resolution of 0.06
/min. A commercial droplet generator made of PDMS (from Fluigent), which uses a flow focusing technique, was connected via tubing to the pressure pumps. The channel size was 200 microns. In addition, the tubing exiting the channel ended in a reservoir filled with liquid PDMS. The reservoir was exposed to a UV lamp with 4-watt power and 365 nm central wavelength. The fabrication process was monitored in real time by an optical microscope focused on the microchannel connected to a CMOS camera. The size of the particles was adjusted by changing the flow parameters (pressure flow) of either the water phase (dispersed phase corresponding to the UV curable polymer and dye solution) or the oil phase (continuous phase corresponding to the mineral oil; generally, the flowrate of the oil phase is increased to make smaller particles. This method allows for the fabrication of a large number of particles with a controlled size. The microlaser was made of a solution of polyethylene glycol diacrylate (PEGDA) with a molecular weight of 700 and rhodamine 6G laser dye (both from Sigma Aldrich). The rhodamine 6G was dissolved in ethanol with a concentration of 10
−4 molar. Two different volumetric ratios between the polymer and the dye were used in this research of 4:1 and 2:1, respectively. PEGDA polymer was used in previous works due to its good optical and mechanical properties; in addition, this polymer is hydrophilic, which results in compatibility with the PDMS hydrophobic channel for generating droplets [
30,
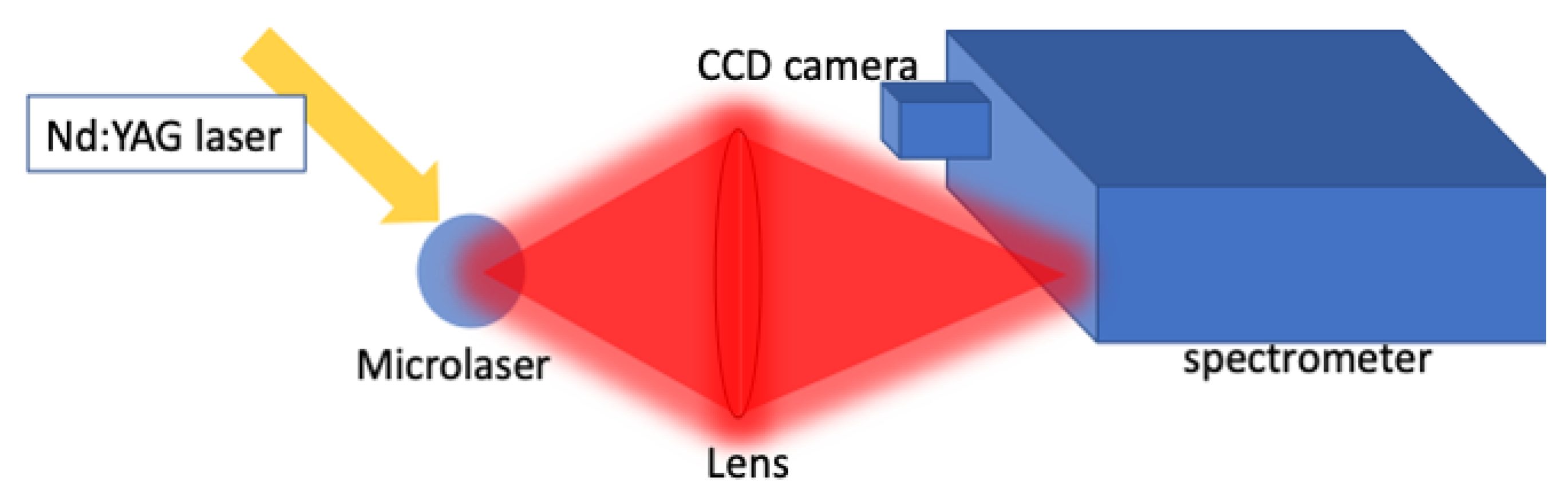
31]. After the microlaser was cured, it was extracted from the liquid PDMS, put on a glass support, and washed out with isopropyl alcohol. After the solvent evaporation, the microlaser was ready for testing the emission spectrum with the setup depicted in
Figure 3; a Q-switch Nd:YAG laser was used as the external excitation light source with a pulse repetition of 10 Hz and a pulse linewidth of 5 ns; the beam diameter was ~0.7 cm. The energy from the laser was measured using a pyroelectric sensor. The light emitted from the microlaser was collected through an optical lens, which in turn was focused at the entrance slit of a high-resolution spectrometer. A cooled CCD camera (−30 °C) was mounted at the exit slit of the spectrometer and was used to monitor the emission from the tested microlasers.
In this paper, the production of microlasers was made by considering the flow pressure of both the aqueous solution and oil solution; the flow pressure for the water phase (dispersed phase) was maintained at constant, while the one for the continuous phase (oil phase) was varied for the 4:1 and 2:1 ratios of PEGDA and dye mixture (in volume). After each experiment, the microchannel and tubing were flushed with 91% isopropyl alcohol for approximately 30 min, in order to prevent the UV curable polymer from solidifying and obstructing the system. In addition, a second experiment was made by rising the fixed value of the dispersed phase for the PEGDA to dye mixture ratio of 4:1 (volume) and by letting the pressure flow of the continuous phase vary from 1666.9 mbar to 1996.9 mbar.
3. Results and Discussion
The first set of experiments was conducted by fixing the pressure controller for the aqueous phase (dispersed phase) while the oil phase (continuous phase) pressure was varied from 1666.9 mbar to 1996.9 mbar, as described earlier.
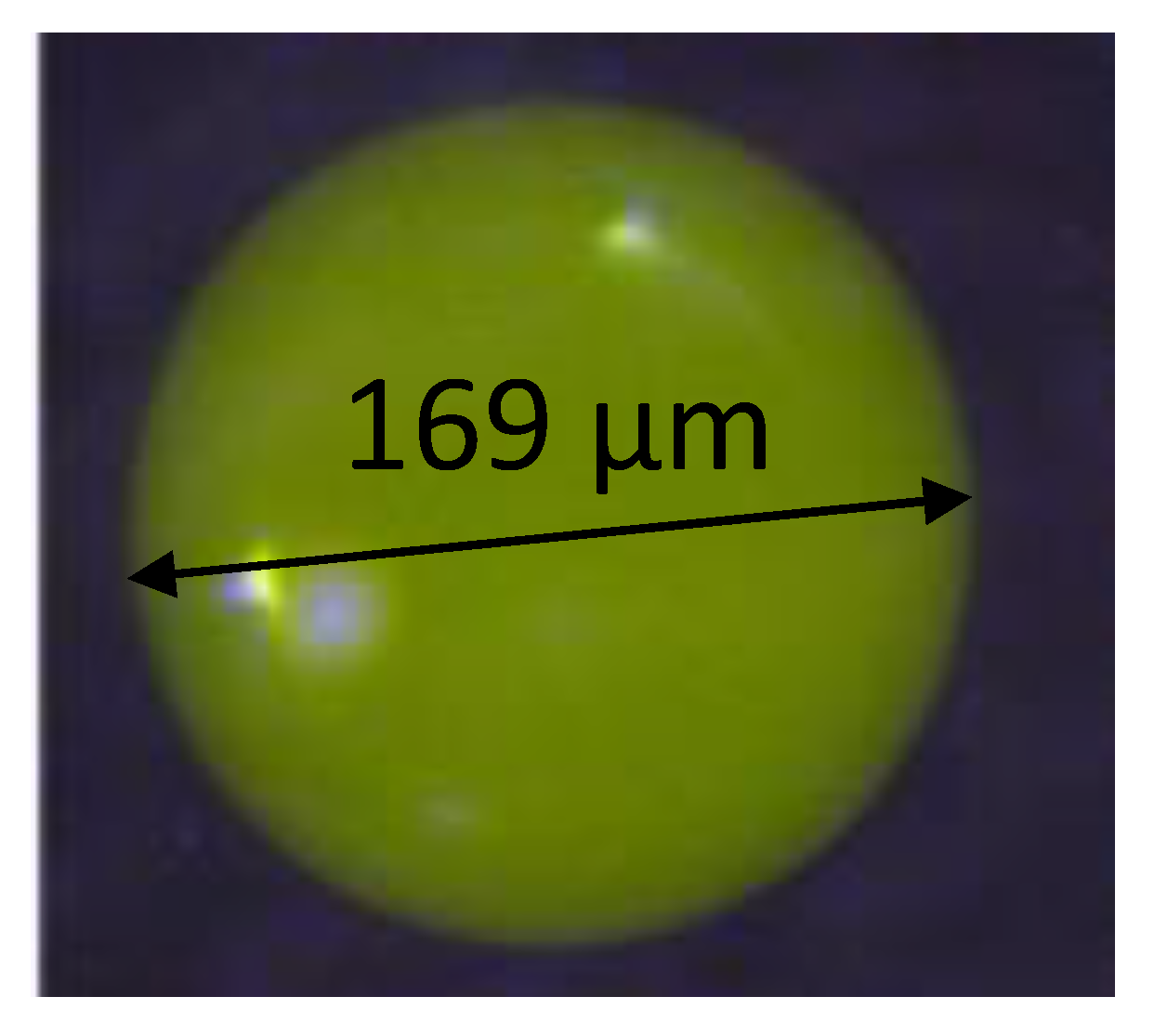
Figure 4 shows a photograph taken by using a CMOS camera connected to a microscope of one of the fabricated microlasers. The device exhibited a clean surface and was free of major roughness, which would limit the lasing capability of the microlaser. As described earlier, the liquid microlaser was first cured in a separated reservoir filled with liquid polymer (PDMS). Then, the microlaser was extracted from the reservoir and placed on a microscope glass together with isopropyl alcohol to wash out the residual PDMS; the process maintained the surface integrity of the microlaser.
Figure 5 shows the experimental results in terms of the sizes of the microlasers, represented by the diameter, as the function of the pressure pump of the continuous phase (mineral oil) for the PEGDA to dye ratio of 4:1 in volume. The pressure of the dispersed phase was fixed at 188 mbar. Each data point of the graph represents the mean of the diameters of the produced microlasers at a selected pressure value (continuous phase). As
Figure 5 shows, the size of the microlasers was almost constant with the changing of the pressure of the mineral oil. The average size’s value was found to be 168.7 µm with an average standard deviation value of 1.79 µm.
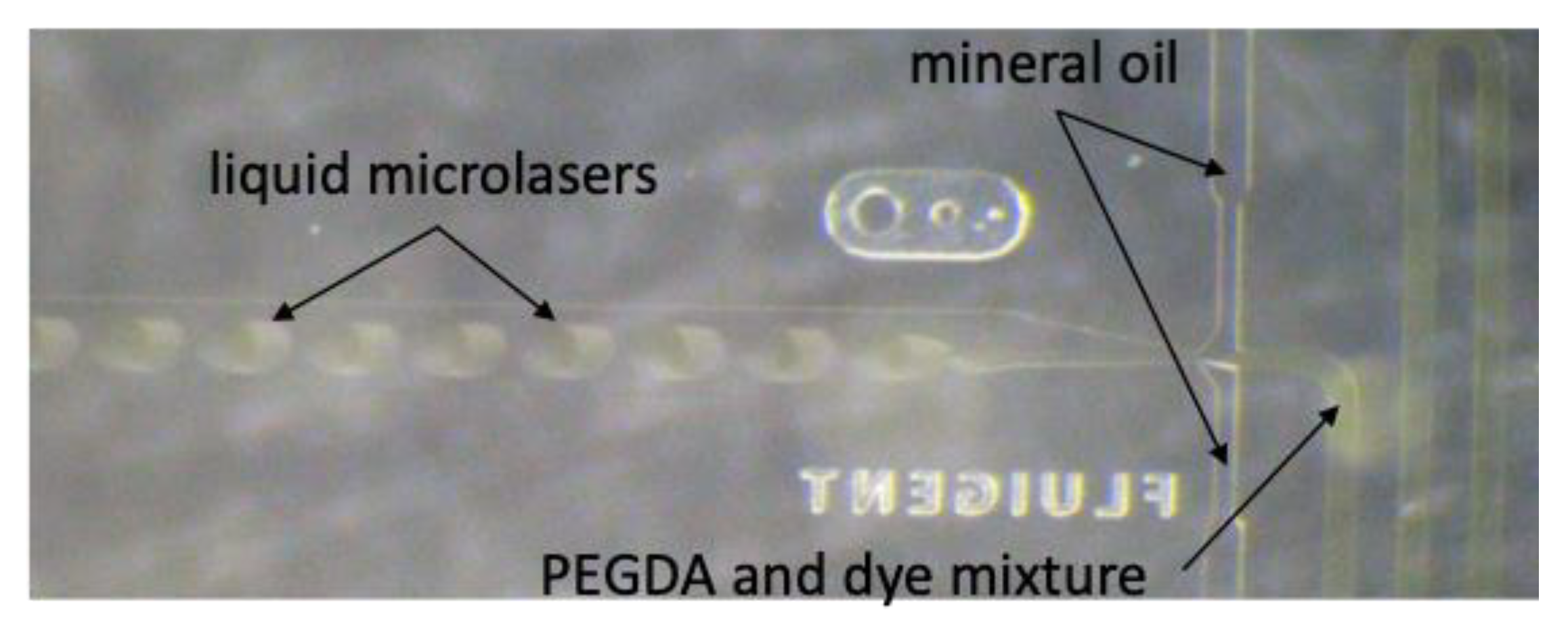
To estimate the microlaser’s sizes during these experiments, photographs were taken with a CMOS camera connected to an optical microscope (
Figure 6). In
Figure 6, in addition to the liquid microlasers, is it possible to also both the dispersed (PEGDA and dye mixture) and continuous (mineral oil) phase flows. These photographs were analyzed by using the MATLAB Image Processing Toolbox. The values were compared with the microlaser sizes found by visual inspection with the aid of a ruler printed on the microfluidic chip. We found a discrepancy in the microlasers’ sizes of ~10%. This can be due to the fact that the toolbox creates a better contrast of the particle’s contour geometry, resulting in a more precise measurement.
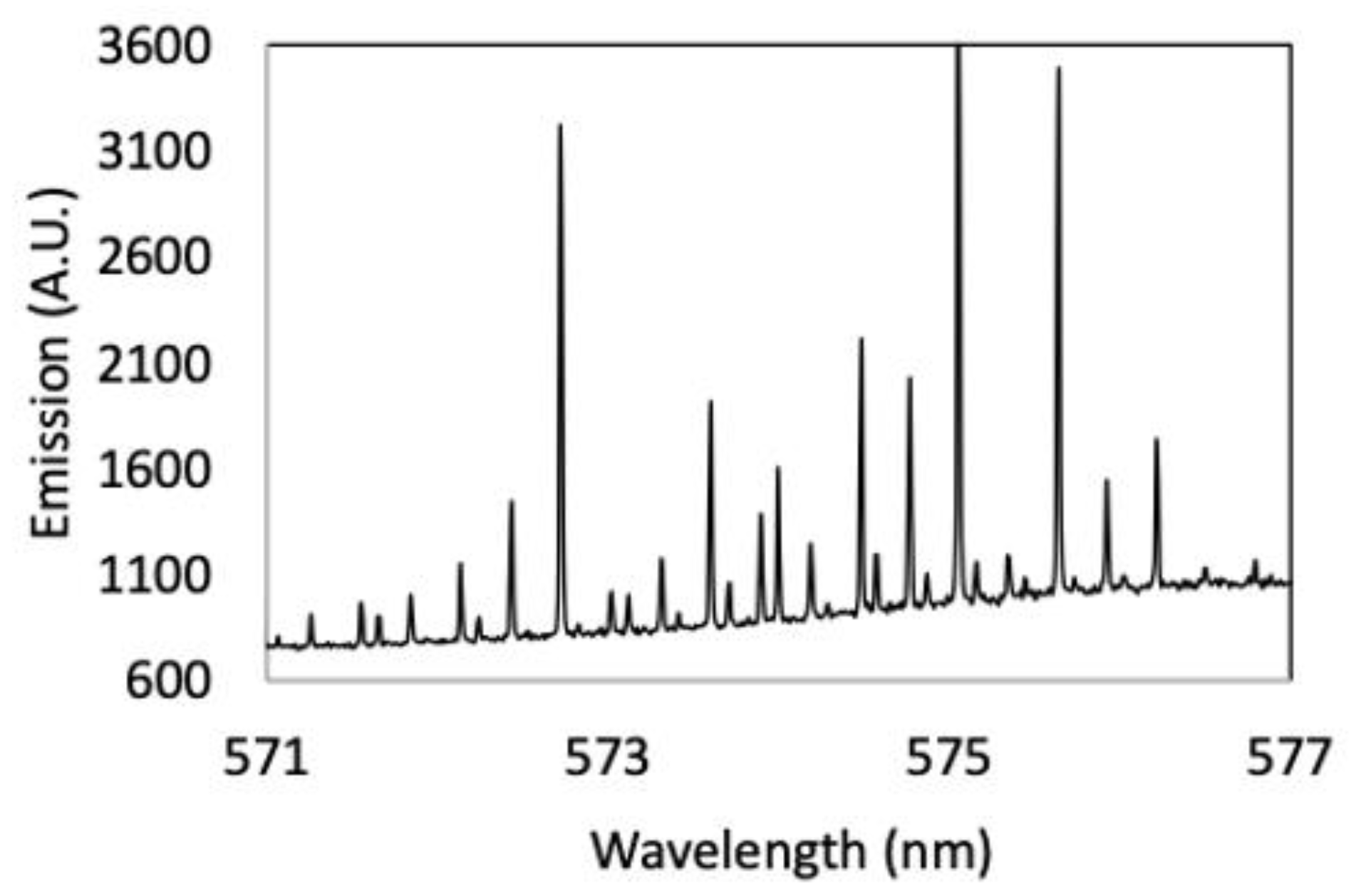
Figure 7 shows the emission spectrum from one of the fabricated microlasers made with the fixed value of 188 mbar. The microlaser was made of PEGDA and dye solution with a ratio of 4:1 in volume and its size was measured as 170.2 µm in diameter. The energy used for this experiment was 17.26 µj/cm
2. The spectrum result was clean as shown in
Figure 7; thus, the shift in the optical modes can be easily determined. Therefore, the solid state optical microlasers can be used for applications such as sensing. The average Q factor value was 2.9 × 10
4 and was comparable with the Q factor found in microlasers fabricated with other techniques. The quality factor Q is a measure of how resolute a sensor based on optical microlasers [
1,
2,
3,
4,
5,
9,
10]. This means that the fabrication method did not affect the quality factor of the microlasers, or that the variation of the Q factor was below the instrument resolution.
Figure 8 shows the microlasers’ diameters as a function of the pressure pump of the continuous phase (mineral oil) for the PEGDA to dye ratio of 2:1 in volume. The pressure of the dispersed phase was fixed at 188 mbar. As
Figure 8 shows, the size of the microlasers varied from ~109 µm at lower pressure to ~72 µm at higher pressure. This can be explained by the fact that the mixture ratio of 2:1 exhibited a more viscous dispersed phase; therefore, the shear forces at the microchannel walls have a more prominent effect on the microlaser’s size with the variation of pressure for the continuous phase. This can be an advantage when a higher tunability range for the produced microlasers is desired without changing the microfluidic channel size. The average Q factor value was found to be 3.5*10
4 and it was comparable with the Q factor found in microlasers fabricated with the PEGDA and dye solution at 4:1 (in volume). The average standard deviation value was found to be 1.49 µm, which was close to the one found from the previous case.
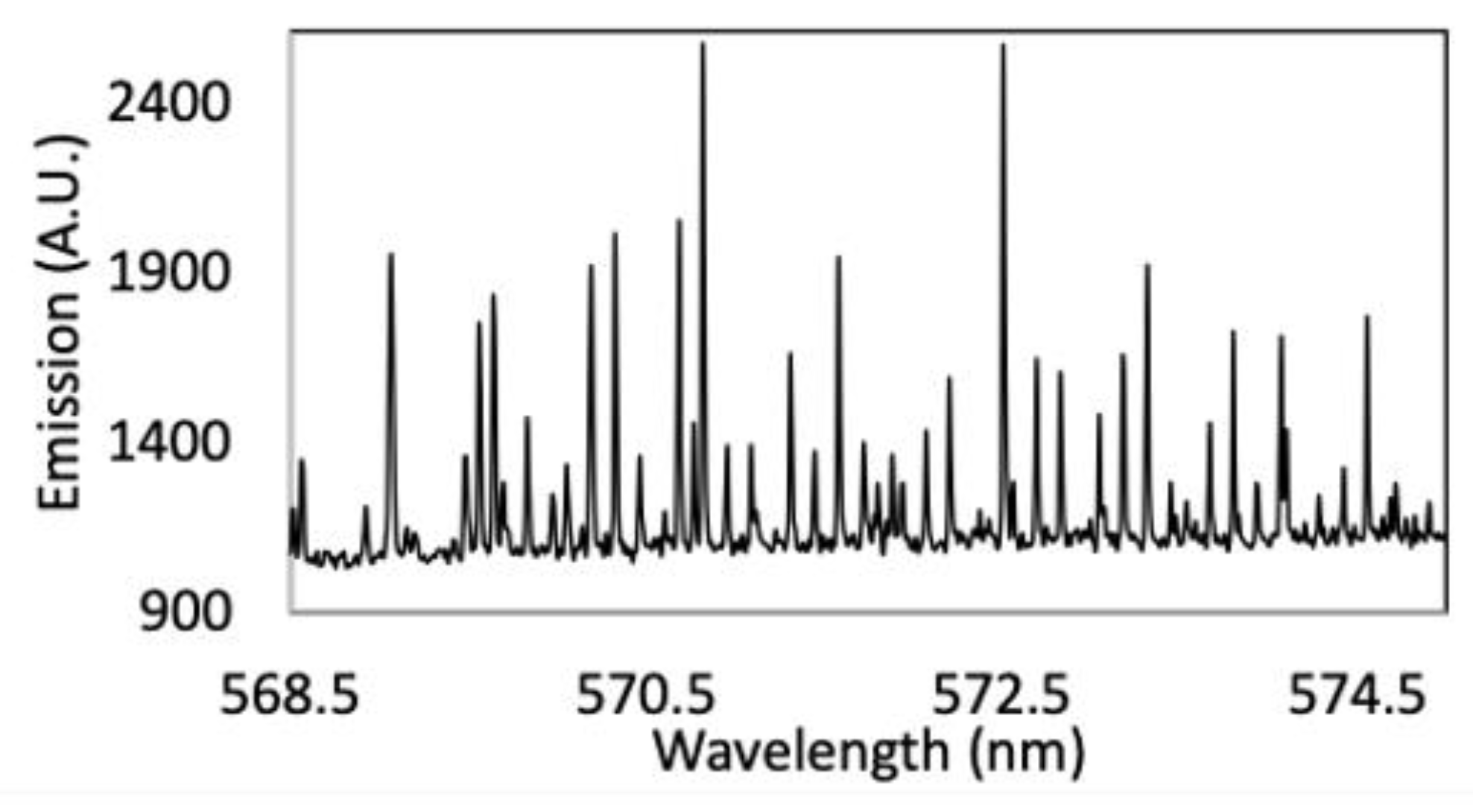
Figure 9 shows the emission spectrum from one of the fabricated microlasers with a 2:1 ratio, the size was 108 µm in diameter. The energy used for this experiment was 17.26 µj/cm
2. The spectrum taken from the microlaser results was as clean as the one from the previous case and therefore suitable for sensing applications.
The second set of experiments was conducted by changing the fixed pressure value (from 188 mbar to 479.9 mb) for the aqueous phase (dispersed phase) while the oil phase (continuous phase) pressure varied from 1666.9 mbar to 1996.9 mbar as for the previous cases.
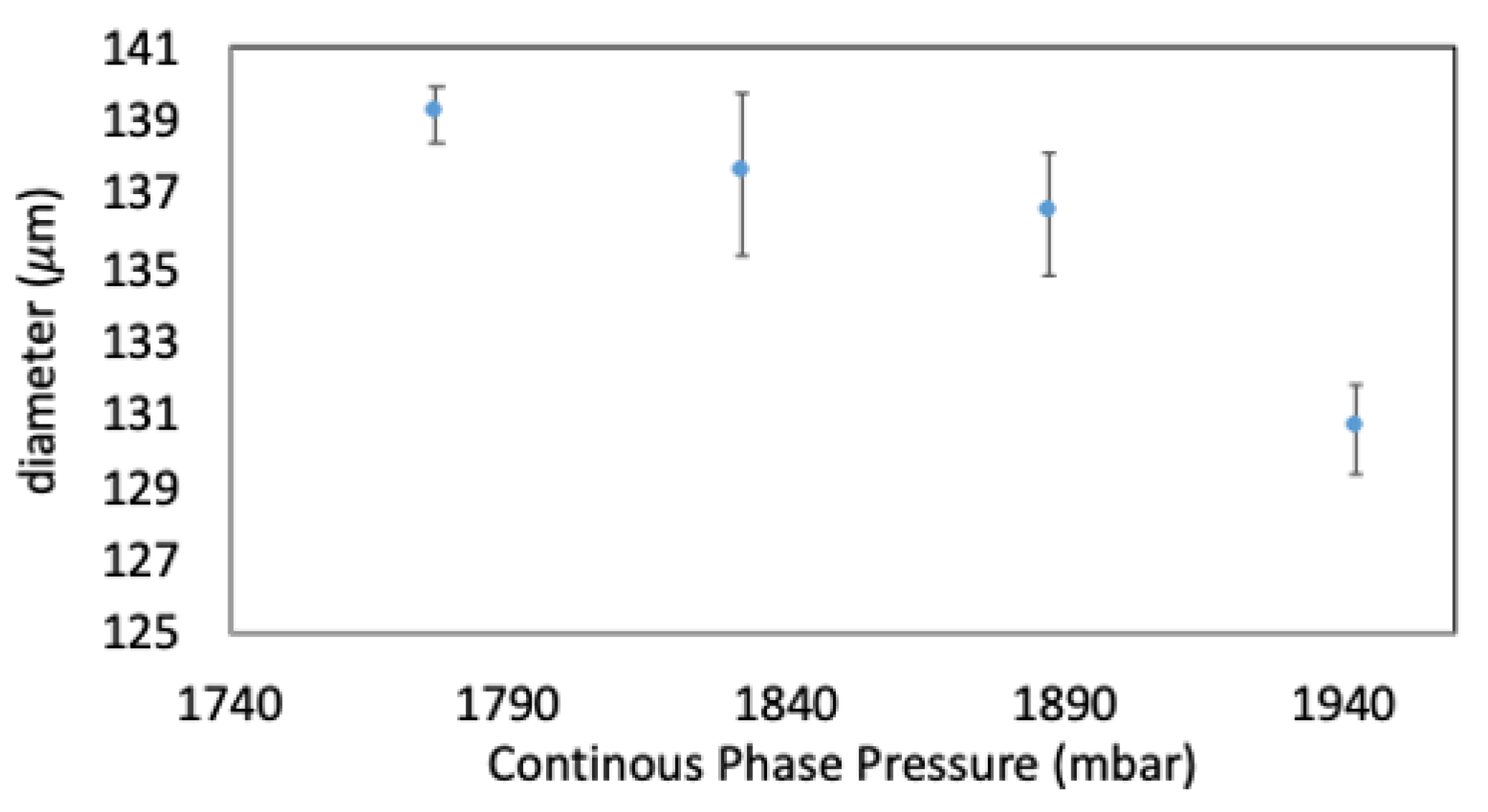
Figure 10 shows the microlasers’ diameters as a function of the pressure pump of the continuous phase (mineral oil) for the PEGDA to dye ratio of 4:1 in volume. As
Figure 10 shows, the microlasers’ size varied from ~139 µm at lower pressure to ~130 µm at the higher pressure value selected for these experiments. The average standard deviation value was found to be 1.47 µm, which was slightly better than the case with a lower fixed dispersed pressure value. In addition, a slightly higher size’s tunability is possible for microlasers built with a higher dispersed pressure value.
4. Conclusions
The fabrication process of solid state microlasers via microfluidic channels was demonstrated. The microlaser was made of UV curable polymer PEGDA 700 doped with rhodamine 6G. Two different PEGDA to dye ratios were used in this paper, 4:1 and 2:1 (in volume). A PDMS microfluidic system based on the flow focusing technique and a channel size of 200 µm was used for the fabrication of the microlasers. The pressure of the dispersed phase (PEGDA and dye mixture) was fixed at 188 mbar while the pressure of the continuous phase (mineral oil) was varied between 1666.9 mbar and 1996.9 mbar. The same experiment was repeated for a fixed dispersed pressure value of 479.9 mbar for the 4:1 ratio polymer to dye mixture. The microlasers were collected into a separate reservoir filled with liquid PDMS where they were cured via UV light and washed out with isopropyl alcohol. It was found that all configurations reported a quality factor Q of the order 104 (using a fluence of 17.26 µj/cm2), which was comparable to polymeric microlasers fabricated with other techniques. MATLAB Image Processing Toolbox was used to measure the fabricated microlasers’ size from photographs taken with a CMOS camera connected to a microscope. The highest size’s tunability (from 109 µm to 72 µm) was obtained with a pressure value for the dispersed phase of 188 mbar and for the PEGDA to dye ratio of 2:1; the average standard deviation was found to be 1.49 µm, which was mainly due to the higher viscosity of this mixture. In addition, by increasing the fixed pressure value for the dispersed phase, it was found that the microlasers’ size tunability ranged from 139 µm to 130 µm with an average standard deviation value of 1.47 µm. The 4:1 PEGDA to polymer ratio (with fixed pressure of 188 mbar) was found to have a fixed microlaser size of about 168.7 µm with an average standard deviation value of 1.79 µm.
The presented method can be used when a high number of solid state microlasers made of UV polymer and dye mixture need to be produced with high repeatability.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









