3.1. Effect of Thermal Radiation on the Foam Stability
Thermal radiation is an influential factor on the stability of foam extinguishing agents in fire. By adjusting the distance between the upper layer of a foam extinguishing agent and the heat source, the change in the liquid separation behavior of the foams under different levels of thermal radiation intensity (15 kW/m
2, 25 kW/m
2 and 35 kW/m
2) was studied and is shown in
Figure 1.
Table 2 shows the 25% liquid separation time (t is the time taken for liquid separation; the ratio of mass/total foam mass is 25%; t
(i), i = 15, 25, and 35 shows the value of t under thermal radiation intensity levels of 15 kW/m
2, 25 kW/m
2, and 35 kW/m
2), liquid separation, and evaporation percentage (a
i = S/E; i = 15, 25, and 35 shows the value of a under thermal radiation intensity levels of 15 kW/m
2, 25 kW/m
2, and 35 kW/m
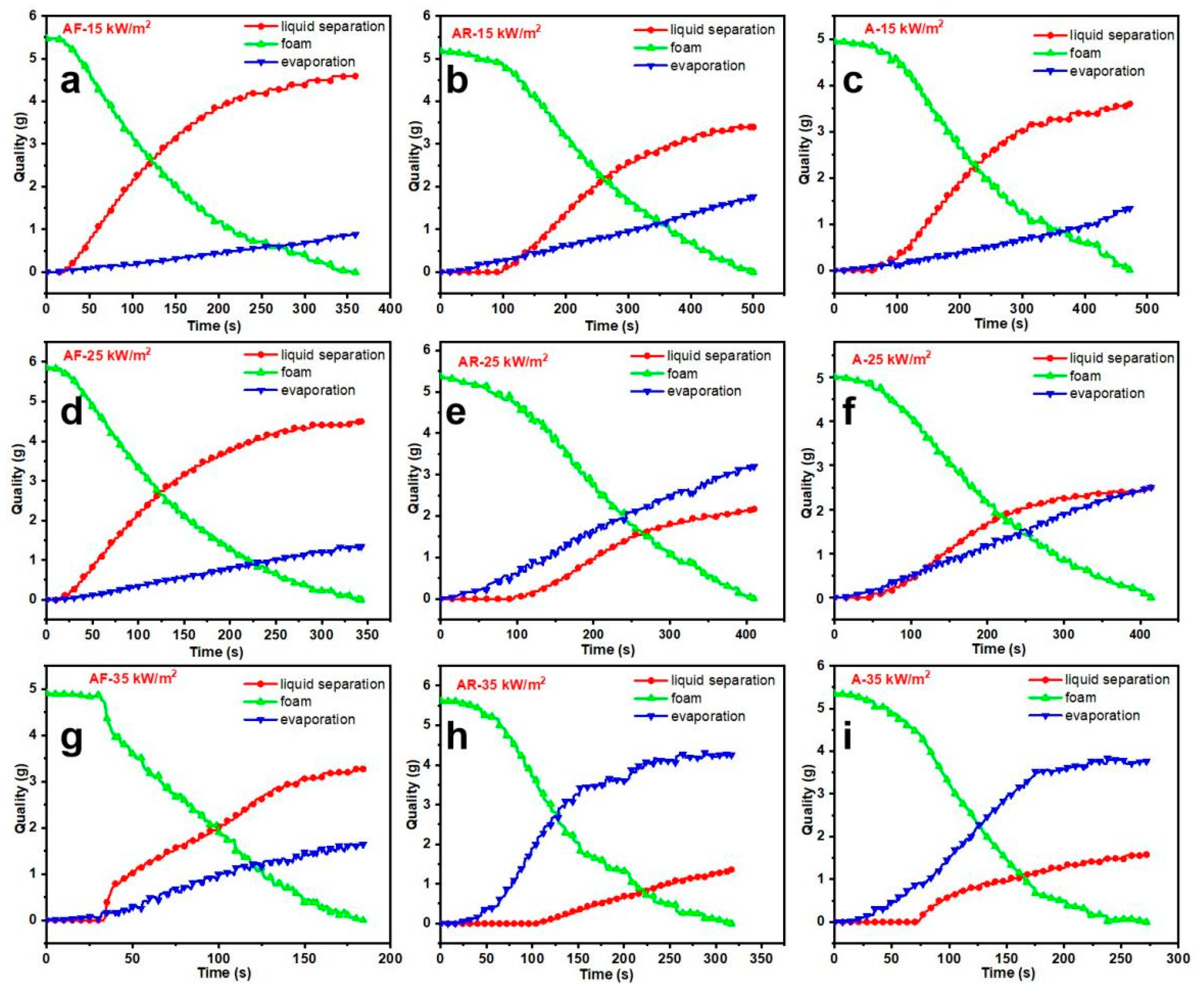
2) of three kinds of foams at different thermal radiation intensities. Apparently, in the variation curve of liquid separation quality, the AF foam experiences liquid separation first, followed by the A foam and finally the AR foam extinguishing agents. With the increase in thermal radiation intensity, the time taken for the three kinds of foams to experience liquid separation also decreases, which may be due to the obvious intensification of foam evaporation under the action of the heat source, which further affects the behavior of foam separation. However, with the development of time, the mass percentage of the final liquid separation of the AF foam was significantly higher than that of the A foam and AR foam. The a
15, a
25, and a
35 values of AR under thermal radiation heating are 1.92, 0.68, and 0.32, respectively. The a
15, a
25, and a
35 values of the A foam under thermal convection heating are 2.69, 1.00, and 0.42, respectively. The proportion of liquid separation of the AF foam under thermal radiation heating is greater than that of AR and A, while AR possesses the relative lowest proportion of liquid separation. In the whole thermal radiation heating environment, the liquid separation behavior of the AF foam was the main behavior of foam instability. The ratio of liquid separation to evaporation mass decreased with the increase in thermal radiation intensity, but a was always greater than 1. With the increase in thermal radiation intensity, the a of AR and A foams decreased. And when the thermal radiation intensity was not less than 25 kW/m
2, evaporation of the AR and A foams accounted for the main behavior of foam instability.
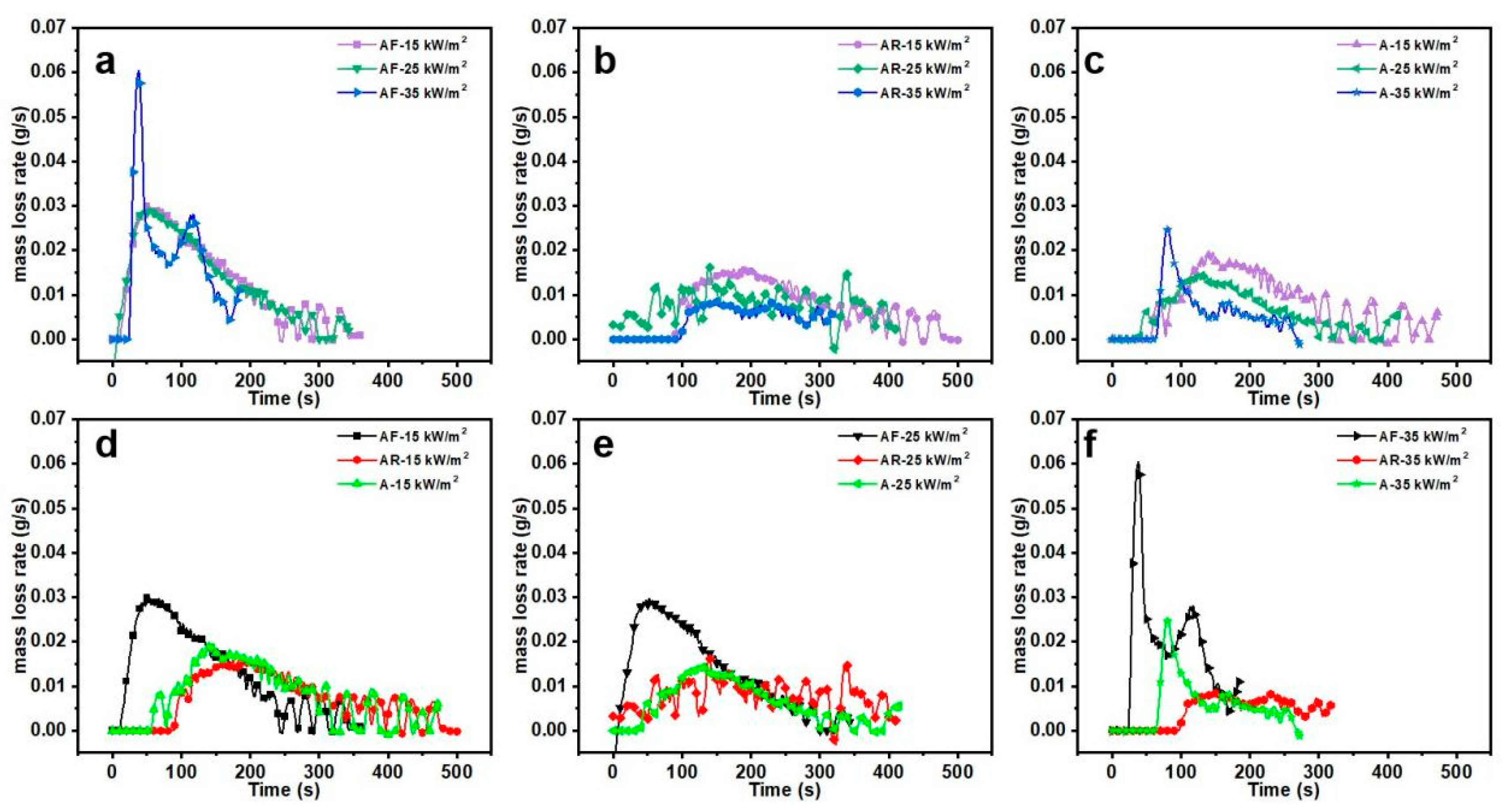
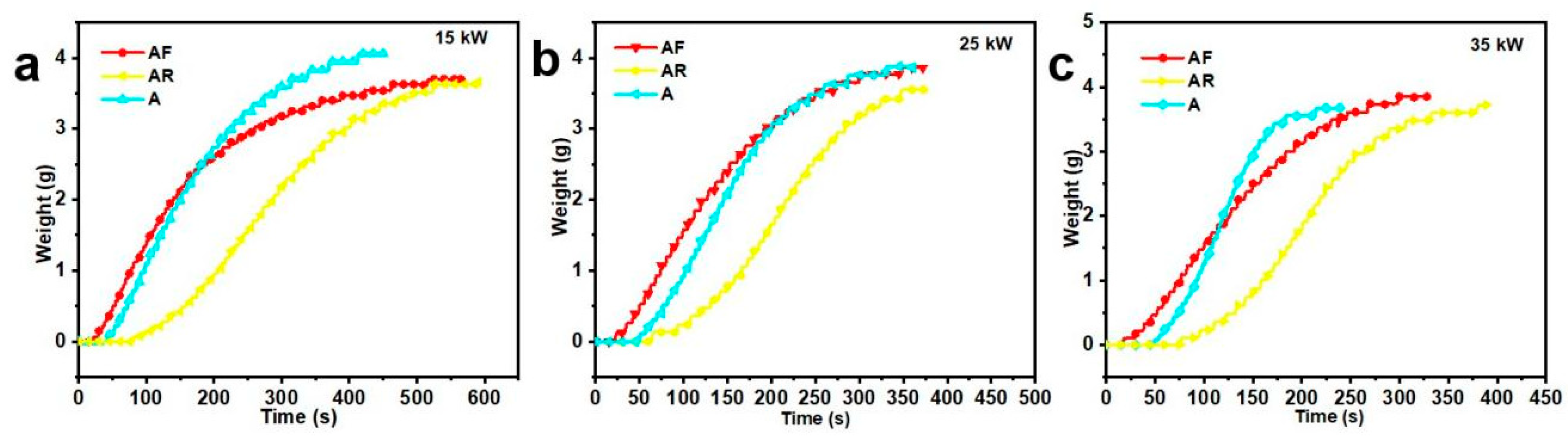
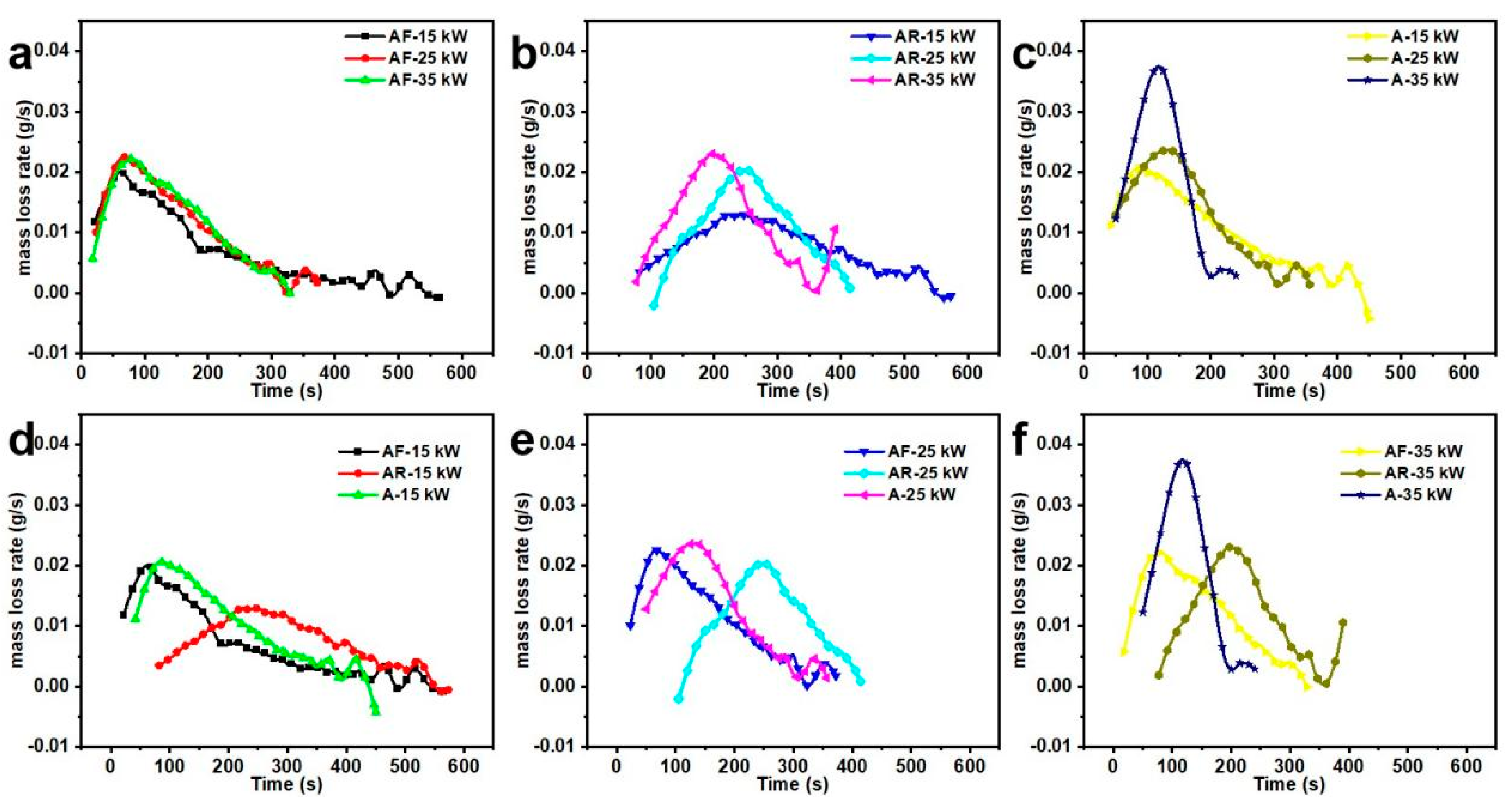
The influence of the radiation value on the liquid separation rate of the AF, AR, and A foams is shown in
Figure 2. When the initial height of the foam layer is 4 cm, it can be found that the relationship between the liquid separation rate and the radiation value is not obvious. Only when the radiation value reaches the maximum of 35 kW/m
2, the liquid separation rate of the solution is slightly higher than that corresponding to the other two radiation values. The results of the liquid separation rate of the AF, AR, and A foams at room temperature are shown in
Figure S2. With the decrease in foam mass, the liquid separation rate of the AF, AR, and A foams decrease gradually at room temperature. The maximum liquid separation rate (LSR) of the AF foam is 0.017 g/s, that of the AR foam is 0.012 g/s, and that of the A foam is 0.005 g/s. Without the influence of thermal factors, the liquid separation rate of the AF, AR, and A foams is low. And the liquid separation of the AF foam is the fastest, followed by the AR and finally the A foams. The rate curves of the AF, AR, and A foams have similar trends when the thermal radiation intensity is 15 kW/m
2 and 25 kW/m
2. The LSR of the AF foam is 0.029 g/s at 51 s under 15 kW/m
2 and 0.029 g/s at 48 s under 25 kW/m
2. The LSR of the AR foam is 0.015 g/s at 159 s under 15 kW/m
2 and 0.016 g/s at 139 s under 25 kW/m
2. And the LSR of the A foam are 0.019 g/s at 138 s under 15 kW/m
2 and 0.015 g/s at 132 s under 25 kW/m
2. When the thermal radiation intensity is 35 kW/m
2, the curve of the liquid separation rate between the AF and A foams first decreases, then increases and decreases, with two extreme values and one curve peak. It may be that the AF and A foams coarsened and coalesced rapidly under high radiation intensity (35 kW/m
2). The dynamic state of bubble expansion and rupture of the AF and A foams lead to a temporary increase in the rate of foam liquid separation. Moreover, under high radiation intensity (35 kW/m
2), the AF and A foams quickly reached high temperatures, and the solution viscosity was at a relatively low level, which may have also caused the increase in the foam liquid separation rate. With regard to the AR foam, there is little difference in the liquid separation curves of the foam under the three thermal radiation conditions (
Figure 2b). The components of the AR foam are resistant to high temperatures, and the viscosity of the concentrated solution of the AR foam is still high after the change (using the No. 3 rotor of the rotary viscometer, the viscosity of the concentrated solution was 2389 mPa·s at 0 °C, 966 mPa·s at 20 °C, and 890 mPa·s at 50 °C). Therefore, the thermal radiation intensity has little effect on the liquid separation rate of AR foam, which is mainly related to the characteristics of AR itself. The curve of the liquid separation rate of the AR foam first increases and then decreases, and then increases and decreases, with three extreme values and two curve peaks. The LSRs of the AF and A foams at 35 kW/m
2 are 0.06 g/s at 38 s and 0.025 g/s at 80 s. And the LSR of the AR foam is 0.01 g/s at 151 s, which is obviously lower than that of the AF and A foams. Therefore, the liquid separation rate of the solution is related to the properties of the foam itself, such as viscosity and surface/interface tension, which are relatively independent of the external radiation heat flux of the foam [
31,
32,
33,
34].
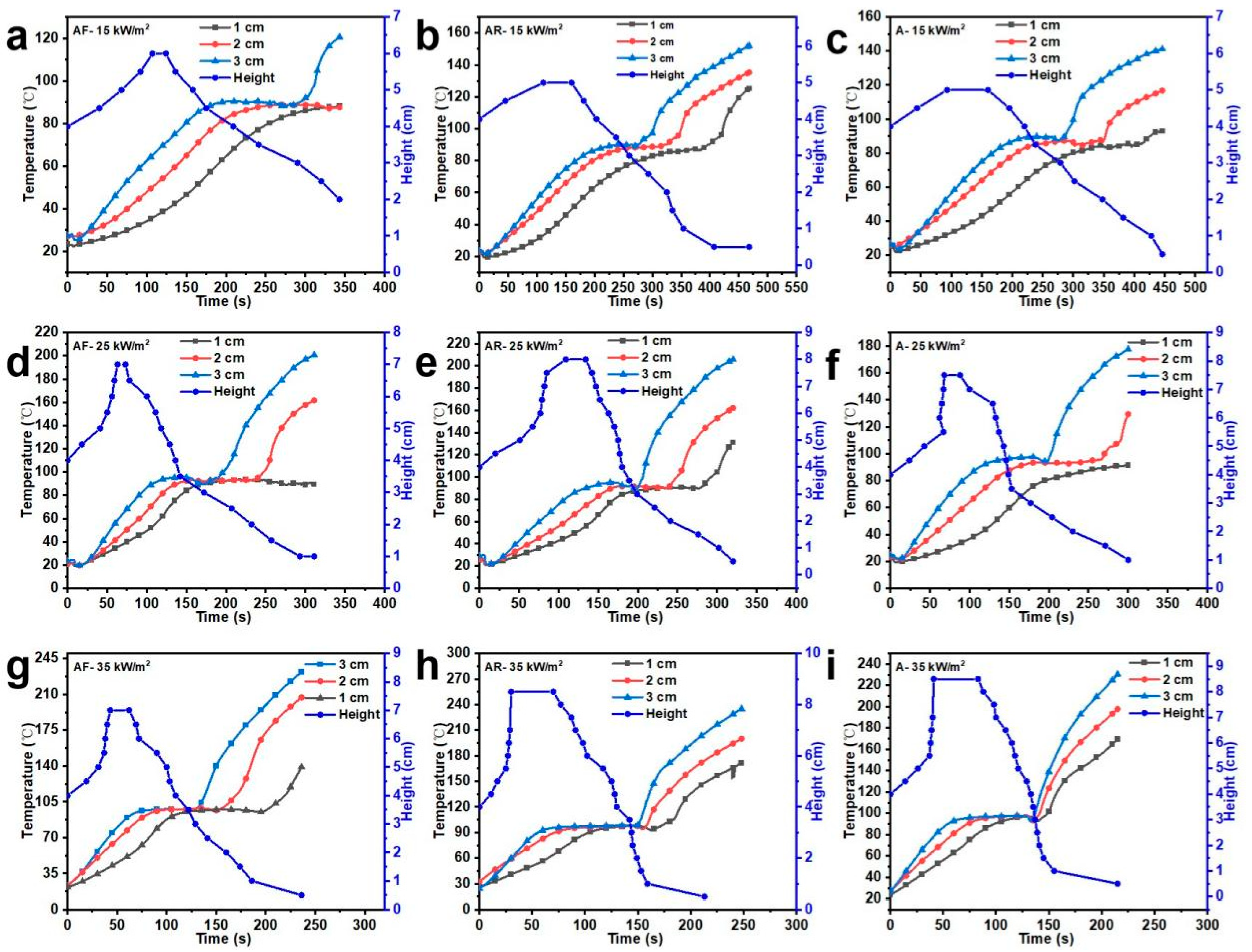
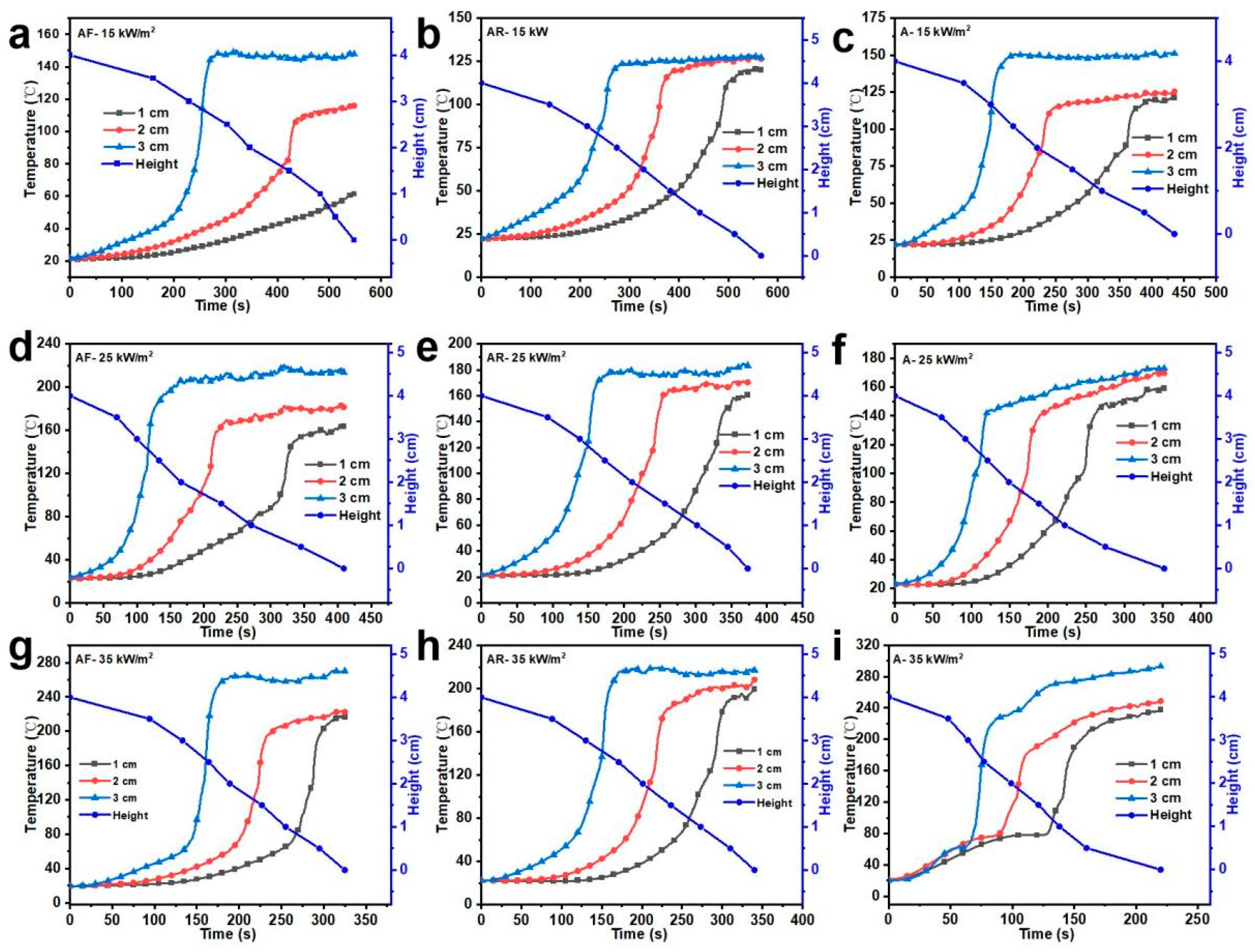
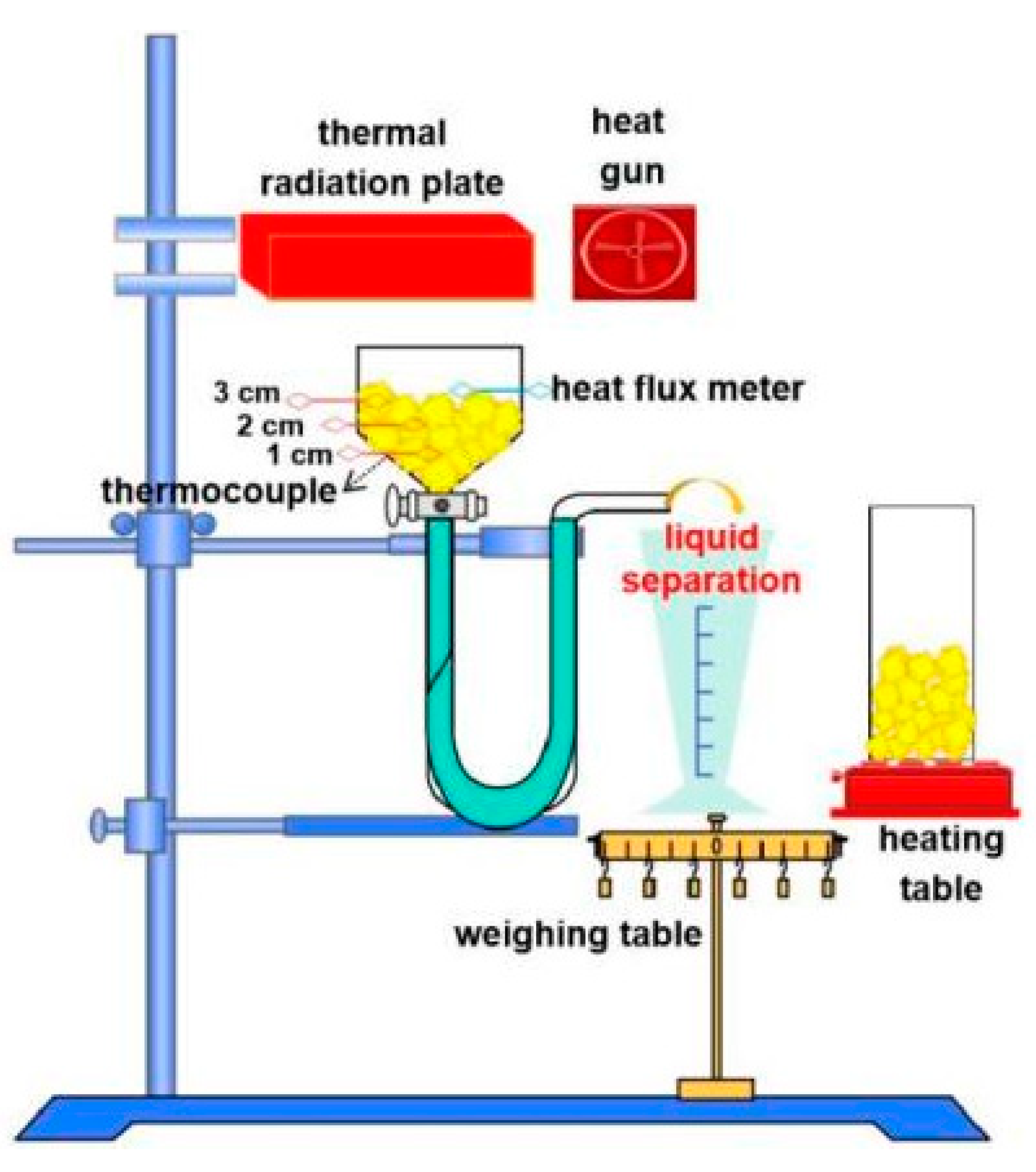
To further discuss the behavior of foam liquid separation, the temperature analysis results of the foam layer are shown in
Figure 3. The initial height of the foam layer is 4 cm, and thermocouples are placed at foam layer heights of 1 cm, 2 cm, and 3 cm (distance from bottom of foam layer) to study the temperature change of the foam layer heated by thermal radiation. Under the condition of radiation heating, the foam will expand, merge, and burst, so the foam mass loss mainly has two parts: foam liquid separation and evaporation. The temperature change trend of the foam layer in three places is the same, and the foam at 3 cm first reaches about 90 °C; then, the foam bursts, the thermocouple leaks into the air, and the temperature rises. In this experiment, the behavior of the liquid separation of foams is mainly studied. In
Figure 3, the internal temperature of the AF, AR, and A foams in the thermal radiation layer stabilized at about 30 °C in the initial stage of heating. And then the foam layer was heated continuously, which led to the high expansion of the foams, and the temperature of the foam layer quickly rose to 90 °C. In the time range from the beginning of the experiment to the last 100 s, the foam liquid dissolution rate and evaporation rate were faster. In addition, when all bubbles were close to 100 °C at the end of the experiment, the viscosity of the AF and A solutions was at the lowest level, which may have also led to the increase in the liquid separation rate of the AF and A foams at 35 kW/m
2.
The heights of the three kinds of foams have the same variation tendency: the foam expands first and then contracts. In the initial stage of thermal radiation heating, due to the expansion of gas molecules in the foams, the foam height increases. Then, the foams continues to be affected by external thermal radiation, the liquid in the foam rapidly discharges, and the foam begins to burst and collapse, when the height gradually drops. Under the conditions of 15 kW/m
2 and 25 kW/m
2, the liquid separation rate of the three kinds foam echoes the changing trend of foam height. Because it takes time to detect the quality of the foam liquid separation device, the liquid separation rate curve lags behind the foam height curve in
Figure 3a–f. There is a waiting time for the solution to experience liquid separation, and the reason for the waiting time is mainly because there will be a re-integration stage of the overall structure of the foam before the solution is separated out. Usually, the liquid content of the initial foam film is certain, so it will take some time for the liquid to move from the film to the Prandtl boundary.
In the expansion stage, the maximum heights of the AF, AR, and A foams at 15 kW/m2 are 6 cm, 5 cm, and 5 cm, and the time to reach the maximum height is 107 s, 111 s, and 93 s, respectively. The maximum heights of the AF, AR, and A foams at 25 kW/m2 are 7 cm, 8 cm, and 7.5 cm, and the time to reach the maximum height is 63 s, 109 s, and 68 s, respectively. The maximum heights of the AF, AR, and A foams at 35 kW/m2 are 7 cm, 8.5 cm, and 8.5 cm, and the time to reach the maximum height is 43 s, 30 s, and 41 s, respectively. It can be seen that with the increase in the thermal radiation intensity, the expansion height of the AR and A foams increases more than that of AF. This is because in the initial stage of heating, the additives in the AR and A foams can improve the stability of the foams, which is beneficial for foam expansion. Moreover, the height attenuation of the AR and AF foams at 15 kW/m2 and 25 kW/m2 is slow under heating radiation; that is, their thermal stability is better.
3.2. Effect of Thermal Convection on the Foam Stability
By adjusting the distance between the hot air gun and the foam sample, the influence of the thermal convection intensity (15 kW/m
2, 25 kW/m
2, and 35 kW/m
2) on the foam stability was studied and is shown in
Table 3 and
Figure 4,
Figure 5 and
Figure 6. With the increase in the thermal convection intensity, the 25% liquid separation time of the three foams decreased. Similarly, the t of AR is longer than that of the A and AF foams. AF foam has the lowest t value and the fastest liquid separation time (
Figure 4). Specially, the t
(15) values of AF, AR, and A foams are 87 s, 298 s, and 106 s, respectively. In the whole thermal convection heating environment, the liquid separation behavior of AF foam is the main behavior of foam instability. The ratio of liquid separation to evaporation mass decreases with the increase in thermal radiation intensity, but a is always greater than 2, which means that under convection heating, the proportion of liquid separation in AF foam is higher than that of evaporation. When the heat flux intensity is 15 kW/m
2 and 25 kW/m
2, the a
15 and a
25 values of AF under thermal convection heating are 3.03 and 2.81, respectively, which are lower than that of AF foam under thermal radiation heating (5.2 and 3.35). That is, the proportion of AF foam precipitation under thermal radiation heating is higher than that under thermal convection heating when the heat flux intensity is 15 kW/m
2 and 25 kW/m
2. With the increase in thermal radiation intensity, the a of AR and A foams decreases. The a
15, a
25, and a
35 values of AR under thermal convection heating are 3.98, 3.17, and 2.46, respectively, which are higher than those of AR foam under thermal radiation heating (1.92, 0.68, and 0.32). The a
15, a
25, and a
35 values of the A foam under thermal convection heating are 6.26, 5.78, and 3.74, respectively, which are higher than those of the A foam under thermal radiation heating (2.69, 1.00, and 0.42). It can be seen that, different from the AF foam, the ratio of liquid separation under thermal convection of the AR and A foams is higher than that under thermal radiation heating. Different from the case of thermal radiation heating, the proportion of liquid separation of the A foam under thermal convection heating is greater than that of AR and AF, while AF possesses the relative lowest proportion of liquid separation.
The mass loss behavior of the three foams at different levels of thermal convection intensity is studied in
Figure 5 and
Figure 6. With the increase in time, the liquid separation rate of AF, AR, and A foams first increases and then decreases. The liquid separation behavior of AF foam occurs first, followed by that of the A foam, and the time to begin liquid separation of the AR foam is the slowest. The LSR of the AF foam is 0.020 g/s at 61 s under 15 kW/m
2, 0.022 g/s at 67 s under 25 kW/m
2, and 0.022 g/s at 78 s under 35 kW/m
2. The LSR of the AR foam is 0.012 g/s at 239 s under 15 kW/m
2, 0.020 g/s at 250 s under 25 kW/m
2, and 0.023 g/s at 198 s under 35 kW/m
2. The LSR of the A foam is the largest, which may be due to the fact that with the increase in the foam layer temperature, the viscosity of the A foam decreased more than that of the AF and AR foams, and the liquid separation rate was higher than that of the AF foam and AR foam. In addition, when all bubbles were close to 100 °C, the viscosity of the solution was at the lowest level, which may have also led to the increase in the liquid separation rate of the foam, as shown in
Figure 5b. Under thermal convection, the thermal stability of AR foam is better than that of A and AF foams. Under thermal convection, the lower thermal radiation intensity (15 kW/m
2, 25 kW/m
2) has little effect on the liquid separation rate of AF and A foams, which is similar to results under thermal radiation conditions, but has a great effect on AR foam. Different from the result in
Figure 2b, after the superposition of the dynamic influence of wind and the thermodynamic influence of heat, the liquid separation rate of AR foam at 25 kW/m
2 and 35 kW/m
2 is higher than that of AR at 15 kW/m
2 (
Figure 5b,e). This may be due to the dynamic coalescence and coarsening of AR foam under the influence of hot air power. Therefore, both the thermal environment and external power will affect the liquid separation behavior of foam [
25,
35,
36,
37].
The temperature changes of the foam layer under thermal convection are shown in
Figure 6. Different from the thermal radiation experiment, the height of the three kinds of foam layers decreases under the influence of thermal convection, which is mainly due to the slow temperature rise of the foam layer under hot air in thermal convection, and the foam directly breaks the wall and then precipitates. The thermocouple in the foam layer was completely exposed to the air as the height of the foam layer decreased, and the air temperature began to be measured. Under the constant heating of thermal convection, the thermocouple temperature continued to rise until it reached the thermal equilibrium temperature in
Figure 6.
As can be seen from
Figure 6a,d,g, the liquid separation rate of AF foam is faster; the height of the foam layer drops rapidly. The temperatures of the foam layer at 1 cm, 2 cm, and 3 cm of the AF foam under 15 kW/m
2 are 51 °C, 55.2 °C, and 66.6 °C, respectively. The temperatures of the foam layer at 1 cm, 2 cm, and 3 cm of the AR foam under 15 kW/m
2 are 66.8 °C, 68.2 °C, and 65.5 °C, respectively. The temperatures of the foam layer at 1 cm, 2 cm, and 3 cm of the A foam under 15 kW/m
2 are 70.1 °C, 79.8 °C, and 111.4 °C, respectively. Compared with the temperatures of the foam layer of the three kinds foams (near 90 °C) under thermal radiation of 15 kW/m
2 in
Figure 3, the temperatures of the foam layer of the three kinds foams under thermal convection of 15 kW/m
2 are lower, which is mainly due to the accelerated heat exchange of the foam layer under thermal convection, as well as the obvious increase in foam evaporation, cracking, and heat absorption. Under the heat convection of 15 kW/m
2, the foam layer temperature of the A foam is higher than that of AR and AF. The temperatures of the foam layer at 1 cm, 2 cm, and 3 cm of the AF foam under 35 kW/m
2 are 65.3 °C, 60.6 °C, and 62.2 °C, respectively. The temperature of the foam layer at 1 cm, 2 cm, and 3 cm of the AR foam under 35 kW/m
2 are 108.5 °C, 93.1 °C, and 83.0 °C, respectively. The temperature of the foam layer at 1 cm, 2 cm, and 3 cm of the A foam under 35 kW/m
2 are 121.9 °C, 109.5 °C, and 65.9 °C, respectively. Due to the excellent rapid liquid separation behavior of AF, the thermal convection intensity is 35 kW/m
2, and the temperature of the AF foam layer is still below 100 °C. The final temperature of the AR and A foam layers was higher than 100°C, mainly because the foam had been completely eluted under continuous heating. Under the continuous heating of thermal convection, the foam layer continues to evaporate at a high height, forming a steam mixture, resulting in the foam layer temperature being higher than 100 °C. This further shows that the thermal stability of the AR and A foams is also higher than that of the AF foam under the influence of thermal convection, but the cooling effect of the AF foam is better than that of the AR and A foams.
3.3. Effect of Thermal Conduction on the Foam Stability
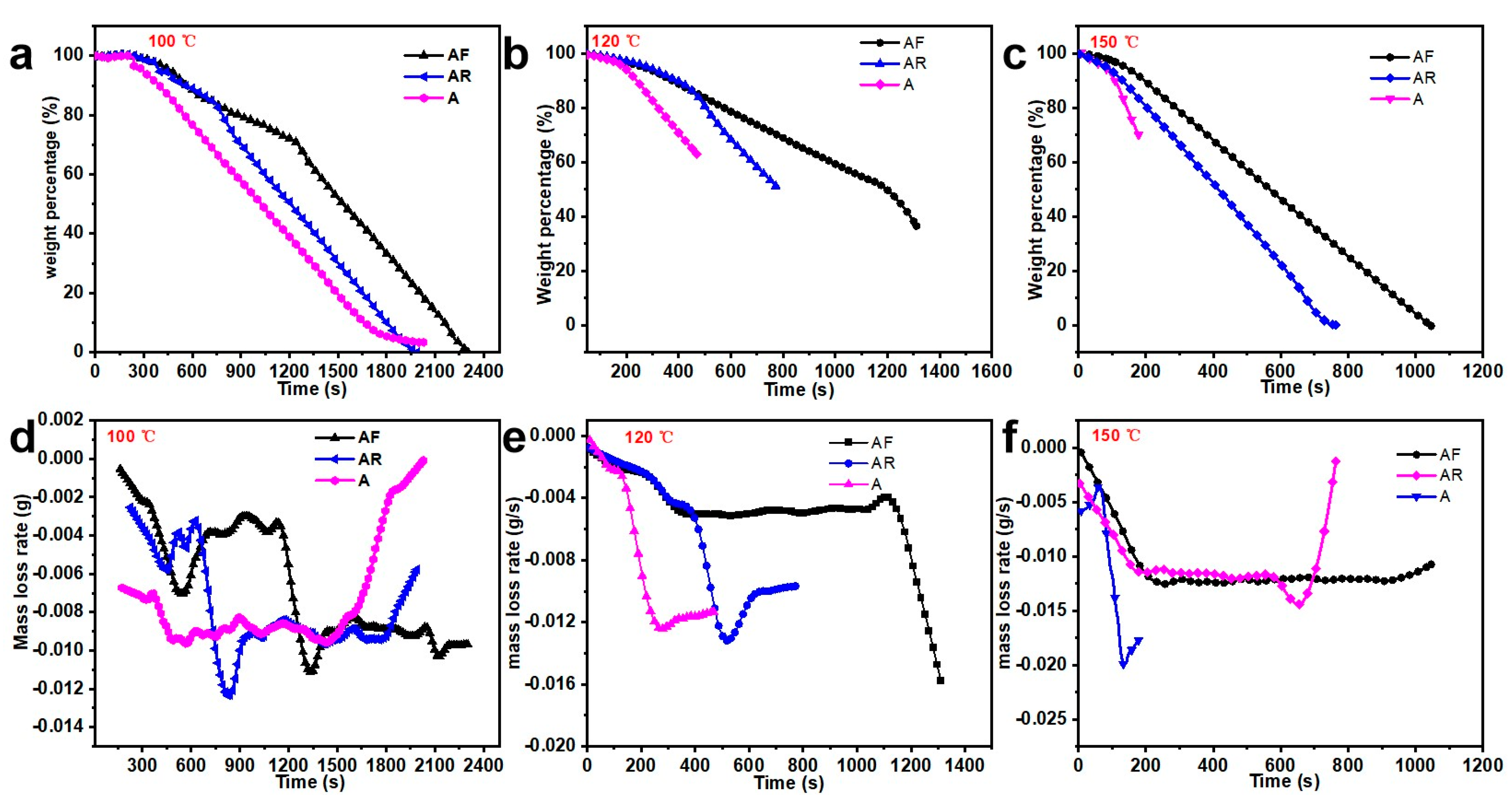
By adjusting the temperature of the bottom heat source, the thermal stability of low-magnification foam at different heat conduction temperatures was studied. The changes in the evaporation quality of the three kinds of foam extinguishing agents when the heat source exceeds 100 °C are shown in
Figure 7. With the increase in the temperature of the heat source at the bottom of the foam extinguishing agent, the liquid separation rate of the three foam extinguishing agents is obviously improved, and finally, the quality of the separated liquid is improved. Compared with AR and AF foam extinguishing agents, the low-power A foam extinguishing agent is the first to evaporate. At the initial stage, the evaporation rate of A foam was significantly higher than that of the AR and AF foams, and the possible reason was that the viscosity of the AR and AF foams was higher than that of the A foam. AF foam has the lowest evaporation rate and the longest retention time of foam morphology. The quality of liquid precipitated after the foam morphology is completely broken is the least. AF foam has the lowest evaporation rate and the longest retention time of foam morphology. The quality of liquid precipitated after its foam morphology is completely broken is the lowest. The main reason is that AF foam quickly precipitates liquid, the liquid evaporates and bubbles under the constant heating of the bottom heat source, and the evaporation rate is further improved. The middle layer of the AF foam was hollowed out first, and the upper layer of the foam had little direct contact with heat source, and remained in foam form for a long time. In
Figure 7a,b,d,e, the evaporation rate in the early stage of AR is similar to that of AF (time before 400 s).
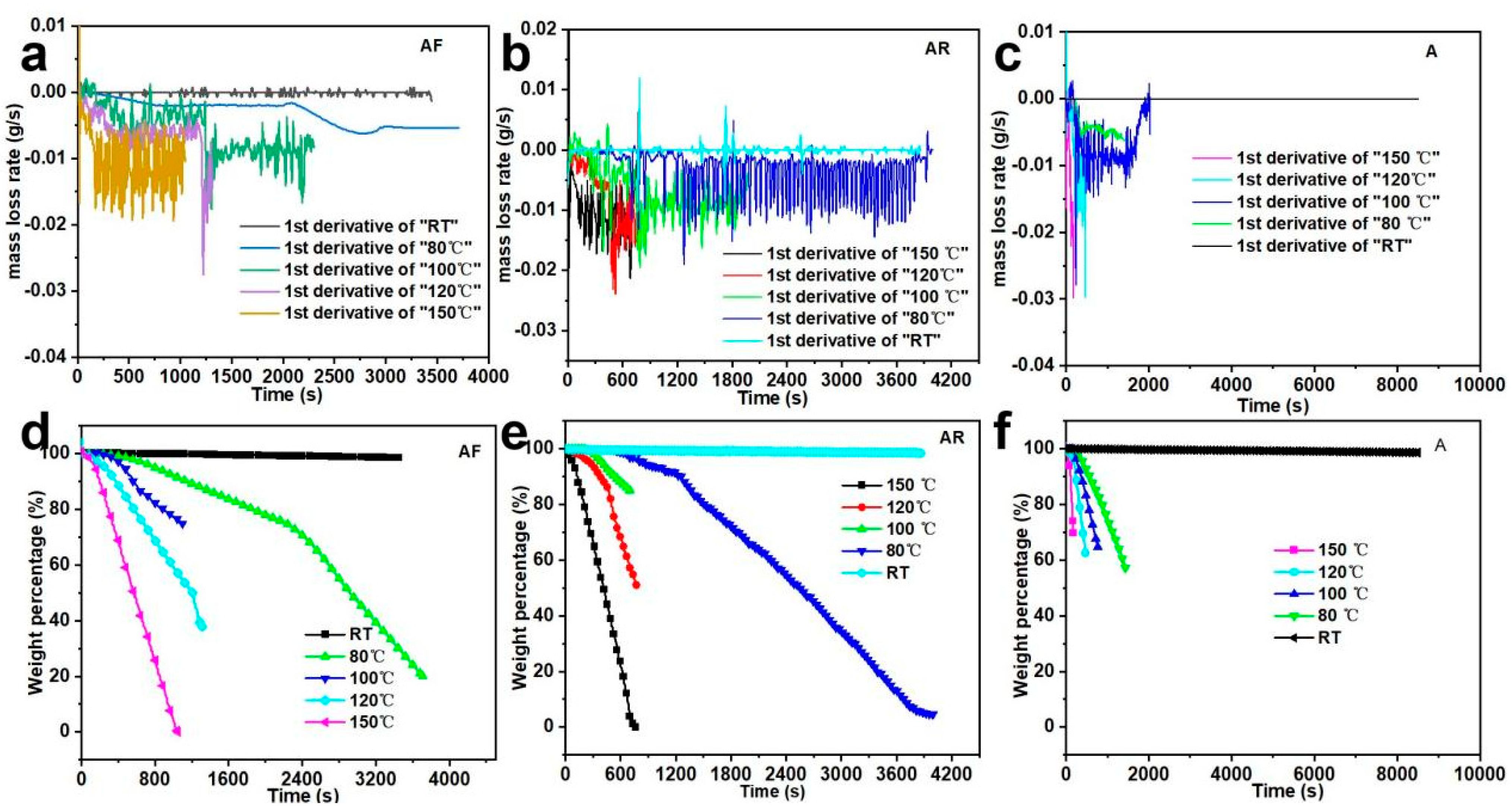
The mass change rate, that is, the evaporation rate of foam, changes with time, as shown in
Figure 8. With the temperature increasing, the evaporation rate of AF foam is larger than that of the AR and A foams. The evaporation rate of A foam increases with the temperature. The micro-morphology of the three kinds of foams at room temperature was recorded using an optical microscope, and the average particle size of the three kinds of foam was studied. The average particle size of the AF, AR, and A foams at room temperature, 40 °C, and 60 °C is shown in
Figure S3. With the increase in time and temperature, all three kinds of foam coalesce and coarsen, and the average particle size of the foams increases (
Figure S3). Among them, the average particle size of AF is the smallest at room temperature, and with the increase in temperature, the coarsening rate of the AF particle size is obviously higher than that of the AR and A foams. The coarsening rate of the AR and A foams is equivalent. The A foam extinguishing agent experienced liquid separation quickly, and the time of maintaining the extinguishing agent in foam form was obviously shorter than that of the AF and AR foam extinguishants, which may be related to the different viscosity and average foam particle size of the three foams (
Table 1 and
Figure S3).
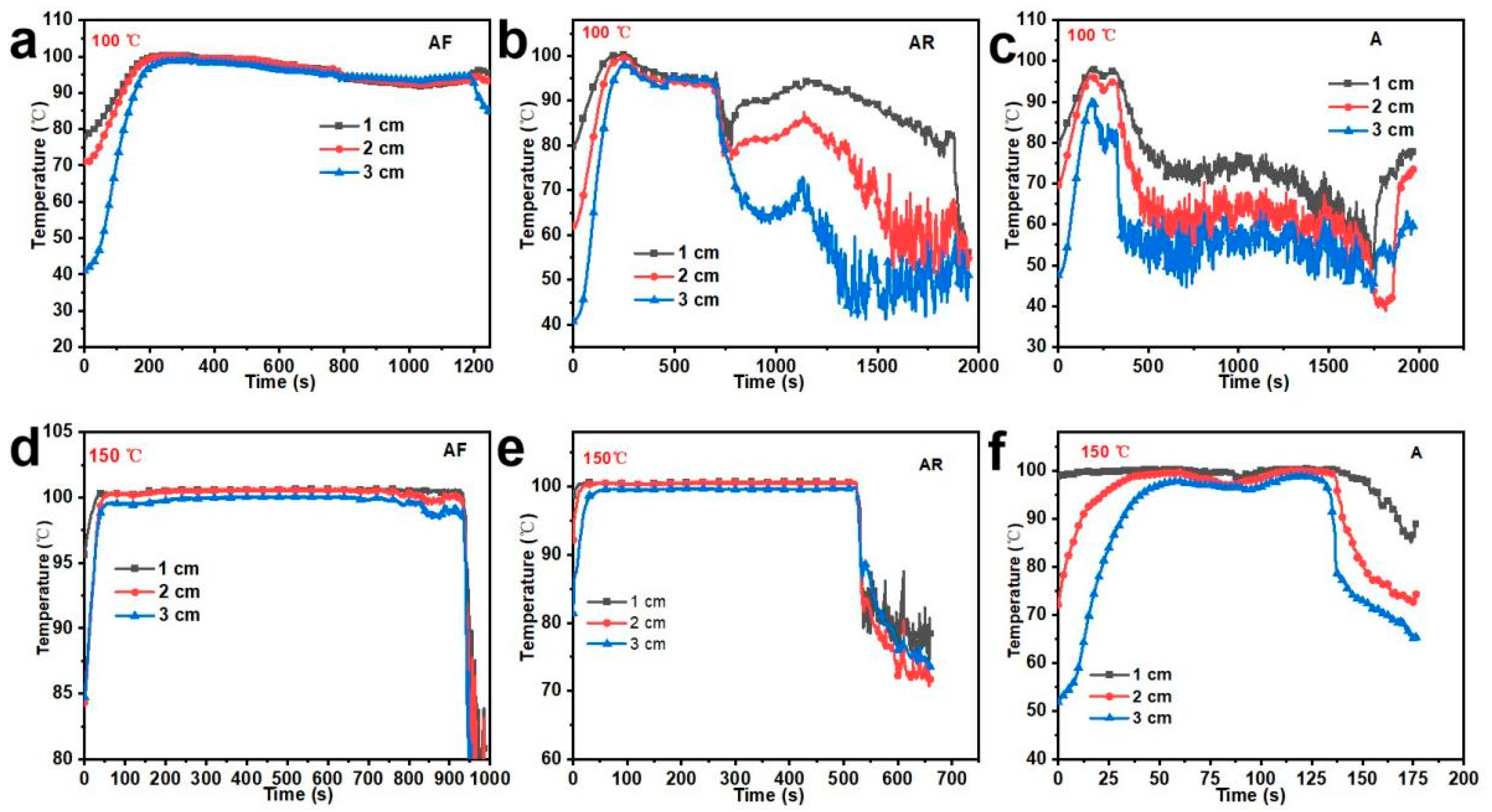
The temperature changes of the three foams’ layers were investigated, and the results of the foam layers under heat conduction at 100 °C and 150 °C are shown in
Figure 9. The initial height of the foam layer was 4 cm, and thermocouples were placed at the foam layer heights of 1 cm, 2 cm, and 3 cm to study the temperature change of the foam layer heated by thermal conduction. Under the condition of thermal conduction, the foam will expand, merge, and burst, so the foam mass loss mainly has two parts: liquid separation and evaporation. The temperature change trend of the foam layer in three places is the same, and the foam layer at 1 cm (close to heat source) first reaches about 90 °C; then, the foam bursts, the thermocouple leaks into the air, and the temperature rises and maintains the temperature of thermal equilibrium. When the temperature of the AF foam layer reaches 100 °C, a lot of foam is broken and liquid is precipitated, and the proportion of liquid precipitation decreases with the increase in the heat conduction temperature. The evaporation rate of the AF foam is also slightly higher than that of the AR and A foams (
Figure 7). Under heat conduction, AF quickly experiences liquid separation and evaporation, which causes the temperature of the AF foam layer to rise at a lower rate than that of the AR and A foams. That is, in a thermal environment, the cooling effect of the AF foam is better than that of the AR and A foams.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}