



Optimization of Black Tea Drying Temperature in an Endless Chain Pressure (ECP) Dryer



Abstract
:1. Introduction
2. Materials and Methods
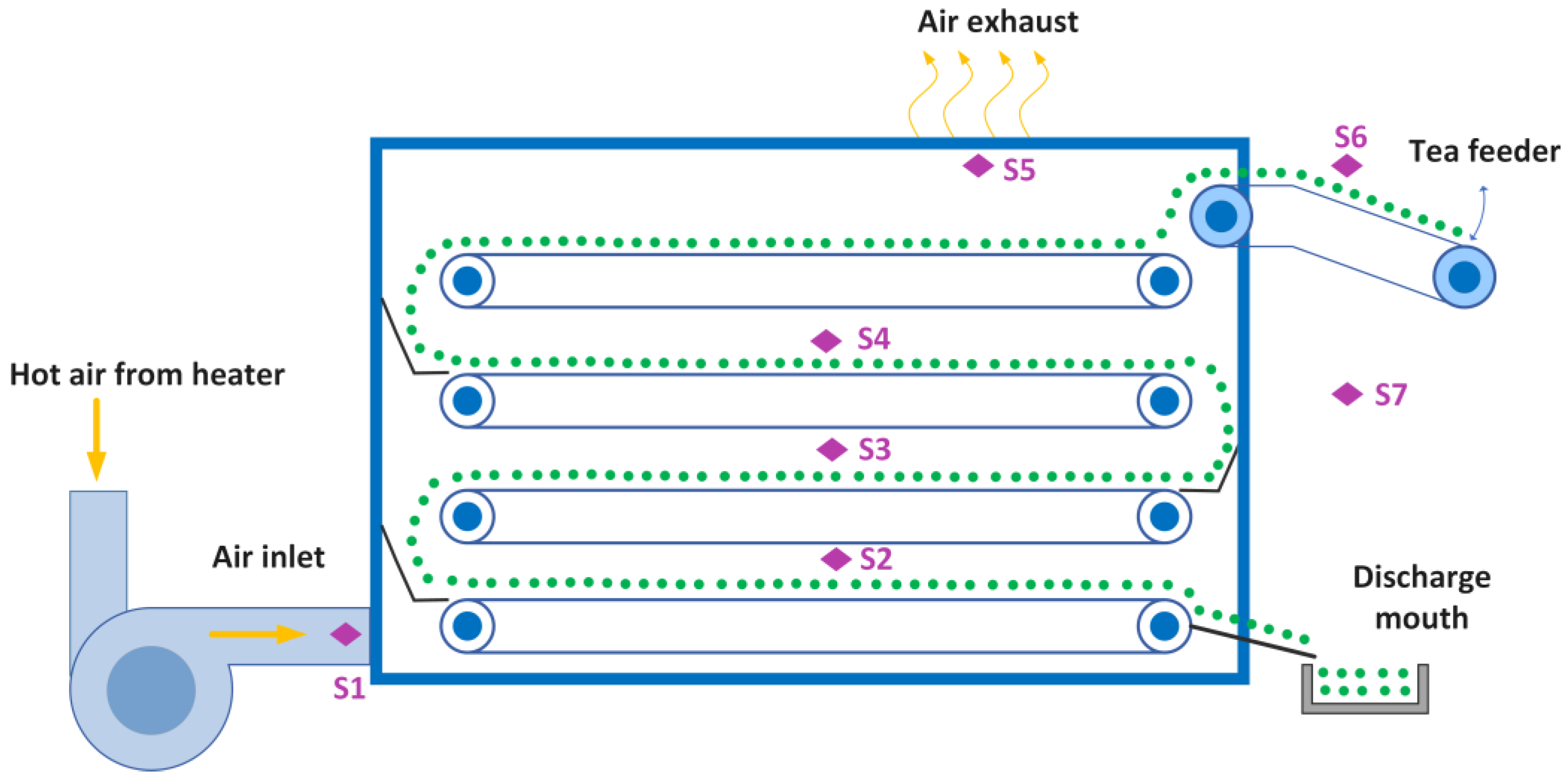
2.1. The Experimental Setup of the ECP Dryer
2.2. Drying Tea Leaves
2.3. Energy Analysis
2.3.1. Energy Consumed by the Dryer
2.3.2. Energy Consumed by Tea Leaves
2.3.3. Energy to Heat and Evaporate the Moisture
2.3.4. Specific Energy Consumption
2.3.5. Energy Wastage in Drying
2.4. Chemical Analysis of Dried Tea Leaves
2.4.1. Theaflavin (TF) and Thearubigin (TR) Content
2.4.2. Total Phenolic Content
2.5. Sensory Analysis
2.6. Statistical Analysis
3. Results and Discussion
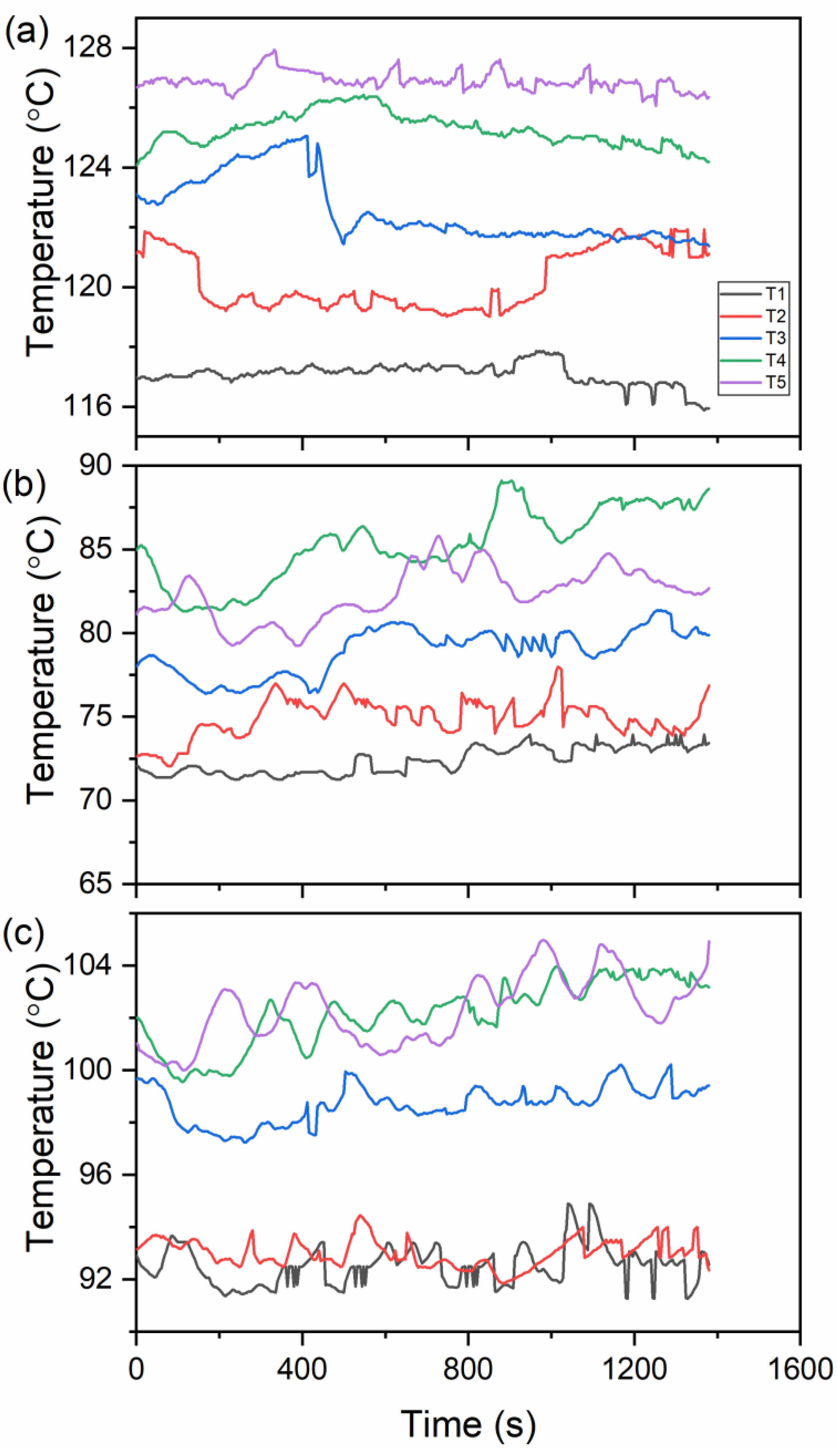
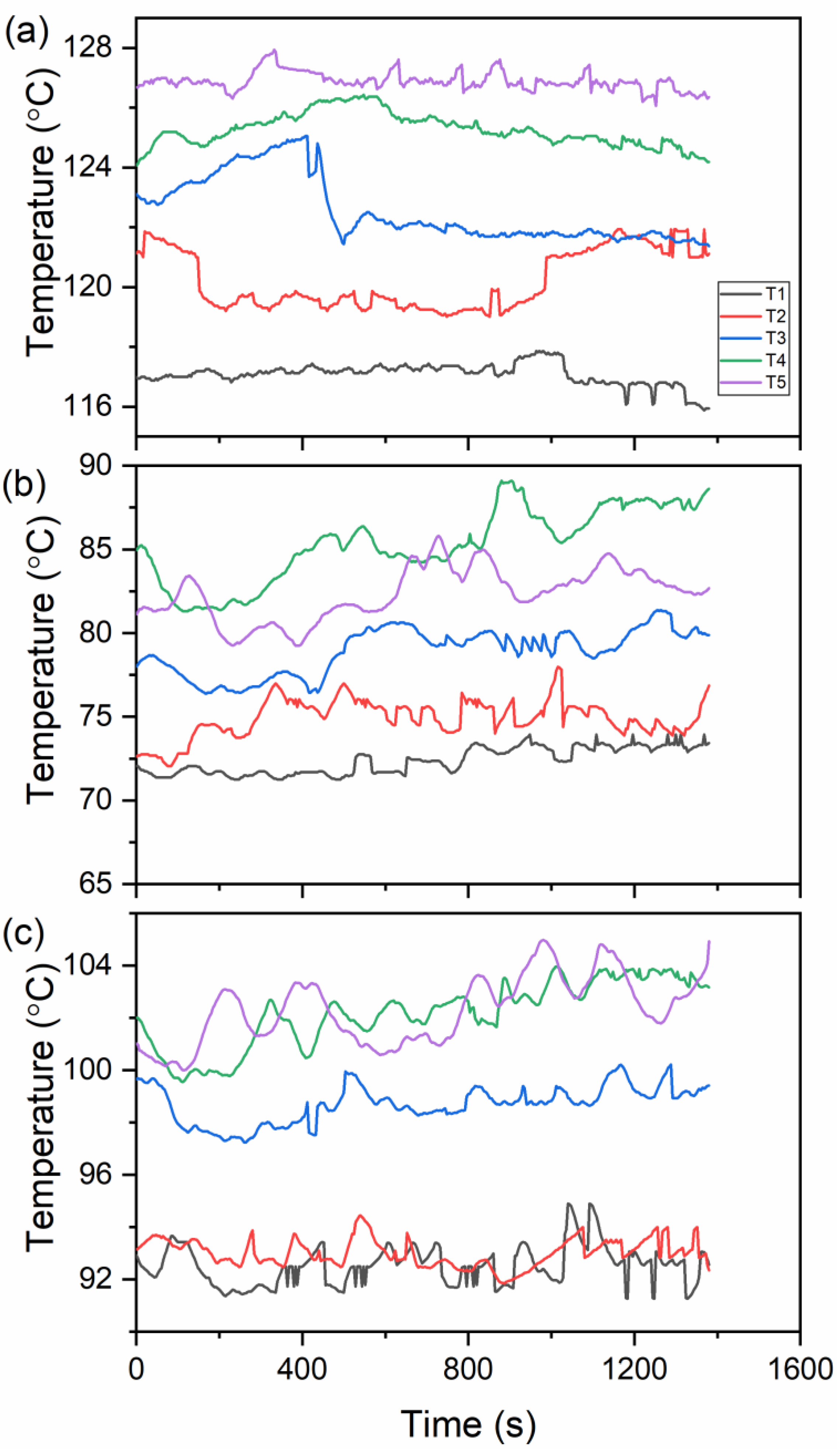
3.1. Temperature Changes throughout the Drying Time
3.2. Energy Analysis
3.2.1. Energy Consumed by Dryer
3.2.2. Energy Consumed by the Tea Leaves
3.2.3. Energy to Heat and Evaporate the Moisture
3.2.4. Specific Energy Consumption
3.2.5. Energy Wastage
3.3. Chemical Analysis
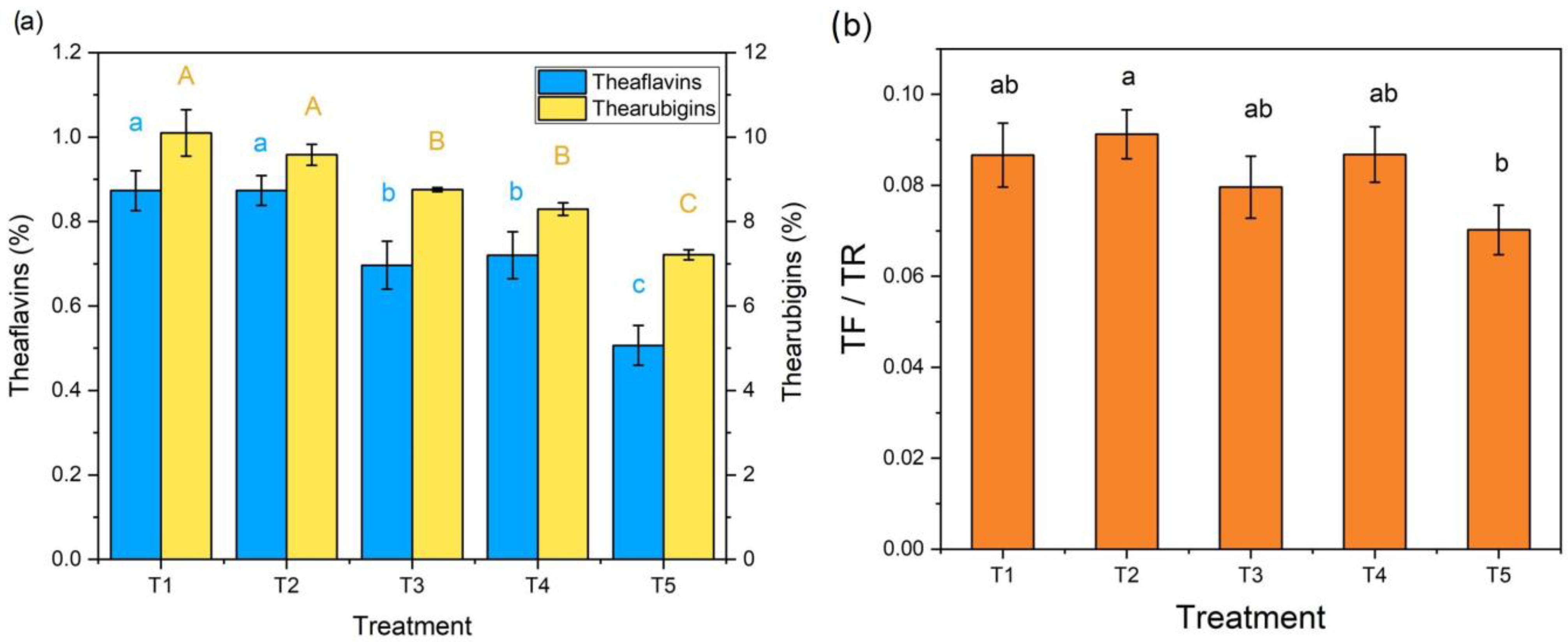
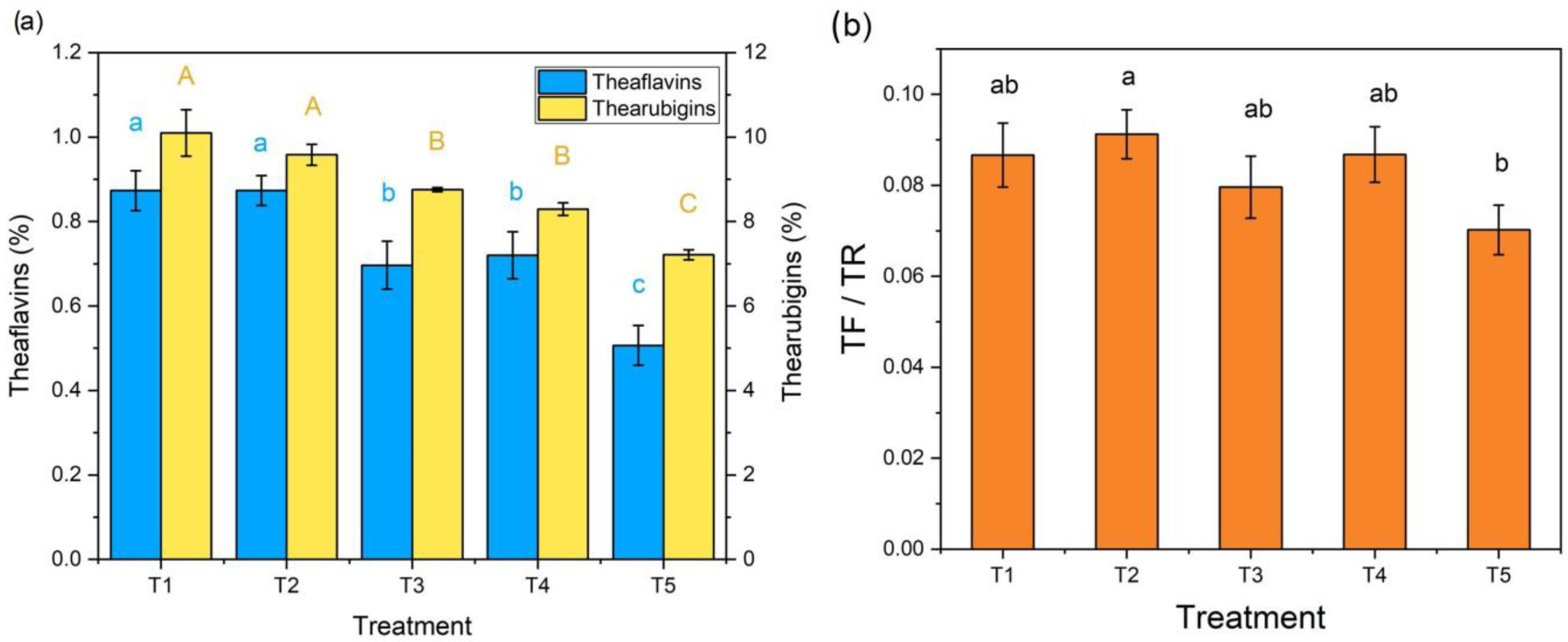
3.3.1. Theaflavins (TF), Thearubigins (TR), and the TF:TR Ratio
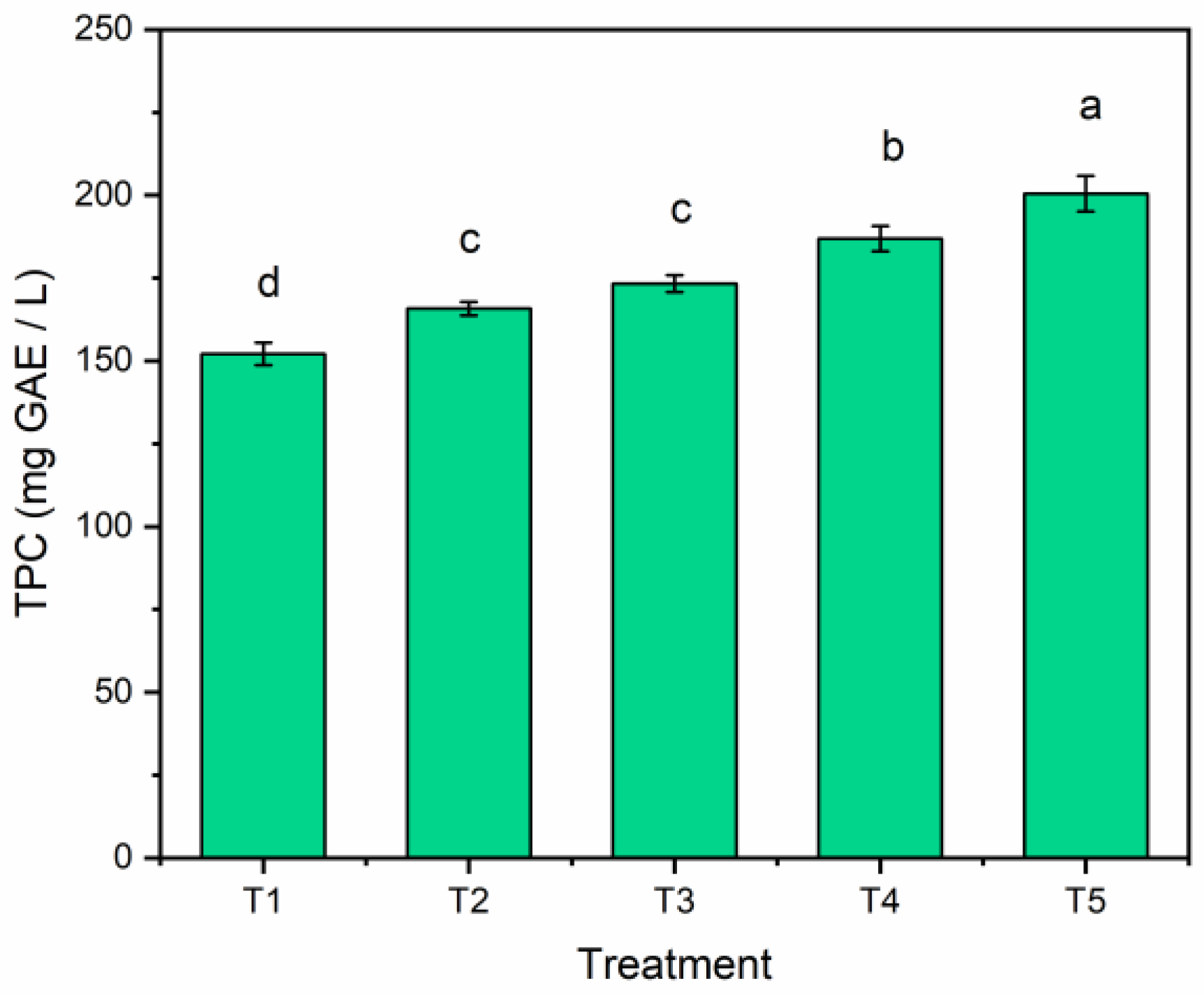
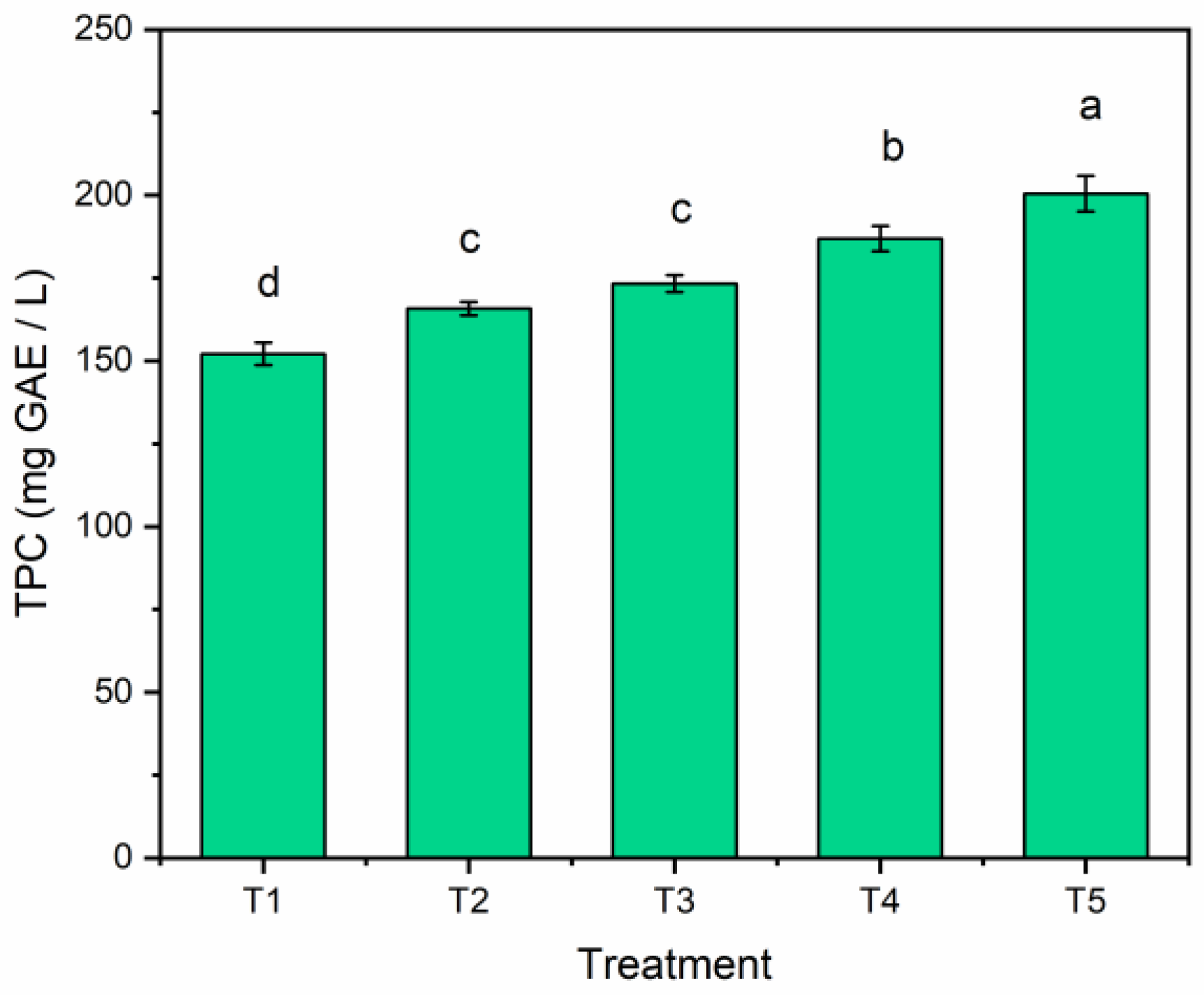
3.3.2. Total Phenolic Content
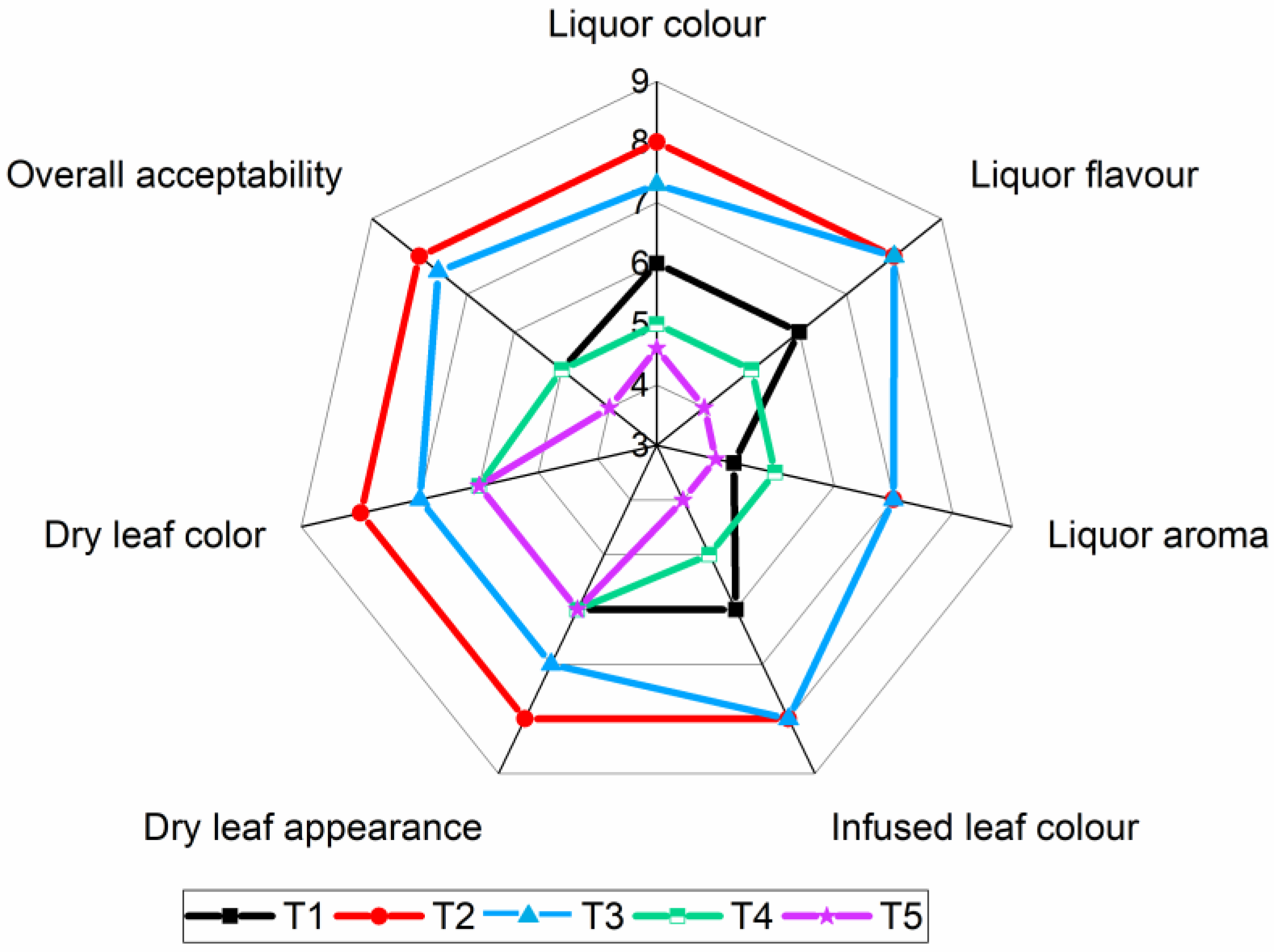
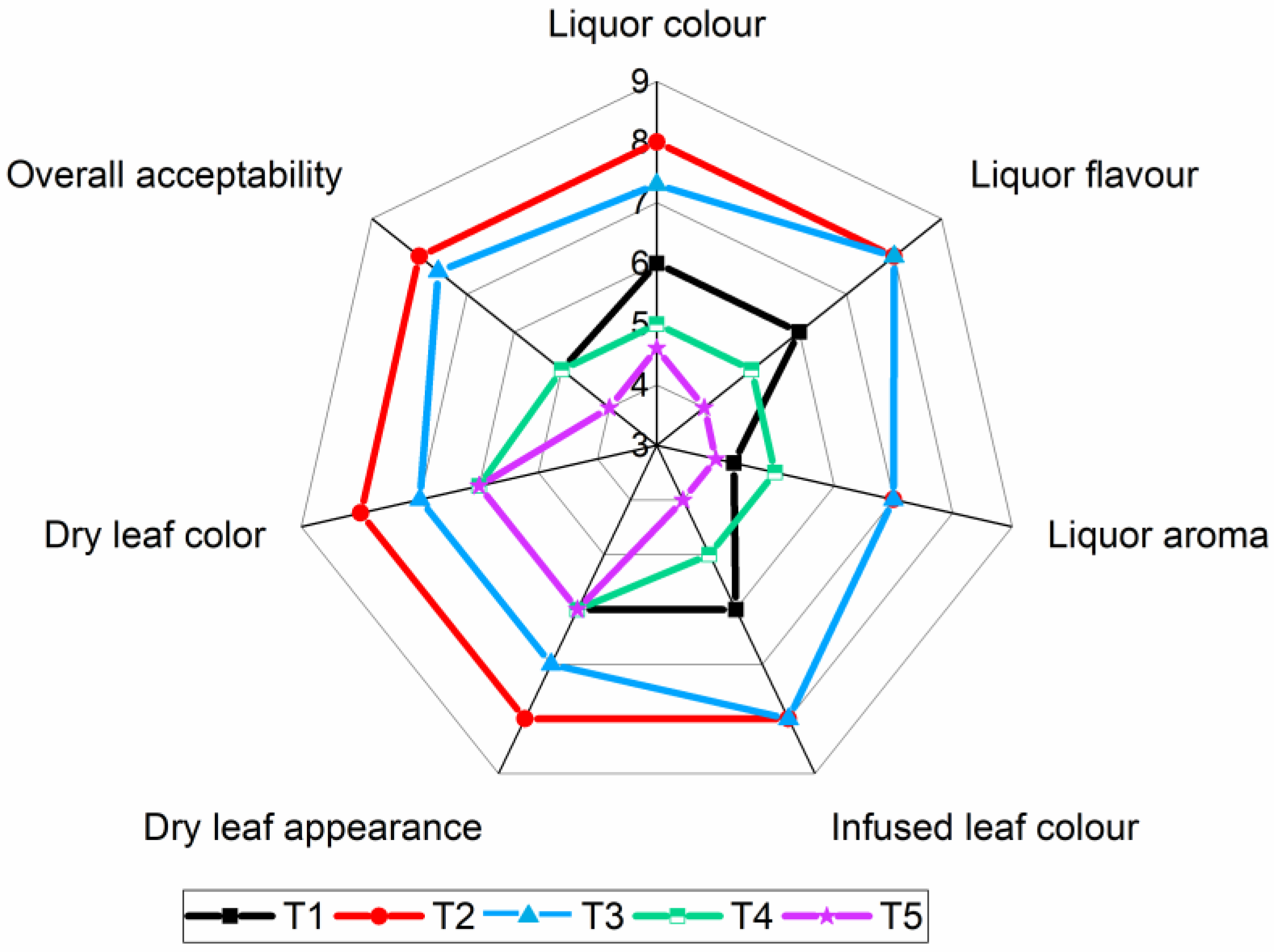
3.4. Sensory Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abhiram, G.; Manathunga, M.; Raveendran, K.; Withanage, N. Performance Analysis of High-Efficiency Motor and Variable Speed Drive in Black Tea Processing Machinery. J. Biosyst. Eng. 2020, 45, 310–317. [Google Scholar] [CrossRef]
- Munasinghe, M.; Deraniyagala, Y.; Dassanayake, N.; Karunarathna, H. Economic, social and environmental impacts and overall sustainability of the tea sector in Sri Lanka. Sustain. Prod. Consum. 2017, 12, 155–169. [Google Scholar] [CrossRef]
- Wijeratne, M. Vulnerability of Sri Lanka tea production to global climate change. Water Air Soil Pollut. 1996, 92, 87–94. [Google Scholar] [CrossRef]
- Basnayake, B.; Gunaratne, L. Estimation of technical efficiency and it’s determinants in the tea small holding sector in the Mid Country Wet Zone of Sri Lanka. Sri Lankan J. Agric. Econ. 2002, 4, 137–150. [Google Scholar] [CrossRef]
- Jayasinghe, S.L.; Kumar, L. Climate change may imperil tea production in the four major tea producers according to climate prediction models. Agronomy 2020, 10, 1536. [Google Scholar] [CrossRef]
- Qu, F.; Zhu, X.; Ai, Z.; Ai, Y.; Qiu, F.; Ni, D. Effect of different drying methods on the sensory quality and chemical components of black tea. LWT 2019, 99, 112–118. [Google Scholar] [CrossRef]
- Kumar, K.R.; Dashora, K.; Kumar, S.; Dharmaraja, S.; Sanyal, S.; Aditya, K.; Kumar, R. A review of drying technology in tea sector of industrial, non-conventional and renewable energy based drying systems. Appl. Therm. Eng. 2023, 224, 120118. [Google Scholar] [CrossRef]
- De Silva, W. Status review of energy utilization by the tea industry in Sri Lanka. Sri Lanka J. Tea Sci. 1994, 63, 46–58. [Google Scholar]
- Lian, G.; Thiru, A.; Parry, A.; Moore, S. CFD simulation of heat transfer and polyphenol oxidation during tea fermentation. Comput. Electron. Agric. 2002, 34, 145–158. [Google Scholar] [CrossRef]
- Abhiram, G.; Briyangari, A.; Eeswaran, R. Drying of Gymnema sylvestre Using Far-Infrared Radiation: Antioxidant Activity and Optimization of Drying Conditions. AgriEngineering 2023, 5, 611–622. [Google Scholar] [CrossRef]
- Zeng, Z.; Li, B.; Han, C.; Wu, W.; Wang, X.; Xu, J.; Zheng, Z.; Ma, B.; Hu, Z. An exergoeconomic analysis of a gas-type industrial drying system of black tea. Entropy 2022, 24, 655. [Google Scholar] [CrossRef] [PubMed]
- Jindarat, W.; Sungsoontorn, S.; Rattanadecho, P. Analysis of energy consumption in drying process of biomaterials using a combined unsymmetrical double-feed microwave and vacuum system (CUMV)—Case study: Tea leaves. Dry. Technol. 2013, 31, 1138–1147. [Google Scholar] [CrossRef]
- Temple, S.; van Boxtel, A. PH—Postharvest Technology: A Comparison of Dryer Types used for Tea Drying. J. Agric. Eng. Res. 2000, 77, 401–407. [Google Scholar] [CrossRef]
- Hazarika, M.; Chakravarty, S.K.; Mahanta, P.K. Studies on thearubigin pigments in black tea manufacturing systems. J. Sci. Food Agric. 1984, 35, 1208–1218. [Google Scholar] [CrossRef]
- Shan, Z.; Nisar, M.F.; Li, M.; Zhang, C.; Wan, C.C. Theaflavin chemistry and its health benefits. Oxidative Med. Cell. Longev. 2021, 2021, 6256618. [Google Scholar] [CrossRef]
- Zhu, K.; Ouyang, J.; Huang, J.; Liu, Z. Research progress of black tea thearubigins: A review. Crit. Rev. Food Sci. Nutr. 2021, 61, 1556–1566. [Google Scholar] [CrossRef]
- Temple, S.J.; Temple, C.M.; Boxtel, A.J.B.v.; Clifford, M.N. The effect of drying on black tea quality. J. Sci. Food Agric. 2001, 81, 764–772. [Google Scholar] [CrossRef]
- Su, Y.L.; Leung, L.K.; Huang, Y.; Chen, Z.-Y. Stability of tea theaflavins and catechins. Food Chem. 2003, 83, 189–195. [Google Scholar]
- Ding, J.; Mei, S.; Gao, L.; Wang, Q.; Ma, H.; Chen, X. Tea processing steps affect chemical compositions, enzyme activities, and antioxidant and anti-inflammatory activities of coffee leaves. Food Front. 2022, 3, 505–516. [Google Scholar] [CrossRef]
- Abhiram, G.; Jinthushayi, S.; Withanage, N. Optimization of feeding rate and pressure of Orthodox Roller in Black Tea production. AGRIEAST J. Agric. Sci. 2018, 12, 16–25. [Google Scholar] [CrossRef]
- Selvi, K.Ç.; Kabutey, A.; Gürdil, G.A.K.; Herak, D.; Kurhan, Ş.; Klouček, P. The effect of infrared drying on color, projected area, drying time, and total phenolic content of rose (Rose electron) petals. Plants 2020, 9, 236. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Energy Consumed by Dryer | Energy Consumed by Tea Leaves | Energy to Heat Moisture | Energy to Evaporate Moisture | Specific Energy Consumption (SEC) | Energy Wastage |
|---|---|---|---|---|---|---|
| MJ | MJ | MJ | MJ | MJ/kg H2O | MJ | |
| T1 | 114.66 ± 4.19 b | 4.21 ± 0.04 c | 1.27 ± 0.02 c | 11.73 ± 0.06 e | 48.24 ± 0.22 a | 233.32 ± 0.68 c |
| T2 | 126.47 ± 5.07 a | 4.20 ± 0.04 c | 1.31 ± 0.01 c | 12.15 ± 0.06 d | 47.67 ± 0.36 ab | 238.82 ± 2.17 bc |
| T3 | 114.75 ± 3.70 b | 4.56 ± 0.1 b | 1.47 ± 0.03 b | 12.53 ± 0.07 c | 46.73 ± 0.73 b | 240.67 ± 3.19 b |
| T4 | 106.02 ± 2.91 b | 4.80 ± 0.01 a | 1.58 ± 0.01 a | 12.76 ± 0.05 b | 47.62 ± 0.15 ab | 249.76 ± 1.78 a |
| T5 | 115.62 ± 2.72 b | 4.78 ± 0.03 a | 1.61 ± 0.01 a | 13.12 ± 0.11 a | 46.87 ± 0.34 b | 252.66 ± 0.72 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abhiram, G.; Diraj, R.; Eeswaran, R. Optimization of Black Tea Drying Temperature in an Endless Chain Pressure (ECP) Dryer. AgriEngineering 2023, 5, 1989-1999. https://doi.org/10.3390/agriengineering5040122
Abhiram G, Diraj R, Eeswaran R. Optimization of Black Tea Drying Temperature in an Endless Chain Pressure (ECP) Dryer. AgriEngineering. 2023; 5(4):1989-1999. https://doi.org/10.3390/agriengineering5040122
Chicago/Turabian StyleAbhiram, Gunaratnam, Rasaiyah Diraj, and Rasu Eeswaran. 2023. "Optimization of Black Tea Drying Temperature in an Endless Chain Pressure (ECP) Dryer" AgriEngineering 5, no. 4: 1989-1999. https://doi.org/10.3390/agriengineering5040122
APA StyleAbhiram, G., Diraj, R., & Eeswaran, R. (2023). Optimization of Black Tea Drying Temperature in an Endless Chain Pressure (ECP) Dryer. AgriEngineering, 5(4), 1989-1999. https://doi.org/10.3390/agriengineering5040122