
Evaluating Fire Performance: An Experimental Comparison of Dovetail Massive Wooden Board Elements and Cross-Laminated Timber




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
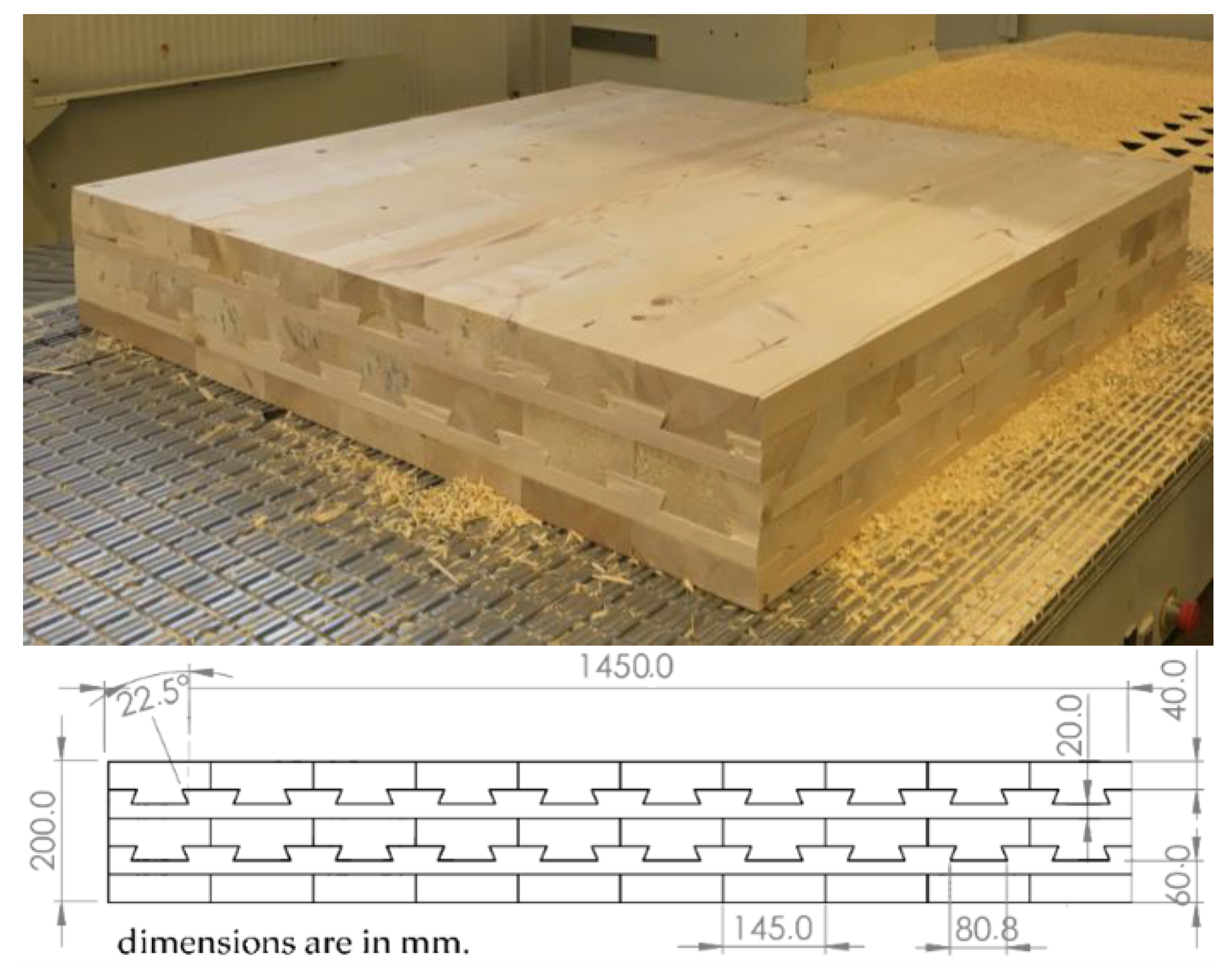
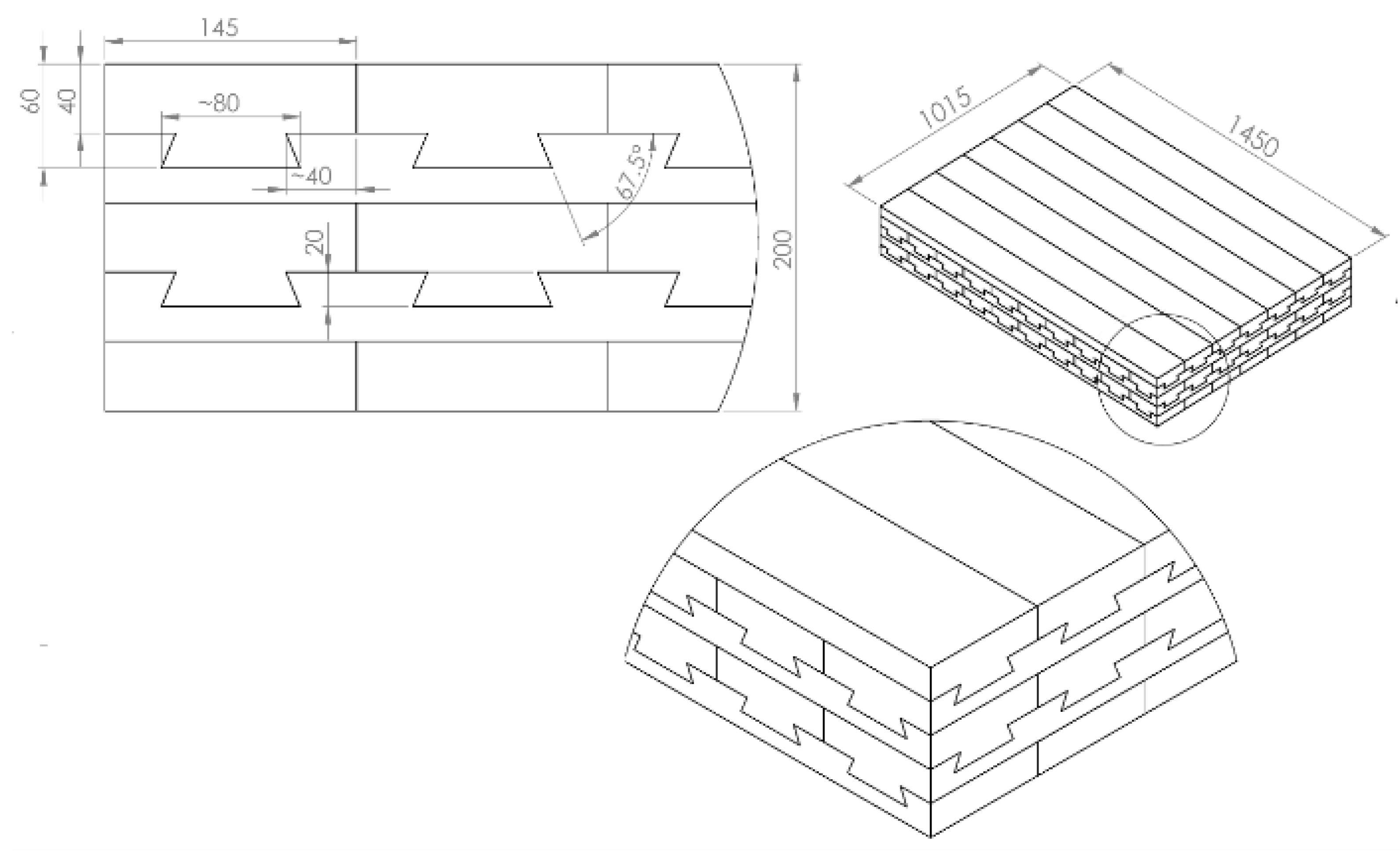
2.1. Test Specimens
2.1.1. Dovetail Test Specimens
2.1.2. CLT Test Specimens
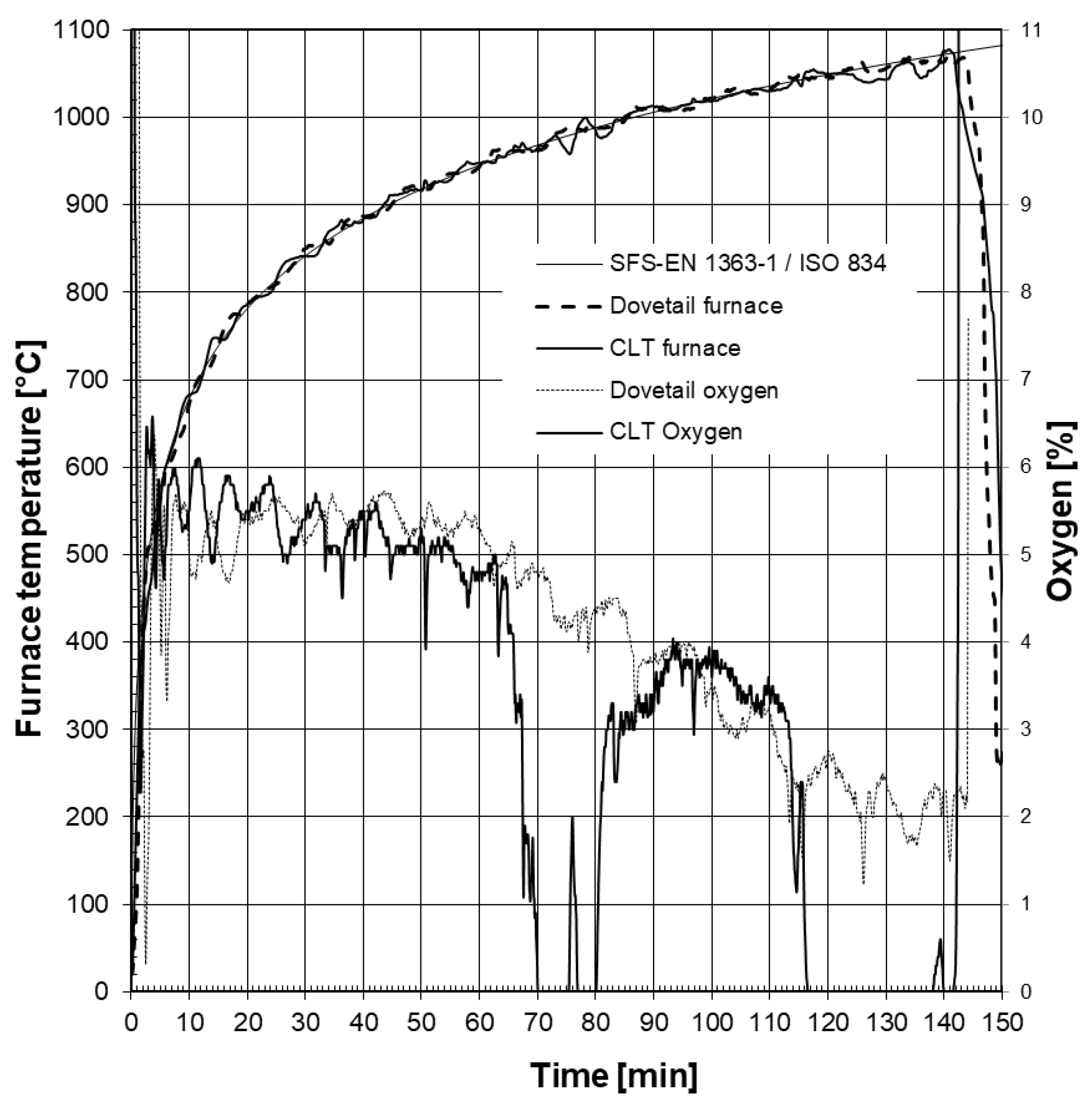
2.2. Test Set-Up
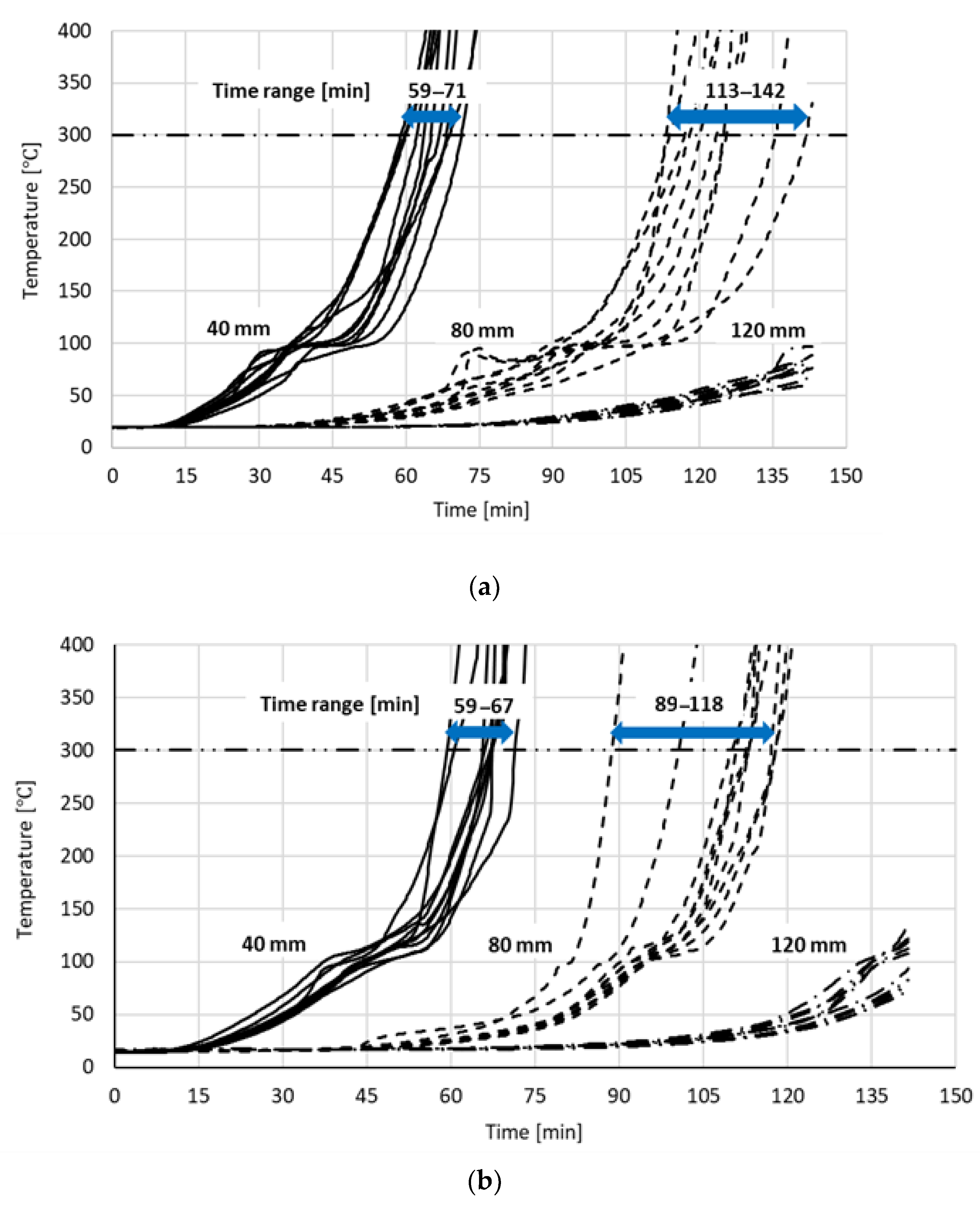
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ilgın, H.E.; Karjalainen, M. Massive Wood Construction in Finland: Past, Present, and Future; IntechOpen: London, UK, 2022. [Google Scholar]
- Savolainen, J.M.; Ilgın, H.E.; Oinas, E.; Karjalainen, M. Finnish Multi-Story Timber-Framed Apartment Buildings: Tampere Residents’ Perspectives. Buildings 2022, 12, 1998. [Google Scholar] [CrossRef]
- Karjalainen, M.; Ilgın, H.E. A Statistical Study on Multi-story Timber Residential Buildings (1995–2020) in Finland. In Proceedings of the LIVENARCH VII Livable Environments & Architecture 7th International Congress OTHER ARCHITECT/URE(S), Trabzon, Turkey, 28–30 September 2021; Volume 1, pp. 82–94. [Google Scholar]
- Järvinen, J.; Ilgın, H.E.; Karjalainen, M. Wood Preservation Practices and Future Outlook: Perspectives of Experts from Finland. Forests 2022, 13, 1044. [Google Scholar] [CrossRef]
- Ilgın, H.E.; Karjalainen, M. Tallest Timber Buildings: Main Architectural and Structural Design Considerations, Wood Industry—Past, Present and Future Outlook; IntechOpen: London, UK, 2022. [Google Scholar]
- Stepinac, M.; Šušteršič, I.; Gavrić, I.; Rajčić, V. Seismic Design of Timber Buildings: Highlighted Challenges and Future Trends. Appl. Sci. 2020, 10, 1380. [Google Scholar] [CrossRef]
- Tulonen, L.; Karjalainen, M.; Ilgın, H.E. Tall Wooden Residential Buildings in Finland: What Are the Key Factors for Design and Implementation? IntechOpen: London, UK, 2021. [Google Scholar]
- Karjalainen, M.; Ilgın, H.E.; Tulonen, L. Main Design Considerations and Prospects of Contemporary Tall Timber Apartment Buildings: Views of Key Professionals from Finland. Sustainability 2021, 13, 6593. [Google Scholar] [CrossRef]
- Ilgın, H.E.; Karjalainen, M.; Pelsmakers, S. Contemporary Tall Timber Residential Buildings: What are the Main Architectural and Structural Design Considerations? Int. J. Build. Pathol. Adapt. 2023, 41, 26–46. [Google Scholar] [CrossRef]
- Han, L.; Kutnar, A.; Sandak, J.; Šušteršič, I.; Sandberg, D. Adhesive-and Metal-Free Assembly Techniques for Prefabricated Multi-Layer Engineered Wood Products: A Review on Wooden Connectors. Forests 2023, 14, 311. [Google Scholar] [CrossRef]
- Lgın, H.E.; Karjalainen, M.; Koponen, O. Dovetail Massive Wood Board Elements for Multi-Story Buildings. In Proceedings of the LIVENARCH VII Livable Environments & Architecture 7th International Congress OTHER ARCHITECT/URE(S), Trabzon, Turkey, 28–30 September 2021; Volume 1, pp. 47–60. [Google Scholar]
- Kozicki, M.; Guzik, K. Comparison of VOC Emissions Produced by Different Types of Adhesives Based on Test Chambers. Materials 2021, 14, 1924. [Google Scholar] [CrossRef] [PubMed]
- Hemmila, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of Sustainable Bio-adhesives for Engineered Wood Panels—A Review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar]
- Sotayo, A.; Bradley, D.; Bather, M.; Sareh, P.; Oudjene, M.; El-Houjeyri, I.; Harte, A.; Mehra, S.; O’Ceallaigh, C.; Haller, P.; et al. Review of state of the art of dowel laminated timber members and densified wood materials as sustainable engineered wood products for construction and building applications. Dev. Built Environ. 2020, 1, 100004. [Google Scholar] [CrossRef]
- Balasbaneh, A.T.; Sher, W.; Yeoh, D.; Yasin, M.N. Economic and environmental life cycle perspectives on two engineered wood products: Comparison of LVL and GLT construction materials. Environ. Sci. Pollut. Res. 2023, 30, 26964–26981. [Google Scholar] [CrossRef]
- Koynov, D.; Valyova, M.; Parzhov, E.; Hua, L.S. Utilization of Scots Pine (Pinus sylvestris L.) Timber with Defects in Production of Engineered Wood Products. Drv. Ind. 2023, 74, 71–79. [Google Scholar] [CrossRef]
- Sandberg, D.; Gorbacheva, G.; Lichtenegger, H.; Niemz, P.; Teischinger, A. Advanced Engineered Wood-Material Concepts. In Springer Handbook of Wood Science and Technology; Springer International Publishing: Cham, Switzerland, 2023; pp. 1835–1888. [Google Scholar]
- De Araujo, V.; Aguiar, F.; Jardim, P.; Mascarenhas, F.; Marini, L.; Aquino, V.; Santos, H.; Panzera, T.; Lahr, F.; Christoforo, A. Is Cross-Laminated Timber (CLT) a Wood Panel, a Building, or a Construction System? A Systematic Review on Its Functions, Characteristics, Performances, and Applications. Forests 2023, 14, 264. [Google Scholar] [CrossRef]
- Sha, B.; Wang, H.; Li, A. The Influence of the Damage of Mortise-Tenon Joint on the Cyclic Performance of the Traditional Chinese Timber Frame. Appl. Sci. 2019, 9, 3429. [Google Scholar] [CrossRef]
- Xie, Q.; Zhang, B.; Zhang, L.; Guo, L.; Wu, Y. Normal contact performance of mortise and tenon joint: Theoretical analysis and numerical simulation. J. Wood Sci. 2021, 67, 31. [Google Scholar] [CrossRef]
- Ilgın, H.E.; Karjalainen, M. Preliminary Design Proposals for Dovetail Wood Board Elements in Multi-Story Building Construction. Architecture 2021, 1, 56–68. [Google Scholar] [CrossRef]
- Ilgın, H.E.; Karjalainen, M.; Koponen, O. Various Geometric Configuration Proposals for Dovetail Wooden Horizontal Structural Members in Multistory Building Construction; IntechOpen: London, UK, 2022. [Google Scholar]
- Ilgın, H.E.; Karjalainen, M.; Koponen, O. Review of the Current State-of-the-Art of Dovetail Massive Wood Elements; IntechOpen: London, UK, 2021. [Google Scholar]
- Ilgın, H.E.; Karjalainen, M.; Koponen, O.; Soikkeli, A. A Study on Contractors’ Perception of Using Wood for Construction; IntechOpen: London, UK, 2022. [Google Scholar]
- Anna-Lisa Östman, B.; Schmid, J.; Klippel, M.; Just, A.; Werther, N.; Brandon, D. Fire design of CLT in Europe. Wood Fiber Sci. 2018, 50, 68–82. [Google Scholar] [CrossRef]
- Pei, S.; Rammer, D.; Popovski, M.; Williamson, T.; Line, P.; van de Lindt, J.W. An overview of CLT research and implementation in North America. In Proceedings of the World Conference on Timber Engineering (WCTE), Vienna, Austria, 22–25 August 2016; pp. 15–22. [Google Scholar]
- Klippel, M.; Schmid, J.; Frangi, A. Fire Design of CLT. In Proceedings of the Joint Conference of COST Actions FP1402 & FP1404 KTH Building Materials, Cross Laminated Timber—A Competitive Wood Product for Visionary and Fire Safe Buildings. 2016; pp. 101–122. Available online: https://www.diva-portal.org/smash/record.jsf?pid=diva2:951846 (accessed on 6 September 2023).
- Yasir, M.; Macilwraith, A.; O’Ceallaigh, C.; Ruane, K. Effect of protective cladding on the fire performance of vertically loaded cross-laminated timber (CLT) wall panels. J. Struct. Integr. Maint. 2023, 2023, 1–10. [Google Scholar] [CrossRef]
- Hopkin, D.; Spearpoint, M.; Blondeau, R.; Sleik, T.; Krenn, H.; Stapf, G.; Węgrzyński, W. Implications of A Down-Stand Beam on The Ceiling Flame Extension Characteristics in A Large-Scale Clt Enclosure Fire Experiment. In Proceedings of the World Conference of Timber Engineering (WCTE), Oslo, Norway, 19–22 June 2023; pp. 1831–1838. [Google Scholar]
- Zhang, J.; Sun, Y.; Wang, Y.; Lu, C.; Wang, W.; Wu, L. Experimental study on fire performance of cross laminated timber structure exposed to compartment fire. J. Build. Struct. 2022, 43, 115. [Google Scholar]
- Lv, Q.; Wang, W.; Liu, Y. Charring depth and charring rate of cross-laminated bamboo slabs exposed to a one-sided standard fire. Fire Saf. J. 2021, 125, 103439. [Google Scholar] [CrossRef]
- Kontis, C.; Tsichlas, C.; Kolaitis, D.I.; Founti, M.A. Fire Performance of CLT Members: A Detailed Review of Experimental Studies Across Multiple Scales. In Wood & Fire Safety: Proceedings of the 9th International Conference on Wood & Fire Safety 2020; Springer International Publishing: Cham, Switzerland, 2020; Volume 9, pp. 251–257. [Google Scholar]
- Zhang, J.; Xu, Y.; Mei, F.; Li, C. Experimental study on the fire performance of straight-line dovetail joints. J. Wood Sci. 2018, 64, 193–208. [Google Scholar]
- Frangi, A.; Fontana, M.; Hugi, E.; Jübstl, R. Experimental analysis of cross-laminated timber panels in fire. Fire Saf. J. 2009, 44, 1078–1087. [Google Scholar] [CrossRef]
- Tsantaridis, L. Reaction to Fire Performance of Wood and Other Building Products. Ph.D. Thesis, Kungliga Tekniska Högskolan, Stockholm, Sweden, 2003. [Google Scholar]
- Lineham, S.A.; Thomson, D.; Bartlett, A.I.; Bisby, L.A.; Hadden, R.M. Structural response of fire-exposed cross-laminated timber beams under sustained loads. Fire Saf. J. 2016, 85, 23–34. [Google Scholar] [CrossRef]
- Östman, B.; Brandon, D.; Frantzich, H. Fire safety engineering in timber buildings. Fire Saf. J. 2017, 91, 11–20. [Google Scholar] [CrossRef]
- Dagenais, C.; White, R.H.; Sumathipala, K. Fire Performance of Cross-Laminated Timber Assemblies, Chapter 8. In CLT Handbook: Cross-Laminated Timber; Douglas, B., Ed.; FPInnovations: Pointe Claire, QC, Canada, 2013. [Google Scholar]
- Klippel, M.; Schmid, J. Design of cross laminated timber in fire design of cross-laminated timber in fire. Struct. Eng. Int. 2018, 27, 224–230. [Google Scholar] [CrossRef]
- Li, X.; McGregor, C.; Medina, A.; Sun, X.; Barber DHadjisophocleous, G. Real-scale fire tests on timber constructions. In Proceedings of the WCTE 2016 World Conference on Timber Engineering, Vienna, Austria, 22–25 August 2016. [Google Scholar]
- Johansson, E.; Svenningsson, A. Delamination of Cross-Laminated Timber and Its Impact on Fire Development. Focusing on Different Types of Adhesives; Report 5562; Division of Fire Safety Engineering, Lund University: Lund, Sweden, 2018. [Google Scholar]
- EN 1995-1-2:2004; Eurocode 5: Design of Timber Structures—Part 1–2: General—Structural Fire Design. European Committee for Standardization: Brussel, Belgium, 2004.
- EN 1363-1:2020; Fire Resistance Tests. Part 1: General Requirements. European Committee for Standardization: Brussel, Belgium, 2020.
- Fahrni, R.; Schmid, J.; Klippel, M.; Frangi, A. Investigation of Different Temperature Measurement Designs and Installations in Timber Members as Low Conductive Material, Structures. In Proceedings of the Fire SiF’2018: 10th International Conference on Structures in Fire, Belfast, UK, 6–8 June 2018; pp. 257–264. [Google Scholar] [CrossRef]
- Van der Westhuyzen, S.; Walls, R.; De Koker, N. Fire tests of South African cross-laminated timber wall panels: Fire ratings, charring rates, and delamination. J. S. Afr. Inst. Civ. Eng. 2020, 62, 33–41. [Google Scholar] [CrossRef]
- Vocational College Lapland (Ammattiopisto Lappia). Available online: https://www.lappia.fi/ (accessed on 6 September 2023).
- Rodriguez EAlvares, A. A STEP-NC implementation approach for additive manufacturing. Procedia Manuf. 2019, 38, 9–16. [Google Scholar] [CrossRef]
- CLT Plant, Oy. Available online: https://www.cltplant.com/ (accessed on 6 September 2023).








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ilgın, H.E.; Karjalainen, M.; Alanen, M.; Malaska, M. Evaluating Fire Performance: An Experimental Comparison of Dovetail Massive Wooden Board Elements and Cross-Laminated Timber. Fire 2023, 6, 352. https://doi.org/10.3390/fire6090352
Ilgın HE, Karjalainen M, Alanen M, Malaska M. Evaluating Fire Performance: An Experimental Comparison of Dovetail Massive Wooden Board Elements and Cross-Laminated Timber. Fire. 2023; 6(9):352. https://doi.org/10.3390/fire6090352
Chicago/Turabian StyleIlgın, Hüseyin Emre, Markku Karjalainen, Mika Alanen, and Mikko Malaska. 2023. "Evaluating Fire Performance: An Experimental Comparison of Dovetail Massive Wooden Board Elements and Cross-Laminated Timber" Fire 6, no. 9: 352. https://doi.org/10.3390/fire6090352
APA StyleIlgın, H. E., Karjalainen, M., Alanen, M., & Malaska, M. (2023). Evaluating Fire Performance: An Experimental Comparison of Dovetail Massive Wooden Board Elements and Cross-Laminated Timber. Fire, 6(9), 352. https://doi.org/10.3390/fire6090352