Abstract
Natural ageing has a major influence on the properties of paper, while light, heat, and humidity are the environmental influences that most disrupt the stability of paper. This research focuses on changes in straw-containing papers caused by accelerated ageing. The papers were made in the laboratory by mixing straw pulp with the pulp of recycled fibers in different weight ratios and were artificially aged by a dry-heat treatment (thermal oxidation) and UV radiation treatment (photo-oxidation) over a 24 h period to simulate natural ageing. The observed changes in the optical, surface, and chemical stability of papers were analyzed and are discussed in this paper. It is evident that, regardless of the origin of straw for pulp production, it forms papers that undergoes similar optical properties (photo-yellowing and brightness lose), while certain differences have been observed in surface and chemical stability. Based on all analyses performed as part of this research, it was found that paper produced with the addition of wheat pulp is the most stable of all laboratory straw-containing papers. However, it must be emphasized that, if lignin-containing straw pulp is used as the main constituent of paper, the brightness stability of such pulp must be improved, or the paper surface must be improved by surface finishing in order to obtain greater stability against ageing.
1. Introduction
Paper, one of the most used writing and printing substrates, is not durable, as it is formed from relatively unstable organic raw materials. Namely, this sheet-like material is mostly formed from individualized cellulose fibers and other organic and inorganic components. Its organic components play an important role in the natural ageing process of paper throughout its whole lifespan, resulting in changes of its characteristics and quality over time. For example, paper containing large amounts of lignin and hemicelluloses is very susceptible to oxidation and hydrolysis and potential degradation processes since it is more sensitive to oxidation by atmospheric oxygen compared to cellulose [1]. Natural ageing is the best indicator of the optical stability of paper, as the most visible sign of paper ageing is a change in its optical characteristics [2]. The mechanism of ageing involves numerous interactions between the substances in the paper and with its environment [3,4]. The environmental influences that most disrupt the stability of paper are light, heat, and humidity. The basic processes of paper degradation are acidic or alkaline hydrolysis, oxidative degradation, thermolysis, biological degradation and, physical–mechanical damage [5]. Namely, ageing is a complicated process in which the rate of change of fibrous materials depends on temperature, amount of bleaching reagents, degree of delignification, mass concentration, the bleaching sequence, and duration of the process, as well as on other factors [6].
However, due to the time parameter involved, the method of natural ageing is impractical to conduct research. For shortening the time involved, a great variety of artificial ageing methods has been developed for paper material [7,8]. In the accelerated ageing methods used by many researchers, a sample of paper is exposed to extreme conditions of a specific wavelength of illumination, temperature, and humidity over a defined period of time, during which changes in the paper are measured. During accelerated ageing, the measured variables can include exposure time, exposure temperature, and moisture content or exposure to UV radiation in a specific wavelength range. These tests are generally used to determine the longevity of paper, i.e., its deterioration in mechanical strength, chemical stability, and optical characteristics of the paper [9]. Thus, the rate of paper ageing can be understood as the rate of loss of its fundamental properties. Given that the quality of available wood raw materials is declining because it is focused on the wood industry for higher value-added products such as furniture, but also because of the growing awareness of the importance of environmental sustainability through reducing logging and harnessing annual renewable raw materials, the paper industry is increasingly oriented toward alternative sources of cellulose fibers [10]. Due to its global availability on an annual basis and for processing a favorable chemical composition, crop straw, with a special emphasis on wheat, imposes itself as a logical substitute for wood raw material in the paper industry [11]. Since the quality of the paper depends on whether it has the properties required for the intended use, which will fundamentally rely on the raw materials used, it is of great significance to examine the stability of straw-containing papers over time.
In this context, the focus of this research is on investigating the stability of straw-containing laboratory papers formed from a mixture of straw pulp obtained from three different types of crops (wheat, barley, and triticale) and pulp of recycled fibers in different weight ratios. The stability of straw-containing papers was observed through changes in surface, optical, and chemical properties after exposure to two methods of accelerated ageing.
2. Materials and Methods
The research consisted of making straw-containing papers in laboratory conditions; subjecting papers to accelerated ageing treatments (thermal oxidation and photo-oxidation); and analyzing their stability based on optical, surface, and chemical properties.
2.1. Materials
Laboratory papers containing straw pulp were used as the subject of research. Therefore, three types of straw (wheat, barley, and triticale) were converted into semi-chemical pulp by the soda pulping method. After the grain harvest, the remaining straw was collected, cleaned of grains and impurities, and manually cut into pieces up to 3 cm long. The conversion of straw into cellulose pulp was performed by a pulping process involving chemical treatment to remove part of the material that binds the lignocellulosic fibers and mechanical refining to complete the action of the cellulose pulping [12].
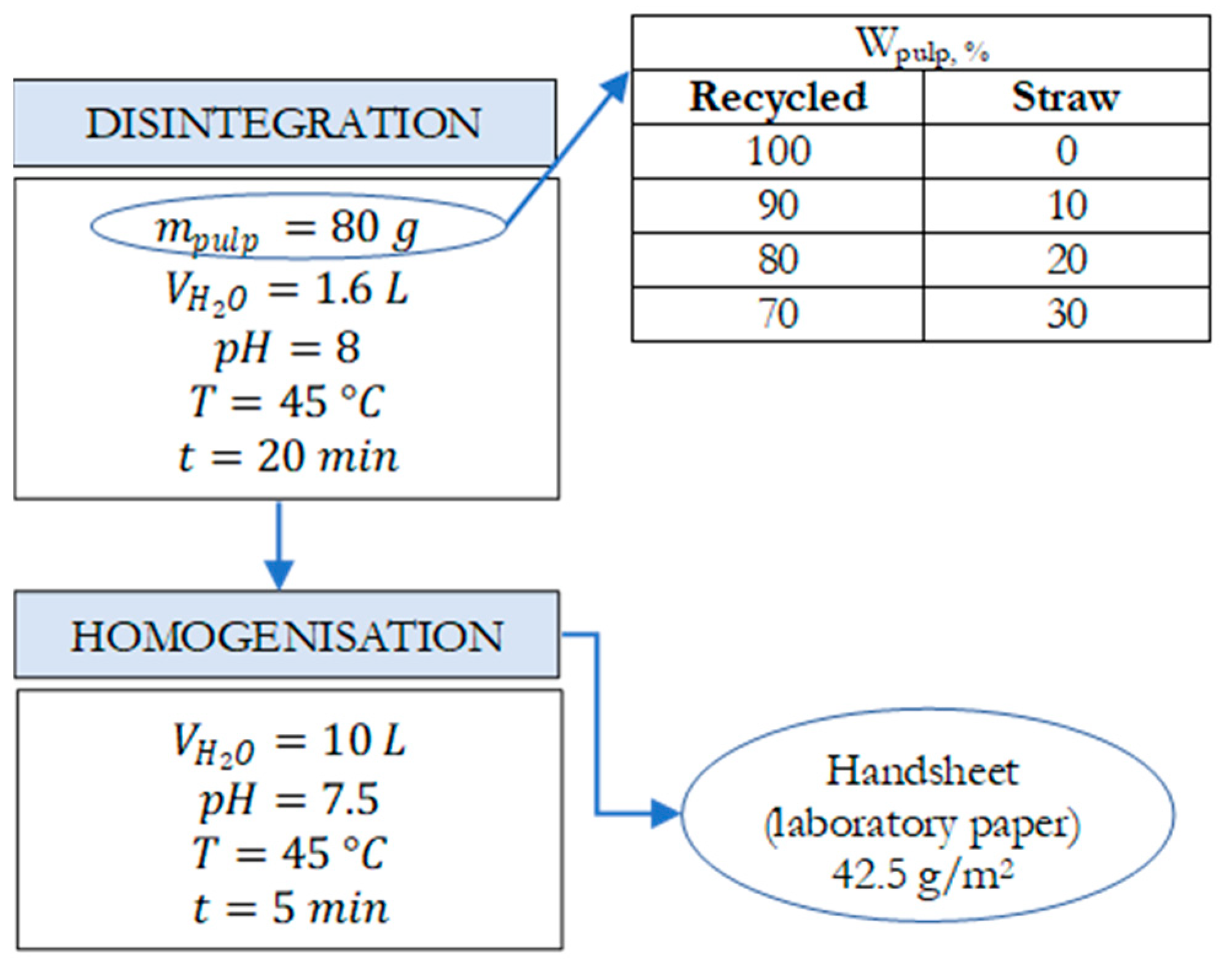
After the cooking stage of the pulping process, under the defined conditions (Table 1), the pulp was separate from the black liquor by decantation and washed with tap water. The straw pulp was moved into the Valley beater (Techlab Systems (TLS), Lezo, Spain), where it was diluted with tap water to maintain the pulp suspension at 1.5% consistency and fibrous at pH 9, 24 °C, and 500 rpm for 40 min. The thus prepared straw pulp was used as an additive to pulp from recycled fibers in different weight ratios (0:100, 10:90, 20:80, and 30:70) to form circular paper sheets with a grammage of 42.5 g/m2 and a diameter of 200 mm, using the Rapid Köthen Sheet Machine (Frank–PTI GmbH, Birkenau, Germany) required for this research. According to the general process flow of forming laboratory papers (Figure 1), nine different paper sheets with variable content of straw pulp (Table 2) and a control paper sheet (without the addition of straw pulp) were formed.

Table 1.
Pulping conditions [13].
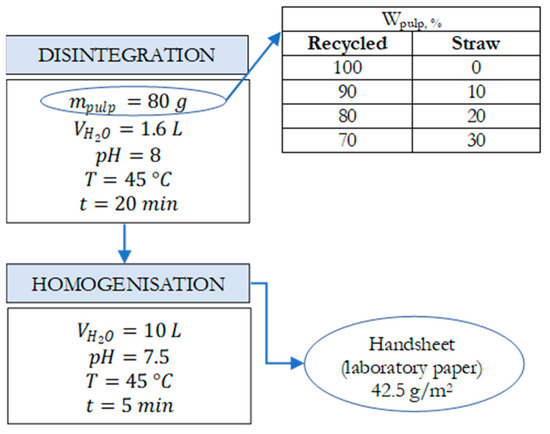
Figure 1.
Workflow of forming laboratory papers.
Table 2.
Photographs of straw-containing laboratory paper sheets.
2.2. Methods
2.2.1. Ageing Treatments
To assess the optical stability of straw-containing paper, two different accelerated ageing treatments were performed as a simulation of different degradation processes that occur naturally in cellulosic materials. The temperature and time parameters at which accelerated ageing was performed in both methods were chosen based on the conditions under which the paper could reach its actual lifetime.
Thermal oxidation was carried out on all laboratory-formed papers at 60 °C in a Memmert oven UNE 200 (Schwabach, Germany) for 24 h, in the absence of light. This dry-heat accelerated ageing test is based on the standard INGEDE Method 11p, where the conditions of accelerated ageing correspond to 1 to 2 months of natural ageing. Thermal oxidation causes the breaking of chemical bonds in cellulose and the formation of carbonyl, carboxyl, and hydroperoxide groups [14].
Photo-oxidation was carried out on all laboratory-formed papers in a Cofomegra Solarbox 1500e Xenon Test Chamber (Milano, Italy) by exposing them to filtered xenon light for 24 h. The indoor filter was used to change the xenon spectral curve into the ultraviolet and visible range. The radiation was kept at a constant power of 550 W/m2 and at a temperature of 60 °C [15]. One hour of treatment under a xenon lamp is comparable to one day of natural ageing [16,17,18]. Photooxidative reactions result in an increase in the content of carbonyl, carboxyl, and hydroperoxide groups [14].
2.2.2. Optical Stability Analysis
Visual observation under illuminants D50 and UV of untreated samples was performed in a lighting booth X-rite Judge II (Grand Rapids, MI, USA) to demonstrate the presence of optical brighteners in the recycled wood pulp.
The optical properties of straw-containing papers were analyzed spectrophotometrically before and after the ageing treatments and compared with the properties of a control paper made only from recycled fibers, without the addition of straw pulp. The optical properties of all analyzed papers were observed based on several parameters: changes in reflectance spectra values, CIE brightness, opacity, yellowness index, and Euclidean color difference. All measurements were performed on the upper (felt side) of each paper at 10 random locations.
The Reflectance spectra values (R) were measured on all papers, using a SpectroEye spectrophotometer (X-rite) with a standard illuminant D65 and a 2-degree standard observer in the interval of the wavelengths from 400 to 700 nm for every 10 nm. The reflectance spectra values were measured for all papers before ageing (Runaged) and after accelerated ageing (Raged), and the obtained results are presented as relative reflectance changes (ΔR) according to Equation (1).
The CIE brightness was processed by using a Color Touch 2 spectrophotometer (with illuminant D65) to determine the variation in optical properties caused by ageing treatments. Brightness, according to the TAPPI T 452 standard, is defined by the reflection value of the observed sample at a wavelength of 457 nm by measuring the reflected light passing through the blue filter. The brightness (R457) method was developed to monitor the bleaching of pulp, because, at these short wavelengths (from 400 to 500 nm), reflectivity is changed the most [19]. The brightness reduction of laboratory paper corresponds to the ISO 2470-2 standard.
The ISO opacity is the paper’s capacity to be crossed by light and is strongly influenced by the high pulp fiber content. The higher the number of fiber elements there are in the paper sheet, the better the web formation and the more difficult for the light beams to cross it. This is because the potentiality of light refraction and reflection on the paper body increases. As a result of it, a large part of light is deviated and does not cross the entire paper caliper. This property is vital for writing and printing papers, as well as for decorative papers. The opaquer the paper, the higher its capacity to hide what is under it. ISO opacity was determined according to the standard procedure described in ISO 2471.
The yellowness index (YI E313), or paper discoloration, is an indication of the degree to which a specimen surface differs from the ideal white in the yellow direction. In this study, it is used to indicate the effect of two different accelerating ageing treatments on the color change of straw-containing paper during ageing. Measurements were performed in accordance with the ASTM Method 313, using an X-Rite eXact spectrophotometer at D65/10°. Measurements were made along the same paper sample at 10 different locations. The yellowness index is calculated according to Equation (2):
where X, Y, and Z are the CIE tristimulus values, while Cx and Cz are coefficients (D65/10°: Cx = 1.3013, Cz = 1.1498) [20,21].
The color differences, or Euclidean color difference (ΔE00*), was calculated based on the colorimetric CIE L*a*b* values of all laboratory papers measured before and after accelerated ageing treatment with the same spectrophotometer used for brightness measurements. In the CIE L*a*b* color space, the value L* represents the lightness of the color; the value +a* represents redness, while the value −a* represents greenness; and the +b *value represents yellowness, while the value −b* represents blueness [20]. The Euclidean color difference (ΔE00*) of all analyzed papers were calculated according to Equation (3) [22]:
2.2.3. Surface Stability Analysis
The surface characteristics of laboratory-formed straw-containing papers were evaluated by using a Qualitest Surface Roughness Tester TR200 (Fort Lauderdale, FL, USA) profiling instrument with a cutoff wavelength of 0.8 mm, where the stylus profilometers were moved with a loaded diamond probe across the surface and recorded the vertical movement of the stylus caused by irregularities. The surface roughness measurements are based on several roughness parameters, and the arithmetic mean surface roughness (Ra) is the most commonly used. It is defined as the arithmetical mean of the sum of all profile values (Figure 2).
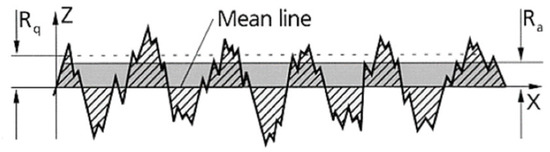
Figure 2.
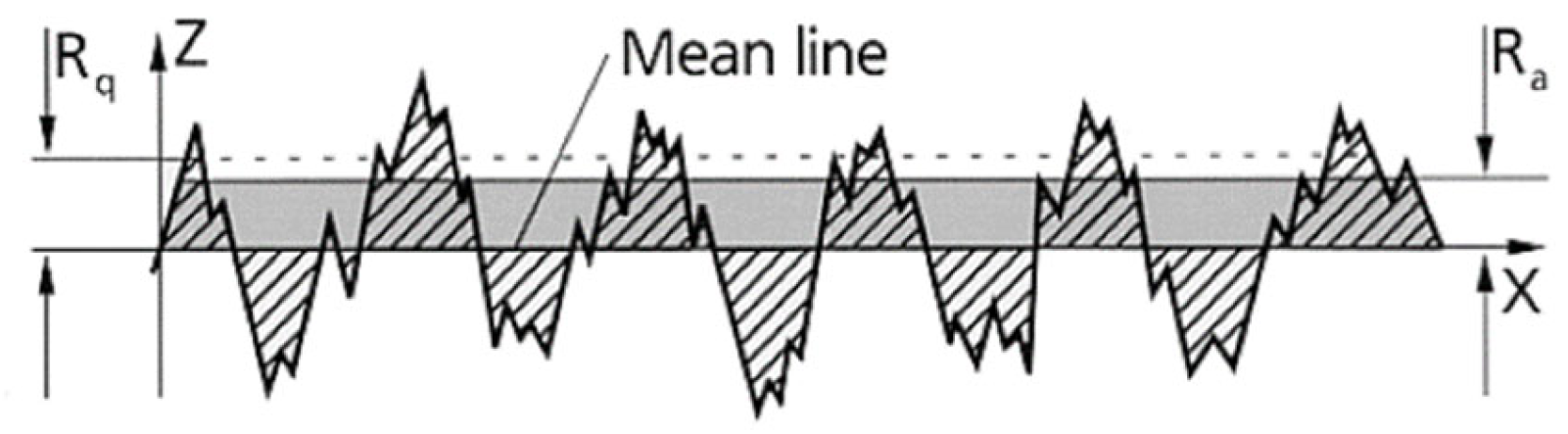
Plot of roughness profile.
The arithmetic mean surface roughness is calculated according to Equation (4) (ISO 4287-1 (1997)):
Ra is one of the most effective measures of surface roughness, as it gives a good general description of variations in surface height. The root mean square roughness (Rq) is more sensitive to occasional highs and lows and is defined as the geometric average height of roughness-component irregularities from the mean line measured within the sampling length, L. Figure 2 presents a plot of a profile where Ra and Rq levels were shown to present differences between them. L is the total length scanned on the horizontal axis, and x is the reference mean line over which the topographical heights were measured. Zx is the height amplitude at each iteration over the entire measurement length from x = 0 to L − 1. The surface profile height, Z, is calculated with reference to the mean line and plotted on the vertical axis [23,24].
2.2.4. Chemical Stability Analysis
Cold extraction of the straw-containing papers was performed as follows: paper samples (approx. 125 mg) were placed in beakers with 2.5 mL of distilled water, broken up with a stirring rod, and followed by adding 6.25 mL of a 10% (w/v) NaCl solution. After one hour, the mixture was stirred again, and (without filtration) the pH in the extract was determined by using a pH meter with a glass electrode.
3. Results
3.1. Influence of Accelerated Ageing on Optical Properties of Papers
Changes in paper properties resulting from accelerated ageing are presented in Figure 3, Figure 4, Figure 5, Figure 6, Figure 7 and Figure 8. The results obtained show that the paper samples underwent a deterioration process similar to that produced by natural ageing, involving a significant decrease in brightness and an increase in yellow content, a decrease in pH value, and a change in roughness.
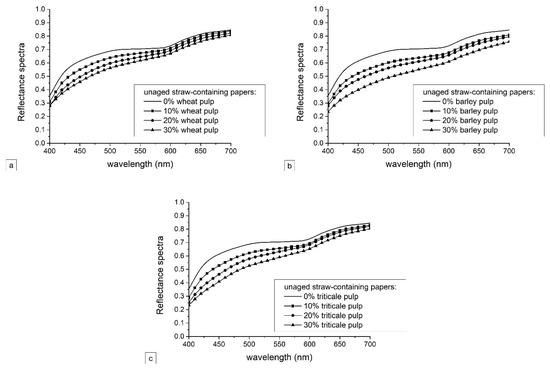
Figure 3.
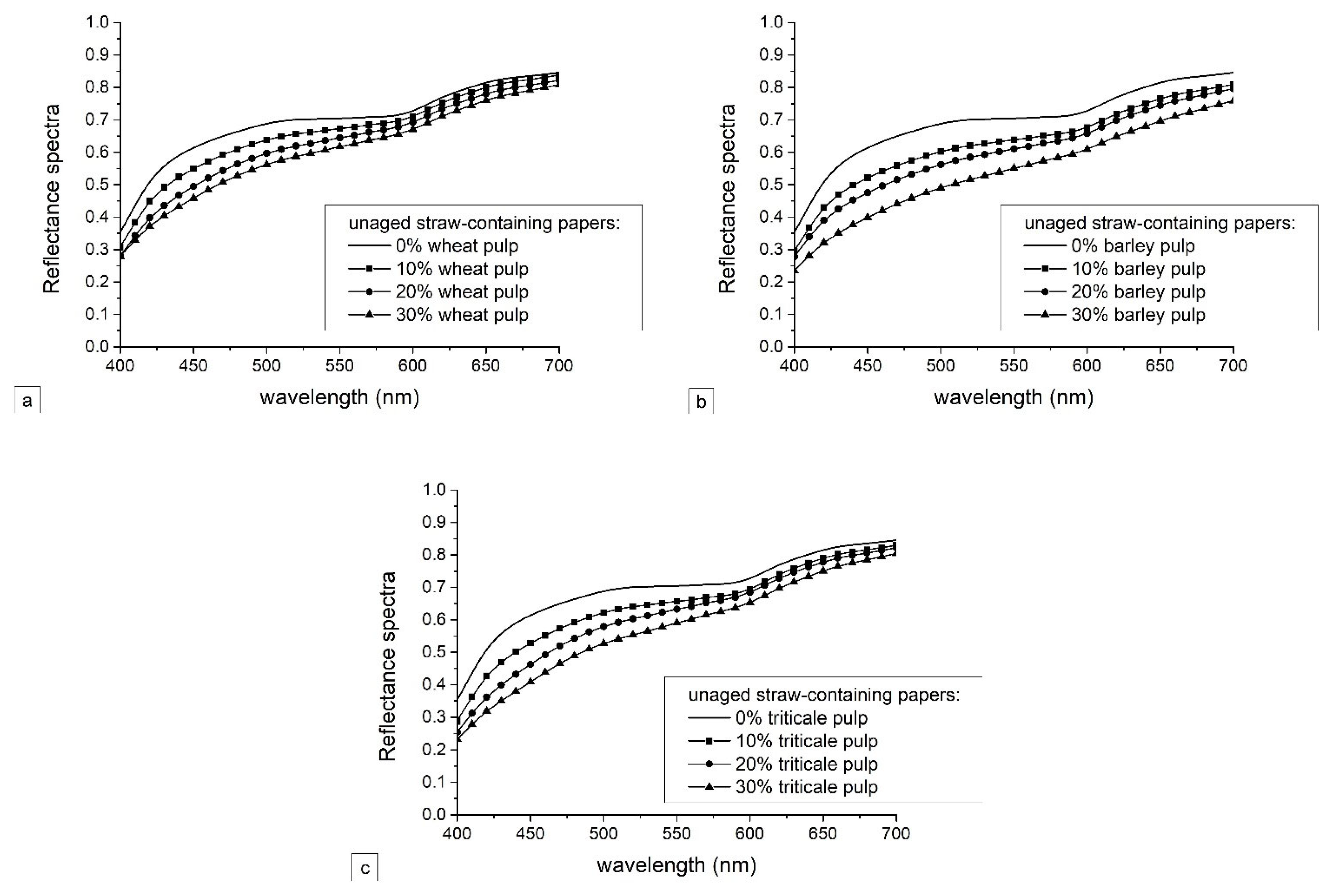
Reflectance spectra values of unaged laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp.
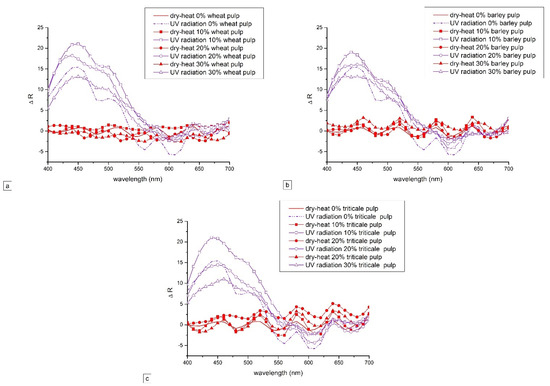
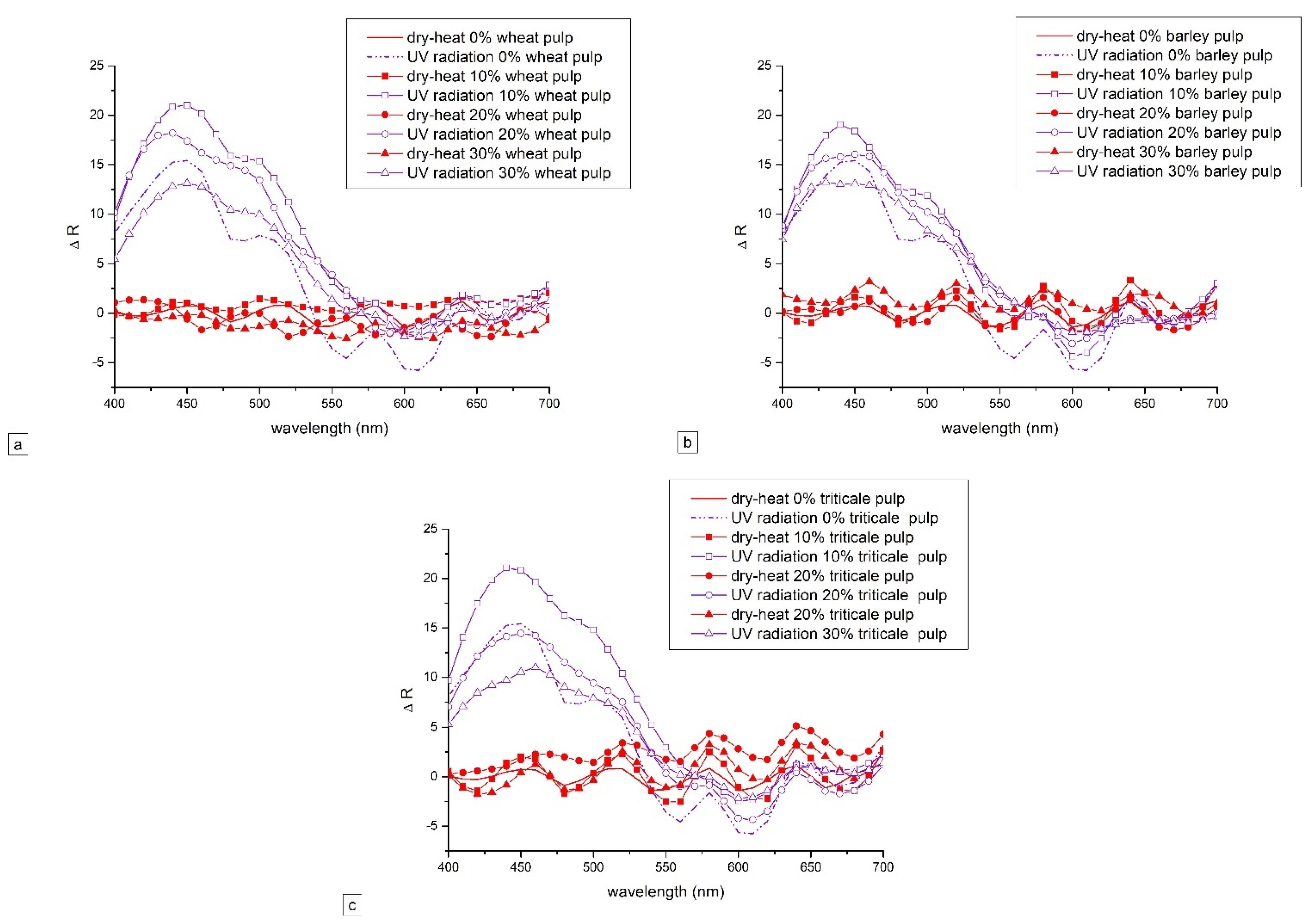
Figure 4.
Relative reflectance changes (ΔR) of laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp after ageing process.
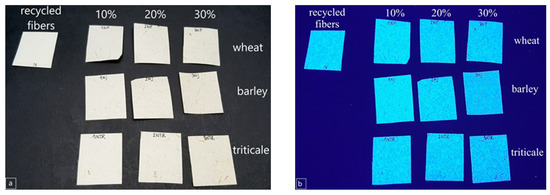
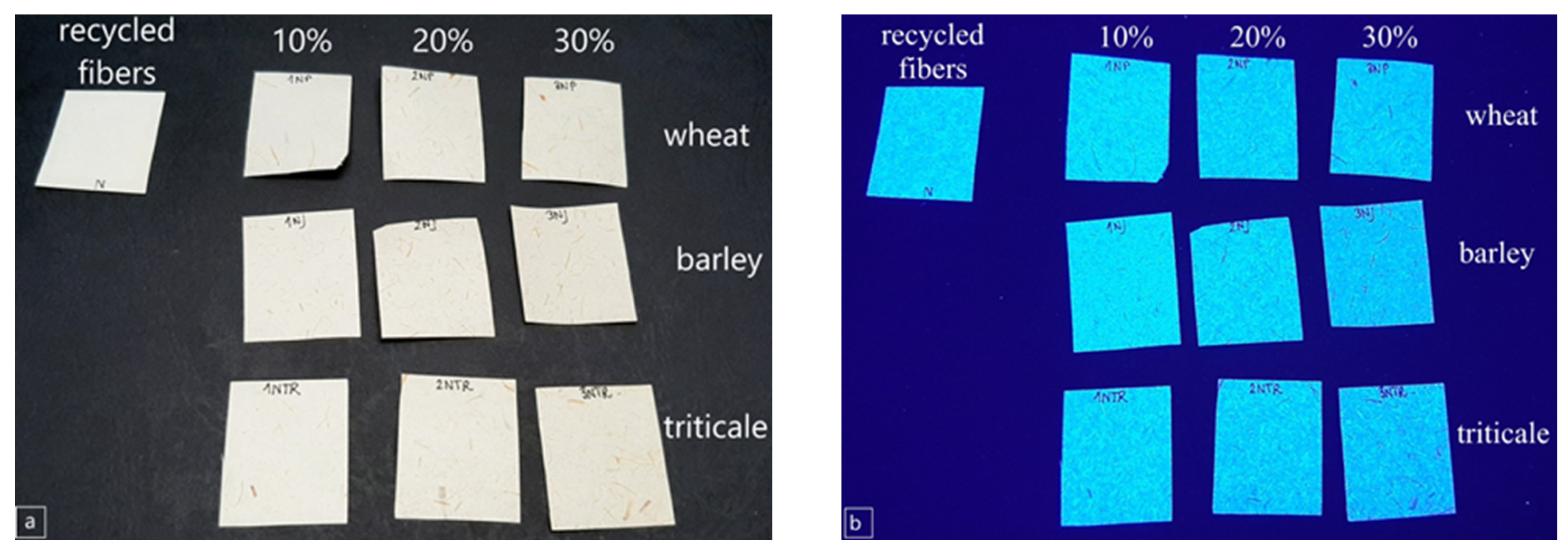
Figure 5.
Visual evaluation of laboratory papers under (a) illuminant D50 and (b) illuminant UV.
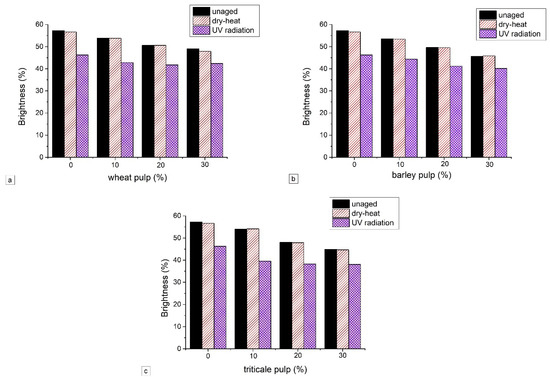
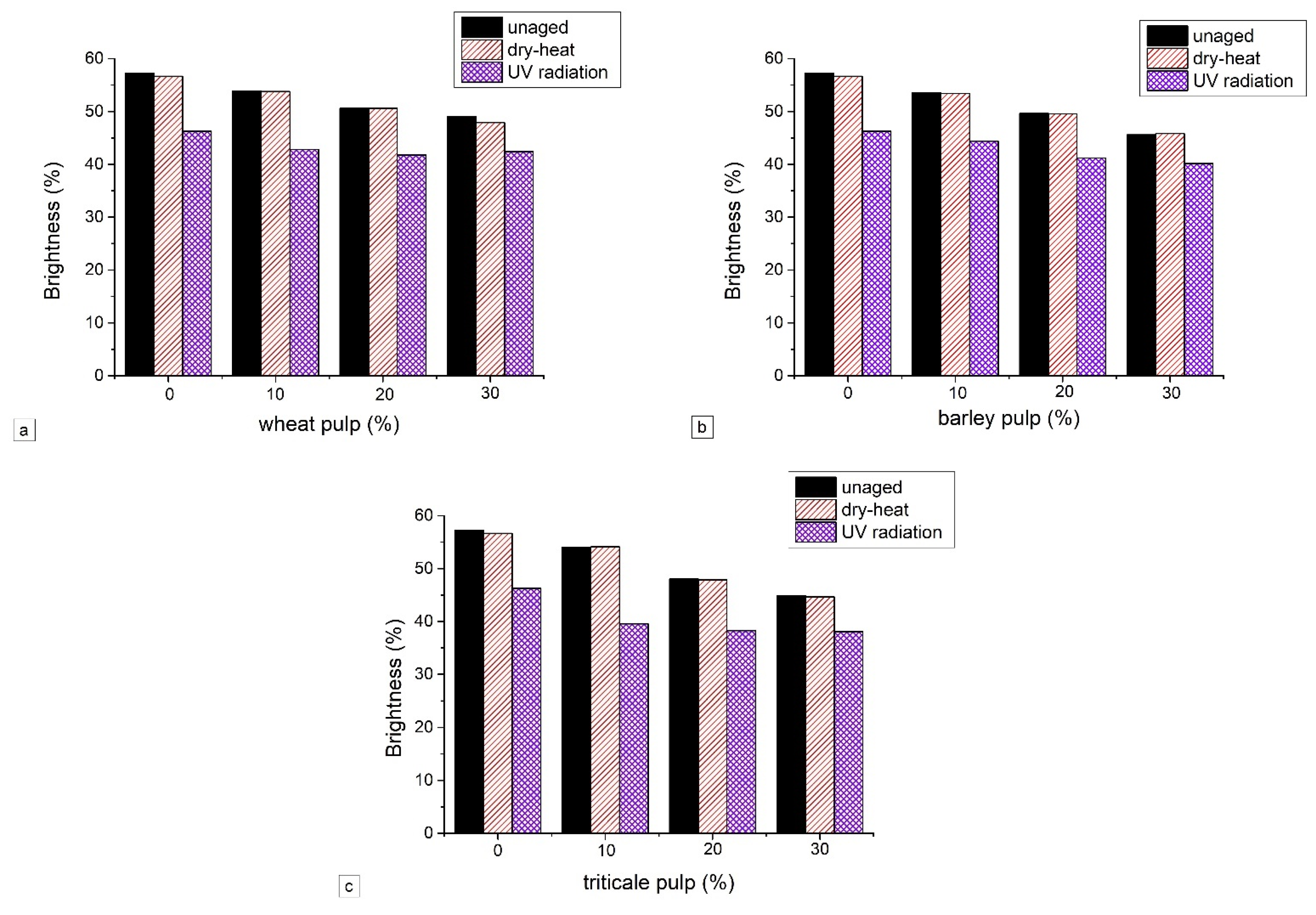
Figure 6.
Influence of accelerated ageing on CIE brightness of laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp.
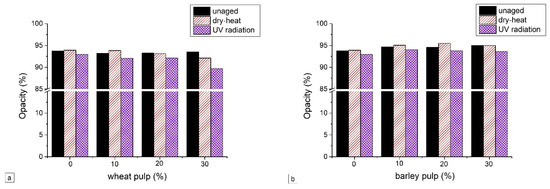
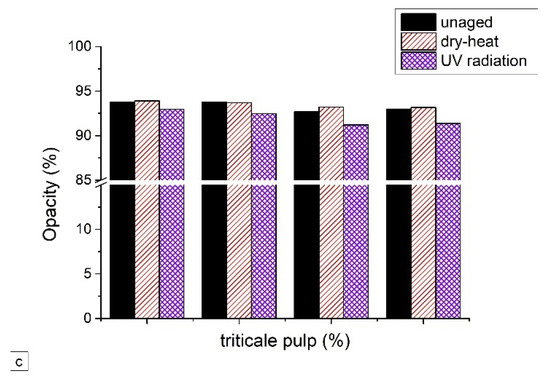
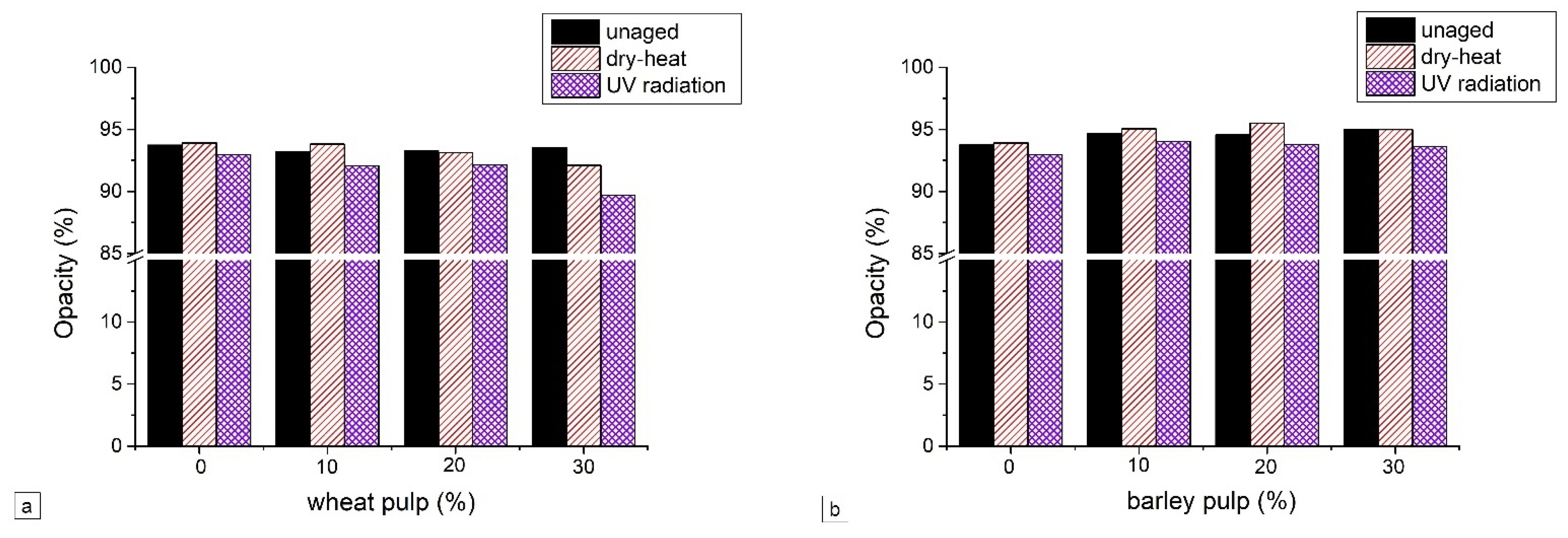
Figure 7.
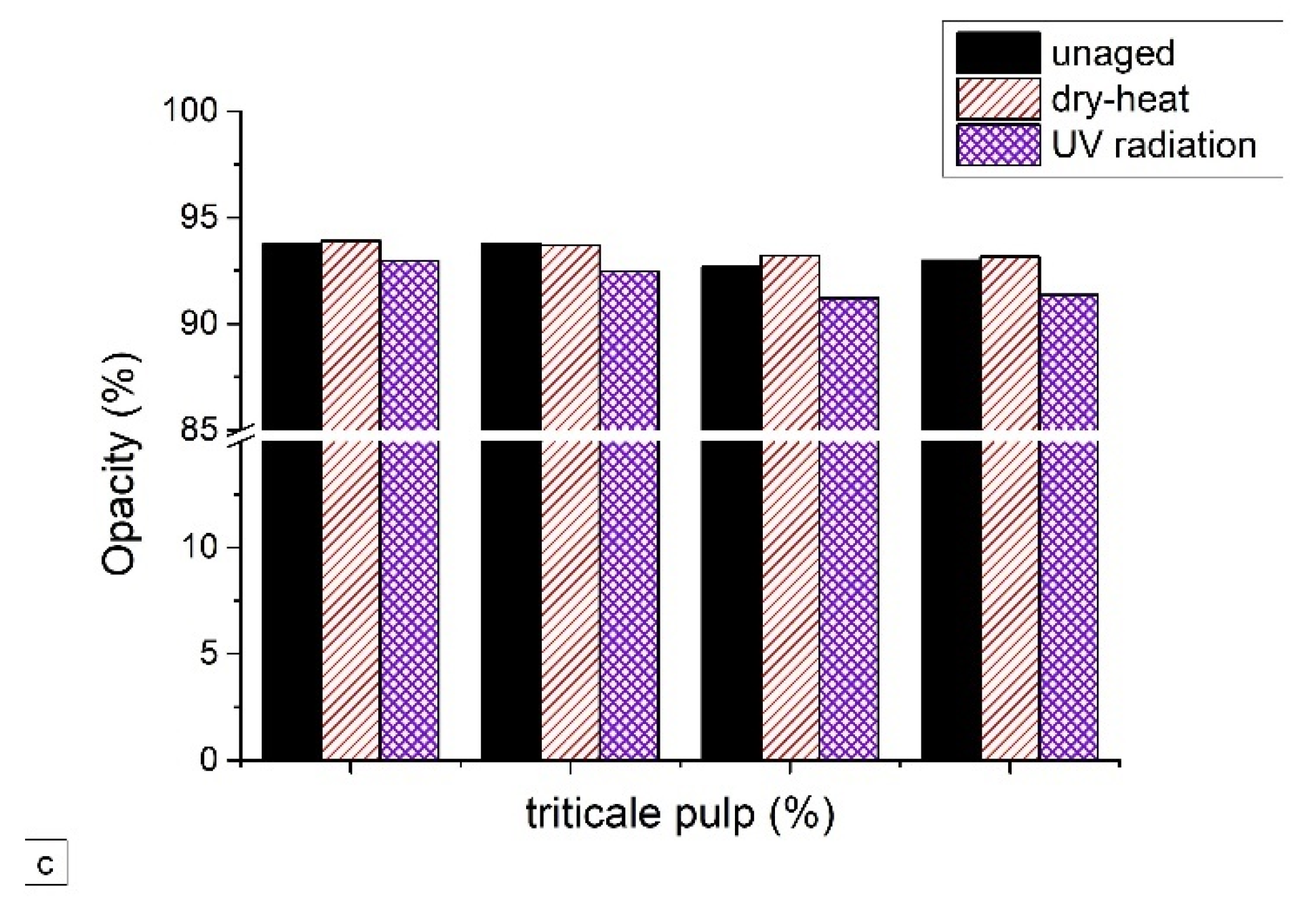
Influence of accelerated ageing on opacity of laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp.
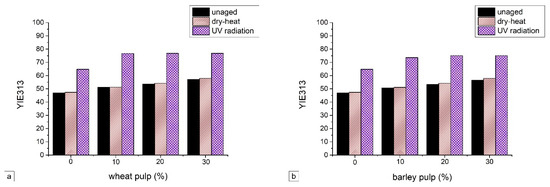
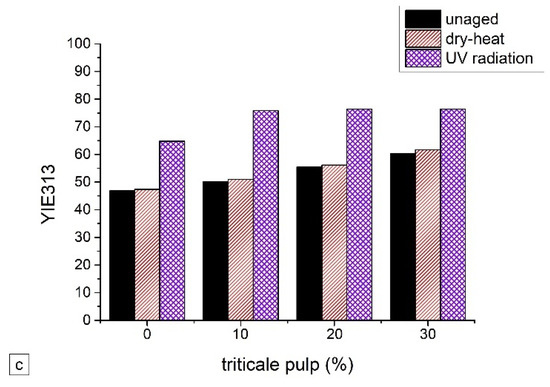
Figure 8.
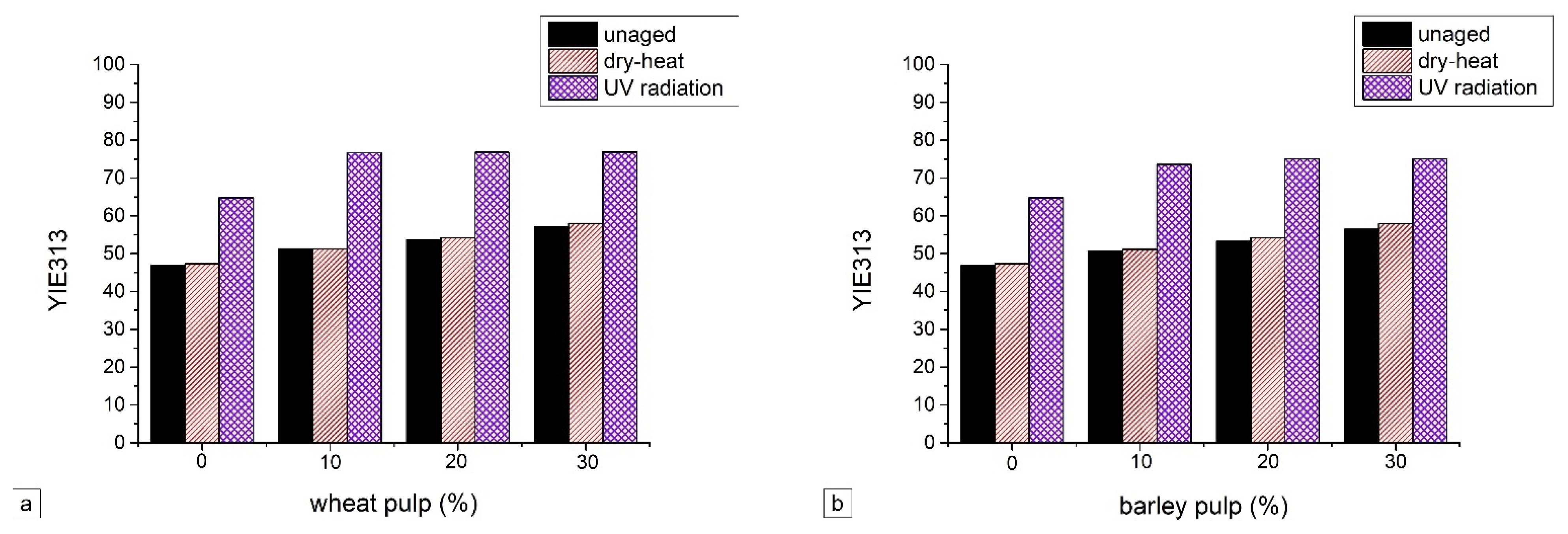
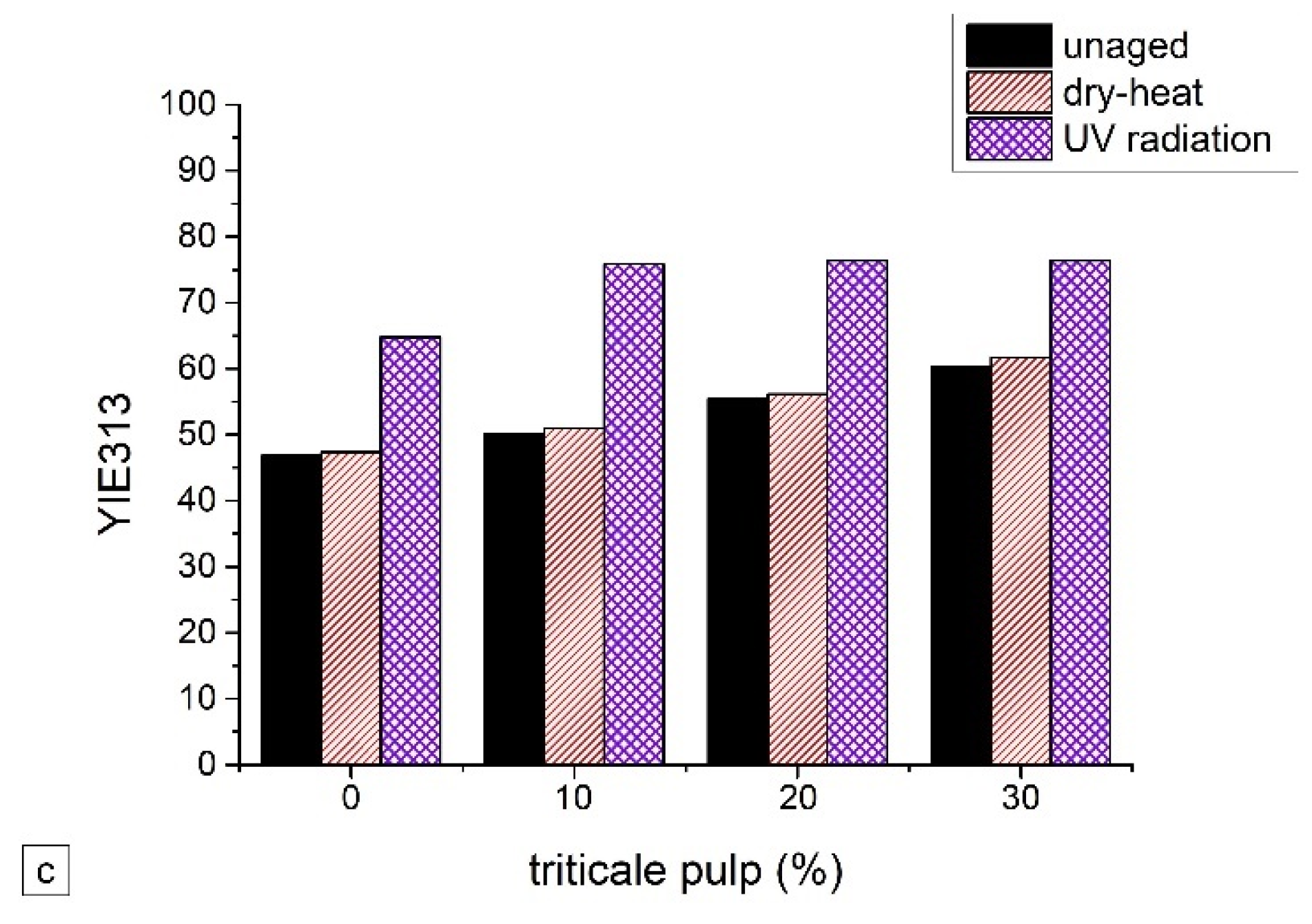
Influence of accelerated ageing on yellowness index of laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp.
The results have shown a lower reflectance in the area of shorter wavelengths for all analyzed papers. This is to be expected because pure cellulose absorbs visible light only to a small extent (380–550 nm), while absorption in the near UV spectral region (300–380 nm) is more distinct [25,26]. Hemicelluloses have a similar behavior to cellulose, while lignin, because of its aromatic nature, absorbs more strongly in the UV and visible regions than cellulose or hemicellulose [27]. Namely, the optical properties of paper are highly sensitive to its structure. For all straw-containing papers, it is clearly visible how their reflectance values are decreasing with a higher share of straw pulp. Papers with 30% of straw pulp have the lowest reflectance values over the whole measured spectrum.
After ageing, the relative reflectance changes (ΔR) were calculated according to Equation (1), and the results are presented in Figure 4a–c.
It is evident that all straw-containing papers have similar changes in the reflectance spectra due to accelerated ageing treatments in a whole spectrum. The changes caused by the dry-heat ageing method are minor in the whole spectrum, while ageing with a UV radiation caused significant changes of papers reflectance in the area of shorter wavelengths (blue part). This trend was expected since light, the more energy-rich component (near UV radiation), causes the gradual degradation of paper and other organic based materials [28]. This coincides with the fact that most of the damage to cellulose during the exposure to electromagnetic radiation is induced in that spectral range [25]. In addition, this result may indicate the presence of chemical substances used to enhance the brightness and whiteness of the paper produced from recycled fibers. Optical brightening agents (OBA) absorb light in the ultraviolet spectrum (between 330 and 390 nm) and re-emit the light in the visible blue region (between 400 and 480 nm) [29]. The fastest way to prove the presence of OBA in paper is to observe the sample under the UV light [30]. From the visual evaluation results under illuminant D50 presented in Figure 5a, it is evident that the prepared straw-containing laboratory papers do not differ in color. However, when UV light is incident on the paper surface, it causes excitation of fluorescence in the blue region of the visible light spectrum on laboratory paper samples (Figure 5b), whereas the non-OBA-containing paper would appear very dark [30]. Thus, the presence of optical brighteners in the recycled pulp can be seen in Figure 5b. In addition, with an increase in the content of straw pulp in laboratory paper samples, the influence of optical brightness is lower (Figure 4a–c).
CIE brightness values for unaged straw-containing papers were as follows: control paper = 57.24%; paper with 10% wheat pulp = 53.91%; paper with 20% wheat pulp = 50.58%; paper with 30% wheat pulp = 49.00%; paper with 10% barley pulp = 53.55%; paper with 20% barley pulp = 49.64%; paper with 30% barley pulp = 45.59%; paper with 10% triticale pulp = 53.98%; paper with 20% triticale pulp = 48.04%; and paper with 30% triticale pulp = 44.82% (Figure 6a–c). Generally, the CIE brightness value of all laboratory-made papers was low. This is a consequence of its composition, as recycled fibers were the main component in all laboratory papers.
As it is visible from the measurement results of unaged straw-containing papers, the brightness values of the laboratory-formed papers are decreased in dependence on the content of straw pulp. The decrease in brightness compared to the control paper (consisting only of recycled pulp) is due to the addition of unbleached straw pulp. Therefore, papers with 30% of straw pulp have the lowest brightness. In addition, the brightness of the papers containing straw pulp is sensitive to the presence of lignin in the paper. Namely, lignin gives paper a yellow–brown color, which absorbs blue light and thus reduces the brightness of such paper. Of all observed straws, wheat pulp produces papers with the highest brightness value. It is known that paper, as a material made from natural fibrous raw materials, decays mainly under the influence of light. Namely, cellulose fibers tend to undergo yellowing (brightness reversion) when exposed to sunlight. It is generally accepted that this coloration occurs due to residual lignin constituent in the pulp. As published in a previous study [13], the presence of residual lignin in the pulp of wheat, barley, and triticale straw used in laboratory paper production for this study is evident through the Kappa number, which was 30.0, 29.6, and 32.4, respectively. It has been reported that pure cellulose and white paper have higher stability and resistance to the combined effects of heat and light in comparison with recycled paper [28]. The results obtained from this research have confirmed that UV radiation has a greater influence on the optical properties of paper than temperature. A slight decrease in brightness of no more than 2% was observed for all samples after dry-heat treatment. The brightness reduction is more significant for the samples treated with UV radiation, where the change is up to 25% (Figure 6). The loss of brightness (paper yellowing) during the ageing procedure is attributed to the presence of the chromophores formed by the decomposition of the main lignocellulosic components of paper (cellulose, hemicellulose, and lignin).
The opacity characterizes the ability of paper to hide a text or a figure on the opposite side of the paper sheet, and it is generally higher than 90% for paper substrates that are intended for printing [31].
Although paper opacity is mainly influenced by the presence of fillers, basis weight, degree of calendering, type and treatment of the pulp, and light-absorption and light-scattering coefficients of the paper, the residual lignin in the pulp can increase paper opacity, as well [32]. Paper, as a sheet-like material, has a large percentage of air volume or bulk and transparence or its opposite, opacity, relates to the distribution of numerous small air pores over a large total surface area. Thus, paper is a matrix of transparent cellulose with a distribution of light-scattering pores. Increased opacity means a greater amount of light scattered from the surfaces of numerous small pores. In lignin-containing pulp, the lignin limits the amount of hydrogen bonding between the fibers that can develop during the drying section, resulting in the production of bulkier paper. Additional drying, for example, in the form of dry-heat ageing treatment, will result in a greater number of pores, i.e., greater opacity [33].
From Figure 7a–c, it is evident that a negligible change in the opacity of laboratory paper occurs with an increase of the straw pulp share. The highest positive change was observed when barley pulp was used to produce laboratory papers. It is important to emphasize that the addition of a larger amount of any straw pulp (up to 30%) to the pulp of recycled fibers reduces the content of fillers (originating from recycled wood pulp) and increases the amount of residual lignin. Namely, the share of ash in laboratory papers from the pulp of recycled fibers is 4.73%, while the addition of pulp of wheat, barley, and triticale in the amount of 30% reduces it to 3.64%, 3.32%, and 3.39% [13].
After dry-heat treatment, the opacity of barley or triticale straw-containing laboratory papers increased (Figure 7b,c), while, in the case of wheat-straw-containing paper, a decrease in opacity was observed for papers with 20% and 30% straw share. In the case of UV radiation treatment, a slight decrease in opacity occurs in almost all paper samples, but it is generally higher in laboratory papers with a higher content of straw pulp.
The yellowness index increases (Figure 8a–c) after accelerated ageing, and these changes are correlated with a decrease in brightness. The yellowness index is a number calculated from spectrophotometric data that describes the change in color of a test sample from clear to yellow.
From Figure 8, it is evident that unaged straw-containing papers, regardless of the type of crop straw, have a higher yellowing index than the control paper. Namely, this is due to the addition of unbleached pulp of crop straw, which has positive and high CIE colorimetric values a* and b*. The rather intense ageing conditions cause severe yellowing in a very short period of time, and after only 24 h of accelerated ageing, the yellowness index of papers containing unbleached straw pulp increased. The yellowness of all papers extremely increased during ageing under UV radiation. Bleached pulp is known to age more slowly, so this increase was expected, as the unbleached pulp was used to produce papers. The yellowing of paper as a fiber material starts with the oxidation of the phenol hydroxyl groups of the lignin. Oxidation leads to the formation of chromophores, which give the pulp a yellow color [34].
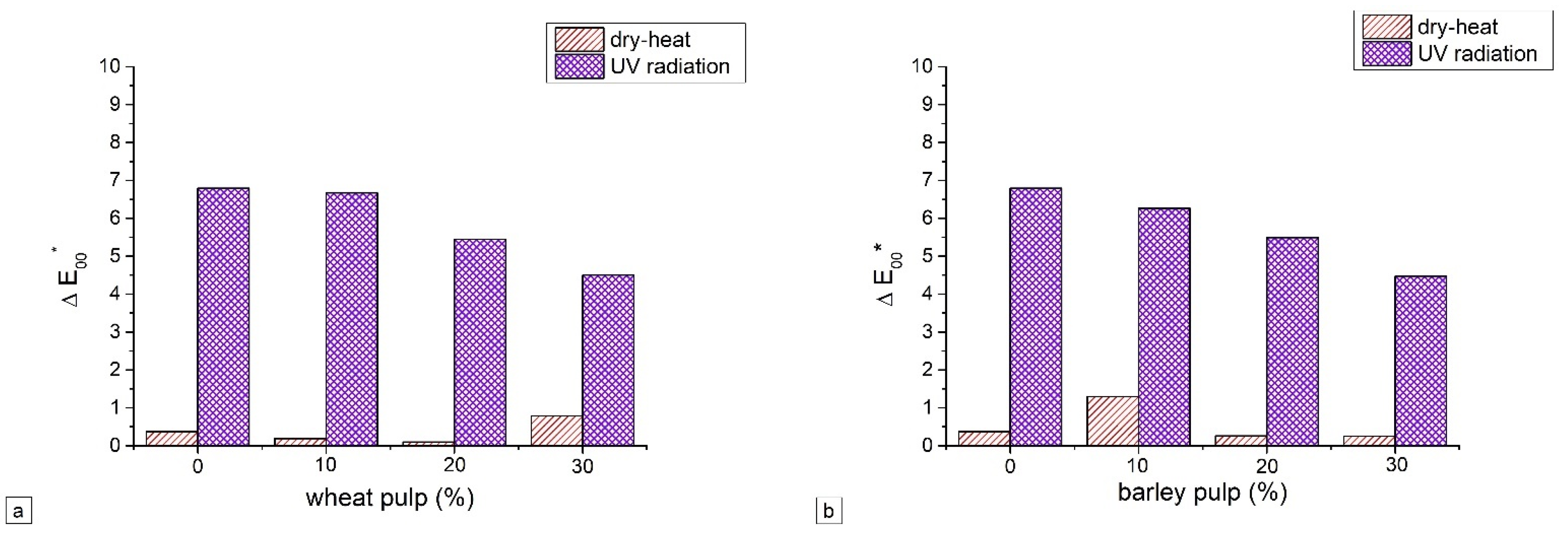
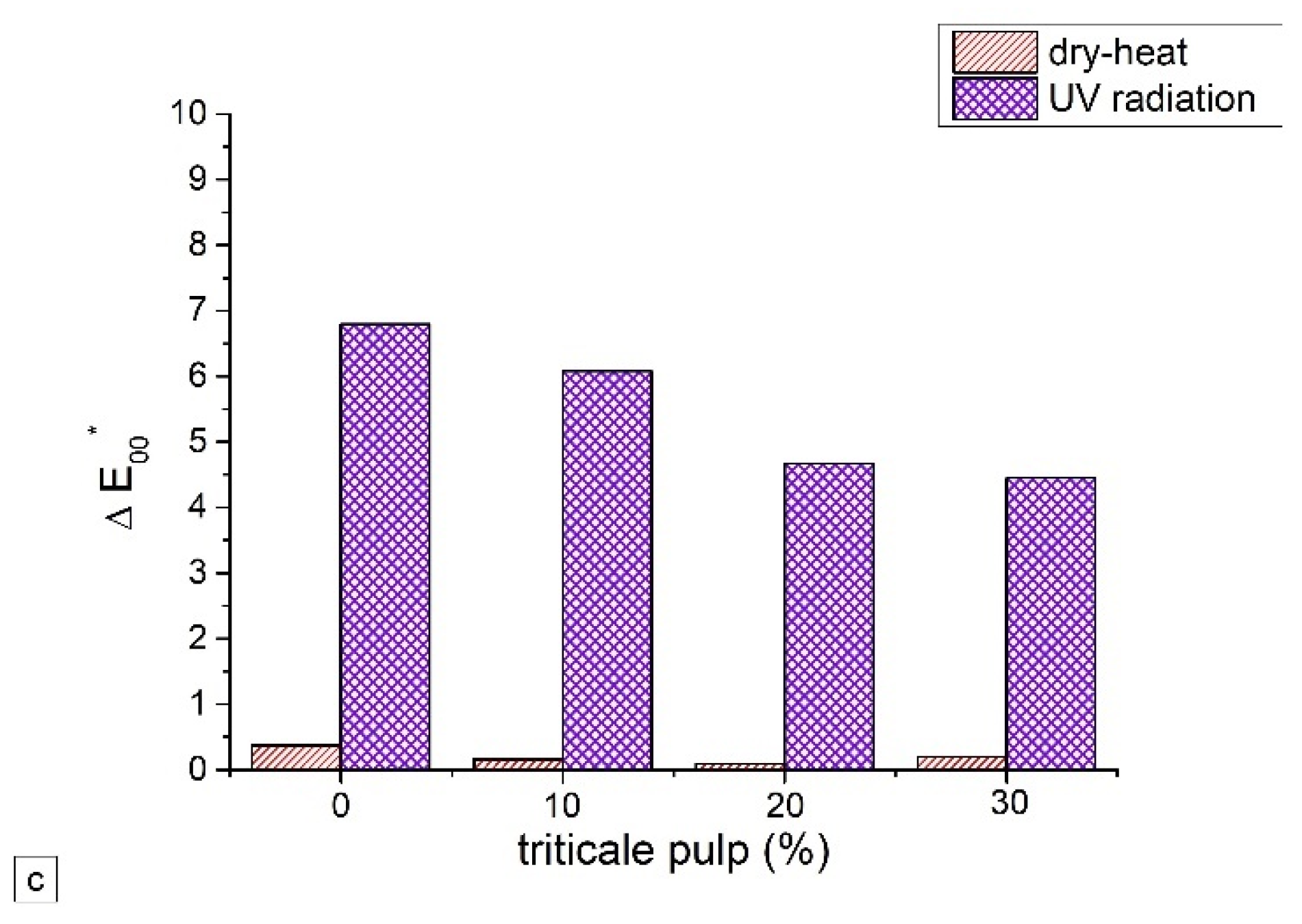
As expected, papers under the influence of UV radiation show a far greater change in color than after ageing at an elevated temperature. According to the tolerance definition, ΔE00* ≤ 2 is classified as a very small noticeable difference for a standard observer, while ΔE00* ≥ 5 is defined as a big noticeable difference in the color that a standard observer can recognize [35]. Changes in the color of laboratory-formed papers after thermal ageing are not noticeable to a standard observer (ΔE00* < 1.4). Interestingly, far greater color changes were observed in the control paper, which does not contain straw pulp of any crop (ΔE00* reaches up to 7), while with the addition of wheat, barley, or triticale pulp, the total color difference decreases with ageing and is least pronounced in papers containing 30% of straw pulp (Figure 9). The calculated ΔE00* values show the same trend as the exanimated brightness values.
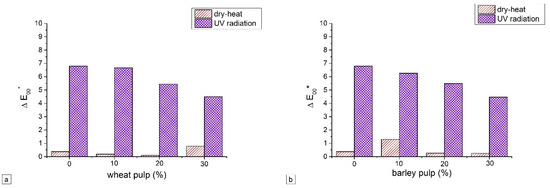
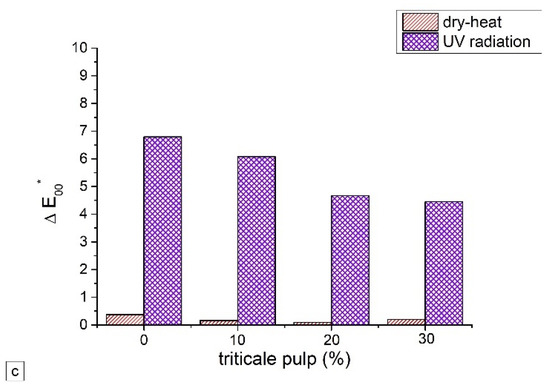
Figure 9.
Influence of accelerated ageing on total color difference of laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp.
3.2. Influence of Accelerated Ageing on Surface Properties of Papers
From the surface analysis, it was found that all straw-containing paper samples are non-homogenous. Namely, they are all variable in surface roughness (large differences in maximum and minimum values of Ra, up to 47%) as roughness parameters have smaller values in cavities than in hills. These irregularities of the surface are expected because these are all laboratory-formed papers without orientation of the fibers and without any additions of components for surface sizing, as in commercially produced papers. In Table 3, the results of the surface roughness of unaged papers is presented [13], while Table 4 and Table 5 give the results of changes in surface roughness after 24 h of both conducted methods of accelerated ageing (dry-heat and UV radiation). From Table 3, it can be seen that the addition of straw pulp of any crop (wheat, barley, or triticale) into paper has a slight effect on increasing its surface roughness (up to 10%) in comparison with control paper made without the addition of straw pulp.
Table 3.
The roughness parameter, Ra, of unaged laboratory paper samples.
Table 4.
The roughness parameter, Ra, of laboratory paper samples that underwent accelerated aging via dry-heat treatment.
Table 5.
The roughness parameter, Ra, of laboratory paper samples that underwent accelerated aging via treatment with UV light.
By subjecting the analyzed papers to accelerated ageing treatments, it was noticed that the control paper (with 0% of straw pulp) undergoes significantly greater changes in roughness. The roughness reduction occurs after both ageing treatments, in contrast to straw-containing papers, which are far more stable (Table 4 and Table 5). Surface roughness was reduced for all papers after thermal oxidation, while photo-oxidation led to an increase in the roughness of papers with barley and triticale pulp. Therefore, it could be concluded that, during thermal oxidation, the moisture content in paper decreases, leading to a reduction in the pores between fibers in the network of fibers that make up the paper. On the other hand, photo-oxidation due to the presence of residual lignin leads to cracking of the crosslinking between the fibers, which confirms the opacity values.
Of all analyzed straw-containing papers, the one with the addition of triticale straw is the most stable, while those with wheat pulp are the most similar in behavior to the control sample.
3.3. Influence of Accelerated Ageing on Chemical Properties of Papers
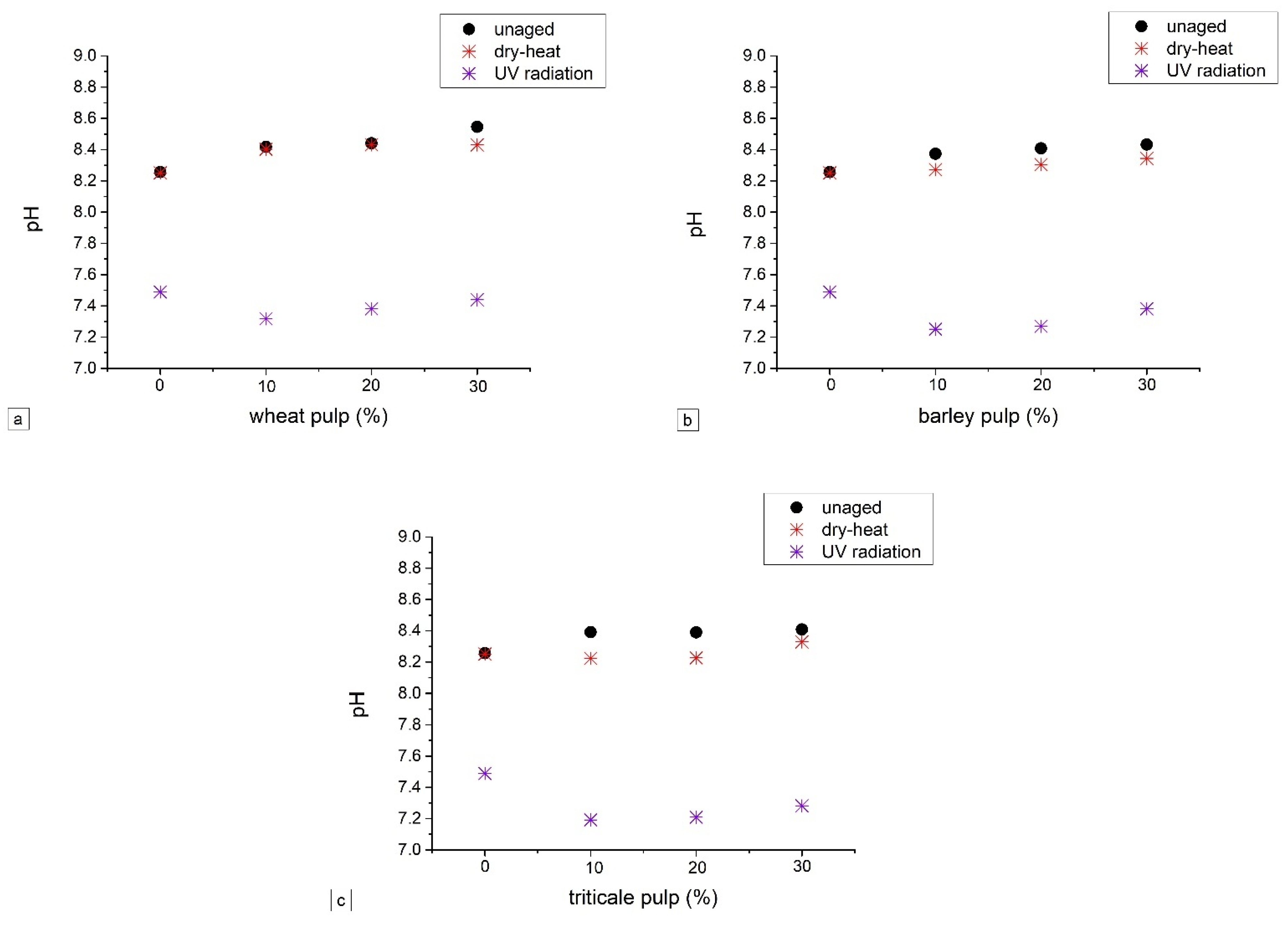
The pH value of the paper is considered the most important factor determining its stability toward ageing, with acidic papers generally being less stable than natural or alkaline papers [27]. The extract pH value of all unaged straw-containing papers was above 8.0, confirming that they were all produced under alkaline conditions (Figure 10).
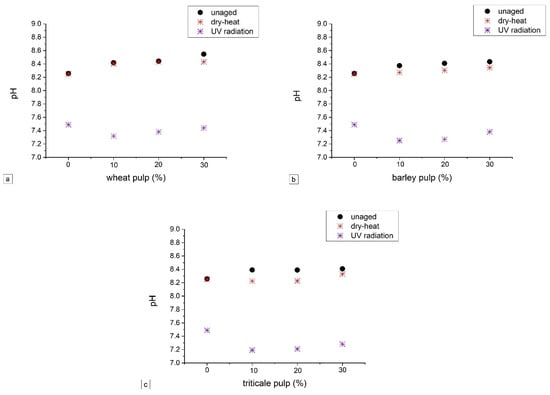
Figure 10.
Influence of accelerated ageing on pH value of laboratory papers containing (a) wheat pulp, (b) barley pulp, and (c) triticale pulp.
In all cases, the pH value decreased slightly after thermal oxidation (dry-heat ageing), while the pH decrease was more pronounced after photo-oxidation (ageing via UV radiation). The pH value of the paper decreases after accelerated ageing probably due to the production of acidic components. Acidic components in paper and acidic pollutants from the atmosphere cause hydrolysis and oxidation of cellulose molecules. Carboxylic groups are formed which increase the acidity, i.e., decrease the pH. As paper is a material of hydrophilic nature and therefore absorbs a significant amount of water vapor from the air, the processes of paper degradation would be even more pronounced in conditions of high humidity [36]. Moreover, a higher increase in the pH value of the paper may indicate the presence of lignin in the paper. During the oxidative degradation of paper containing lignin, radicals and active forms of oxygen, as well as carboxyl groups, are being produced, which, in the end, causes a decrease in the pH value of the paper and intensifies the whole process of cellulose degradation [36]. Therefore, the pH value can be used as a parameter of cellulose degradation. From the gained results of the pH values, it can be concluded that, compared to barley and triticale pulp, wheat pulp provides better permanence and stability when used in paper production.
4. Conclusions
In this research, it was confirmed that the presence of residual lignin has a negative effect on the stability of the optical properties of straw-containing papers from unbleached wheat, barley, or triticale pulp. The addition of 10%, 20%, and 30% unbleached straw pulp to the pulp of recycled fibers results in more acidic papers after UV radiation compared to papers made from recycled wood pulp. Such papers can be used for graphic products with a short life span. To produce more stable straw-containing paper with unbleached straw pulp, additional process optimization is required, such as the addition of an optimal amount of additives. In this way, for example, the brightness of the natural color of the unbleached pulp would be increased, as well as the printability of paper produced.
Author Contributions
Conceptualization, I.P.; methodology, I.P.; formal analysis, I.P., I.B. and M.V.; investigation, I.P., I.B. and M.V.; resources, I.P., I.B. and M.V.; writing—original draft preparation, I.P.; writing—review and editing, I.B. and M.V.; visualization, I.P.; supervision, I.P.; project administration, I.P. and I.B.; funding acquisition, I.P. and I.B. All authors have read and agreed to the published version of the manuscript.
Funding
The APC was funded by the University of Zagreb. This research was funded by the Croatian Science Foundation, grant number UIP-2017-05-2573.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Acknowledgments
This work was supported in part by the Croatian Science Foundation, under the project “Printability, quality and utilization of substrates with non-wood fibres” (UIP-2017-05-2573), and by the University of Zagreb.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Małachowska, E.; Pawcenis, D.; Dańczak, J.; Paczkowska, J.; Przybysz, K. Paper Ageing: The Effect of Paper Chemical Composition on Hydrolysis and Oxidation. Polymers 2021, 13, 1029. [Google Scholar] [CrossRef] [PubMed]
- Geffertova, J.; Geffert, A.; Deliiski, N. The Effect of Light on the Changes of White Office Paper. Key Eng. Mater. 2016, 688, 104–111. [Google Scholar] [CrossRef]
- Radkova, V.; Tsekova, P.; Ivanova, T.; Valchev, I. Effect of dry—Heat ageing on label paper quality. Bulg. Chem. Commun. 2015, 47, 51–59. [Google Scholar]
- Černič-Letnar, M.; Kropar-Vančina, V. The Effect of Accelerated Ageing on Graphic Paperboards Degradation. Restaurator 2002, 23, 118–132. [Google Scholar] [CrossRef]
- Area, M.C.; Cheradame, H. Paper aging and degradation: Recent findings and research methods. BioResources 2011, 6, 5307–5337. [Google Scholar]
- Boeva, R.; Radeva, G. Effect of bleaching procedure type on the aging resistance of chemical-mechanical pulp. J. Chem. Technol. Metall. 2016, 51, 257–262. [Google Scholar]
- Porck, H.J. Rate of Paper Degradation The Predictive Value of Artificial Aging Tests. European Commission on Preservation and Access: Amsterdam, The Netherlands, 2000; pp. 1–40. Available online: https://www.ica.org/sites/default/files/WG_2000_PAAG-rate-of-paper-degradation_EN.pdf (accessed on 20 January 2022).
- Frigione, M.; Rodríguez-Prieto, A. Can accelerated aging procedures predict the long term behavior of polymers exposed to different environments? Polymers 2021, 13, 2688. [Google Scholar] [CrossRef]
- Porck, H.J.; Teygeler, R. Chapter 2: Paper. In An Overview of Recent Developments in Research on the Conservation of Selected Analog Library and Archival Materials; European Commission on Preservation and Access: Amsterdam, The Netherlands, 2001; pp. 5–22. [Google Scholar]
- Abd El-Sayed, E.S.; El-Sakhawy, M.; El-Sakhawy, M.A.M. Non-wood fibers as raw material for pulp and paper industry. Nord. Pulp Pap. Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Plazonić, I.; Barbarić-Mikočević, Ž.; Antonović, A. Chemical Composition of Straw as an Alternative Material to Wood Raw Material in Fibre Isolation. Drvna Industrija 2016, 67, 119–125. [Google Scholar] [CrossRef]
- Plazonić, I.; Bates, I.; Vukoje, M.; Barbaric-Mikocevic, Ž. Characterisation of accelerate aged papers with non-wood barley fibres. In Proceedings of the 19th International Conference on Printing, Design and Graphic Communications Blaž Baromić, Senj, Croatia, 16–19 September 2015; pp. 37–47. [Google Scholar]
- Plazonic, I.; Bates, I.; Barbaric-Mikocevic, Z. The Effect of Straw Fibers in Printing Papers on Dot Reproduction Attributes, as Realized by UV Inkjet Technology. BioResources 2016, 11, 5033–5049. [Google Scholar] [CrossRef] [Green Version]
- Cocca, M.; D’Arienzo, L.; D’Orazio, L. Effects of Different Artificial Agings on Structure and Properties of Whatman Paper Samples. ISRN Mater. Sci. 2011, 2011, 863083. [Google Scholar] [CrossRef] [Green Version]
- Vukoje, M.; Plazonić, I.; Bates, I. Optical stability of papers with wheat fibers after accelerated ageing. In Proceedings of the International Conference of Materials, Wear, Recycling MATRIB 2015, Vela Luka, Croatia, 15–27 June 2015; 2015; pp. 362–369. [Google Scholar]
- Debeljak, M.; Gregor-Svetec, D. Optical and Color Stability of Aged Specialty Papers and Ultraviolet Cured Ink Jet Prints. J. Imaging Sci. Technol. 2010, 54, 060402. [Google Scholar] [CrossRef]
- Izdebska, J.; Żołek-Tryznowska, Z.; Ksiazek, T. Influence of artificial aging on cellulose film—The optical properties of printed and non-printed biodegradable film bases. Agro Food Ind. Hi Tech. 2012, 24, 52–57. [Google Scholar]
- Plazonić, I.; Džimbeg-Malčić, V.; Bates, I.; Žilić, G. The effect of electromagnetic radiation on the reflectance spectra of prints on hemp papers. J. Graph. Eng. Des. 2021, 12, 21–28. [Google Scholar] [CrossRef]
- Pauler, N. Paper Optics; AB Lorentzen & Wettre: Kista, Sweden, 2012. [Google Scholar]
- Kipphan, H. Handbook of Print Media; Springer: Berlin/Heidelberg, Germany, 2001. [Google Scholar]
- Karlovits, M.; Gregor-Svetec, D. Comparison of Durability between Uv Inkjet and Conventional Offset Prints Exposed to Accelerated Ageing. J. Graph. Eng. Des. 2011, 2, 10–15. [Google Scholar]
- Luo, M.R.; Cui, G.; Rigg, B. The development of the CIE 2000 colour-difference formula: CIEDE2000. Color Res. Appl. 2001, 26, 340–350. [Google Scholar] [CrossRef]
- Alam, A.; Thim, J.; O’Nils, M.; Manuilskiy, A.; Lindgren, J.; Lidén, J. Online surface characterization of paper and paperboards in a wide-range of the spatial wavelength spectrum. Appl. Surf. Sci. 2012, 258, 7928–7935. [Google Scholar] [CrossRef]
- Alam, A.; Manuilskiy, A.; Thim, J.; O’Nils, M.; Lindgren, J.; Lidén, J. Online surface roughness characterization of paper and paperboard using a line of light triangulation technique. Nord. Pulp Pap. Res. J. 2012, 27, 662–670. [Google Scholar] [CrossRef] [Green Version]
- Strlič, M.; Kolar, J. (Eds.) Ageing and Stabilisation of Paper; National and University Library: Ljubljana, Slovenia, 2005. [Google Scholar]
- Malešič, J.; Kolar, J.; Strlič, M.; Kočar, D.; Fromageot, D.; Lemaire, J.; Haillant, O. Photo-induced degradation of cellulose. Polym. Degrad. Stab. 2005, 89, 64–69. [Google Scholar] [CrossRef]
- Zervos, S.; Deprez, T.; Lejeune, A. (Eds.) Cellulose: Structure and Properties, Derivatives and Industrial Uses; Nova Publishing: New York, NY, USA, 2010; pp. 155–203. [Google Scholar]
- Geffertová, J.; Geffert, A.; Výbohová, E. Effect of the thermal ageing on selected characteristics of recycled office paper. Acta Fac. Xylologiae 2017, 59, 59–73. [Google Scholar] [CrossRef]
- Auhorn, W.J.; Holik, H. (Eds.) Handbook of Paper and Board; Wiley-VCH: Weinheim, Germany, 2006; pp. 62–149. [Google Scholar]
- Vukoje, M.; Itrić Ivanda, K.; Kulčar, R.; Marošević Dolovski, A. Spectroscopic Stability Studies of Pressure Sensitive Labels Facestock Made from Recycled Post-Consumer Waste and Agro-Industrial By-Products. Forests 2021, 12, 1703. [Google Scholar] [CrossRef]
- Cabalova, I.; Kacik, F.; Geffert, A.; Kacikov, D.; Broniewicz, E. (Eds.) Environmental Management in Practice; InTech Open: London, UK, 2011; pp. 329–350. [Google Scholar]
- Blechschmidt, J.; Heinemann, S.; Holik, H. (Eds.) Handbook of Paper and Board; Wiley-VCH: Weinheim, Germany, 2013; pp. 33–104. [Google Scholar]
- Evans, J.; Youngquist, J.A. Encyclopedia of Forest Sciences; Elsevier Ltd.: Oxford, UK, 2004; pp. 477–619. [Google Scholar]
- Boeva, R.; Radeva, G.; Hinkov, P.; Hinkov, E. Thermal ageing of different kinds of fiber materials: A kinetic study. J. Univ. Chem. Technol. Metall. 2012, 47, 37–42. [Google Scholar]
- Zjakić, I. Upravljanje Kvalitetom Ofsetnog Tiska; Hrvatska Sveučilišna Naklada: Zagreb, Croatia, 2007. [Google Scholar]
- Małachowska, E.; Dubowik, M.; Boruszewski, P.; Przybysz, P. Accelerated ageing of paper: Effect of lignin content and humidity on tensile properties. Herit. Sci. 2021, 9, 132. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).