
Opportunities for Robotic Systems and Automation in Cotton Production

 ,
, 
 ,
,  , , ,
, , ,  , , and
, , and  add
Show full author list
add
Show full author list
Abstract
1. Introduction
2. Materials and Methods
Leveraging Open-Source Libraries
3. Results
3.1. Preplant and Planting Operations
3.1.1. Soil Sampling
3.1.2. Planting a Cover Crop
3.1.3. Preplant Weed Control
3.1.4. Planting
3.1.5. Gap Fill Planting
3.1.6. Uncapping after Planting
3.2. Within-Season Management
3.2.1. Stand Evaluation
3.2.2. Crust Busting
3.2.3. Sand Fighting
3.2.4. Weed Control
3.2.5. Insect & Disease Management
3.2.6. Nuisance Animal Deterrent
3.2.7. Fertility
3.2.8. Plant Growth Regulation
3.2.9. Mid-Season Leaf Removal
3.3. Harvest
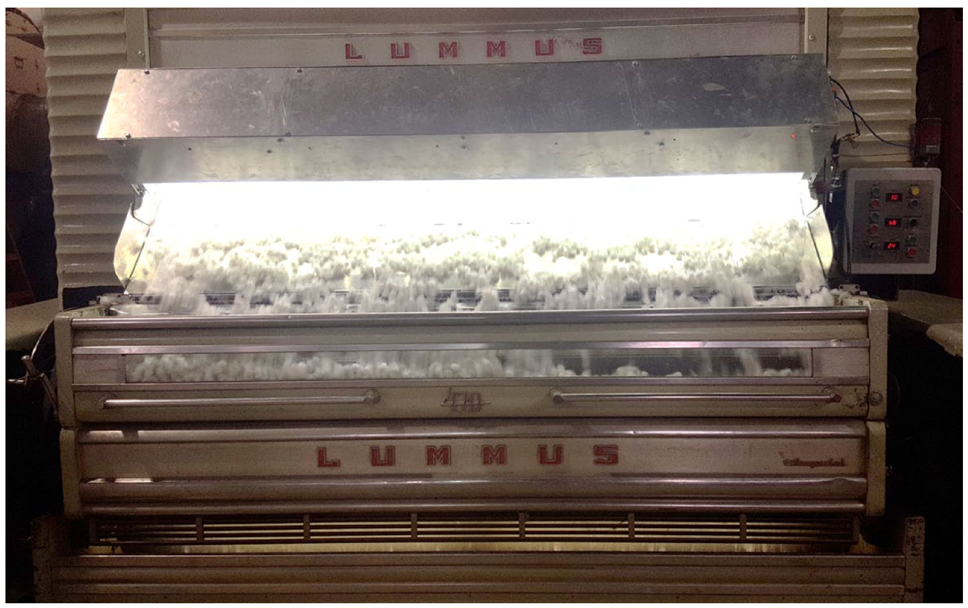
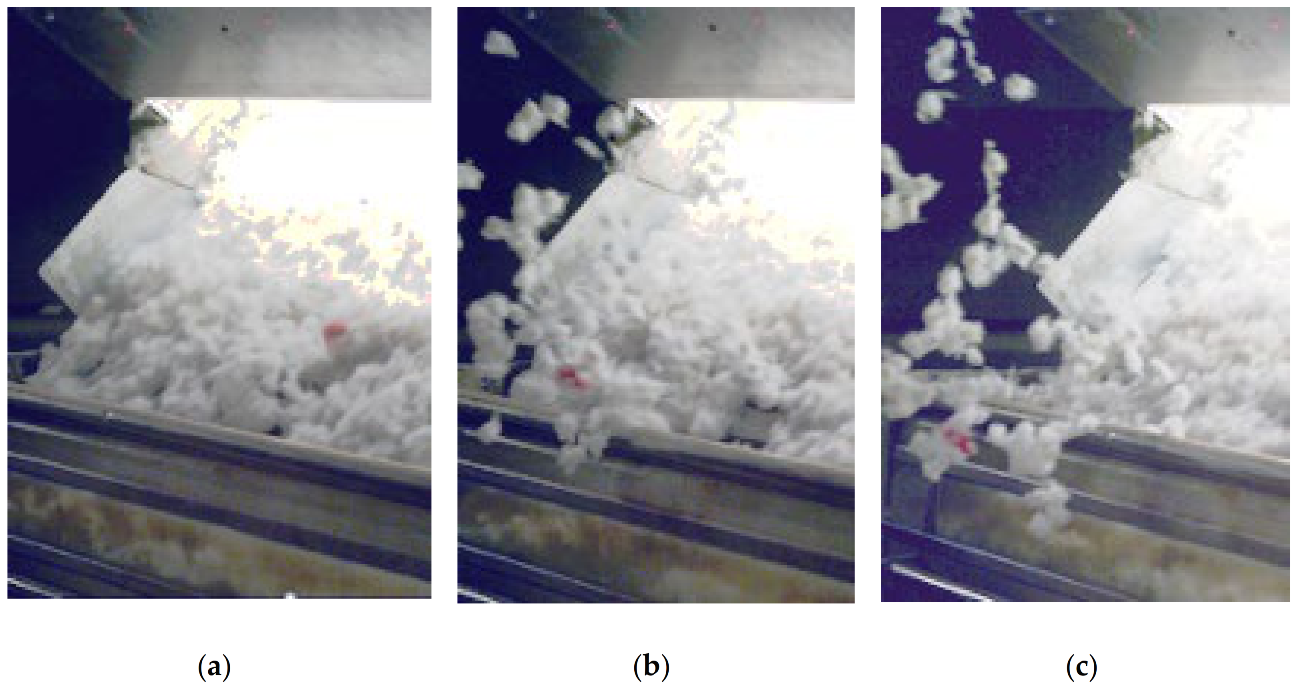
3.3.1. Plastic Trash Removal
3.3.2. Automated Yield Monitor Calibration
3.3.3. Automated Material Tracking
3.3.4. Frequent Harvest System
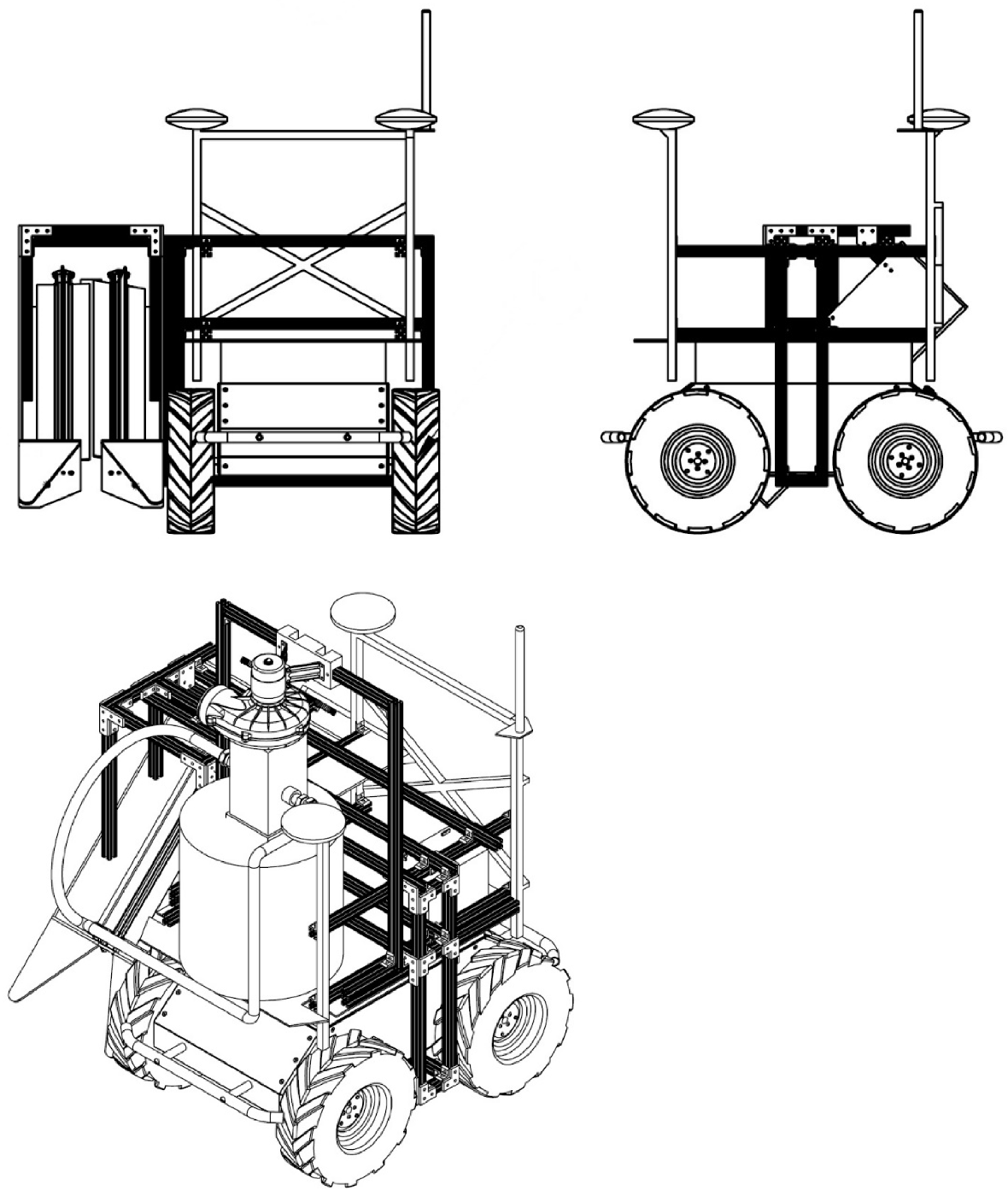
3.3.5. End Effector for Cotton Harvest
3.3.6. Autonomous Cotton Boll Removal
3.3.7. Economic Models of Cotton Harvest
3.4. Ginning
3.5. Warehouse Operations
4. Discussion of Potential Challenges to Cotton Automation
5. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Disclaimer
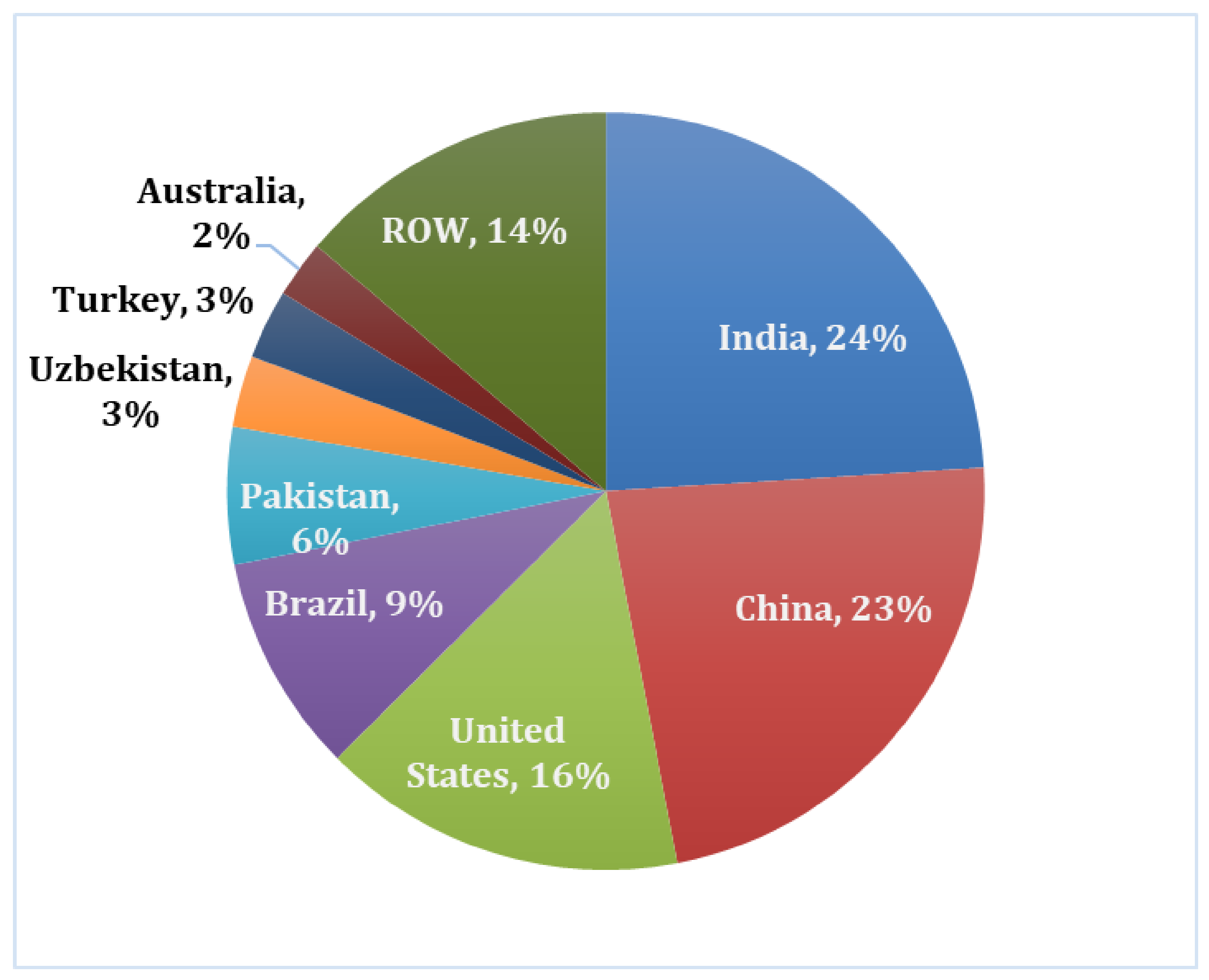
Appendix A. Cotton Background Information


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attribute | Region | Value |
|---|---|---|
| Area Harvested, 1000 ha | United States World | 4121 32,818 |
| Number of 218 kg bales of fiber produced | United States World | 18,215 116,926 |
| Fiber Yield, kg ha−1 | United States World | 961 776 |

References
- Sistler, F.E. Robotics and intelligent machines in agriculture. IEEE J. Robot. Autom. 1987, 3, 3–6. [Google Scholar] [CrossRef]
- Gossett, S. Farming and Agricultural Robotics. Built-In. 2020. Available online: https://builtin.com/robotics/farming-agricultural-robots (accessed on 17 May 2021).
- Salfer, J.; Endres, M.; Lazarus, W.; Minegishi, K.; Berning, B. Dairy Robotic Milking Systems—What are the Economics? Available online: https://dairy-cattle.extension.org/2019/08/dairy-robotic-milking-systems-what-are-the-economics/ (accessed on 23 March 2021).
- Westwood, J.H.; Charudattan, R.; Duke, S.O.; Fennimore, S.A.; Marrone, P.; Slaughter, D.C.; Swanton, C.; Zollinger, R. Weed Management in 2050: Perspectives on the Future of Weed Science. Weed Sci. 2018, 66, 275–285. [Google Scholar] [CrossRef]
- Murray, C.L.; Barker, M.E. Autonomous Robotic Agricultural Machine and System Thereof. U.S. Patent 9,891,629 B2, 13 February 2018. [Google Scholar]
- Feldschwarm® Technologies. Available online: http://www.feldschwarm.de (accessed on 23 March 2021).
- Dot® Power Platform. Available online: http://seedotrun.com/index.php (accessed on 23 March 2021).
- ROS Agriculture. Available online: http://rosagriculture.org/ (accessed on 23 March 2021).
- Pitla, S.; Bajwa, S.; Bhusal, S.; Brumm, T.; Brown-Barandl, T.; Buckmaster, D.; Condotta, I.; Fulton, J.; Janzen, T.; Karke, M.; et al. Ground and Aerial Robots for Agricultural Production: Opportunities and Challenges. CAST Issue Paper 70. 2020. Available online: https://www.cast-science.org/wp-content/uploads/2020/11/CAST_IP70_High-Tech-Ag-1.pdf (accessed on 27 May 2021).
- Mauney, J.R. Anatomy and morphology of cultivated cottons. In Cotton, 2nd ed.; Fang, D., Percy, R., Eds.; ASA, CSSA, SSSA: Madison, WI, USA, 2015; pp. 77–96. [Google Scholar]
- Elkady, A.; Sobh, T. Robotics Middleware: A Comprehensive Literature Survey and Attribute-Based Bibliography. J. Robot. 2012, 2012, 959013. [Google Scholar] [CrossRef]
- Slogsrud, S.S. GRBL Open-Source, Github published, Computer Numerical Control Firmware; Implements a Subset of NIST G-Code. 2009. Available online: https://github.com/grbl/grbl (accessed on 27 May 2021).
- Albus, J.S.; Lumia, R. Linux CNC, Formerly EMC. NIST. 2009. Available online: https://www.nist.gov/publications/enhanced-machine-controller-emc-open-architecture-controller-machine-tools (accessed on 27 May 2021).
- Bradski, G.; Kaehler, A. Learning OpenCV; O’Reilly Media: Sebastopol, CA, USA, 2008. [Google Scholar]
- Daystar, J.S.; Barnes, E.; Hake, K.; Kurtz, R. Sustainability trends and natural resource use in U.S. cotton production. BioResources 2017, 12, 363–392. [Google Scholar] [CrossRef][Green Version]
- Robotic Soil Sampling. Available online: https://www.rogoag.com/ (accessed on 24 March 2021).
- Valjaots, E.; Lehiste, H.; Kiik, M.; Leemet, T. Soil sampling automation using mobile robotic platform. Agron. Res. 2018, 16, 917–922. [Google Scholar] [CrossRef]
- National Cotton Council of America. U.S. Cotton Ten Year Sustainability Goals—Pathways to Progress. 2018. Available online: https://cottontoday.cottoninc.com/wp-content/uploads/2018/02/Cotton_Sustainability_2018_low.pdf (accessed on 24 March 2021).
- Robot Attempts Nitrogen Sidedress, Cover Crop Seeding. Available online: https://www.farmprogress.com/precision-ag/robot-attempts-nitrogen-sidedress-cover-crop-seeding (accessed on 24 March 2021).
- Sui, R.; Thomasson, J.A.; Hanks, J.; Wooten, J. Ground-based sensing system for weed mapping in cotton. Comput. Electron. Agric. 2008, 60, 31–38. [Google Scholar] [CrossRef]
- Swarm Farm. Available online: https://www.swarmfarm.com (accessed on 24 March 2021).
- WEED-TI Precision Spraying. Available online: https://www.weed-it.com/ (accessed on 24 March 2021).
- Project Xaver: Research in the Field of Agricultural Robotics. Available online: https://www.fendt.com/int/xaver (accessed on 24 March 2021).
- Butler, S.A.; Raper, T.A.; Buschermohle, M.J.; McClure, M.A.; Dodds, D.M.; Jones, A. Making the replant decision: Predicting yield and fiber quality in the mid-south from planting date and population. J. Cotton Sci. 2020, 24, 2–68. [Google Scholar]
- Butler, S.A.; Raper, T.A.; Buschermohle, M.J.; Tran, L.; Duncan, D. Making the cotton replant decision: A novel and simplistic method to estimated cotton plant population from UAS-calculated NDVI. J. Cotton Sci. 2020, 24, 104–111. [Google Scholar]
- Martinez, E.P.P.; Ward, J.; Collins, G. Using UAV imagery to evaluated replanting recommendations for NC Cotton. In Proceedings of the 2020 ASABE Annual International Meeting, Virtual Meeting, 13–15 July 2020; ASABE: St. Joseph, MI, USA, 2020. Paper No. 2001164. [Google Scholar] [CrossRef]
- Kemper, W.D.; Miller, D. Uncapping after planting-Management of crusting soils: Some practical possibilities. In Soil Crusts; Technical Bulletin 214; University of Arizona: Tucson, AZ, USA, 1974. [Google Scholar]
- Moran, M.S.; Inoue, Y.; Barnes, E.M. Opportunities and limitations for image-based remote sensing in precision crop management. Remote Sens. Environ. 1997, 61, 319–346. [Google Scholar] [CrossRef]
- Iqbal, J.; Xu, R.; Halloran, H.; Li, C. Development of a multi-purpose autonomous differential drive mobile robot for plant phenotyping and soil sensing. Electronics 2020, 9, 1550. [Google Scholar] [CrossRef]
- Jackson, R.D.; Idso, S.B.; Reginato, R.J.; Pinter, P.J., Jr. Canopy temperature as a crop water stress indicator. Water Resour. Res. 1981, 17, 1133–1138. [Google Scholar] [CrossRef]
- Sun, S.; Li, C.; Paterson, A.H. In-Field High-Throughput Phenotyping of Cotton Plant Height Using LiDAR. Remote Sens. 2017, 9, 377. [Google Scholar] [CrossRef]
- Bilbro, J.D.; Wanjura, D.F. Soil crusts and cotton emergence relationships. Trans. ASAE 1982, 25, 1484–1487. [Google Scholar] [CrossRef]
- Fryrear, D.W.; Kidmore, E.L. Methods for controlling wind ersion. In Soil Erosionand Crop Productivity; Follett, R.F., Stewart, B.A., Eds.; ASA-CSSA-SSSA: Madison, WI, USA, 1985; pp. 443–457. [Google Scholar]
- Woodruff, N.P.; Lyles, L.; Siddoway, F.H.; Fryrear, D.W. How to Control Wind Erosion; Agriculture Information Bulletin No. 354; U.S. Government Publishing Office: Washington, DC, USA, 1972; pp. 14–15.
- Slaughter, D.C.; Giles, D.K.; Downey, D. Autonomous robotic weed control systems: A review. Comput. Electron. Agric. 2008, 61, 63–78. [Google Scholar] [CrossRef]
- Pandey, P.; Dakshinamurthy, H.N.; Young, S.N. Autonomy in detection, actuation, and planning for robotic weeding systems. Trans. ASABE 2021, 64, 556–563. [Google Scholar] [CrossRef]
- Lamm, R.D.; Slaughter, D.C.; Giles, D.K. Precision weed control system for cotton. Trans. ASAE 2002, 45, 231–238. [Google Scholar]
- Ecorobotix. Available online: www.ecorobotix.com/en (accessed on 24 March 2021).
- Mwitta, C.; Rains, G.C. Real-time weed detection and removal using deep learning and laser. In Proceedings of the Beltwide Cotton Conferences 2021, Virtual Meeting, 5–7 January 2021; p. 10. [Google Scholar]
- Lu, Y.; Young, S. A survey of public datasets for computer vision tasks in precision agriculture. Comput. Electron. Agric. 2020, 178, 105760. [Google Scholar] [CrossRef]
- Maja, J.M.J.; Cutulle, M.; Enloe, J.; Weber, J.; Barnes, E.M. Mobile Robot Weeder and Harvester Prototype for Cotton Production. In Proceedings of the Beltwide Cotton Conferences 2021, Virtual Meeting; 5–7 January 2021; pp. 393–400. [Google Scholar]
- Nagasaka, Y.; Zhang, Q.; Grift, T.; Knetani, Y.; Umeda, N.; Kokuryu, T. Control system design for an autonomous field watching-dog robot. In Automation Technology for Off-Road Equipment, Proceedings of the 7–8 October 2004 Conference, Kyoto, Japan, 7–8 October 2004; Zhang, Q., Iida, M., Mizushima, A., Eds.; ASABE: St. Joseph, MI, USA, 2004; pp. 298–304. [Google Scholar]
- Falconer, L.; Dodds, D.; Bond, J.; Catchot, A.; Cook, D.; Goldern, B.; Gore, J.; Oldham, L.; Pringle, H. Cotton 2019 Planning Budgets; Mississippi State University: Starkville, MS, USA, 2019; Available online: http://extension.msstate.edu/sites/default/files/publications/publications/P3347_web.pdf (accessed on 27 May 2021).
- Degenhardt, D.C.; Greene, J.K.; Khalilian, A. Temporal dynamics and electronic nose detection of stink bug-induced volatile emissions from cotton bolls. Psyche 2012, 2012, 236762. [Google Scholar] [CrossRef]
- Cook, D.; Herbert, A.; Akin, D.S.; Reed, J. Biology, crop injury, and management of thrips (Thysanoptera: Thripidae) infesting cotton seedlings in the United States. J. Integr. Pest Manag. 2011, 2, B1–B9. [Google Scholar] [CrossRef]
- Röse, U.S.R.; Manukian, A.; Heath, R.R.; Tumlinson, J.H. Volatile semiochemicals released from undamaged cotton leaves. Plant Physiol. 1996, 111, 487–495. [Google Scholar] [CrossRef]
- Hauck, J.W. Robotic Agricultural Protection System. U.S. Patent 2019/0069535 A1, 7 March 2019. [Google Scholar]
- El-Shikha, D.M.; Barnes, E.M.; Clarke, T.R.; Hunsaker, D.J.; Haberland, J.A.; Pinter, P.J., Jr.; Waller, P.M.; Thompson, T.L. Remote sensing of cotton nitrogen status using the Canopy Chlorophyll Content Index (CCCI). Trans. ASABE 2008, 51, 73–82. [Google Scholar] [CrossRef]
- Bronson, K.F.; Conley, M.M.; French, A.N.; Hunsaker, D.J.; Thorp, K.R.; Barnes, E.M. Which active optical sensor vegetation index is best for nitrogen assessment in irrigated cotton? Agron. J. 2020, 112, 2205–2218. [Google Scholar] [CrossRef]
- Campanella, R. Remote-sensing-based decision support system for cotton production. Photogramm. Eng. Remote Sens. 2000, 66, 1219–1227. [Google Scholar]
- Hake, K.; (Cotton Incorporated, Cary, NC, USA). Personal Communication, 2020.
- Andries, J.A.; Jones, J.E.; Sloane, L.W.; Marshall, J.G. Effects of Okra Leaf Shape on Boll Rot, Yield, and Other Important Characters of Upland Cotton, Gossypium hirsutum L.1. Crop Sci. 1969, 9, 705–710. [Google Scholar] [CrossRef]
- Kerns, D.L.; Fromme, D.D.; Baugh, B.A.; Doederlein, T. Ability of cotton on the Texas High Plains to compensate for pre-bloom square loss and impact on yield and fiber quality. J. Cotton Sci. 2016, 20, 103–115. [Google Scholar]
- Funk, P.A.; Eiceman, G.A.; White, C.R.; White, W. Laboratory detection of plastics in seedcotton with ion mobility spectrometry. J. Cotton Sci. 2008, 12, 237–245. [Google Scholar]
- Hardin IV, R.G.; Huang, Y.; Poe, R. Detecting plastic trash in a cotton field with a UAV. In Proceedings of the 2018 Beltwide Cotton Conferences, San Antonio, TX, USA, 3–5 January 2018; pp. 521–527. [Google Scholar]
- Vories, E.D.; Jones, A.S.; Meeks, C.D.; Stevens, W.E. Variety effects on cotton yield monitor calibration. Appl. Eng. Agric. 2019, 35, 345–354. [Google Scholar] [CrossRef]
- Wanjura, J.D.; Pelletier, M.G.; Holt, G.A.; Kelley, M.S. A harvester based calibration system for cotton yield monitors. In Proceedings of the 2015 Beltwide Cotton Conferences, San Antonio, TX, USA, 5–7 January 2015; pp. 635–647. [Google Scholar]
- Wanjura, J.D.; Pelletier, M.G.; Holt, G.A.; Kelley, M.S. Reliability testing of an on-harvester cotton weight measurement system. In Proceedings of the 2016 Beltwide Cotton Conferences, New Orleans, LA, USA, 5–7 January 2016; pp. 658–670. [Google Scholar]
- Pelletier, M.G.; Wanjura, J.D.; Holt, G.A. Embedded Micro-Controller Software Design of a Cotton Harvester Yield Monitor Calibration System. AgriEngineering 2019, 1, 485–495. [Google Scholar] [CrossRef]
- Pelletier, M.G.; Wanjura, J.D.; Holt, G.A. Man-Machine-Interface Software Design of a Cotton Harvester Yield Monitor Calibration System. AgriEngineering 2019, 1, 511–522. [Google Scholar] [CrossRef]
- Pelletier, M.G.; Wanjura, J.D.; Holt, G.A. Electronic Design of a Cotton Harvester Yield Monitor Calibration System. AgriEngineering 2019, 1, 523–538. [Google Scholar] [CrossRef]
- Wanjura, J.D.; Barnes, E.M.; Holt, G.A.; Pelletier, M.G. New technologies for managing cotton modules. In Proceedings of the 2017 Beltwide Cotton Conferences, Dallas, TX, USA, 4–6 January 2017; pp. 420–432. [Google Scholar]
- Wanjura, J.D.; Barnes, E.M.; Holt, G.A.; Pelletier, M.G. New technologies for managing cotton modules and harvest information. In Proceedings of the 2018 the Beltwide Cotton Conferences, San Antonio, TX, USA, 3–5 January 2018; pp. 841–856. [Google Scholar]
- Barnes, E.; Hake, K.; Devine, J.; Griffin, T.; Ibendahl, G.; Rains, G.; Fue, K.; Maja, J.; Bruce, M.; Thomasson, J.; et al. Initial possibilities for robotic cotton harvest. In Proceedings of the of Beltwide Cotton Conferences 2019, New Orleans, LA, USA, 8–10 January 2019; pp. 133–143. [Google Scholar]
- Fue, K.G.; Porter, W.M.; Barnes, E.M.; Rains, G.C. Ensemble method of deep learning, color segmentation, and image transformation to track, logcalize, and count cotton bolls using a moving camera in real-time. Trans. ASABE 2021, 64, 341–352. [Google Scholar] [CrossRef]
- Rao, U.S.N. Design of automatic cotton picking robot with machine vision using image processing algorithms. In Proceedings of the 2013 International Conference on Control, Automation, Robotics and Embedded Systems (CARE), Jabalpur, India, 16–18 December 2013. [Google Scholar]
- Wang, M.; Wei, J.; Yuan, J.; Xu, K. A Research for Intelligent Cotton Picking Robot Based on Machine Vision. In Proceedings of the 2008 IEEE International Conference on Information and Automation, Zhangjiajie, China, 20–23 June 2008. [Google Scholar]
- Gharakhani, H.; Thomasson, A. Robotic cotton harvesting and field fiber seed separation approaches and challenges. In Proceedings of the Beltwide Cotton Conferences 2020, Austin, TX, USA, 8–10 January 2020; pp. 768–773. [Google Scholar]
- Green Robot Cotton Harvester V 02. Available online: https://www.youtube.com/watch?v=qwEGGR5b4C4 (accessed on 17 May 2021).
- Limbasiya, Y.G.; Maheta, J.P. Mechanism design of cotton picking gripper. Int. J. Adv. Res. Eng. Sci. Tech. 2015, 2. ISSN(O): 2393-9877, ISSN(P): 2394-2444. [Google Scholar]
- Onishi, Y.; Yoshida, T.; Kurita, H.; Fukao, T.; Arihara, H.; Iwai, A. An automated fruit harvesting robot by using deep learning. Robomech J. 2019, 6, 1–8. [Google Scholar] [CrossRef]
- Arad, B.; Balendonck, J.; Barth, R.; Ben-Shahar, O.; Edan, Y.; Hellström, T.; Hemming, J. Development of a sweet pepper harvesting robot. J. Field Robot. 2020, 37, 1027–1039. [Google Scholar] [CrossRef]
- Gharakhani, H.; Thomasson, A. Design and test different end-effectors for robotic cotton harvesting. In Proceedings of the Beltwide Cotton Conferences 2021, Online, 5–7 January 2021; pp. 162–167. [Google Scholar]
- Fue, K.; Porter, W.; Barnes, E.; Li, C.; Rains, G. Center-Articulated Hydrostatic Cotton Harvesting Rover Using Visual-Servoing Control and a Finite State Machine. Electronics 2020, 9, 1226. [Google Scholar] [CrossRef]
- Casado-García, A.; Domínguez, C.; García-Domínguez, M.; Heras, J.; Inés, A.; Mata, E.; Pascual, V. CLoDSA: A tool for augmentation in classification, localization, detection, semantic segmentation and instance segmentation tasks. BMC Bioinform. 2019, 20, 323. [Google Scholar] [CrossRef] [PubMed]
- Burce, M.; Maja, J.M.; Barnes, E. Adaption of Mobile Robot Platform for Cotton Harvesting. In Proceedings of the Beltwide Cotton Conferences, New Orleans, LA, USA, 8–10 January 2019. [Google Scholar]
- Maja, J.M.; Polak, M.; Burce, M.E.; Barnes, E. CHAP: Cotton-Harvesting Autonomous Platform. AgriEngineering 2021, 3, 199–217. [Google Scholar] [CrossRef]
- Kothari, N.; Dever, J.; Hague, S.; Hequet, E. Evaluating intraplant cotton fiber variability. Crop Sci. 2015, 55, 564–570. [Google Scholar] [CrossRef]
- Griffin, J.; Morgan, G.; Kimura, E.; Snider, J.; Barnes, E. Impacts on cotton fiber quality from multi-pickings compared to traditional single bass harvest systems. In Initial possibilities for robotic cotton harvest. In Proceedings of the Beltwide Cotton Conferences 2019, New Orleans, LA, USA, 8–10 January 2019. [Google Scholar]
- Griffin, J.; Morgan, G.; Kimura, E.; Snider, J.; Barnes, E. Impacts on cotton fiber quality from multi-pickings compared to single pass harvest systems. In Proceedings of the Beltwide Cotton Conferences 2019, New Orleans, LA, USA, 8–10 January 2019; pp. 167–170. [Google Scholar]
- Cotton Harvest Machinery Decision Tool–Beta. Available online: https://shiny.agmanager.info/cottonBots/ (accessed on 24 March 2021).
- Test Version of Bot Harvesting Dynamic Model. Available online: https://exchange.iseesystems.com/public/gregibendahl/ibendahl (accessed on 24 March 2021).
- Griffin, T.W.; Barnes, E. Available Time to Plant and Harvest Cotton across the Cotton Belt. J. Cotton Sci. 2017, 21, 8–17. [Google Scholar]
- Autonomous Tractor Corporation. Available online: https://www.autonomoustractor.com/ (accessed on 17 May 2021).
- Teller, S.; Walter, M.R.; Antone, M.; Correa, A.; Davis, R.; Fletcher, L.; Frazzoli, E.; Glass, J.; How, J.P.; Huang, A.S.; et al. A voice-commandable robotic forklift working alongside humans in minimally-prepared outdoor environments. In Proceedings of the 2010 IEEE International Conference on Robotics and Automation, Anchorage, AK, USA, 3–8 May 2010; pp. 526–533. [Google Scholar]
- Signode Power Strapping Machines. Available online: https://signodestrapping.com/cotton/PowerStrapping.html (accessed on 17 May 2021).
- Langston Companies Inc. Autobag System. Available online: https://www.langstonbag.com/cotton-bale-packaging/ (accessed on 17 May 2021).
- Pelletier, M.G.; Holt, G.A.; Wanjura, J.D. A Cotton Module Feeder Plastic Contamination Inspection System. AgriEngineering 2020, 2, 280–293. [Google Scholar] [CrossRef]
- Pelletier, M.G.; Holt, G.A.; Wanjua, J.D. Cotton Gin Stand Machine-Vision Inspection and Removal System for Plastic Contamination: Software Design. AgriEngineering 2021, in press. [Google Scholar]
- Pelletier, M.G.; Wanjura, J.D.; Holt, G.A. System Design of a Distributed Controller for a Multi-Node Machine-Vision based Plastic Contamination Detection and Ejection System. AgriEngineering 2021, in press. [Google Scholar]
- Scriven, R. Warehouse Automation Vendors and Fulfillment-as-a-Service. Robotics Business Review. Available online: https://www.roboticsbusinessreview.com/opinion/warehouse-automation-vendors-and-fulfillment-as-a-service/ (accessed on 17 May 2021).
- Hazelrigs, L.; Faulkner, W.B.; Lacey, R.E.; Robinson, J.; Parnell, C.B. Improving cotton warehousing efficiencies through novel bale marketing strategies: Ailse-stacking and blocking stacking. J. Cotton Sci. 2017, 21, 167–174. [Google Scholar]
- Waggoner, P.E. Agricultural technology and its societal implications. Technol. Soc. 2004, 26, 123–136. [Google Scholar] [CrossRef]
- Grove, W.A.; Heinicke, C. Better opportunities or worse? The Demise of Cotton Harvest Labor, 1949–1964. J. Econ. Hist. 2003, 63, 736–767. [Google Scholar] [CrossRef][Green Version]
- Swinkels, R.E.; Romanova, E.; Kochkin, E. Assessing the Social Impact of Cotton Harvest Mechanization in Uzbekistan; Final Report, June 2016; World Bank Group: Washington, DC, USA, 2016; p. 94. Available online: http://documents.worldbank.org/curated/en/753131468301564481/pdf/105190-REPLACEMENT-WP-P151288-PUBLIC.pdf (accessed on 12 May 2021).
- USDA, Foreign Agricultural Service, Production Supply and Distribution Online System. Available online: https://apps.fas.usda.gov/psdonline/app/index.html#/app/advQuery (accessed on 25 March 2021).






| Challenge | Potential Solution |
|---|---|
| Reliability/Durability | Service-based system so service company maintains the system. Modular parts for fast & easy replacement. |
| Field Obstacles | Collision avoidance and automatic path correction. Robust suspension system. |
| Vandalism/Theft | Mounted camera monitoring surroundings. Geofence. |
| Timely operations | Machine-to-machine coordination. Provide time-in motion data. |
| Small Fields | Assign a single machine to field. Automate transportation between fields. |
| Cost | Must be at least equal to current system. Decision aids needed to help compare. |
| Labor | Must decrease labor in mechanized production systems. The social implications of displaced labor needs to be considered for non-mechanized production systems. |
| Management | Must not increase farmers’ management requirements, so, must be a truly automated system. |
| Automated System | Company, Country | Function | Web Site |
|---|---|---|---|
| Modified Bobcat T450 | Robo Ag, Wolcott, IN, USA | Soil sampling | https://rogoag.com/ (Accessed 27 May 2021) |
| Between row gas powered track UGV | Rowbot Systems, Minneapolis, MN, USA | Cover crop planting In-season fertilizer | https://www.rowbot.com/ (Accessed 27 May 2021) |
| Multi-row autonomous gas platform with selective spray technology | Swarm Farm (platform), Gindie, Qld, Australia Weedit (spray control), CJ Steenderen, The Netherlands | Weed control as a service | https://www.swarmfarm.com/(Accessed 27 May 2021) https://www.weed-it.com/ (Accessed 27 May 2021) |
| UAS | Multiple. Examples: Precision Hawk, Raleigh, NC, USA. Drone Deploy, San Francisco, CA, USA. | Management zone development Stress detection Plastic detection | https://www.precisionhawk.com/(Accessed 27 May 2021) https://www.dronedeploy.com/ (Accessed 27 May 2021) |
| Xaver swarm between row electric units | Fendt (AGCO), Marktoberdorf, Germany | Planting | https://www.fendt.com/int/xaver (Accessed 27 May 2021) |
| Multi-row electric | Nexus Robotics, Halifax, NS, Canada | Weed control | https://nexusrobotics.ca/ (Accessed 27 May 2021) |
| AVO solar/electric multirow | ecoRobotix, Yverdon-les-Bains, Switzerland | Weed control | https://www.ecorobotix.com/ (Accessed 27 May 2021) |
| Multi-row electric | Farming Revolution GmbH, Ludwigsburg, Germany | Weed control as a service | https://www.farming-revolution.com/ (Accessed 27 May 2021) |
| Husky between row electric | ClearPath, Kitchener, ON, Cananda | Development platform | https://clearpathrobotics.com/ (Accessed 27 May 2021) |
| Electric between row or over row | Rabbit Tractors, Cedar Lake, IN, USA | Cover planting Soil sampling Spraying | https://www.rabbittractors.com/ (Accessed 27 May 2021) |
| VIPR automated plastic removal | Lummus Corp, Savannah, GA, USA | Removing plastic in ginning process | https://www.lummus.com/cottonginning (Accessed 27 May 2021) |
| Enabling Technology or Hardware | ||||||
|---|---|---|---|---|---|---|
| Field Activity | Forward Camera | Back Camera | Implement | RTK GPS | Machine Vision | Thermal Imaging |
| Initial Planting | X | Planter | X | |||
| Gap Fill Planting | X | Planter | X | X | X | |
| Uncapping | X | Tillage | X | |||
| Stand Evaluation | X | Sensor | X | X | X | |
| Curst Busting | X | X | Tillage | X | ||
| Sand Fighting | X | Tillage | X | |||
| Insect Control | X | Sprayer | X | X | ||
| PGR 1 | X | Sprayer | X | X | ||
| Weed Control | X | Sprayer/Tillage | X | X | ||
| Harvesting | X | Rapid arm with end effector | X | X | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barnes, E.; Morgan, G.; Hake, K.; Devine, J.; Kurtz, R.; Ibendahl, G.; Sharda, A.; Rains, G.; Snider, J.; Maja, J.M.; et al. Opportunities for Robotic Systems and Automation in Cotton Production. AgriEngineering 2021, 3, 339-362. https://doi.org/10.3390/agriengineering3020023
Barnes E, Morgan G, Hake K, Devine J, Kurtz R, Ibendahl G, Sharda A, Rains G, Snider J, Maja JM, et al. Opportunities for Robotic Systems and Automation in Cotton Production. AgriEngineering. 2021; 3(2):339-362. https://doi.org/10.3390/agriengineering3020023
Chicago/Turabian StyleBarnes, Edward, Gaylon Morgan, Kater Hake, Jon Devine, Ryan Kurtz, Gregory Ibendahl, Ajay Sharda, Glen Rains, John Snider, Joe Mari Maja, and et al. 2021. "Opportunities for Robotic Systems and Automation in Cotton Production" AgriEngineering 3, no. 2: 339-362. https://doi.org/10.3390/agriengineering3020023
APA StyleBarnes, E., Morgan, G., Hake, K., Devine, J., Kurtz, R., Ibendahl, G., Sharda, A., Rains, G., Snider, J., Maja, J. M., Thomasson, J. A., Lu, Y., Gharakhani, H., Griffin, J., Kimura, E., Hardin, R., Raper, T., Young, S., Fue, K., ... Holt, G. (2021). Opportunities for Robotic Systems and Automation in Cotton Production. AgriEngineering, 3(2), 339-362. https://doi.org/10.3390/agriengineering3020023