
Principles of Dispersing Powders for 3D Printing


Abstract
1. Introduction
2. Basic Theory of Dispersing Powder
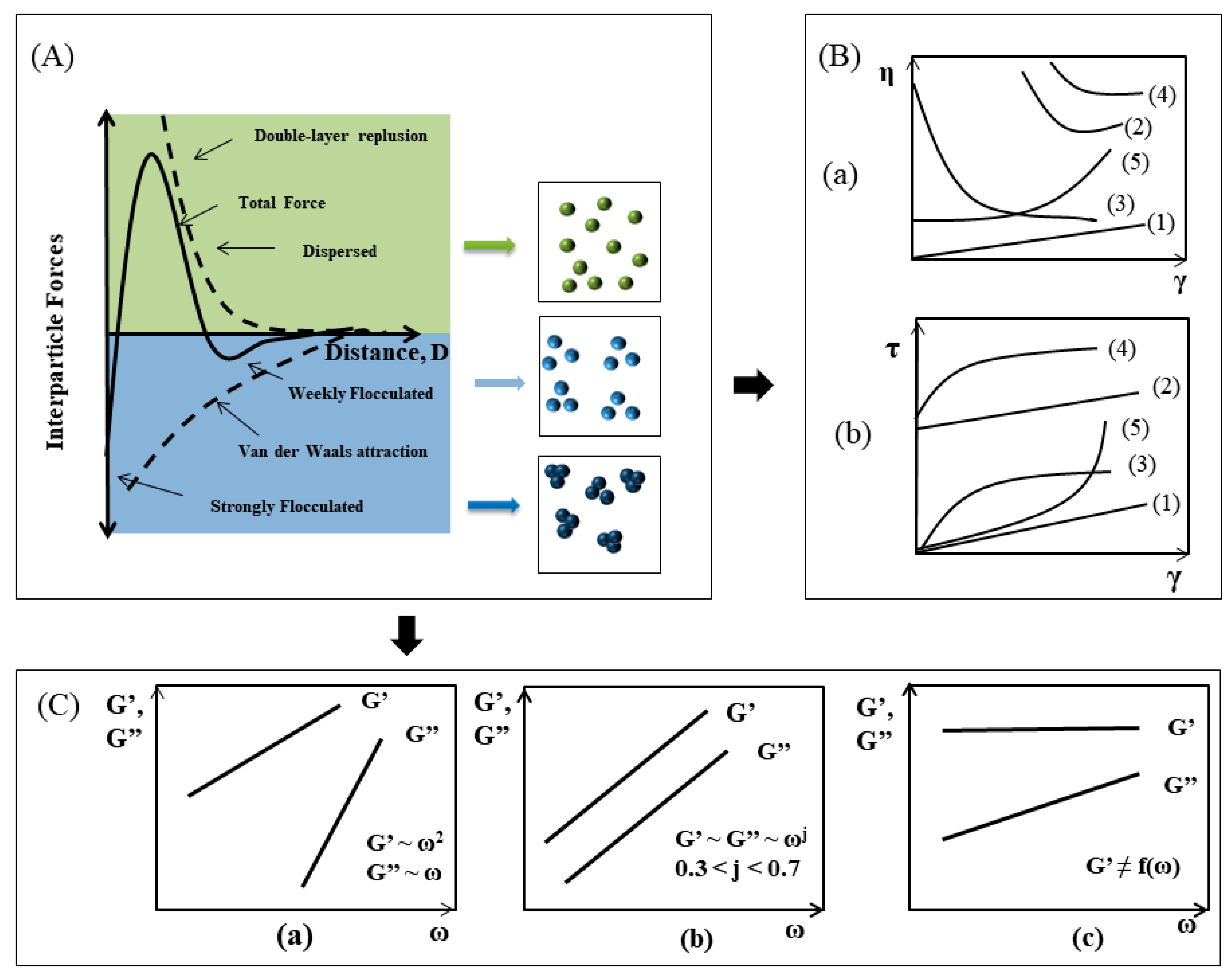
2.1. Interparticle Forces
2.2. Rheological Properties of Suspensions
3. Suspensions for 3D Printing
3.1. Classification of Suspensions for Direct Ink Writing
3.2. Self-Solidification Route
3.2.1. Requirements and Mode for Self-Solidification Suspension
- (1)
- Low viscosity under high shear rate. This enables suspensions’ smooth passage through the nozzle without clogging.
- (2)
- Loss of fluidity under non-shear conditions. This means that the linear fluid must cure quickly and solidify after passing through the nozzle.
- (3)
- Good elastic properties such as high storage modulus after curing for keeping the shape linear.
- (4)
- High solids loading. In follow-up procedures such as drying (or sintering), deformation and cracking of the formed three-dimensional complex structures can be avoided.
3.2.2. Rheological Properties of the Suspensions
3.2.3. Elastic Properties of the Suspensions
3.2.4. Design Guidelines for Self-Solidification Suspensions
3.2.5. Typical Self-Solidification Suspensions
- (1)
- Two types of dispersed biphasic suspensions. This is achieved by taking advantage of the different sensitivities of homopolymer and copolymer polyelectrolyte dispersants to factors such as ionic strength. Firstly, two stable suspensions are prepared using a homopolymeric dispersant (e.g., PAA) and a copolymeric dispersant (e.g., PAA-PEO), respectively. Then, mix them evenly. Finally, the ionic strength of the suspensions was increased [56], or a counter-ionic polyelectrolyte [53] was added to flocculate the colloidal particles of the homopolymeric dispersant while the colloidal particles of the copolymeric dispersant remained stably dispersed regardless of the changing conditions.
- (2)
- Hydrophilic biphasic suspensions. These suspensions are achieved by modulating the hydrophilicity (polarity) of the hydrophilic colloidal particles, the hydrophobic colloidal particles, and the solvent. For example, with hydrophilic substances (e.g., water) as Jennifer et al. [56] studied amphiphilic biphasic suspensions of SiO2, where the hydrophobic SiO2 was obtained by surface modification.
- (3)
- Isoelectric point biphasic suspensions. The two particles with different isoelectric points were combined to form a biphasic suspension of SiO2. Soluble particles mixed with the same environment (pH, ionic strength, and concentration of dispersant) can be used in a wide range of applications. In the agent, one of the particles is attracted to the other by van der Waals forces and then flocculation. The other particles are subject to electrostatic and steric repulsion [56].
3.3. Assistant-Solidification Route
3.3.1. Requirements and Mode for Assistant-Solidification Suspension
- (1)
- Low viscosity when passing through the nozzle;
- (2)
- Rapid curing under certain external conditions after passing through the nozzle;
- (3)
- Good elastic properties of the cured linear features;
- (4)
- A high-volume fraction of the solid phase in the suspension.
3.3.2. Typical Assistant-Solidify Suspensions
4. Perspective
- (1)
- Optimizing the ways to change the interaction between particles. As aforementioned, the rheological properties of suspension for the self-consolidation in direct ink writing can be adjusted. However, the range of technical parameters is narrow, and its rheological properties are difficult to be well controlled. Thus, the routes to control the interaction in the suspensions for 3D printing should be optimized.
- (2)
- Developing functional particles via surface modification. Functional particles suspending in a solvent can be used to control the suspension properties or to promote printing. For example, the suspensions of particles covered by stimulus-responsive species can be tailored by thermal, magnetic, or electric fields; the suspensions of particles coated by an organic with functional groups benefit polymerization, and 3D printing processing will be easier and more stable.
- (3)
- Developing specific suspensions for novel 3D-printing techniques. Recently, several 3D-printing techniques have been reported for high-speed printing such as continuous liquid interface production (CLIP) [72,73]. A dead layer created by polymerization inhibition of oxygen or a fluorinated oil is used to undergo continuous liquid interface printing, and this continuous printing approach increases vertical print speeds by two orders of magnitude. However, these techniques are based on special materials. Therefore, to embrace the novel 3D-printing techniques, specific suspensions should be developed to meet the printing needs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive Manufacturing Techniques in Manufacturing An Overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Layani, M.; Wang, X.; Magdassi, S. Novel Materials for 3D Printing by Photopolymerization. Adv. Mater. 2018, 30, e1706344. [Google Scholar] [CrossRef]
- Galante, R.; Figueiredo-Pina, C.G.; Serro, A.P. Additive manufacturing of ceramics for dental applications: A review. Dent. Mater. 2019, 35, 825–846. [Google Scholar] [CrossRef] [PubMed]
- Yap, Y.L.; Sing, S.L.; Yeong, W.Y. A review of 3D printing processes and materials for soft robotics. Rapid Prototyp. J. 2020, 26, 1345–1361. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Goh, G.L.; Yeong, W.Y. Process–Structure–Properties in Polymer Additive Manufacturing via Material Extrusion: A Review. CRC Crit. Rev. Solid State Sci. 2020, 45, 113–133. [Google Scholar] [CrossRef]
- Tang, H.-H.; Chiu, M.-L.; Yen, H.-C. Slurry-based selective laser sintering of polymer-coated ceramic powders to fabricate high strength alumina parts. J. Eur. Ceram. Soc. 2011, 31, 1383–1388. [Google Scholar] [CrossRef]
- Brady, G.A.; Halloran, J.W. Solid Freeform Fabrication of Ceramics by Stereolithography. J. Am. Ceram. Soc. 1996, 79, 2601–2608. [Google Scholar]
- Chartier, T.; Badev, A.; Abouliatim, Y.; Lebaudy, P.; Lecamp, L. Stereolithography process: Influence of the rheology of silica suspensions and of the medium on polymerization kinetics—Cured depth and width. J. Eur. Ceram. Soc. 2012, 32, 1625–1634. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Li, L.; Wang, Z.Y.; Liu, F.T.; Zhao, J.H.; Zhang, P.P.; Lu, C. Fabrication of Dense Silica Ceramics through a Stereo Lithography-Based Additive Manufacturing. Solid State Phenom. 2018, 281, 456–462. [Google Scholar] [CrossRef]
- Liu, C.; Qian, B.; Liu, X.; Tong, L.; Qiu, J. Additive manufacturing of silica glass using laser stereolithography with a top-down approach and fast debinding. RSC Adv. 2018, 8, 16344–16348. [Google Scholar] [CrossRef]
- Azarmi, F.; Amiri, A. Microstructural evolution during fabrication of alumina via laser stereolithography technique. Ceram. Int. 2019, 45, 271–278. [Google Scholar] [CrossRef]
- Smay, J.E.; Cesarano, J.; Tuttle, B.A.; Lewis, J.A. Piezoelectric properties of 3-X periodic Pb(ZrxTi1-x)O-3-polymer composites. J. Appl. Phys. 2002, 92, 6119–6127. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, Z.; Liu, S.; Qu, Z.; Han, Z.; Liu, F.; Li, L. Additive manufacturing of silica ceramics from aqueous acrylamide based suspension. Ceram. Int. 2019, 45, 21328–21332. [Google Scholar] [CrossRef]
- Zhou, W.; Li, D.; Wang, H. A novel aqueous ceramic suspension for ceramic stereolithography. Rapid Prototyp. J. 2010, 16, 29–35. [Google Scholar] [CrossRef]
- Sun, J.; Binner, J.; Bai, J. Effect of surface treatment on the dispersion of nano zirconia particles in non-aqueous suspensions for stereolithography. J. Eur. Ceram. Soc. 2019, 39, 1660–1667. [Google Scholar] [CrossRef]
- Guillaume, O.; Geven, M.A.; Sprecher, C.M.; Stadelmann, V.A.; Grijpma, D.W.; Tang, T.T.; Qin, L.; Lai, Y.; Alini, M.; de Bruijn, J.D.; et al. Surface-enrichment with hydroxyapatite nanoparticles in stereolithogra-phy-fabricated composite polymer scaffolds promotes bone repair. Acta Biomater. 2017, 54, 386–398. [Google Scholar] [CrossRef]
- Lewis, J.A. Direct Ink Writing of Three-Dimensional Ceramic Structures. J. Am. Ceram. Soc. 2006, 89, 3599–3609. [Google Scholar] [CrossRef]
- Cesarano, J. A Review of Robocasting Technology. MRS Proc. 2011, 542, 133–139. [Google Scholar] [CrossRef]
- Xu, M.; Lewis, J.A. Phase Behavior and Rheological Properties of Polyamine-Rich Complexes for Direct-Write Assembly. Langmuir 2007, 23, 12752–12759. [Google Scholar] [CrossRef]
- Smay, J.E.; Cesarano, J.; Lewis, J.A. Colloidal Inks for Directed Assembly of 3-D Periodic Structures. Langmuir 2002, 18, 5429–5437. [Google Scholar] [CrossRef]
- Zhao, S.; Siqueira, G.; Drdova, S.; Norris, D.; Ubert, C.; Bonnin, A.; Galmarini, S.; Ganobjak, M.; Pan, Z.; Brunner, S.; et al. Additive manufacturing of silica aerogels. Nature 2020, 584, 387–392. [Google Scholar] [CrossRef]
- Prasad, S. A review of: “INTRODUCTION TO THE PRINCIPLES OF CERAMIC PROCESSING” James S. Reed John Wiley & Sons, New York, NY 485 pages, hardcover. Mater. Manuf. Process. 1990, 5, 133–134. [Google Scholar] [CrossRef]
- Lunge, F.F. Powder Processing Science and Technology for Increased Reliability. J. Am Ceram. Soc. 2010, 72, 3–15. [Google Scholar] [CrossRef]
- Hunter, R.J. Foundations of Colloid Science. Colloids Surf. A Physicochem. Eng. Asp. 2002, 210, 125. [Google Scholar]
- Hartmann, U. Intermolecular and surface forces in noncontact scanning force microscopy. Ultramicroscopy 1992, 42, 59–65. [Google Scholar] [CrossRef]
- Sigmund, W.M.; Bell, N.S.; Bergstrӧm, L. Novel Powder-Processing Methods for Advanced Ceramics. J. Am. Ceram. Soc. 2000, 83, 1557–1574. [Google Scholar] [CrossRef]
- Lewis, J.A. Colloidal processing of ceramics. J. Am. Ceram. Soc. 2000, 83, 2341–2359. [Google Scholar] [CrossRef]
- Jones, D.A.R.; Leary, B.; Boger, A.D.V. The rheology of a concentrated colloidal suspension of hard spheres. J. Colloid Interface Sci. 1991, 147, 479–495. [Google Scholar] [CrossRef]
- De Hek, H.; Vrij, A. Interactions in mixtures of colloidal silica spheres and polystyrene molecules in cyclohexane. J. Colloid Interface Sci. 1981, 84, 409–422. [Google Scholar] [CrossRef]
- Gao, L.; Sun, J.; Liu, Y.-Q. Dispersion and Surface Modification of Nano-Powders; Chemical Industry Press: Beijing, China, 2003. (In Chinese) [Google Scholar]
- Napper, D.H. Polymeric Stabilization of Colloidal Dispersions; Academic Press: London, UK, 1985; p. 30. [Google Scholar]
- Cesarano, J.; Aksay, I.A. Stability of Aqueous a =Al203 Suspensions with Poly(methacry1ic acid) Polyelectrolyt. J. Am. Cerum. Soc. 1988, 71, 250–255. [Google Scholar] [CrossRef]
- Biggs, S.; Healy, T.W. Electrosteric stabilisation of colloidal zirconia with low-molecular-weight polyacrylic acid. An atomic force microscopy study. J. Chem. Soc. Faraday Trans. 1994, 90, 3415–3421. [Google Scholar] [CrossRef]
- Rojas, O.J.; Claesson, P.M.; Muller, D.; Neuman, R.D. The Effect of Salt Concentration on Adsorption of Low-Charge-Density Polyelectrolytes and Interactions between Polyelectrolyte-Coated Surfaces. J. Colloid Interface 1998, 205, 77–88. [Google Scholar] [CrossRef][Green Version]
- Walz, J.Y.; Sharma, A. Effect of Long Range Interactions on the Depletion Force between Colloidal Particles. J. Colloid Interface Sci. 1994, 168, 485–496. [Google Scholar] [CrossRef]
- Mao, Y. Depletion Force in Polydisperse Systems. J. Phys. II Fr. 1995, 5, 1761–1766. [Google Scholar] [CrossRef]
- Richetti, P.; Kekicheff, P. Direct measurement of depletion and structural forces in a micellar system. Phys. Rev. Lett. 1992, 68, 1951–1954. [Google Scholar] [CrossRef]
- Tohver, V.; Smay, J.E.; Braem, A.; Braun, P.V.; Lewis, J.A. Nanoparticle halos: A new colloid stabilization mechanism. Proc. Natl. Acad. Sci. USA 2001, 98, 8950–8954. [Google Scholar] [CrossRef]
- Bergström, L. Shear thinning and shear thickening of concentrated ceramic suspensions. Colloids Surf. A 1998, 133, 151–155. [Google Scholar] [CrossRef]
- Marshall, L.; Zukoski, C.F. Experimental studies on the rheology of hard-sphere suspensions near the glass transition. J. Phys. Chem. 1990, 94, 1164–1171. [Google Scholar] [CrossRef]
- Bender, J.; Wagner, N.J. Reversible shear thickening in monodisperse and bidisperse colloidal dispersions. J. Rheol. 1996, 40, 899–916. [Google Scholar] [CrossRef]
- Li, Q.; Lewis, J.A. Nanoparticle Inks for Directed Assembly of Three-Dimensional Periodic Structures. Adv. Mater. 2003, 15, 1639–1643. [Google Scholar] [CrossRef]
- Rao, R.B.; Krafcik, K.L.; Morales, A.M.; Lewis, J.A. Microfabricated Deposition Nozzles for Direct-Write Assembly of Three-Dimensional Periodic Structures. Adv. Mater. 2005, 17, 289–293. [Google Scholar] [CrossRef]
- Grau, J.; Moon, J.; Uhland, S.; Cima, M.; Sachs, E. High green density ceramic components fabricated by the slurry-based 3DP process. In Proceedings of the International Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–13 August 1997. [Google Scholar]
- Hinczewski, C.; Corbel, S.; Chartier, T. Ceramic suspensions suitable for stereolithography. J. Eur. Ceram. Soc. 1998, 18, 583–590. [Google Scholar] [CrossRef]
- Chartierw, T.; Duterte, C. Fabrication of Millimeter Wave Components Via Ceramic Stereo- and Microstereolithography Processes. J. Am. Ceram. Soc. 2008, 91, 2469–2474. [Google Scholar] [CrossRef]
- Gratson, G.M.; Lewis, J.A. Phase Behavior and Rheological Properties of Polyelectrolyte Inks for Direct-Write Assembly. Langmuir 2005, 21, 457–464. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Li, B.; Zhou, J.; Li, L.T.; Gui, Z.L. Robocasting: A novel avenue for engineering complex 3D structures. J. Inorg. Mater. 2005, 20, 13–20. [Google Scholar]
- Channell, G.M.; Zukoski, C.F. Shear and compressive rheology of aggregated alumina suspensions. AIChE J. 1997, 43, 1700–1708. [Google Scholar] [CrossRef]
- Trappe, V.; Prasad, V.; Cipelletti, L.; Segre, P.N.; Weitz, D.A. Jamming phase diagram for attractive particles. Nature 2001, 411, 772–775. [Google Scholar] [CrossRef]
- Sun, Q.; Liu, J.; Cheng, H.; Mou, Y.; Liu, J.; Peng, Y.; Chen, M. Fabrication of 3D structures via direct ink writing of kao-lin/graphene oxide composite suspensions at ambient temperature. Ceram. Int. 2019, 45, 18972–18979. [Google Scholar] [CrossRef]
- Smay, J.E.; Cesarano, J.; Tuttle, B.A.; Lewis, J.A. Directed Colloidal Assembly of Linear and Annular Lead Zirconate Titanate Arrays. J. Am. Ceram. Soc. 2004, 87, 293–295. [Google Scholar] [CrossRef]
- Lewis, J.A.; Li, Q.; Rao, R. Biphasic Inks. U.S. Patent 8187500, 29 May 2012. [Google Scholar]
- Graule, T.J.; Gauckler, L.J.; Baader, F.H. Direct coagulation casting—A new green shaping technique Part I. Processing principles. Ind. Ceram. 1996, 16, 31–34. [Google Scholar]
- Rhodes, S.K.; Lambeth, R.H.; Gonzales, J.; Moore, J.S.; Lewis, J.A. Cationic Comb Polymer Superdispersants for Colloidal Silica Suspensions. Langmuir 2009, 25, 6787–6792. [Google Scholar] [CrossRef]
- Ahn, B.Y.; Duoss, E.B.; Motala, M.J.; Guo, X.; Park, S.I.; Xiong, Y.; Yoon, J.; Nuzzo, R.G.; Rogers, J.A.; Lewis, J.A. Omnidirectional printing of flexible, stretchable, and spanning silver microelectrodes. Science 2009, 323, 1590–1593. [Google Scholar] [CrossRef]
- Xu, M.; Lewis, J.A. Microperiodic structures: Direct writing of three-dimensional webs. Nature 2004, 428, 386. [Google Scholar] [CrossRef]
- Ghosh, S.; Parker, S.T.; Wang, X.; Kaplan, D.L.; Lewis, J.A. Direct-Write Assembly of Microperiodic Silk Fibroin Scaffolds for Tissue Engineering Applications. Adv. Funct. Mater. 2008, 18, 1883–1889. [Google Scholar] [CrossRef]
- Duoss, E.B.; Twardowski, M.; Lewis, J.A. Sol-Gel Inks for Direct-Write Assembly of Functional Oxides. Adv. Mater. 2007, 19, 3485–3489. [Google Scholar] [CrossRef]
- Barry, R.A.; Shepherd, R.F.; Hanson, J.N.; Nuzzo, R.G.; Wiltzius, P.; Lewis, J.A. Direct-Write Assembly of 3D Hydrogel Scaffolds for Guided Cell Growth. Adv. Mater. 2009, 21, 2407–2410. [Google Scholar] [CrossRef]
- Shepherd, R.F.; Panda, P.; Bao, Z.; Sandhage, K.H.; Hatton, T.A.; Lewis, J.A.; Doyle, P.S. Stop-Flow Lithography of Colloidal, Glass, and Silicon Microcomponents. Adv. Mater. 2008, 20, 4734–4739. [Google Scholar] [CrossRef]
- Mariani, L.M.; Johnson, W.R.; Considine, J.M.; Turner, K.T. Printing and mechanical characterization of cellulose nanofibril materials. Cellulose 2019, 26, 2639–2651. [Google Scholar] [CrossRef]
- Yang, L.; Zeng, X.; Ditta, A.; Feng, B.; Su, L.; Zhang, Y. Preliminary 3D printing of large inclined-shaped alumina ceramic parts by direct ink writing. J. Adv. Ceram. 2020, 9, 312–319. [Google Scholar] [CrossRef]
- Pierin, G.; Grotta, C.; Colombo, P.; Mattevi, C. Direct Ink Writing of micrometric SiOC ceramic structures using a preceramic polymer. J. Eur. Ceram. Soc. 2016, 36, 1589–1594. [Google Scholar] [CrossRef]
- Ahn, B.Y.; Lorang, D.J.; Duoss, E.B.; Lewis, J.A. Direct-write assembly of microperiodic planar and spanning ITO microelectrodes. Chem. Commun. 2010, 46, 7118–7120. [Google Scholar] [CrossRef]
- Philipp, B.; Dautzenberg, H.; Linow, K.-J.; Kötz, J.; Dawydoff, W. Polyelectrolyte complexes—Recent developments and open problems. Prog. Polym. Sci. 1989, 14, 91–172. [Google Scholar] [CrossRef]
- Sun, J.-B.; Li, B.; Cai, K.-P.; Zhou, J.; Li, L.-T. TiO2 Photolysis Device Fabricated by Direct Ink Write Assembly. J. Inorg. Mater. 2011, 26, 300–304. [Google Scholar] [CrossRef]
- Wei, T.-S.; Ahn, B.Y.; Grotto, J.; Lewis, J.A. 3D Printing of Customized Li-Ion Batteries with Thick Electrodes. Adv. Mater. 2018, 30, e1703027. [Google Scholar] [CrossRef]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- Walker, D.A.; Hedrick, J.L.; Mirkin, C.A. Rapid, large-volume, thermally controlled 3D printing using a mobile liquid interface. Science 2019, 366, 360–364. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
| Self-Solidification Suspensions | Tailoring Routes for Rheological Properties of Suspensions | Minimum Feature Size in 3D Structures | References |
|---|---|---|---|
| Colloidal gel suspensions | Changing pH values | 100 μm | [15,23,55] |
| Tailoring ionic concentrations | 30 μm | [45] | |
| Adding oppositive polyelectrolyte | 100 μm | [54] | |
| Biphasic suspensions | Changing inter environment of suspensions with homopolymer and copolymer, e.g., ionic concentrations | <100 μm | [56] |
| Controlling the hydrophilicity/hydrophobicity between particles and solvent | - | [56] | |
| Using powder with different isoelectric points (IEP) | - | [56] |
| External Conditions for Solidification of Suspensions | Assistant-Solidification Suspensions | Minimum Feature Size in 3D Structures | References |
|---|---|---|---|
| Fast evaporation of solvent in suspensions | Colloidal suspensions with shear-thinning behavior | 500 μm 410 μm | [21] [24] |
| Suspensions composited of nanoparticles and organic solvent | 1 μm | [50,59] | |
| Solubility divergence between solvent in suspensions and liquid in deposition reservoir | Polyelectrolyte complexes (PECs) | 500 30 1 | [22,50,60] |
| Polymerization of organic monomer under ultraviolet irradiation | Silk fibroin solution | 5 μm | [61] |
| Sol-gel suspension | 0.3 μm | [62] | |
| Organic monomer solution | 5 μm | [63] | |
| Suspensions containing organic monomer | - | [64] | |
| Thermosetting components solidify faster under the influence of temperature | Organic sulfate suspension | 150 μm | [65] |
| Alumina composite suspension | 400 μm | [66] | |
| The hydrophobic components solidify in water | Preceramic polymer suspension | 200 μm | [67] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, H.; Wang, X.; Wang, X.; Peng, C.; Wang, R.; Zhou, K. Principles of Dispersing Powders for 3D Printing. Colloids Interfaces 2021, 5, 25. https://doi.org/10.3390/colloids5020025
Zhou H, Wang X, Wang X, Peng C, Wang R, Zhou K. Principles of Dispersing Powders for 3D Printing. Colloids and Interfaces. 2021; 5(2):25. https://doi.org/10.3390/colloids5020025
Chicago/Turabian StyleZhou, Hongli, Xiaofeng Wang, Xinyu Wang, Chaoqun Peng, Richu Wang, and Kechao Zhou. 2021. "Principles of Dispersing Powders for 3D Printing" Colloids and Interfaces 5, no. 2: 25. https://doi.org/10.3390/colloids5020025
APA StyleZhou, H., Wang, X., Wang, X., Peng, C., Wang, R., & Zhou, K. (2021). Principles of Dispersing Powders for 3D Printing. Colloids and Interfaces, 5(2), 25. https://doi.org/10.3390/colloids5020025