1. Introduction
The aerospace industry is always looking for ways to improve and enhance the performance of commercial and military aircraft [
1]. This urge for improvement has led to a desire for the development of improved high-performance structural materials, such as composite materials [
2]. Composite materials are still an area that requires significant study and development; however, the advantages of using these materials have already been observed and analysed due to their exceptional resistance, specific stiffness–density relationships, and superior physical properties [
3].
In this aspect, carbon fibre is increasingly used [
4,
5]. However, using this material also causes an increase in the amount of waste eliminated, making it not sustainable from this point of view [
6]. Therefore, the use of recycled carbon fibre can be advantageous when it comes to costs and benefits to the environment, in other words, sustainability [
7]. Recycling generally reduces waste and prevents materials from ending up in landfills, aligning with sustainability goals. However, the use of composite materials in the aeronautical sector presents several challenges, including structural performance, material lifecycle, and economic viability.
Pakdel et al. [
8] observed that recycling CFRCs (Carbon Fibre-Reinforced Composites) can significantly lower the overall environmental impacts compared to producing virgin materials. They observed that methods like pyrolysis and microwave pyrolysis, despite higher initial costs, can yield better quality fibres and materials, which can be more economically beneficial in the long run, being a significant factor in their economic viability. The recycling of carbon fibre products is crucial for establishing a circular economy. It not only helps in managing waste but also promotes the reuse of materials, thereby reducing the demand for virgin resources. This is particularly important as the industry moves towards more sustainable practices.
Some authors have used different processes to recycle carbon fibre, such as mechanical, chemical, and thermal. The right choice of recycling process can offer economic and environmental benefits as well as positive implications for sustainability.
Vogiantzi et al. [
9] analysed the Life Cycle Assessment and Environmental Life Cycle Costing analysis of four key recycling techniques: mechanical recycling, pyrolysis, solvolysis, and high-voltage fragmentation (HVF). They observed that the recycling of carbon fibres offers economic and environmental benefits as well as positive implications for sustainability. In their studies, they found that mechanical recycling is the most cost-effective option, with an operational cost of 0.106 EUR/kg for CFRP waste. However, to recover high-quality fibres suitable for more valuable applications, the best recycling methods are solvolysis and pyrolysis, which entail higher costs (50.9 EUR/kg and 4.66 EUR/kg, respectively), but the investment is justifiable if the mechanical properties of the recycled fibres meet specific needs. In the end, they observed that mechanical recycling and high-voltage fragmentation exhibit the lowest cumulative energy demand (CED) and global warming potential (GWP), making them the more sustainable options. Recycling carbon fibres and reusing them contribute to a circular economy, reducing reliance on virgin materials and minimising environmental impact. Improving the scalability and efficiency of these techniques could further enhance their economic and environmental viability.
Yu [
10] indicated that solvent-assisted chemical recycling has a low capital investment and low operational costs. By optimising processing conditions, such as reducing catalyst content and lowering temperatures, costs can be substantially reduced, improving the benefit–cost ratio. This method contributes to higher recovery rates of valuable components like carbon fibres and resin, leading to significant net environmental savings. The integration of life cycle analysis and cost analysis in assessing recycling methods ensures a comprehensive understanding of their impacts, enabling better decision-making aligned with the sustainable development principle.
Using mechanical processes, Bao et al. [
11] recycled prepreg cut-offs being discarded during cutting processes. They used to prepare carbon tape (CT) mechanical process (cutting) combined with ultrasonic vibrations to prepare the new composite by adding thermoplastic resin. The layers of recycled CT-reinforced composite with a thermoplastic were moulded in a spherical dome to prove its usability.
Ireza et al. [
12] used cured waste carbon fibre prepregs and recycled polypropylene to produce a new carbon fibre composite using 3D manufacturing. This new composite was developed for use in automotive structures with impact resistance characteristics. From mechanical characterisations, the new recycled composite was more impact-resistant than the neat matrix.
Altay et al. [
13] used a high-speed thermo-kinetic mixer to chop the carbon fibre/PP composites, ultrasonic, pulsed laser, and others. Cheng et al. used a thermal-activated oxide semiconductor process to oxidise the resin macromolecular chains, collapse into small molecular chains resulting in H
2O and CO
2 production, and free the carbon fibre to be used in another application. Using an extrusion process followed by additive manufacturing, a new composite was produced and tested. They observed that the mechanical properties of PP added with recycled carbon fibre increased, but the results were not compared with those without being subjected to the recycling process.
Li et al. [
14] used the nanosecond pulsed laser to recycle a carbon fibre/epoxy resin prepreg. They observed that the process can cause micro-damage to the carbon fibres during the oxidation stage, such as etching, micro-cracks, and micropores.
One of the most popular processes used to recycle carbon fibre is ‘pyrolysis’ [
15,
16]. During the pyrolysis, the fibres are recovered [
17]. Pyrolysis is a relatively easy process, making recycling cost-efficient. In pyrolysis, the composite is heated to temperatures ranging from 400 °C to 500 °C in the absence of oxygen, producing a clean carbon fibre that retains 90% to 95% of its original properties. Furthermore, recycled carbon fibres maintain the benefits of their weight, strength, and durability [
18]. Another aspect that should be highlighted is that the carbon fibre recycling process has lower costs compared to the manufacturing process of carbon fibre [
19,
20]. The difficulties that arise when using recycled carbon fibres are that it is more difficult to handle than carbon fibres, there is a variety in fibre lengths, and the material’s variable nature [
21]. In summary, the performance of recycled composite materials is highly influenced by the chosen recycling method, since each technique alters the properties of the recovered fibres and impacts the overall cost of the final product.
Some authors focused their studies on the manufacturing parts in the aeronautical industry; however, there is a gap in the literature regarding the use of recycled carbon fibres. In the work of Fleuret et al. [
22], a methodology was presented to design a spar with complex geometry and varying thicknesses for the E-FAN 1.0 aircraft. Numerical simulations were developed to correlate with experimental data, with the complete sizing of the spar being validated by quasi-static tensile tests. In turn, Yokozeki et al. [
23] developed the prototype of a variable geometry morphing airfoil using corrugated structures, made of plastics reinforced with carbon fibre. The authors verified that the successful performance of the prototype wing occurs at air speeds of up to 30 m/s, where there is an increase in lift of the variable corrugated wing compared to the traditional wing when increasing the aileron angle.
On the other hand, when considering polymer sandwich structures reinforced with carbon fibre, used in several components of modern aircraft, Sugiyama et al. [
24], using a continuous 3D carbon fibre printer to manufacture these structures with honeycomb shapes, rhombus, rectangle, and circular cores, verified the production viability through 3D printing with flexibility and satisfying the desired strength and stiffness.
In previous studies, Sales-Contini et al. [
25] used the pyrolysis process to obtain recycled carbon fibre from cured prepregs wasted by the aeronautical industry. The results showed that the parameters chosen for the pyrolysis process preserved the integrity of the fibre, enabling its use in new applications. Following this line, this work aims to apply the recycled carbon fibres obtained by the pyrolysis process to test the feasibility of building a wing spar for a reduced-size remotely controlled aircraft based on the AMT-600 Guri aircraft design using recycled carbon fibre. In the first stage of the process, the data from the original AMT-600 Guri composite spar was used to simulate the force acting on the original wing. The results were used to create a model as realistic as possible. After this, test specimens and the spar prototype were obtained by additive manufacturing using ABS filament (Acrylonitrile–Butadiene–Styrene), a common thermoplastic material. The specimens and the spar were mechanically tested, and the results were used to feed the model developed using the HyperWorks software (version 2022). After all the checks and the model validation, the recycled carbon fibre spar was produced using the hand lay-up and vacuum bag technique. The recycled carbon fibre composite spar was tested, and the results were compared with those simulated for the original composite spar from AMT-600 Guri.
This article outlines the complete development process of a product crafted from recycled fibre, which has achieved a Technology Readiness Level of 4, indicating the validation of components and/or breadboards in a laboratory setting. Initially, the concept for the wing spar project was formulated, followed by the creation of a simulation model that was informed by the outcomes of experimental tests on specimens for model validation. Subsequently, a prototype was designed, produced, and evaluated, with the results serving as critical input for further model validation. Lastly, a prototype utilising recycled fibre was developed, manufactured, and put through experimental testing. The data from these recycled fibre prototype tests were then used to refine the simulation model, enabling the validation of the product and facilitating a comparison of its performance with the original composite spar. Although the focus of this work is on validating structural performance through simulations and experimental tests, future studies are required to assess material fatigue, resistance to environmental exposure, and conduct a cost–benefit analysis for large-scale manufacturing applications.
2. Materials and Methods
The following section describes the methodology employed to detail the development of a recycled carbon fibre spar based on the AMT-600 Guri spar. Data from the original composite spar were used to simulate the pressure distribution obtained on the AMT-600 GURI wing, creating a model as realistic as possible in HyperWorks software (version 2022). Then, the ABS spar and the ABS specimens were manufactured using 3D printing. The spar and specimens were then utilised to test and validate the model developed in HyperMesh. Following this, the pyrolysis process of the F593 prepreg is carried out. A sheet of the recycled carbon fibre fabric was characterised by SEM (Scanning Electron Microscopy) using a VEGA3 XMU TESCAN microscope (Brno–Kohoutovice, Czech Republic) to verify that the fibre’s surface was free from degradation and to perform the necessary measurements of the woven plain weave unit cell dimension to inform the model. Upon validating the model, the recycled composite spar was manufactured using recycled carbon fibre through a combined process: hand layup and vacuum bag technique. Both spars, ABS and recycled carbon fibre, were mechanically tested to collect information about stress, strain, and Young’s modulus for drag and lift, which was then compared with those obtained from the original composite spar. This section presents the materials and methods employed to develop this project.
2.1. Wind Tunnel Simulation to Predict the Forces on the Original Composite Spar
The AMT-600 Guri is a single-engine, low-wing cantilever aircraft that is manufactured in Brazil. Developed by Aeromot, a Brazilian manufacturer based in Rio Grande do Sul, it is used for training and primary pilot instruction. The cabin has two side-by-side seats and a longitudinal ‘canopy’ that opens from front to back. It also features a ‘T’ empennage and fixed tricycle landing gear. It is equipped with a Lycoming O-235 N2C or O-235 NBR (Brazilian version) single-aspiration reciprocating engine and fixed-pitch propeller [
26].
In order to understand the deformation, tensile and stress values on the wing structure of the AMT-600 Guri during flight, a wind tunnel simulation was carried out on the wing. This structure has an NACA 64(3)-618 wing profile. The wind tunnel simulation was performed using data from the manufacturer, Aeromot [
26], shown in
Table 1.
To assess the structural behaviour of the original composite spar under aerodynamic loads, the pressure distribution obtained from the wind tunnel simulation was used as input in Altair HyperWorks software (version 2022). Initially, a finite element (FE) model of the AMT-600 GURI wing was developed using HyperMesh, the pre-processing tool within the HyperWorks software (version 2022). This involved importing the wing geometry and generating a refined mesh (as shown in
Figure 1), ensuring adequate resolution in critical areas, such as the spar region.
Since the results from the wind tunnel simulation indicated an approximately uniform pressure distribution over the wing surface (
Figure 1b,c), a simplified loading condition was adopted for the structural analysis. This simplification enabled the application of a uniform pressure load over the wing skin elements, replicating the aerodynamic forces obtained under the flight condition defined in
Table 2, which included a temperature of 298.15 K, pressure of 101,325 Pa, air density of 1.184 kg/m
3, a total airspeed of 69.444 m/s, and an angle of attack of 12°.
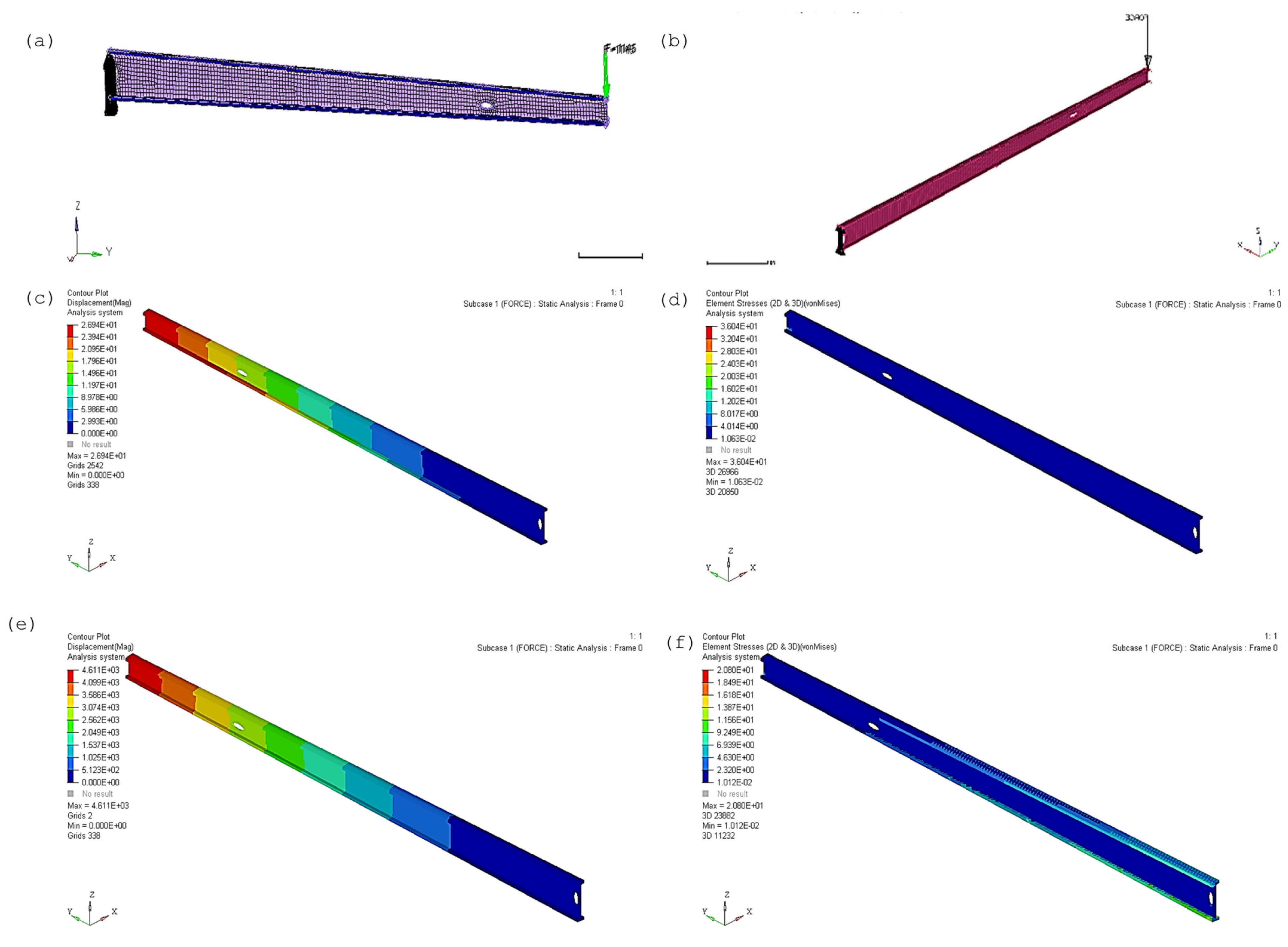
The mesh was then exported to OptiStruct, the solver used in HyperWorks software (version 2022) for linear quasi-static analysis. In the simulation setup, the OptiStruct solver was configured to perform a linear quasi-static analysis using a material model corresponding to an orthotropic laminated composite, representative of the spar material. The model employed 2D shell elements to represent both the wing skin and the spar, with an average element size of 10 mm. Refinement was applied in regions of high stress concentration, particularly near the wing root.
The aerodynamic load was applied as a uniform surface pressure of approximately 5500 Pa, acting perpendicularly on the wing skin elements. Boundary conditions were applied based on experimental data and prior virtual wind tunnel simulations. The simulated forces on the aircraft wing (AMT-600 GURI) were realistically distributed over the spar structure using force cards (FORCE) and pressure cards (PLOAD4), in accordance with the expected behaviour for drag and lift force scenarios. The boundary conditions replicated a cantilevered wing configuration, with all degrees of freedom fixed at the wing root and the wingtip left free.
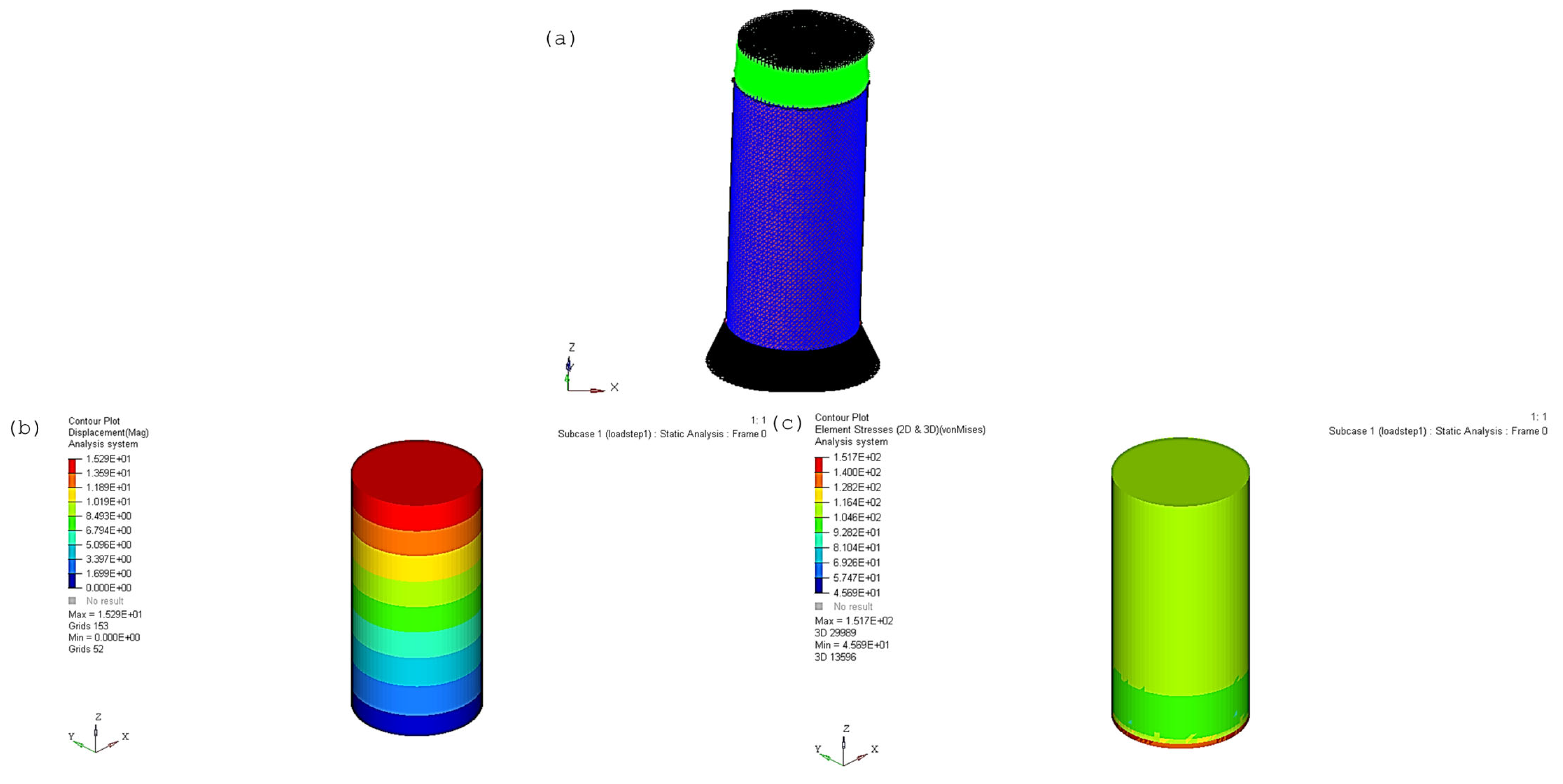
In the early stages of aerospace design, quasi-static analysis is typically employed as an initial validation strategy. This was crucial in the study of the mechanical capabilities of recycled carbon fibres within a scaled-down aircraft spar model. This analysis enabled a clear and direct evaluation of the structural integrity under expected loads, which is essential for preliminary design approval.
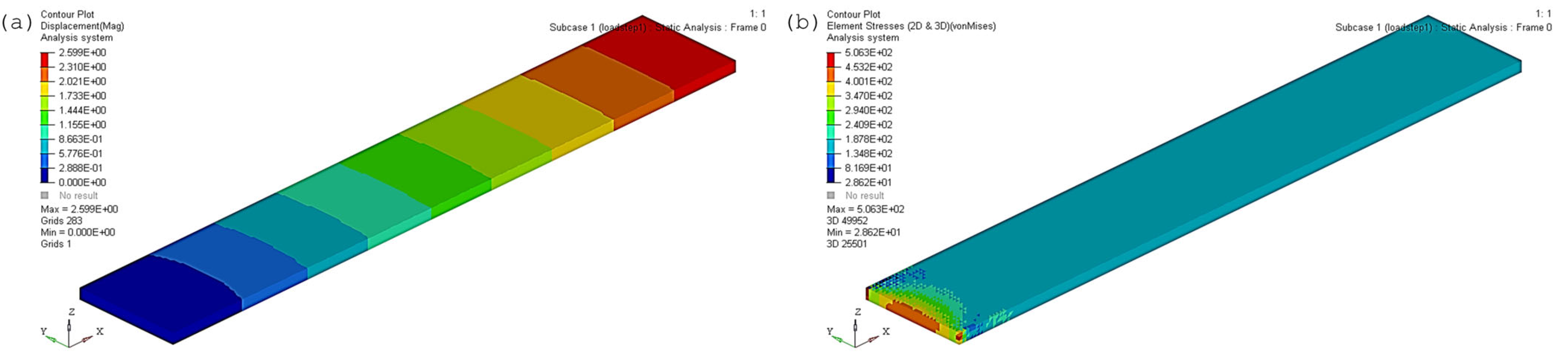
In this simulation, quasi-static structural analysis was employed, yielding outputs such as von Mises stress, displacements, strain energy, and reaction forces at the fixed nodes. The main purpose of the analysis was to examine the stress distribution and deformation of the spar under load, with a particular focus on its structural integrity and load-bearing capacity. As the spar is a key structural component of the wing, the analysis aimed to confirm that it could withstand aerodynamic forces without exceeding the material’s strength limits or displaying any signs of failure.
2.2. Preparation of Specimens and ABS Spar Using Additive Manufacturing
In this work, the 3D printing process was only used to produce the samples and the wing spar prototype in a short time and at a low cost. The 3D printing process is not the usual manufacturing process used to produce the wing spar of the AMT-600 Guri aircraft. Typically, the manufacturing process of an aircraft is a combination of two or more composite manufacturing processes: prepreg technology, hand laminating, vacuum bagging, and autoclaving. The AMT-600 Guri is a fixed-wing aerobatic aircraft, so most of its structure is made of composite materials (
Figure 2).
Therefore, the 3D printing process was chosen to simplify and reduce costs and to quickly produce the test specimens and develop the prototypes for this project. To validate the simulation model of the spar in the HyperMesh software, the results of the mechanical tests on the samples and the prototype would be required. As time is a critical factor in technological development, additive manufacturing (FDM—Fusion Deposition Modelling) was chosen to produce the ABS samples and the ABS spar.
The filament used for 3D printing was Acrylonitrile–Butadiene–Styrene (ABS) from Filaments 3D, Novo Hamburgo, Rio Grande do Sul, Brazil. ABS is an amorphous polymer, economically viable, and easy to handle. It possesses specific properties, including good resistance to impact, traction, and abrasion, as well as excellent heat resistance and flexibility, making it widely used in industrial applications and mechanical parts.
Table 3 presents the physical and mechanical properties of the filament used, while
Table 4 displays the printing parameters as specified by the manufacturer.
The 3D printer that was used was the Sethi3D AiP (Campinas, São Paulo, Brazil), and the designs were made in CATIA-V5. Initially, all specimens were printed in ABS, a total of fifteen specimens, five specimens for each test: tensile, compression, and flexural, following the ASTM standards: D638-14 [
28], D695-15 [
29], and D790-10 [
30], respectively. In addition, nine spars were developed, also in ABS, and the exact dimensions of the parts were created in CATIA software (version V5-6R2022, Dassault Systèmes, Paris, France). A thickness of 0.2 mm was used for the layers and rectilinear geometry, with a total density of 100%.
Furthermore, the 3D printer needs G-codes to be able to create a part, such as layer height, retraction speed, printer speed, and nozzle temperature. The information entered in the G codes used for the flexural, tensile, and compression specimens is presented in
Table 5.
Since the spar has a larger dimension than the specimens and a larger dimension than the base of the 3D printer (220 mm × 210 mm × 200 mm), the spar had to be divided into three parts. After the three parts have been printed, they are glued together by a small chemical process using acetone (
Figure 3). When acetone was added to ABS, it caused some of the bonds of the molecule of ABS to break and reform. This process allowed two parts of ABS to form new bonds, while their bonds were broken down first. Since there was almost nothing known about using the technique of ‘gluing’ parts made from ABS together using acetone, it was necessary to validate this technique. As reported by Dizo [
31], chemical reagents’ vapour can dissolve the secondary bonds of the 3D printing specimens’ surface, because ABS is soluble in many compounds: esters, chloroform, ethylene dichloride, and certain ketones, including acetone. When ABS is exposed to acetone vapours, it softens and melts slightly, forming a thin liquid layer on the surface, allowing the specimen parts to be bonded together.
For the validation of the junction, a mechanical shear test was set up based on the standard ASTM D5868-01 [
32]. This test was performed on specimens that were ‘glued’ together using acetone and specimens that were printed together right away. In this way, a comparison between a 3D-printed connection and an acetone-formed connection could be made. To carry out the test, it was necessary to follow all the parameters demanded by the ASTM standard, shown in
Table 6. Six specimens of each type were manufactured: printed junction and glued junction.
2.3. Mechanical Tests of Specimens
Mechanical tests for tensile, compression, and flexural for ABS specimens were performed following the standards ASTM D638-14 [
27], ASTM D695-15 [
28], and ASTM D790-10 [
29], respectively. The tensile and compressive mechanical tests on Recycled Carbon Fibre-Reinforced Composite (rCFRC) specimens were prepared following the standards outlined in ASTM D3039 [
33] and ASTM D3410 [
34]. The outcomes of these tests, which have been utilised in the present study, were published by Sales-Contini et al. [
25]. For mechanical testing, five specimens of each configuration were tested using a universal mechanical testing machine and a load cell of 100 kN (Time Group, Beijing, China). The test is performed at a speed of 1 mm/min.
2.4. Simulation Using HyperMesh Software
The processing workflow in HyperMesh followed a structured sequence of steps. First, the three-dimensional geometries of the spars, originally developed in CATIA software (version V5-6R2022, Dassault Systèmes, Paris, France), were imported into HyperMesh in a compatible format (STEP) and underwent a geometry cleanup process to correct imperfections such as loose edges, open surfaces, and duplications. This step ensured model integrity before mesh generation.
Regarding mesh definition, the 2D mesh primarily consisted of quadrilateral elements (quads), with quadrilateral shell elements of the CQUAD4 type mainly used for the polymer (ABS) structures. These meshes were progressively refined in critical regions to accurately capture stress concentrations and localised deformations. The 3D mesh employed a mixed element type combining pyramids and quadrilaterals, with a mesh size of 1.2 mm. Additionally, depending on the setup, triangular shell elements (CTRIA3) and tetrahedral solid elements (CTETRA) were used as needed to better represent geometric details and structural behaviour.
For composite models, a detailed ply-based modelling approach was adopted. Layers (plies) were defined using the PCOMPP, STACK, and PLY cards, enabling precise incorporation of orthotropic material properties (using MAT8), thickness, fibre orientation, and stacking sequence, closely aligned with the manufacturing process.
Mesh generation was performed with strict element quality control, using metrics such as aspect ratio, skewness, and Jacobian, focusing on ensuring stable and reliable simulation results. Wherever possible, a structured (mapped) mesh was applied, especially in flat and regular regions, while a free mesh with local refinement was used in more complex geometries.
Once the model definition was completed, it was exported to the OptiStruct solver, part of the same HyperWorks software (version 2022) suite, where the analyses were performed. Simulation results—displacements, stresses, and strains—were then evaluated using the HyperView post-processor. For composite models, the Hill failure criterion, suitable for orthotropic materials, was employed to more accurately assess strength and failure mode under multiaxial stresses. The Hill criterion is notable for requiring fewer parameters and for adopting a more conservative approach under certain types of loading. This makes it a practical and reliable choice for this stage of the analysis.
2.5. Composite Recycling Process and Recycled Composite Spar Manufacturing Process
A study was carried out to produce the recycled composite spar. There are multiple reasons to choose the use of recycled carbon fibres. The two main reasons for this decision are the environment and costs. With the increased use of carbon fibre composites in the aircraft industry, there has also been an increase in the amount of waste carbon fibre generated, which is not sustainable. The fibre direction was analysed for better performance.
The carbon fibres used were from HexPly® F593 prepreg (Hexcel®, Stamford, CT, USA) (epoxy resin reinforced with carbon fibre woven plain weave Toray T300/3 k) (38–46% resin content) [
35]. The pyrolysis process used was the same as that described by Sales-Contini et al. [
25]. The prepreg was thermally treated at 500 ± 10 °C for 4 h in an argon atmosphere (99.999% purity, White Martins, Rio De Janeiro, Brazil) using an INFORGEL Mod. GTI 13.000W oven (São José dos Campos, São Paulo, Brazil) (maximum temperature 1200 °C).
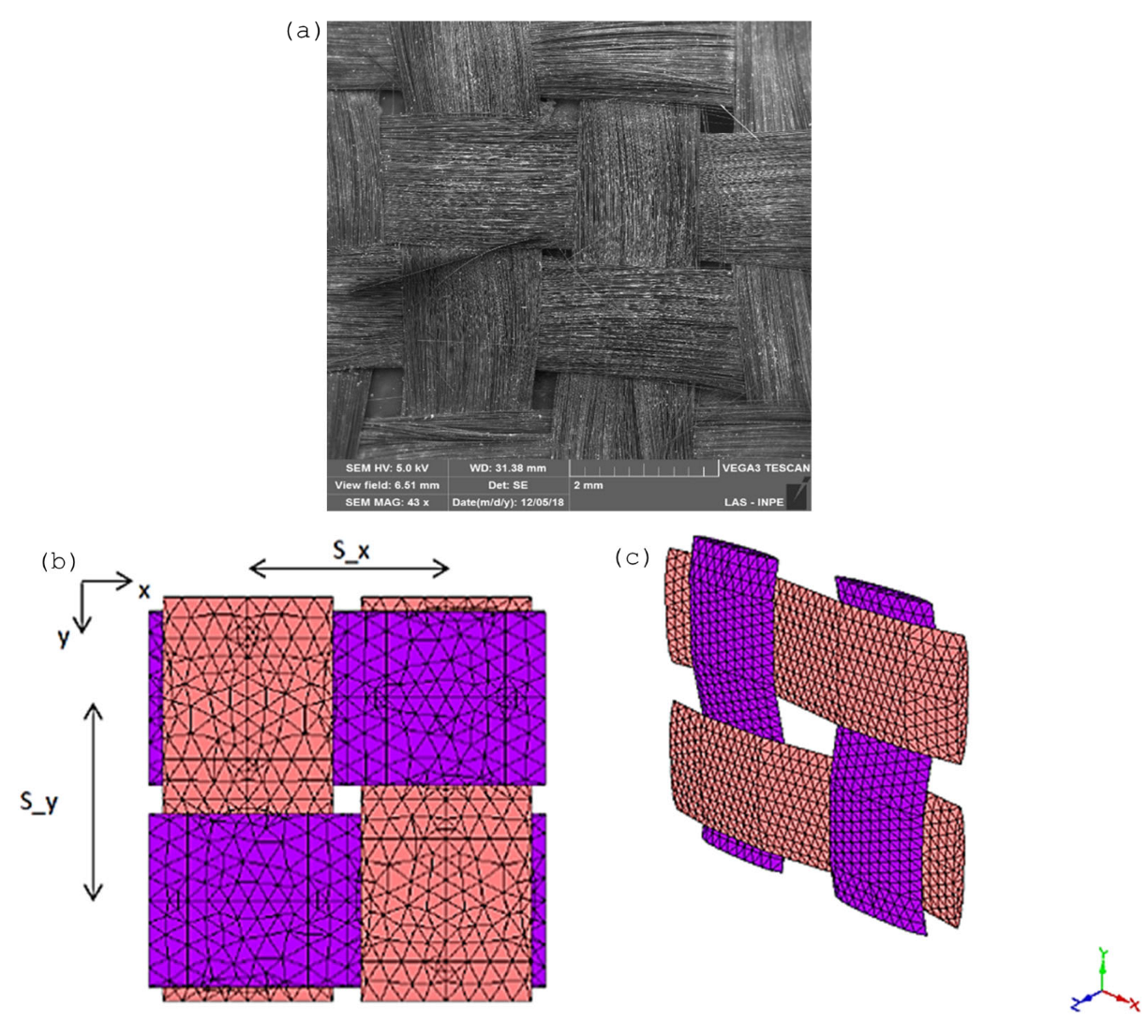
A piece of this recycled carbon fibre was measured by SEM (Scanning Electron Microscopy) using a VEGA3 XMU TESCAN microscope (Brno–Kohoutovice, Czech Republic). The images were obtained by fractographic analysis of secondary electrons, with acceleration energy between 5 and 10 keV, beam intensity of 9–10, and working distance of 14–16 mm, using secondary electrons. This way, it was possible to define the geometric attributes, as seen in
Table 7.
Figure 4a illustrates the recycled carbon fibre used.
Before the recycled composite spar manufacturing process, it was necessary to know and define its micromechanical structure. To create an image of the micromechanical structure of recycled carbon fibres, the Multiscale Designer programme was used.
Thus, the material that was used could be defined as a woven, but more specifically, a plain weave. In the woven plain weave unit cell model in Multiscale Designer, five parameters were required to be defined. The cross-section of each was considered an ellipse. The xy plane was the plane of the weave, with the z direction as the thickness direction. Different spacing values between two in each of the two directions in the plane were specified.
Figure 4b illustrates the geometric attributes of the Multiscale Designer, and
Figure 4c illustrates the Multiscale Designer programme according to the attributes obtained. The model shows relatively small fibres and a relatively large spacing. This can be explained since the process of pyrolysis can result in a matrix and sizing degradation that affect the volume and material performance [
25]. According to Fernandez et al. [
36], the pyrolysed prepreg F593 presents a decrease of 10% in its elastic modulus and 30% in its tensile strength and a relative reduction in fibre diameter of 12%, indicating that heat treatment affects the fibre diameter attributed to the removal of the amorphous carbon layer resulting from the thermal treatment.
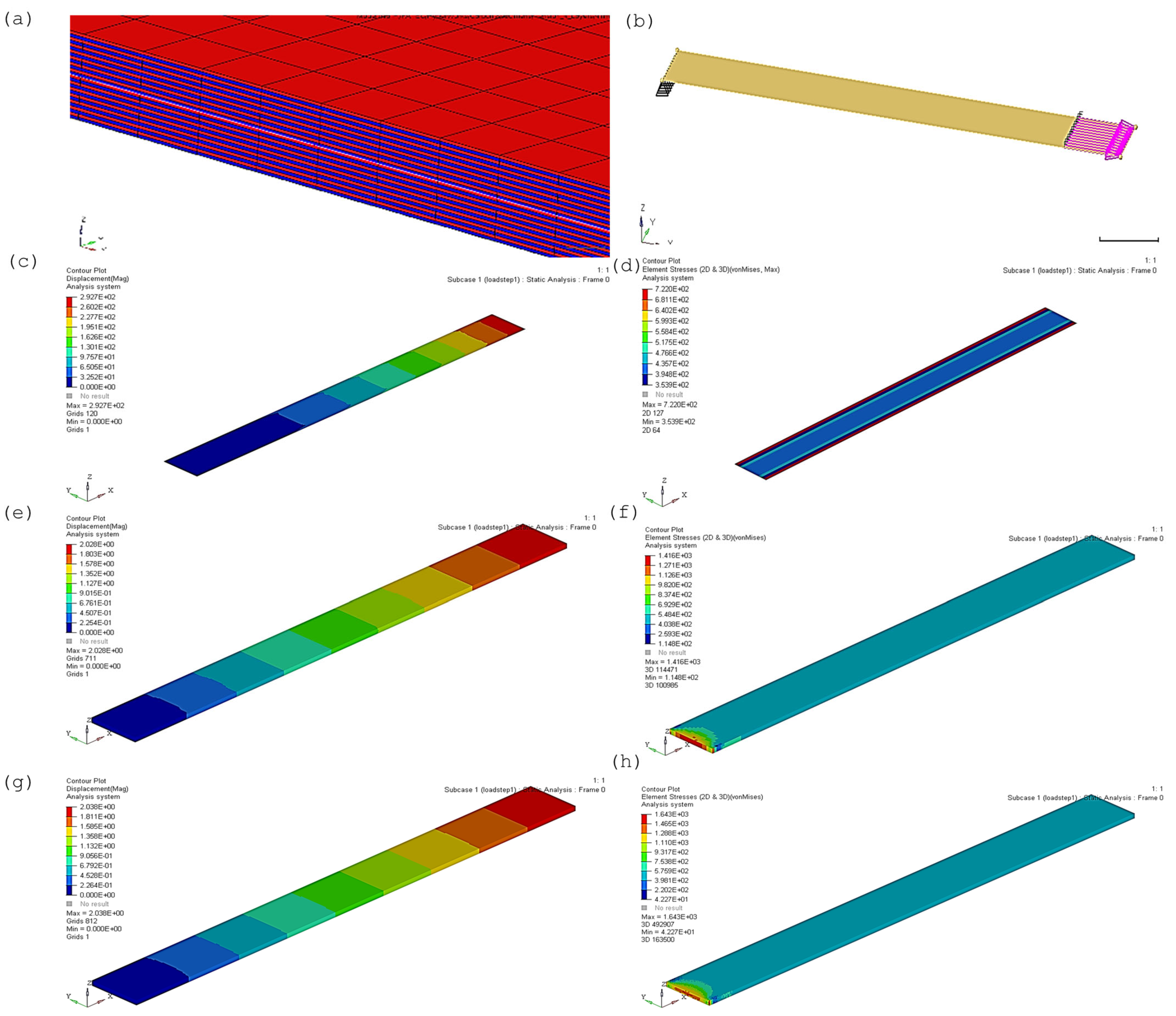
The production of the spar using composite material, which consists of recycled carbon fibre and epoxy resin, was carried out via a hand layup process with a multi-layered approach. The spar’s form was achieved using hand layup and vacuum bagging methods. Every layer of recycled carbon fibre, combined with the Araldite LY 5052 resin system and Aradur 5052 hardener (both from HuntsmanTM, Basel, Switzerland), mixed in a weight ratio of 100:38 parts, had a thickness of 0.190 mm.
The layers’ lamination followed the stacking sequences in the sets of symmetrical laminates that make up the product matrix, as it was possible to manufacture the composite using different directions of recycled carbon fibre, it was necessary to use HyperWorks software (version 2022) to simulate the forces on the spar and decide which would be the best fibre direction. From the analysis, it was possible to observe two directions with excellent results using the HyperWorks software (version 2022). Therefore, a more detailed analysis of these two directions had to be carried out to decide which one has the best quality and ideal results. From this, it was verified that when the fibre was placed in the 45°/−45° direction selected for the spar manufacture. The motivation for choosing this fibre direction is that the fibre direction of the original composite spar is 45°/−45°.
2.6. Spar Mechanical Test
The method used was the same for both spars. A support was developed for this model, as illustrated in
Figure 5.
The method used a fixed clamp at one end of the spar, supported by counterweights to keep the clamp in its position. A steel rope and a hook were attached to the other end of the spar. In this hook, weights were connected to create a force acting on the spar. Sandbags weighing 0.25 kg, 0.5 kg, 1 kg, and 5 kg were made. These sandbags created enough force on the spar for the test to be effective. A rope with a loop was attached to the sandbags, which allowed them to be hung on the hook. The total weight of the steel hook, clamp, and rope was 160 g.
The results from the mechanical testing were instrumental in determining the stress, strain, and Young’s modulus for both the ABS spar and the recycled composite spar when subjected to drag and lift forces. These results were derived from mechanical tests detailed in
Section 2.3. To perform these calculations accurately, it was crucial to consider the geometry of the spar. Consequently, the moment of inertia of the spar about the x-axis and y-axis, according to Equations (1) and (2), respectively.
where H = full height [mm], h = middle height [mm], a = middle width [mm], b = full width [mm], Ixx = area moment of inertia around x-axis [mm
4], and Iyy = area moment of inertia around y-axis [mm
4].
It is noteworthy that the formulas of the Euler–Bernoulli beam theory needed to be taken into account for calculating the Maximum displacement of the beam (Equation (3)) and Young’s modulus (Equation (4)).
where w
max = maximum displacement of the beam [mm], P = load on end of the beam [N], L = beam length [mm], E = Young’s modulus [MPa], and I = area moment of inertia [mm
4].
4. Conclusions
This paper presents an evaluation of the mechanical behaviour and feasibility of manufacturing the AMT 600-GURI spar made of recycled carbon fibre composite. To develop a model to validate the recycled carbon fibre spar, the additive manufacturing process was chosen as a tool to develop an ABS prototype and specimens to perform mechanical tests to provide critical data on stress, strain, and Young’s modulus, being used only to validate the model, facilitating a comparative analysis with the recycled and original spars.
The ABS spar, because of the dimensions, had to be divided into three parts to be printed; the technique used to glue the parts together was acetone vaporising. So, this junction had to be validated using the Shear test, and the results showed that the method was satisfactory and which assured the use of its results for model validation.
The recycled carbon fibre spar was manufactured using a process combination: hand layup and vacuum bagging. The mechanical resistance tests were simulated with the software HyperWorks, and the results were confirmed with tensile and compression tests. Data from the original composite spar were also used to compare the results.
Integration of simulation results with experimental data allowed for a comprehensive understanding of the performance characteristics, revealing that the recycled carbon fibre spar exhibited slightly better performance compared to the original counterpart under specific conditions. In the Lift force, the recycled spar had + 8.95% on maximum stress when compared with the original and in the drag force on maximum stress, the recycled spar had +36%, which proved its use is feasible. After gathering all the information, it is possible to use recycled composites to manufacture the main spar of model aircraft or UAV (unmanned aircraft vehicle) based on the AMT-600 GURI spar so that it has properties close to those of the original spar. This project successfully demonstrated the feasibility of utilising recycled carbon fibres in the manufacturing of aircraft components, specifically in the design of the AMT-600 GURI wing spar.
This work contributes significantly to sustainability practices in the aerospace industry by addressing the environmental impact of carbon fibre waste and promoting the use of recycled materials in various applications. However, depending on the intended application of recycled carbon fibre, a thorough assessment of the material’s lifecycle and economic viability is essential.
For future contributions and to understand how this technology can be integrated into mass production, it is necessary to analyse whether the product will perform well in fatigue and durability tests, as it did for the simulated model and the prototype in the quasi-static mechanical results. Tests assessing the behaviour of these materials under environmental conditions are also necessary to evaluate their performance in real-world applications. It will also be necessary to carry out a more in-depth study to provide quantitative estimates of the production costs and economic benefits of manufacturing a spar from recycled materials. Once the good mechanical resistance of the recycled material under fatigue, environmental resilience, and the low production cost are proven, mass production will be feasible.





 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}