Single-Walled Carbon Nanotube-Enhanced Bagasse-Epoxy Hybrid Composites under Varied Low Tensile Strain Rates

 ,
, 


Abstract
:1. Introduction
2. Experiments
2.1. Materials
2.2. Sample Preparation
2.3. Materials Characterisation
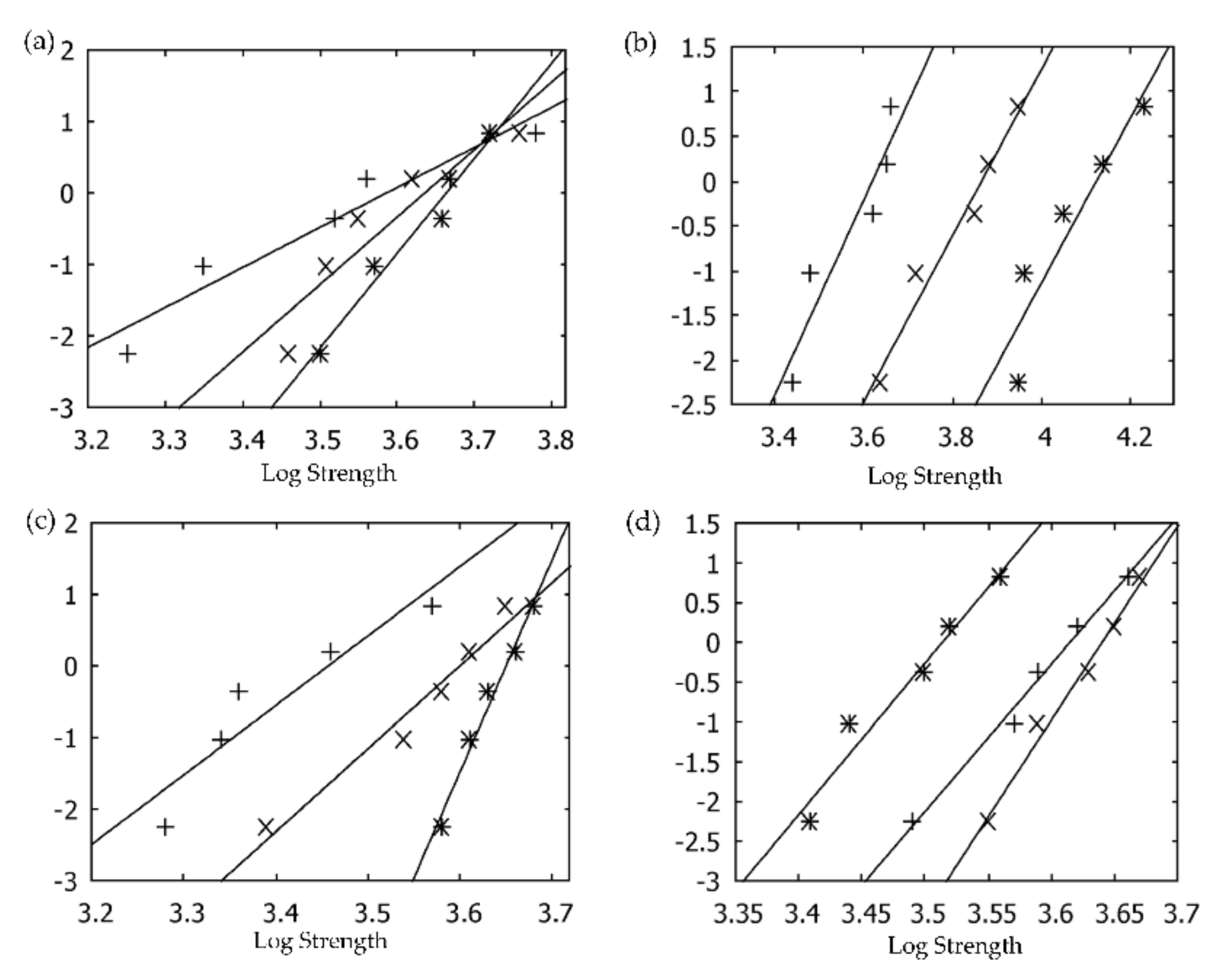
3. Weibull Distribution Method
4. Results and Discussion
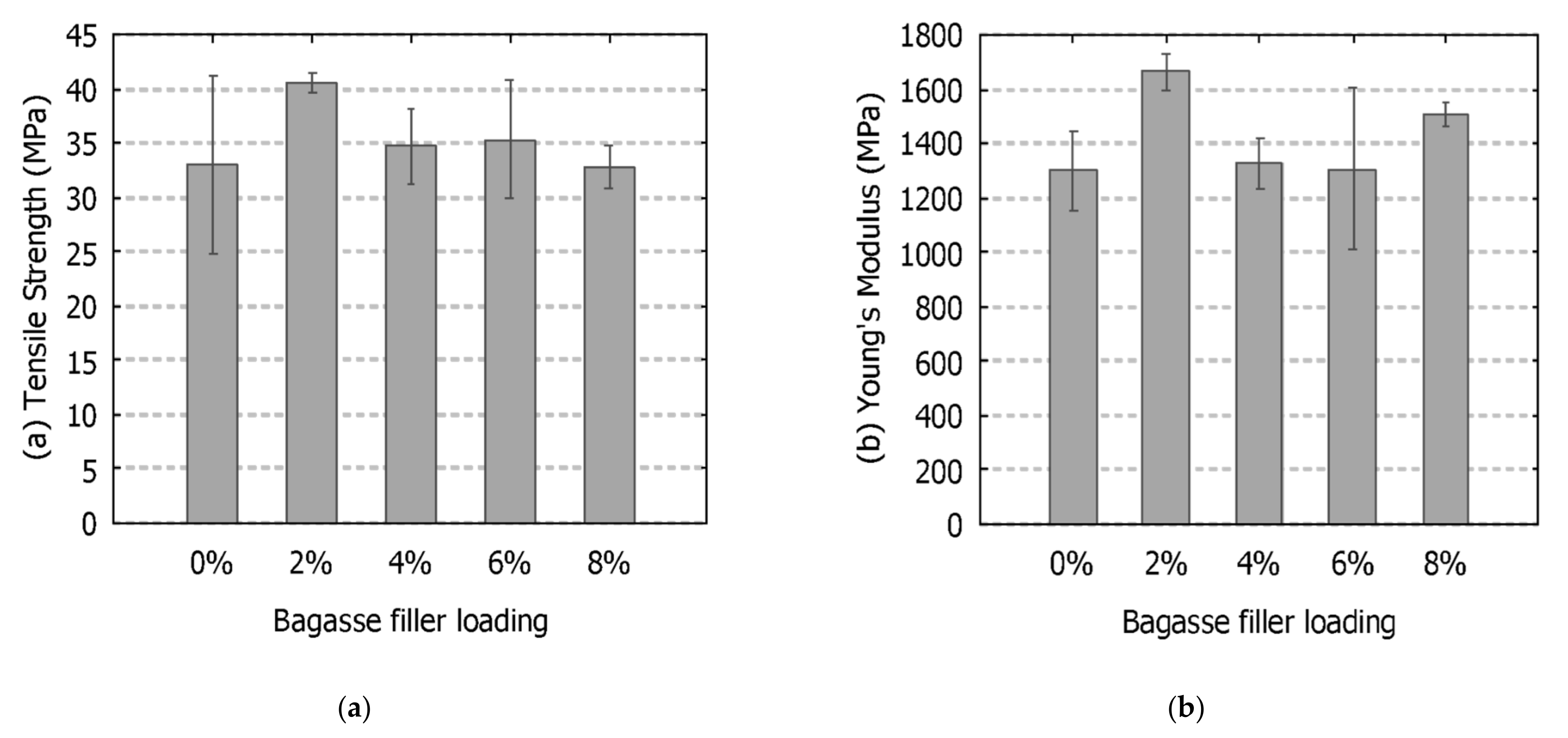
4.1. Bagasse Filler Loadings
4.2. Composites under Different Low Strain Rates
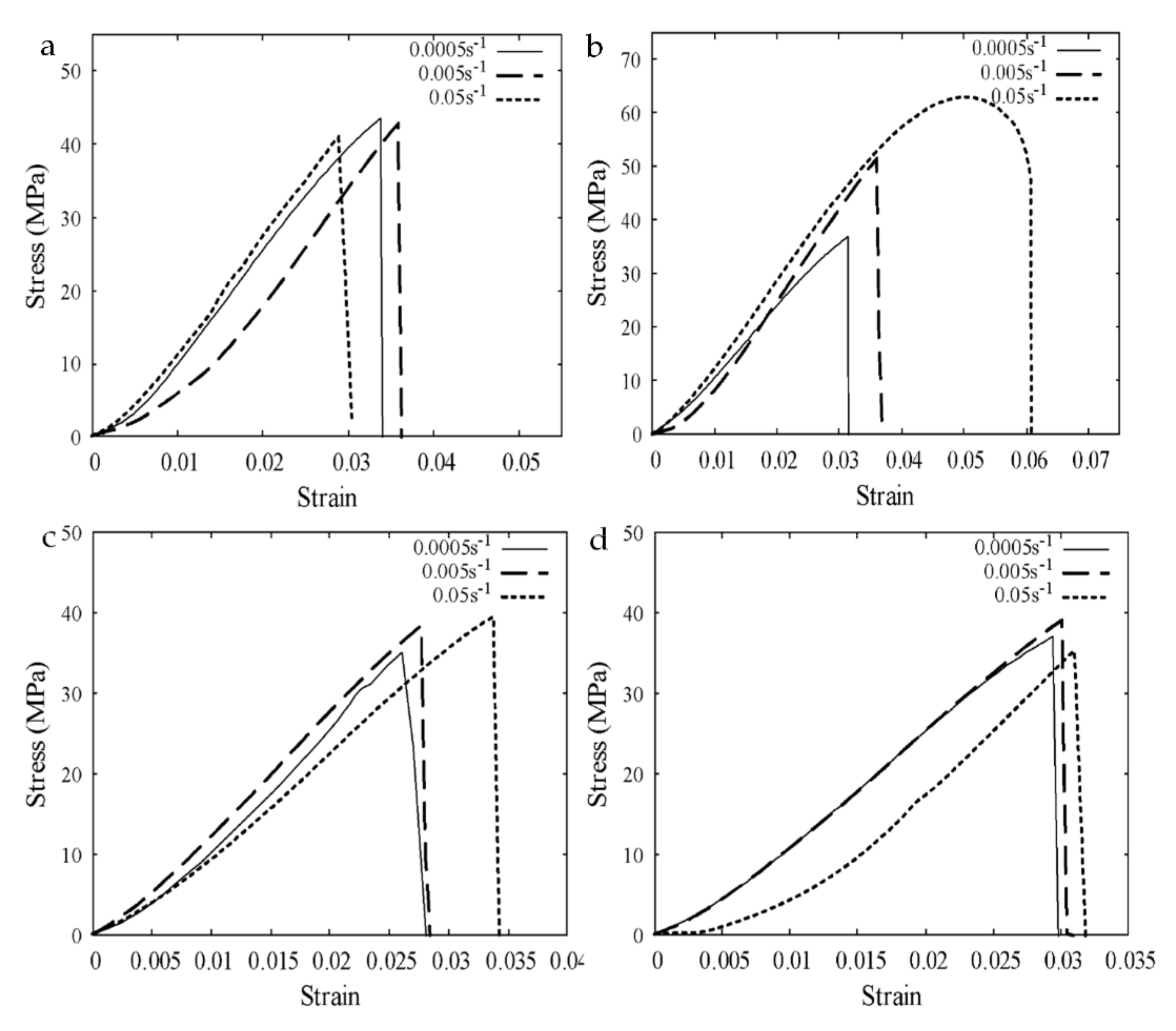
4.3. Stress-Strain Response
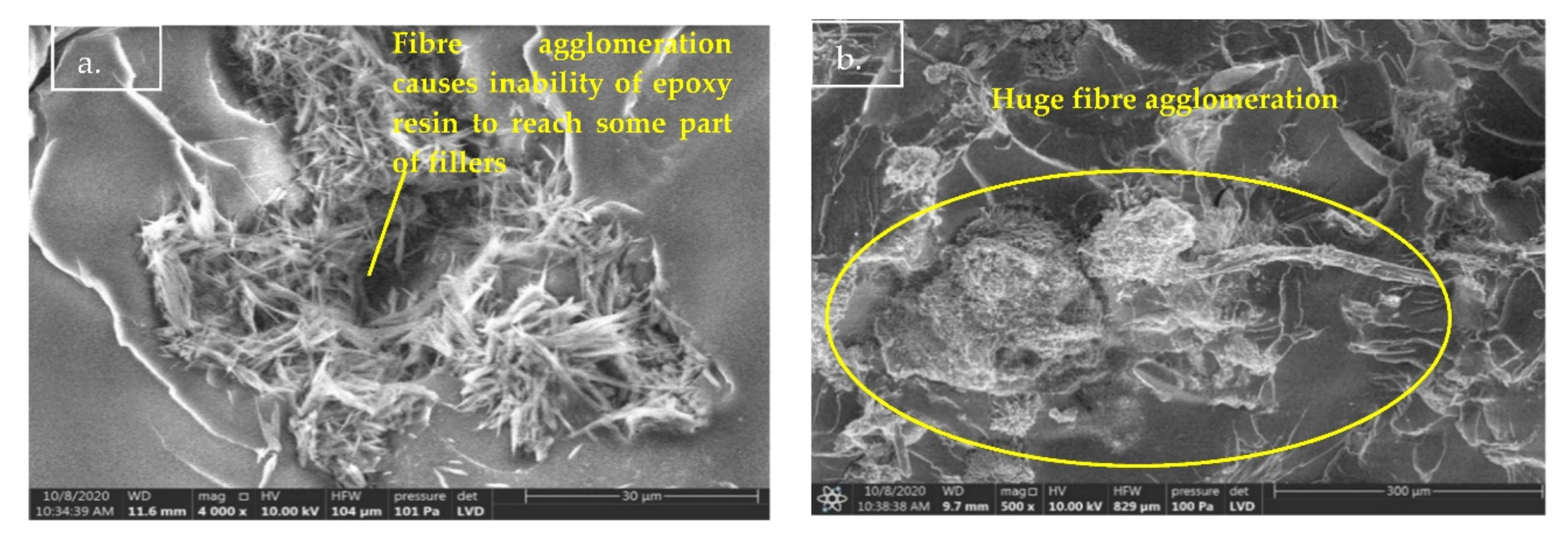
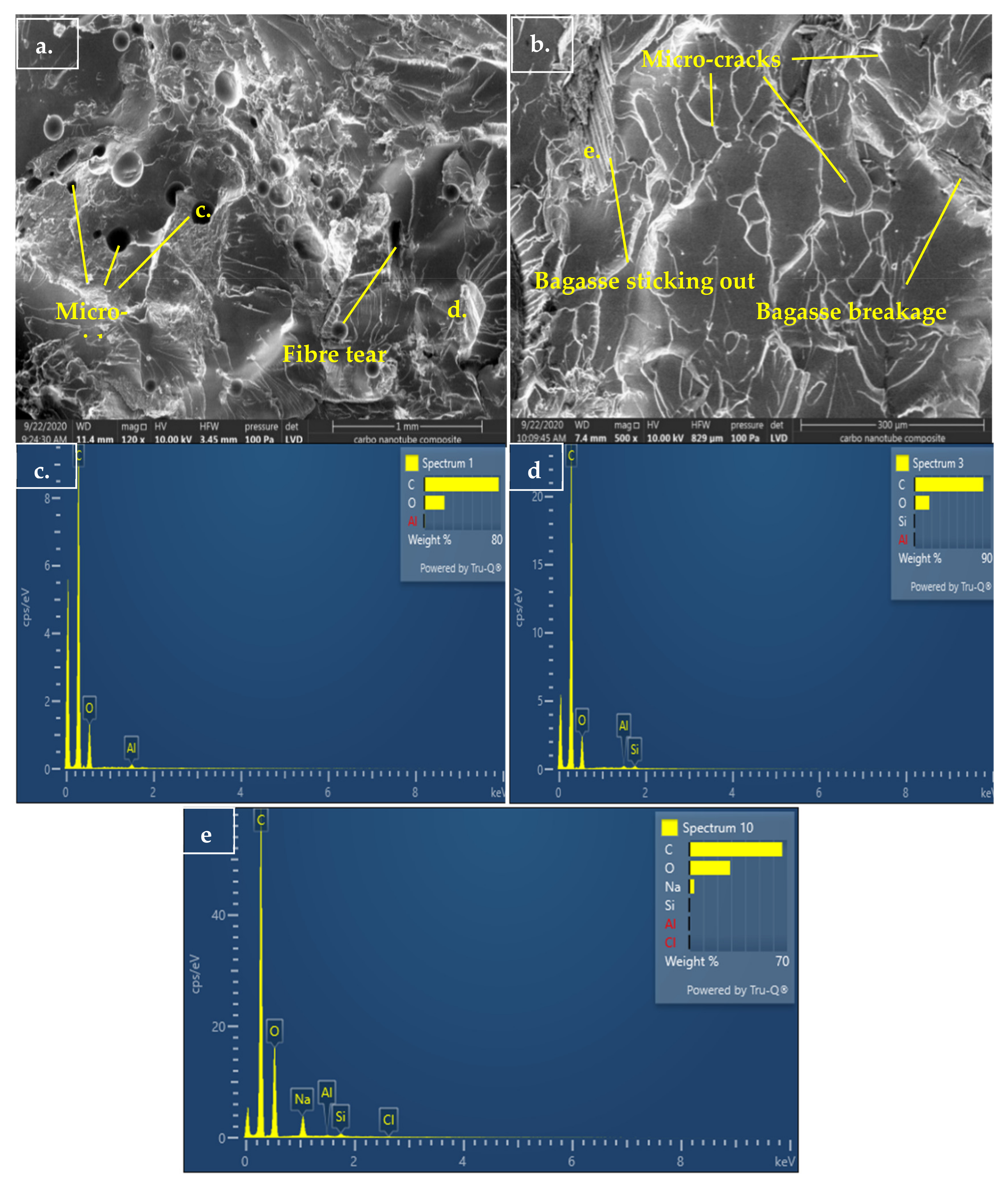
4.4. Fracture Surface Morphology under Different Strain Rates
4.5. Low Strain Rate Behaviour of 0.05 wt.% SWCNT-Reinforced Bagasse-Epoxy
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fotouh, A.; Wolodko, J.D.; Lipsett, M.G. Characterization and modeling of strain rate hardening in natural-fiber-reinforced viscoplastic polymer. Polym. Compos. 2014, 35, 2290–2296. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, X.; Chouw, N.; Li, Z.; Shi, Y. Strain rate effect on the dynamic tensile behaviour of flax fibre reinforced polymer. Compos. Struct. 2018, 200, 135–143. [Google Scholar] [CrossRef]
- Chokshi, S.; Gohill, P. Effect of Strain Rate on Tensile Strength Of Natural Fiber Reinforced Polyester Composites. Int. J. Mech. Eng. Technol. 2018, 9, 861–869. [Google Scholar]
- Kumar, R.; Kumar, K.; Bhowmik, S. Mechanical characterization and quantification of tensile, fracture and viscoelastic characteristics of wood filler reinforced epoxy composite. Wood Sci. Technol. 2018, 52, 677–699. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, K.; Bhowmik, S. Assessment and Response of Treated Cocos nucifera Reinforced Toughened Epoxy Composite Towards Fracture and Viscoelastic Properties. J. Polym. Environ. 2017, 26, 2522–2535. [Google Scholar] [CrossRef]
- Kumar, R.; Bhowmik, S. Elucidating the Coir Particle Filler Interaction in Epoxy Polymer Composites at Low Strain Rate. Fibers Polym. 2019, 20, 428–439. [Google Scholar] [CrossRef]
- Patel, M.; Chokshi, S. Experimental Investigation on Tensile Strength of Natural Fiber Composites with Varying Strain Rate. Int. J. Electron. Electr. Comput. Syst. 2017, 6, 477–484. [Google Scholar]
- Debnath, S.; Khieng, T.K.; Anwar, M.; Basak, A.K.; Pramanik, A. Strain Rate Sensitivity of Epoxy Composites Reinforced with Varied Sizes of Bagasse Particles. J. Compos. Sci. 2020, 4, 110. [Google Scholar] [CrossRef]
- Lauke, B. On the effect of particle size on fracture toughness of polymer composites. Compos. Sci. Technol. 2008, 68, 3365–3372. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.; Liu, B.; Gao, X.; Xu, D. A review of the interfacial characteristics of polymer nanocomposites containing carbon nanotubes. RSC Adv. 2018, 8, 28048–28085. [Google Scholar] [CrossRef] [Green Version]
- Anggono, J.; Habibi, N.R.; Sugondo, D.S. Alkali Treatment on Sugarcane Bagasse to Improve Properties of Green Composites of Sugarcane Bagasse Fibers-Polypropylene. In Ceramic Engineering and Science Proceedings; Wiley: Hoboken, NJ, USA, 2014; pp. 139–149. [Google Scholar]
- Acharya, S.K.; Punyapriya, M.; Suraj, K.M. Effect of surface treatment on the mechanical properties of bagasse fiber reinforced polymer composite. BioResources 2011, 6, 3155–3165. [Google Scholar]
- Campana, C.; Leger, R.; Sonnier, R.; Ferry, L.; Ienny, P. Effect of post curing temperature on mechanical properties of a flax fiber reinforced epoxy composite. Compos. Part A Appl. Sci. Manuf. 2018, 107, 171–179. [Google Scholar] [CrossRef]
- Othman, H.; Marzouk, H. Strain Rate Sensitivity of Fiber-Reinforced Cementitious Composites. ACI Mater. J. 2016, 113, 143–150. [Google Scholar] [CrossRef]
- Sullivan, J.D.; Lauzon, P.H. Experimental probability estimators for Weibull plots. J. Mater. Sci. Lett. 1986, 5, 1245–1247. [Google Scholar] [CrossRef]
- Lai, C.-D.; Murthy, D.; Xie, M. Weibull Distributions and Their Applications. Springer Handbook of Engineering Statistics; Springer: Amsterdam, The Netherlands, 2006; Chapter 3; pp. 63–78. [Google Scholar] [CrossRef]
- Saghafi, A.; Mirhabibi, A.; Yari, G. Improved linear regression method for estimating Weibull parameters. Theor. Appl. Fract. Mech. 2009, 52, 180–182. [Google Scholar] [CrossRef]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Davies, I. Effect of filler load on the curing behavior and mechanical and thermal performance of wood flour filled thermoset composites. J. Clean. Prod. 2017, 164, 1145–1156. [Google Scholar] [CrossRef]
- Anggono, J.; Ágnes, E.F.; Bartos, A.; Móczó, J.; Antoni, R.; Purwaningsih, H.; Pukánszky, B. Deformation and failure of sugarcane bagasse reinforced PP. Eur. Polym. J. 2019, 112, 153–160. [Google Scholar] [CrossRef] [Green Version]
- Arrakhiz, F.; Malha, M.; Bouhfid, R.; Benmoussa, K.; Qaiss, A.E.K. Tensile, flexural and torsional properties of chemically treated alfa, coir and bagasse reinforced polypropylene. Compos. Part B Eng. 2013, 47, 35–41. [Google Scholar] [CrossRef]
- Naguib, H.M.; Kandil, U.F.; Hashem, A.I.; Boghdadi, Y.M. Effect of fiber loading on the mechanical and physical properties of “green” bagasse–polyester composite. J. Radiat. Res. Appl. Sci. 2015, 8, 544–548. [Google Scholar] [CrossRef] [Green Version]
- Siviour, C.R.; Jordan, J.L. High Strain Rate Mechanics of Polymers: A Review. J. Dyn. Behav. Mater. 2016, 2, 15–32. [Google Scholar] [CrossRef] [Green Version]
- Jasmi, N.F.; Kasim, J.; Ansar, M.S.; Maidin, I.I. The Role of Oil Palm (Elaeis guineensis) Frond as Filler in Polypropylene Matrix with Relation of Filler Loading and Particle Size Effects. In Regional Conference on Science, Technology and Social Sciences; Springer: Amsterdam, The Netherlands, 2016; pp. 393–403. [Google Scholar] [CrossRef]
- Arash, B.; Park, H.S.; Rabczuk, T. Tensile fracture behavior of short carbon nanotube reinforced polymer composites: A coarse-grained model. Compos. Struct. 2015, 134, 981–988. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Wang, Q.; Wang, S. A review on enhancement of mechanical and tribological properties of polymer composites reinforced by carbon nanotubes and graphene sheet: Molecular dynamics simulations. Compos. Part B Eng. 2019, 160, 348–361. [Google Scholar] [CrossRef]
- Cui, J.; Wang, S.; Wang, S.; Li, G.; Wang, P.; Liang, C. The Effects of Strain Rates on Mechanical Properties and Failure Behavior of Long Glass Fiber Reinforced Thermoplastic Composites. Polymers 2019, 11, 2019. [Google Scholar] [CrossRef] [Green Version]
- Behera, R.P.; Rawat, P.; Tiwari, S.K.; Singh, K.K. A brief review on the mechanical properties of Carbon nanotube reinforced polymer composites. Mater. Today Proc. 2020, 22, 2109–2117. [Google Scholar] [CrossRef]
- Shen, X.; Jia, J.; Chen, C.; Li, Y.; Kim, J.-K. Enhancement of mechanical properties of natural fiber composites via carbon nanotube addition. J. Mater. Sci. 2014, 49, 3225–3233. [Google Scholar] [CrossRef]
- Yu, J.; Chen, Y.; Leung, C.K. Micromechanical modeling of crack-bridging relations of hybrid-fiber Strain-Hardening Cementitious Composites considering interaction between different fibers. Constr. Build. Mater. 2018, 182, 629–636. [Google Scholar] [CrossRef]
- Zotti, A.; Zuppolini, S.; Zarrelli, M.; Borriello, A. Fracture Toughening Mechanisms in Epoxy Adhesives. In Adhesives—Applications and Properties; Rudawska, A., Ed.; InTech: London, UK, 2016; pp. 239–269. [Google Scholar]
- Vládar, A.E. Strategies for Scanning Electron Microscopy Sample Preparation and Characterization of Multiwall Carbon Nanotube Polymer Composites; National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2016.
- Yang, X.; Zhang, B. Material embrittlement in high strain-rate loading. Int. J. Extrem. Manuf. 2019, 1, 022003. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment | Filler Loading | Strain Rate |
|---|---|---|
| Bagasse Filler Loadings (Preliminary) | Neat Epoxy | 0.0005 s−1 |
| 2 wt.% Bagasse | 0.0005 s−1 | |
| 4 wt.% Bagasse | 0.0005 s−1 | |
| 6 wt.% Bagasse | 0.0005 s−1 | |
| 8 wt.% Bagasse | 0.0005 s−1 | |
| Bagasse-Epoxy Different Strain Rates Test | 2 wt.% Bagasse | 0.0005 s−1 |
| 2 wt.% Bagasse | 0.005 s−1 | |
| 2 wt.% Bagasse | 0.05 s−1 | |
| SWCNTs/Bagasse-Epoxy Different Strain Rates Test | 0.05 wt.% SWCNTs + 2% wt. Bagasse | 0.0005 s−1 |
| 0.05 wt.% SWCNTs + 2% wt. Bagasse | 0.005 s−1 | |
| 0.05 wt.% SWCNTs + 2% wt. Bagasse | 0.05 s−1 | |
| 0.15 wt.% SWCNTs + 2% wt. Bagasse | 0.0005 s−1 | |
| 0.15 wt.% SWCNTs + 2% wt. Bagasse | 0.005 s−1 | |
| 0.15 wt.% SWCNTs + 2% wt. Bagasse | 0.05 s−1 | |
| 0.25 wt.% SWCNTs + 2% wt. Bagasse | 0.0005 s−1 | |
| 0.25 wt.% SWCNTs + 2% wt. Bagasse | 0.005 s−1 | |
| 0.25 wt.% SWCNTs + 2% wt. Bagasse | 0.05 s−1 |
| Reinforcement | Strain Rate | Weibull Modulus (m) | Toughness (kJ/m3) | |
|---|---|---|---|---|
| 2 wt.% Bagasse | 0.0005 s−1 | 5.59 | 36.08 | 406.25 |
| 2 wt.% Bagasse | 0.005 s−1 | 9.26 | 37.94 | 425.39 |
| 2 wt.% Bagasse | 0.05 s−1 | 13.16 | 38.96 | 474.19 |
| 0.05 wt.% SWCNTs + 2 wt.% Bagasse | 0.0005 s−1 | 10.98 | 37.23 | 485.09 |
| 0.05 wt.% SWCNTs + 2 wt.% Bagasse | 0.005 s−1 | 9.46 | 47.7 | 681.41 |
| 0.05 wt.% SWCNTs + 2 wt.% Bagasse | 0.05 s−1 | 9.28 | 61.68 | 1449.75 |
| 0.15 wt.% SWCNTs + 2 wt.% Bagasse | 0.0005 s−1 | 9.98 | 31.63 | 369.09 |
| 0.15 wt.% SWCNTs + 2 wt.% Bagasse | 0.005 s−1 | 11.75 | 36.58 | 440.87 |
| 0.15 wt.% SWCNTs + 2 wt.% Bagasse | 0.05 s−1 | 28.87 | 38.43 | 584.32 |
| 0.25 wt.% SWCNTs + 2 wt.% Bagasse | 0.0005 s−1 | 19.47 | 37.06 | 493.83 |
| 0.25 wt.% SWCNTs + 2 wt.% Bagasse | 0.005 s−1 | 25.26 | 38.14 | 489.86 |
| 0.25 wt.% SWCNTs + 2 wt.% Bagasse | 0.05 s−1 | 18.69 | 33.65 | 363.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khieng, T.K.; Debnath, S.; Anwar, M.; Pramanik, A.; Basak, A.K. Single-Walled Carbon Nanotube-Enhanced Bagasse-Epoxy Hybrid Composites under Varied Low Tensile Strain Rates. Appl. Mech. 2021, 2, 863-877. https://doi.org/10.3390/applmech2040050
Khieng TK, Debnath S, Anwar M, Pramanik A, Basak AK. Single-Walled Carbon Nanotube-Enhanced Bagasse-Epoxy Hybrid Composites under Varied Low Tensile Strain Rates. Applied Mechanics. 2021; 2(4):863-877. https://doi.org/10.3390/applmech2040050
Chicago/Turabian StyleKhieng, Tan Ke, Sujan Debnath, Mahmood Anwar, Alokesh Pramanik, and Animesh Kumar Basak. 2021. "Single-Walled Carbon Nanotube-Enhanced Bagasse-Epoxy Hybrid Composites under Varied Low Tensile Strain Rates" Applied Mechanics 2, no. 4: 863-877. https://doi.org/10.3390/applmech2040050
APA StyleKhieng, T. K., Debnath, S., Anwar, M., Pramanik, A., & Basak, A. K. (2021). Single-Walled Carbon Nanotube-Enhanced Bagasse-Epoxy Hybrid Composites under Varied Low Tensile Strain Rates. Applied Mechanics, 2(4), 863-877. https://doi.org/10.3390/applmech2040050