

Combinatorial Synthesis of AlTiN Thin Films


Abstract
1. Introduction
2. Materials and Methods
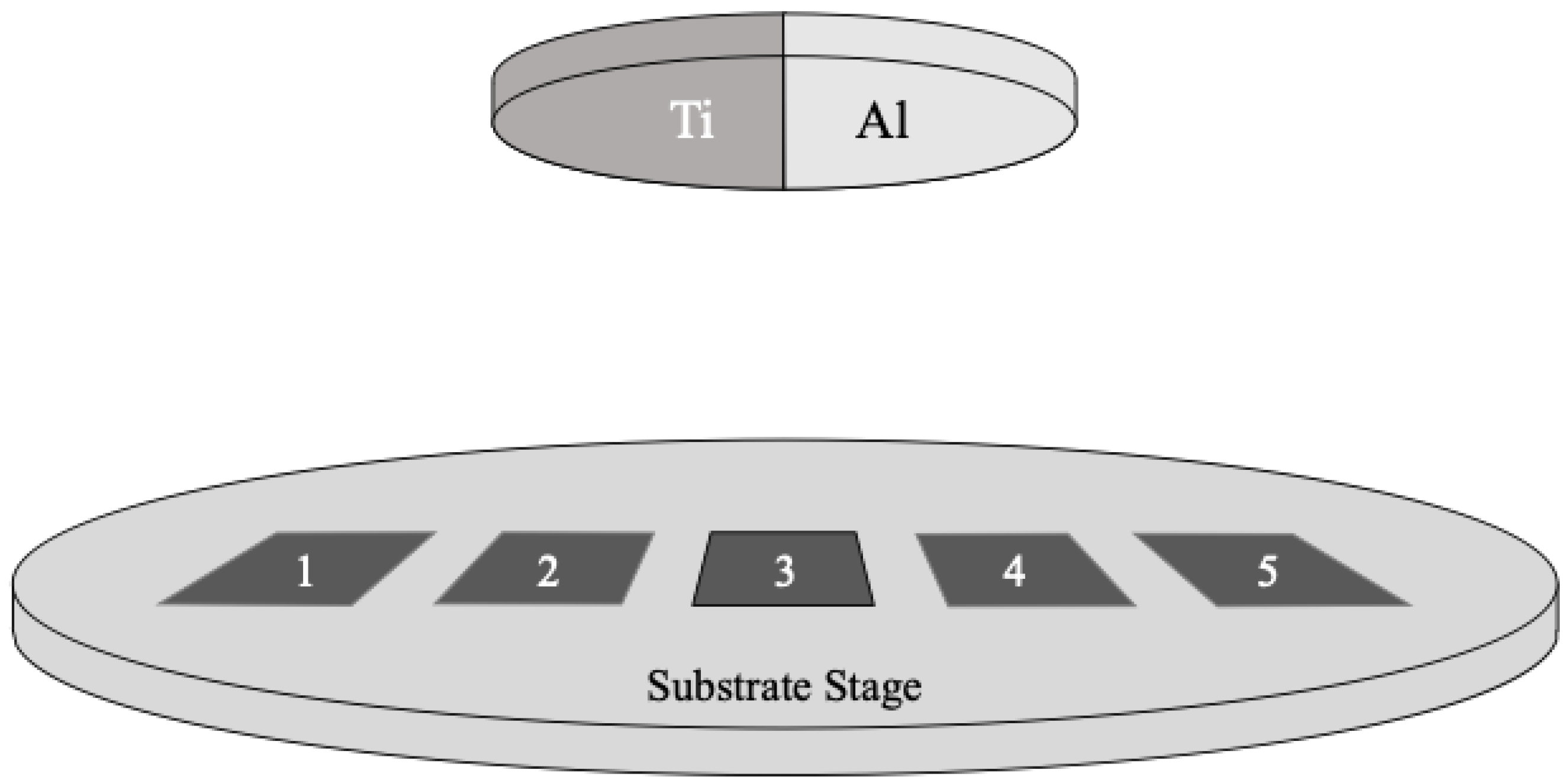
2.1. Deposition of AlTiN Thin Films
2.2. Characterization
3. Results
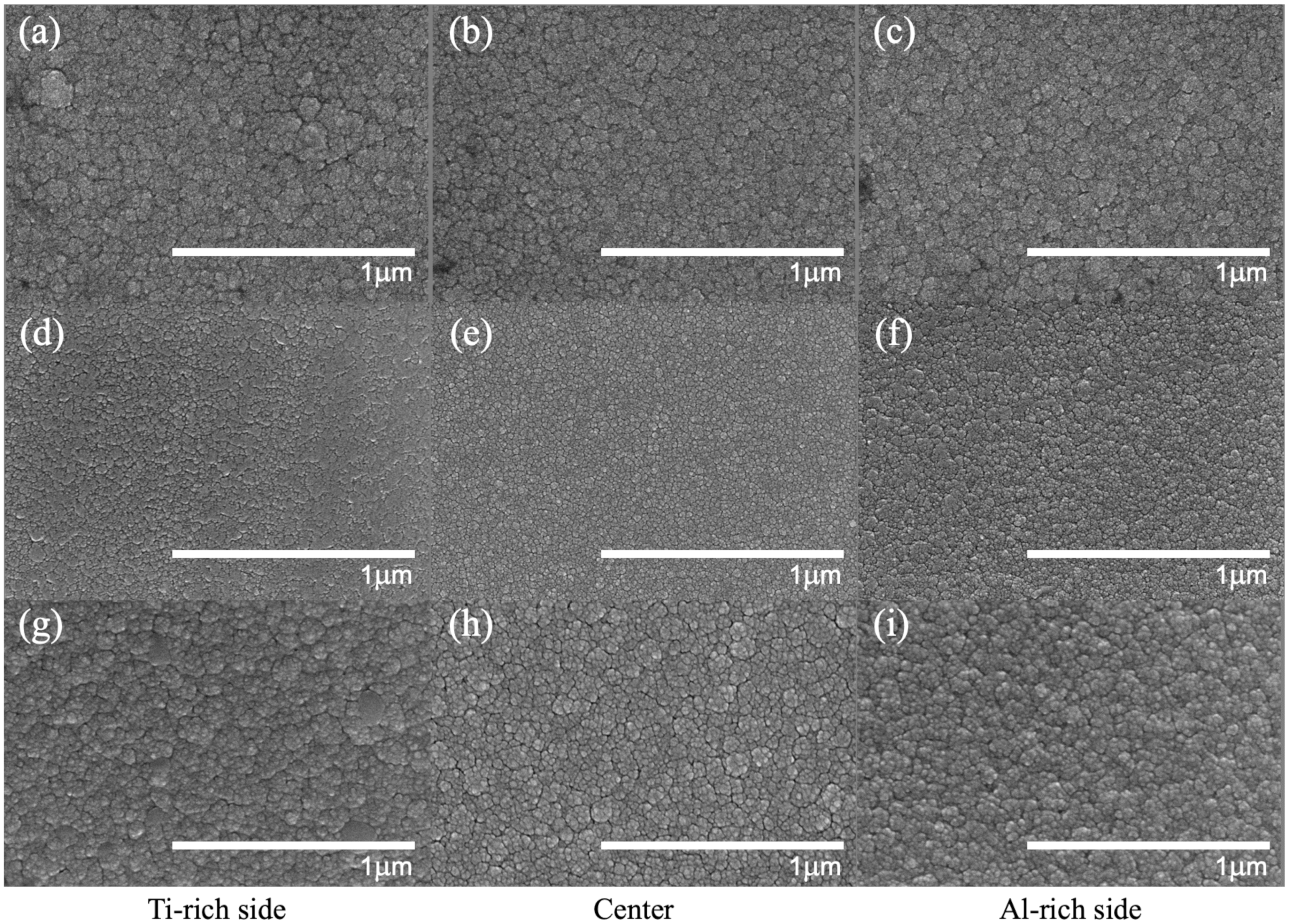
3.1. Morphology
3.2. Thickness
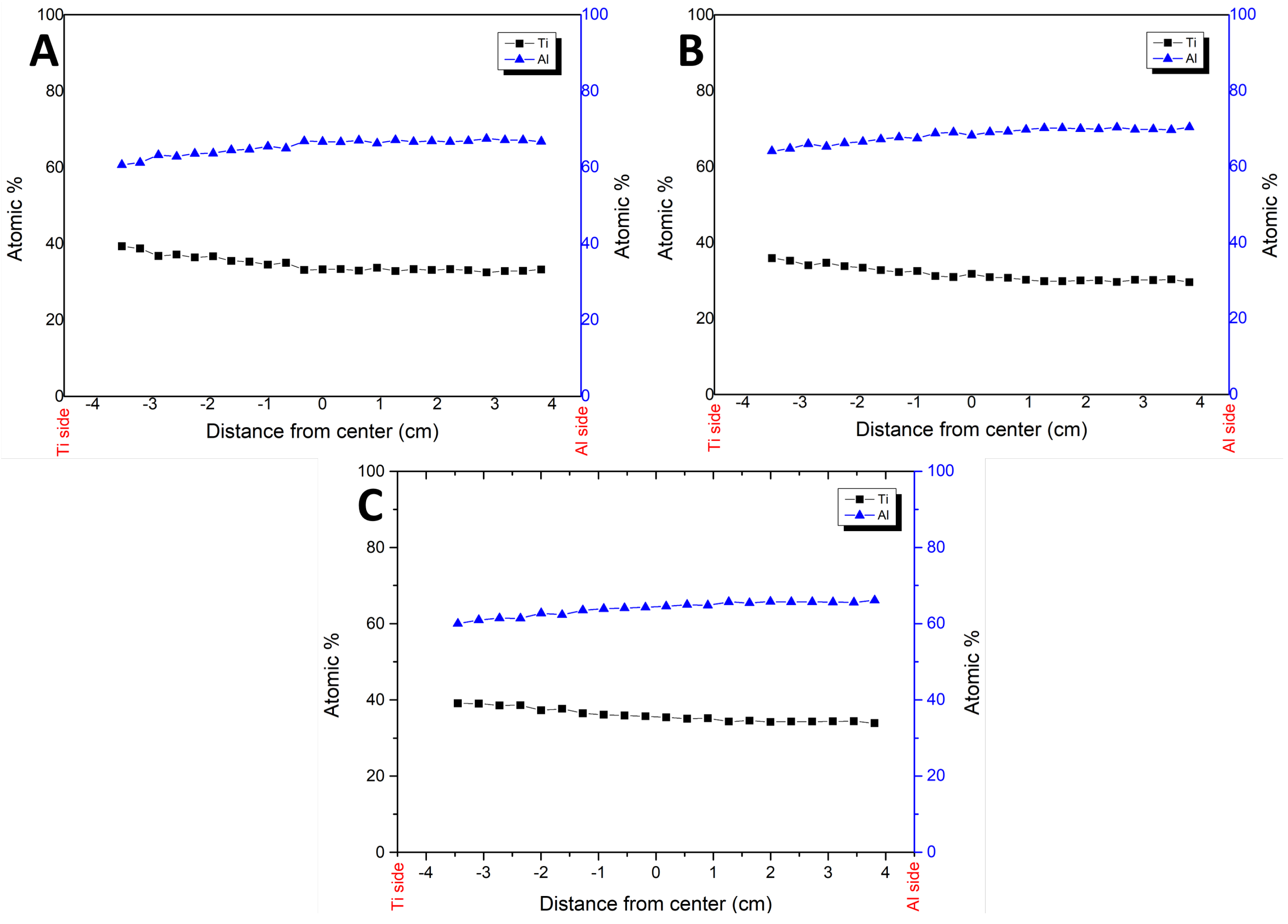
3.3. Energy-Dispersive X-ray Spectroscopy
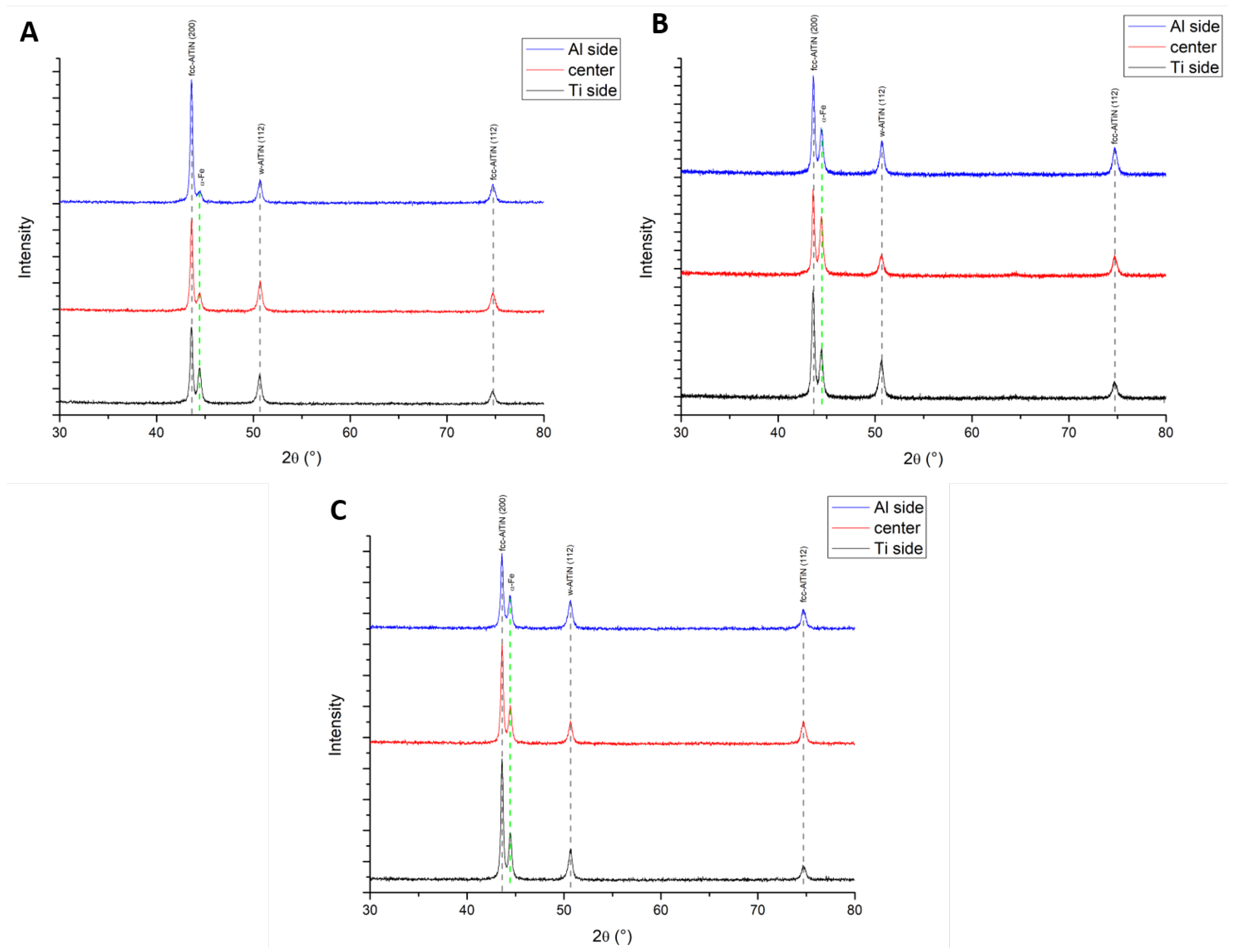
3.4. X-ray Diffraction
3.5. Dynamic Microhardness
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Chao, L.C. Effect of substrate bias voltage on the mechanical properties of AlTiN/CrTiSiN multilayer hard coatings. Vacuum 2021, 190, 110241. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, Z.; Xu, Y.X.; Wang, Q.; Chen, L.; Kim, K.H. Improving the mechanical and anti-wear properties of AlTiN coatings by the hybrid arc and sputtering deposition. Surf. Coat. Technol. 2019, 378, 125022. [Google Scholar] [CrossRef]
- Aihua, L.; Jianxin, D.; Haibing, C.; Yangyang, C.; Jun, Z. Friction and wear properties of TiN, TiAlN, AlTiN and CrAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 31, 82–88. [Google Scholar] [CrossRef]
- Kawate, M.; Kimura Hashimoto, A.; Suzuki, T. Oxidation resistance of Cr1–XAlXN and Ti1–XAlXN films. Surf. Coat. Technol. 2003, 165, 163–167. [Google Scholar] [CrossRef]
- Zhang, Q.; Xu, Y.; Zhang, T.; Wu, Z.; Wang, Q. Tribological properties, oxidation resistance and turning performance of AlTiN/AlCrSiN multilayer coatings by arc ion plating. Surf. Coat. Technol. 2018, 356, 1–10. [Google Scholar] [CrossRef]
- García-González, L.; Garnica-Romo, M.G.; Hernández-Torres, J.; Espinoza-Beltrán, F.J. A study of TiAlN coatings prepared by rf co-sputtering. Braz. J. Chem. Eng. 2007, 24, 249–257. [Google Scholar] [CrossRef]
- Rodríguez, R.; García, J.; Medrano, A.; Rico, M.; Sánchez, R.; Martínez, R.; Labrugère, C.; Lahaye, M.; Guette, A. Tribological behaviour of hard coatings deposited by arc-evaporation PVD. Vacuum 2002, 67, 559–566. [Google Scholar] [CrossRef]
- Mo, J.; Zhu, M. Tribological oxidation behaviour of PVD hard coatings. Tribol. Int. 2009, 42, 1758–1764. [Google Scholar] [CrossRef]
- Yamamura, Y.; Tawara, H. Energy dependence of ion-induced sputtering yields from monatomic solids at normal incidence. At. Data Nucl. Data Tables 1996, 62, 149–253. [Google Scholar] [CrossRef]
- Yusof, A.S.; Hassan, Z. Characteristics of Cu-doped ZnO films prepared using magnetron co-sputtering. J. Phys. Conf. Ser. 2020, 1535, 012047. [Google Scholar] [CrossRef]
- Liu, C.; Xu, J.; Liu, Z.; Ning, X.; Jiang, S.; Miao, D. Fabrication of highly electrically conductive Ti/Ag/Ti tri-layer and Ti–Ag alloy thin films on PET fabrics by multi-target magnetron sputtering. J. Mater. Sci. Mater. Electron. 2018, 29, 19578–19587. [Google Scholar] [CrossRef]
- Hsu, S.Y.; Lai, Y.T.; Chang, S.Y.; Tsai, S.Y.; Duh, J.G. Combinatorial synthesis of reactively co-sputtered high entropy nitride (HfNbTiVZr)N coatings: Microstructure and mechanical properties. Surf. Coat. Technol. 2022, 442, 128564. [Google Scholar] [CrossRef]
- Bikowski, A.; Siol, S.; Gu, J.; Holder, A.; Mangum, J.S.; Gorman, B.; Tumas, W.; Lany, S.; Zakutayev, A. Design of Metastable Tin Titanium Nitride Semiconductor Alloys. Chem. Mater. 2017, 29, 6511–6517. [Google Scholar] [CrossRef]
- Greenaway, A.L.; Loutris, A.L.; Heinselman, K.N.; Melamed, C.L.; Schnepf, R.R.; Tellekamp, M.B.; Woods-Robinson, R.; Sherbondy, R.; Bardgett, D.; Bauers, S.; et al. Combinatorial Synthesis of Magnesium Tin Nitride Semiconductors. J. Am. Chem. Soc. 2020, 142, 8421–8430. [Google Scholar] [CrossRef] [PubMed]
- Han, S.M.; Shah, R.; Banerjee, R.; Viswanathan, G.B.; Clemens, B.M.; Nix, W.D. Combinatorial studies of mechanical properties of Ti-Al thin films using nanoindentation. Acta Mater. 2005, 53, 2059–2067. [Google Scholar] [CrossRef]
- Li, X.; Li, C.; Zhang, Y.; Tang, H.; Li, G.; Mo, C. Tribological properties of the Ti-Al-N thin films with different components fabricated by double-targeted co-sputtering. Appl. Surf. Sci. 2010, 256, 4272–4279. [Google Scholar] [CrossRef]
- Arif, M.; Sauer, M.; Foelske-Schmitz, A.; Eisenmenger-Sittner, C. Characterization of aluminum and titanium nitride films prepared by reactive sputtering under different poisoning conditions of target. J. Vacuum Sci. Technol. A 2017, 35, 061507. [Google Scholar] [CrossRef]
- Purandare, Y.P.; Ehiasarian, A.P.; Eh Hovsepian, P. Target poisoning during CrN deposition by mixed high power impulse magnetron sputtering and unbalanced magnetron sputtering technique. J. Vacuum Sci Technol. A 2016, 34, 041502. [Google Scholar] [CrossRef]
- Liu, L.; Li, W.; Sun, H.; Wang, G. Effects of Ti Target Purity and Microstructure on Deposition Rate, Microstructure and Properties of Ti Films. Materials 2022, 15, 2661. [Google Scholar] [CrossRef]
- Nguyen, D.; Phan, Q.; Tran, D.; Pham, D. Effects of Ti Target Poisoning to Titanium Nitride Coating Fabricated by a Physical Vapor Deposition Technique. Appl. Mech. Mater. 2019, 889, 185–189. [Google Scholar] [CrossRef]
- Depla, D.; De Gryse, R. Target poisoning during reactive magnetron sputtering: Part II: The influence of chemisorption and gettering. Surf. Coat. Technol. 2004, 183, 190–195. [Google Scholar] [CrossRef]
- Volpian, O.D.; Kuzmichev, A.I.; Obod, Y.A. Change in ion sputtering coefficients of targets due to cross-dusting during simultaneous operation of two sputters. J. Phys. Conf. Ser. 2020, 1713, 012047. [Google Scholar] [CrossRef]
- Battiston, S.; Montagner, F.; Fiameni, S.; Famengo, A.; Boldrini, S.; Ferrario, A.; Fanciulli, C.; Agresti, F.; Fabrizio, M. AlTiN based thin films for degradation protection of tetrahedrite thermoelectric material. J. Alloys Compd. 2019, 792, 953–959. [Google Scholar] [CrossRef]
- Szala, M.; Walczak, M.; Pasierbiewicz, K.; Kamiński, M. Cavitation Erosion and Sliding Wear Mechanisms of AlTiN and TiAlN Films Deposited on Stainless Steel Substrate. Coatings 2019, 9, 340. [Google Scholar] [CrossRef]
- Lumley, R.; Morton, A.; Polmear, I. Nanoengineering of metallic materials. In Nanostructure Control of Materials; Elsevier: Amsterdam, The Netherlands, 2006; pp. 219–250. [Google Scholar] [CrossRef]
- Tan, C.; Kuang, T.; Zhou, K.; Zhu, H.; Deng, Y.; Li, X.; Cai, P.; Liu, Z. Fabrication and characterization of in-situ duplex plasma-treated nanocrystalline Ti/AlTiN coatings. Ceram. Int. 2016, 42, 10793–10800. [Google Scholar] [CrossRef]
- Adler, T.A.; Walters, R.P. Wear and scratch hardness of 304 stainless steel investigated with a single scratch test. Wear 1993, 162–164, 713–720. [Google Scholar] [CrossRef]
- Ge, S.; Wang, Y.; Song, W.; Ji, L.; Cai, L.; Zhang, Y. Preparation and characterization of a new type of 304 stainless steel metalocking key. IOP Conf. Ser. Earth Environ. Sci. 2019, 358, 052062. [Google Scholar] [CrossRef]
- Fan, Q.X.; Wang, T.G.; Liu, Y.M.; Wu, Z.H.; Zhang, T.; Li, T.; Yang, Z.B. Microstructure and corrosion resistance of the AlTiN coating deposited by arc ion plating. Acta Metall. Sin. 2016, 29, 1119–1126. [Google Scholar] [CrossRef]
- Andersson, J.; Vetter, J.; Müller, J.; Sjölén, J. Structural effects of energy input during growth of Ti1−xAlxN (0.55 ⩽ x ⩽ 0.66) coatings by cathodic arc evaporation. Surf. Coat. Technol. 2014, 240, 211–220. [Google Scholar] [CrossRef]
- Ravi, N.; Markandeya, R.; Joshi, S.V. Effect of nitrogen pressure on mechanical properties of nc-TiAlN/a-Si3N4 nanocomposite coatings deposited by cathodic arc PVD process. Mater. Today Proc. 2016, 3, 3002–3011. [Google Scholar] [CrossRef]
- Vlassak, J.J.; Drory, M.D.; Nix, W.D. A simple technique for measuring the adhesion of brittle films to ductile substrates with application to diamond-coated titanium. J. Mater. Res. 1997, 12, 1900–1910. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Setting |
|---|---|
| RF power (W) | 100 |
| Deposition time (h) | 3 |
| Base pressure (Pa) | ∼ |
| Working pressure (Pa) | 0.7 |
| Gas admixture (Ar:N2) | 90:10, 80:20, 70:30 |
| Ar:N2 Ratio | Ti-Rich Side (nm) | Center (nm) | Al-Rich Side (nm) |
|---|---|---|---|
| 90:10 | 91 | 71 | 86 |
| 80:20 | 63 | 41 | 84 |
| 70:30 | 92 | 87 | 130 |
| Ar:N2 Ratio | Ti-Rich Side (nm) | Center (nm) | Al-Rich Side (nm) |
|---|---|---|---|
| 90:10 | 550 | 550 | 930 |
| 80:20 | 130 | 200 | 110 |
| 70:30 | 1000 | 550 | 170 |
| Ar:N2 Ratio | Count | Sum | Mean (HV) | Mean (GPa) | Variance | |
|---|---|---|---|---|---|---|
| 70:30 | 3 | 1800 | 610 | 6.0 | 340 | |
| 80:20 | 3 | 2300 | 780 | 7.6 | 280 | |
| 90:10 | 3 | 2100 | 710 | 6.9 | 1400 | |
| ANOVA | ||||||
| Hardness (HV) | ||||||
| Source of Variation | SS | df | MS | F | p-value | F crit |
| Between Groups | 430 | 2.0 | 22,000 | 32 | 6.1 × 10 | 5.1 |
| Within Groups | 4000 | 6.0 | 670 | |||
| Total | 4700 | 8.0 | HSD | 65 |
| Ar:N2 Ratio | Ti Side (at%) | Center (at%) | Al Side (at%) |
|---|---|---|---|
| 90:10 | 39 | 35 | 34 |
| 80:20 | 36 | 32 | 30 |
| 70:30 | 39 | 33 | 33 |
| Ar:N2 Ratio | Ti Side (at%) | Center (at%) | Al Side (at%) |
|---|---|---|---|
| 90:10 | 60 | 65 | 66 |
| 80:20 | 64 | 65 | 70 |
| 70:30 | 61 | 67 | 67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reyes, F.G.G.; Licerio, J.P.; Ontoria, A.B.; Vasquez, M.R., Jr. Combinatorial Synthesis of AlTiN Thin Films. Plasma 2023, 6, 225-234. https://doi.org/10.3390/plasma6020017
Reyes FGG, Licerio JP, Ontoria AB, Vasquez MR Jr. Combinatorial Synthesis of AlTiN Thin Films. Plasma. 2023; 6(2):225-234. https://doi.org/10.3390/plasma6020017
Chicago/Turabian StyleReyes, Ferrine Gianne G., Jason P. Licerio, Aian B. Ontoria, and Magdaleno R. Vasquez, Jr. 2023. "Combinatorial Synthesis of AlTiN Thin Films" Plasma 6, no. 2: 225-234. https://doi.org/10.3390/plasma6020017
APA StyleReyes, F. G. G., Licerio, J. P., Ontoria, A. B., & Vasquez, M. R., Jr. (2023). Combinatorial Synthesis of AlTiN Thin Films. Plasma, 6(2), 225-234. https://doi.org/10.3390/plasma6020017