
Optimizing the Tribological Performance of Copper-Reinforced A356 Aluminum Alloy: Influence of Heat Treatment and Composition Variation
 , , ,
, , , 
Abstract
1. Introduction
2. Methodology
2.1. Fabrication
2.2. Microstructure
2.3. Hardness Test
2.4. Age Hardening
2.5. Wear
3. Results and Discussion
3.1. Microstructure
3.2. Hardness Test
3.2.1. As-Cast Condition
3.2.2. Age-Hardened Condition
3.3. Wear Test
3.3.1. Dry-Sliding Wear Test in As-Cast Conditions
3.3.2. Dry-Sliding Wear Test in Heat-Treated Conditions
4. Conclusions
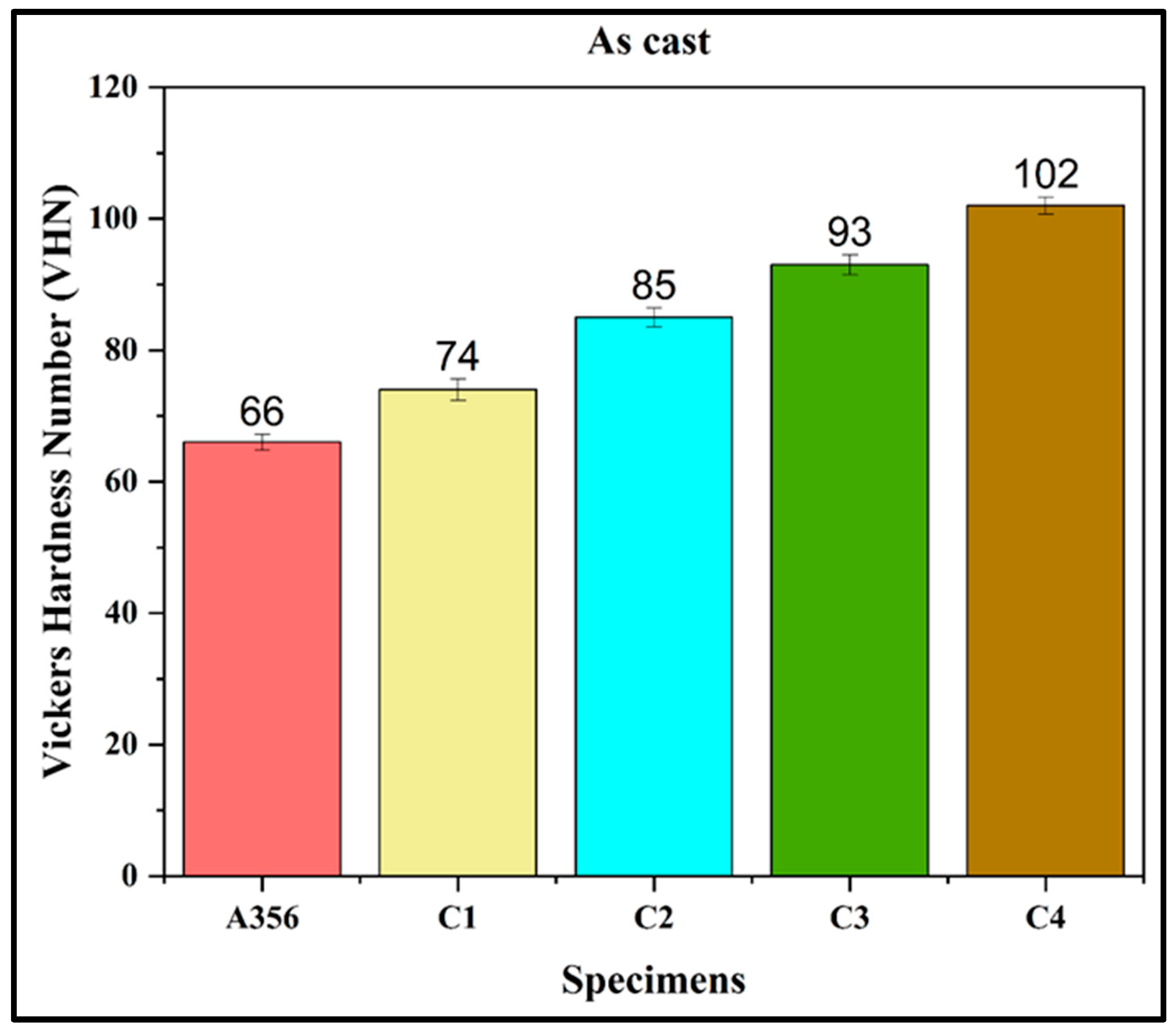
- The introduction of Cu reinforcements significantly improved the hardness of A356 composites. The as-cast composites showed hardness enhancements of 10.79%, 22.4%, 29.3%, and 35.8% for C1, C2, C3, and C4, respectively, in comparison to the base A356 alloy. The greatest hardness improvement of 58% was observed in the 4 wt.% Cu composites, primarily due to the development of Al2Cu intermetallic phases, which contributed to solute hardening and promoted age-hardening effects.
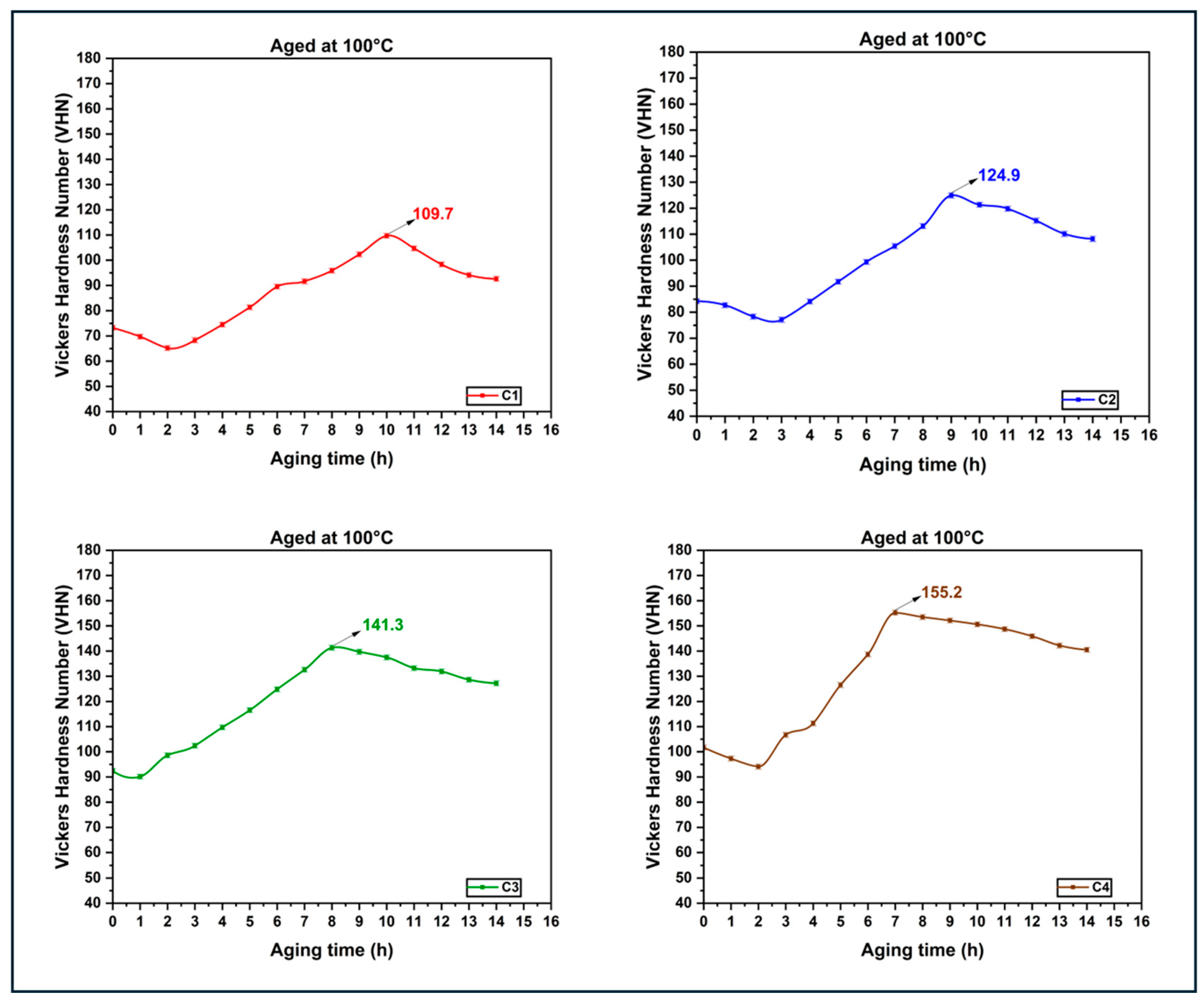
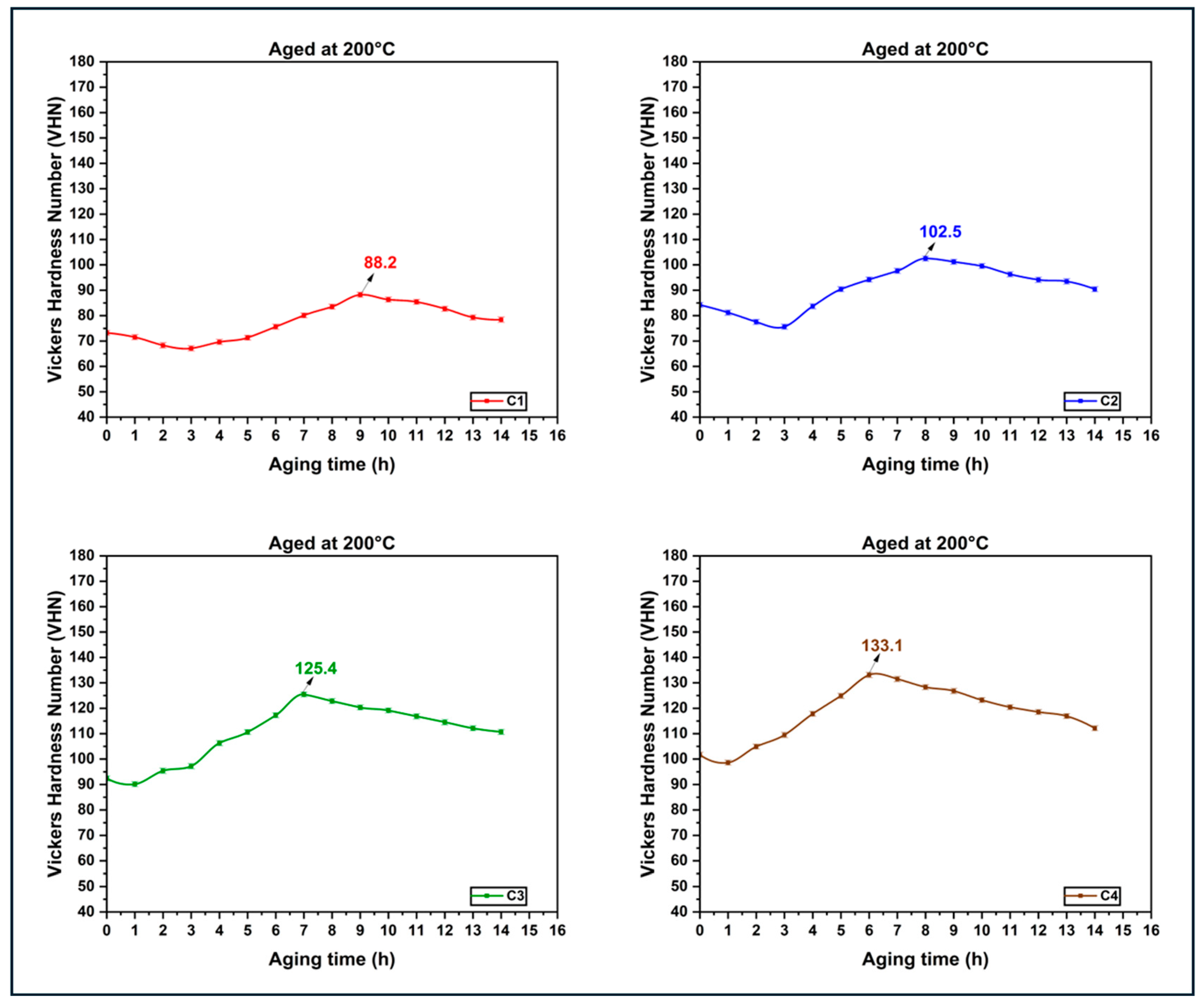
- Aging treatment at 100 °C resulted in superior hardness to that at 200 °C due to the development of fine, well-dispersed Al2Cu precipitates. Peak hardness values were achieved at different time intervals, increasing with higher Cu content.
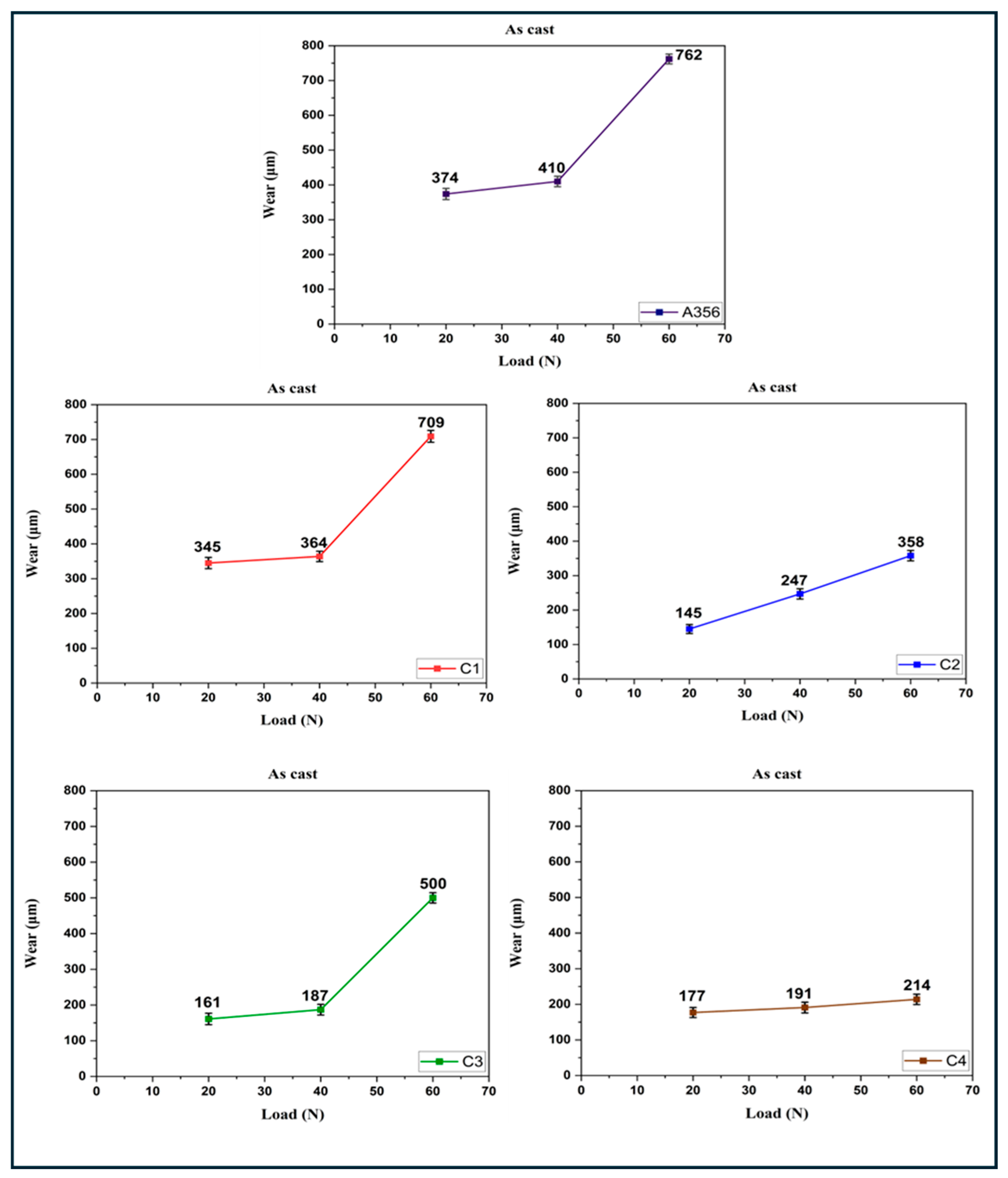
- The addition of 4 wt.% copper extensively enhanced the wear resistance of A356 composites, exhibiting the lowest wear rate under all the applied loads. Higher Cu content also reduced the coefficient of friction and improved the composite’s load-bearing capacity, minimizing material deformation during wear testing. Heat-treated A356 composites demonstrated substantial improvements in wear resistance, with Cu reinforcement leading to a 50–60% increase at lower loads and 80–90% at higher loads compared to the as-cast samples. The C4 composite (4 wt.% Cu) exhibited the highest wear resistance across all test conditions, highlighting the advantages of copper addition and age-hardening treatment.
- The improvement in wear resistance properties was due to the incorporation of Cu reinforcements with optimized processing through two-step stir casting and heat treatment, which led to a refined and homogeneous microstructure with minimal porosity or agglomeration. This uniformity contributed to better stress distribution during wear testing. The fine, evenly dispersed intermetallic phases formed during the aging treatment also acted as a barrier to wear propagation, confirming the suitability of the composite with 4 wt.% Cu addition under high wear conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sajjadi, S.A.; Ezatpour, H.R.; Torabi Parizi, M. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Des. 2012, 34, 106–111. [Google Scholar] [CrossRef]
- Nithesh, K.; Nayak, R.; Hande, R.; Sharma, S.; Gowri Shankar, M.C.; Doddapaneni, S. Dual role of trace elements in magnesium dissolved age hardened A356 alloy on microstructure and peak micro hardness. Manuf. Rev. 2023, 10, 5. [Google Scholar] [CrossRef]
- Nithesh, K.; Gowrishankar, M.C.; Nayak, R.; Sharma, S. Effect of lightweight reinforcement and heat treatment process parameters on morphological and wear aspects of hypoeutectic Al-Si-based composites—A critical review. J. Mater. Res. Technol. 2021, 15, 4272–4292. [Google Scholar] [CrossRef]
- Mohanavel, V.; Rajan, K.; Suresh Kumar, S.; Chockalingam, A.; Roy, A.; Adithiyaa, T. Mechanical and tribological characterization of stir-cast Al-SiCp composites. Mater. Today Proc. 2018, 5, 1740–1746. [Google Scholar] [CrossRef]
- Surappa, M.K. Aluminium matrix composites: Challenges and opportunities. Sadhana 2003, 28, 319–334. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H.; Dora, T.L. A review on fabrication methods, reinforcements, and mechanical properties of aluminum matrix composites. J. Manuf. Process. 2020, 56, 1059–1074. [Google Scholar] [CrossRef]
- Balakrishnan, R.; Thiyagarajan, S. Analysis of hot working characteristics of aluminium-based composites using response surface methodology. Appl. Mech. Mater. 2012, 152–154, 3–8. [Google Scholar] [CrossRef]
- Zhang, Y.; Zong, B.Y.; Jin, J.; Cao, X. Electroless copper plating on particulate reinforcements and effects on mechanical properties of SiCp/Fe composite. Surf. Eng. 2015, 31, 232–239. [Google Scholar] [CrossRef]
- Akbari, M.; Shojaeefard, M.H.; Asadi, P.; Khalkhali, A. Wear performance of A356 matrix composites reinforced with different types of reinforcing particles. J. Mater. Eng. Perform. 2017, 26, 4297–4310. [Google Scholar] [CrossRef]
- Shanmughasundaram, P.; Subramanian, R.; Prabhu, G. Some studies on aluminium-fly ash composites fabricated by the two-step stir casting method. Eur. J. Sci. Res. 2011, 63, 204–218. [Google Scholar]
- Soundararajan, R.; Sivasankaran, S.; Babu, N.; Adhithya, G.P.R. Appraisal of tribological properties of A356 with 20% SiC composites under dry sliding condition. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 147. [Google Scholar] [CrossRef]
- Matlock, D.K.; Richards, M.D.; Speer, J.G. Surface modification to enhance fatigue performance of steel: Applications of deep rolling. Mater. Sci. Forum 2010, 642, 142–147. [Google Scholar] [CrossRef]
- Shojaeefard, M.H.; Akbari, M.; Asadi, P.; Khalkhali, A. The effect of reinforcement type on the microstructure, mechanical properties, and wear resistance of A356 matrix composites produced by FSP. Int. J. Adv. Manuf. Technol. 2017, 91, 1391–1407. [Google Scholar] [CrossRef]
- Sahin, Y. The effect of abrasive particle size on the wear behavior of metal matrix composites. AIP Conf. Proc. 2004, 712, 344–349. [Google Scholar] [CrossRef]
- Umanath, K.; Palanikumar, K.; Selvamani, S.T. Analysis of dry sliding wear behavior of Al6061/SiC/Al2O3 hybrid metal matrix composites. Compos. Part B Eng. 2013, 53, 159–168. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Mirzaee, O. Nano-sized aluminum oxide reinforced commercial casting A356 alloy matrix: Evaluation of hardness, wear resistance, and compressive strength focusing on particle distribution in aluminum matrix. Compos. Part B Eng. 2013, 52, 262–268. [Google Scholar] [CrossRef]
- Deepak Kumar, S.; Dewangan, S.; Jha, S.K.; Mandal, A. Tribo-performance of thixoformed A356-5TiB2 in-situ composites. IOP Conf. Ser. Mater. Sci. Eng. 2019, 653, 012045. [Google Scholar] [CrossRef]
- Sharma, S.K.; Gajević, S.; Sharma, L.K.; Pradhan, R.; Sharma, Y.; Miletić, I.; Stojanović, B. Progress in Aluminum-Based Composites Prepared by Stir Casting: Mechanical and Tribological Properties for Automotive, Aerospace, and Military Applications. Lubricants 2024, 12, 421. [Google Scholar] [CrossRef]
- Ali, Z.; Nagaral, M.; Muthuraman, V.; Auradi, V.; Bharath, V.; Kumar, S.; Kumar, R.; Majdi, A.; Ali, A.H.; Algburi, S. Synthesis of A356 alloy-variable particle sized boron carbide composites: Investigations on mechanical behaviour and tensile fractography. Appl. Eng. Lett. 2024, 9, 162–171. [Google Scholar] [CrossRef]
- Kashimat, N.; Sharma, S.; Nayak, R.; Manjunathaiah, K.B.; Shettar, M. Experimental investigation of mechanical property and wear behavior of T6 treated A356 alloy with minor addition of copper and zinc. J. Compos. Sci. 2023, 7, 149. [Google Scholar] [CrossRef]
- Karthik, B.M.; Satish Kumar, K.M.; Sharma, S.; Gowrishankar, M.C.; Hegde, A.; Kashimat, N. Strengthening phase and mechanical property analysis of artificially aged Al7075–Ni coated Al2024 composites. Mater. Res. Express 2023, 10, 106520. [Google Scholar]
- Davis, J.R. Aluminium and Aluminium Alloys; ASM International: Materials Park, OH, USA, 2001. [Google Scholar]
- Davis, J.R. Surface Engineering for Corrosion and Wear Resistance. ASM Int. 2001, 4, 1–10. [Google Scholar]
- Karthik, B.M.; Sharma, S.; Gowrishankar, M.C.; Hegde, A. Peak hardness stability analysis of Al7075 alloy dispersed with Ni coated duralumin powder during natural aging phenomena. J. Mater. Res. Technol. 2023, 26, 2219–2228. [Google Scholar] [CrossRef]
- Alkathafi, M.H.; Khalil, A.A.; Abdalla, A.O. The Effect of Cooling Rate on the Microstructure of A356 Aluminium Alloy. SVOA Mater. Sci. Technol. 2020, 2, 91–100. [Google Scholar]
- Srinivas, D.; Gowrishankar, M.C.; Hiremath, P.; Sharma, S.; Shettar, M.; Jayashree, P.K. Influence of various trace metallic additions and reinforcements on A319 and A356 alloys—A review. Cogent Eng. 2022, 9, 2007746. [Google Scholar] [CrossRef]
- Prasad, D.S.; Krishna, A.R. Tribological Properties of A356.2/RHA Composites. J. Mater. Sci. Technol. 2012, 28, 367–372. [Google Scholar] [CrossRef]
- Singla, M.; Dwivedi, D.D.; Singh, L.; Chawla, V. Development of aluminium-based silicon carbide particulate metal matrix composite. J. Miner. Mater. Charact. Eng. 2009, 8, 455–467. [Google Scholar] [CrossRef]
- Fan, L.J.; Juang, S.H. Reaction effect of fly ash with Al-3Mg melt on the microstructure and hardness of aluminum matrix composites. Mater. Des. 2016, 89, 941–949. [Google Scholar] [CrossRef]
- Hu, Q.; Zhao, H.; Li, F. Effects of manufacturing processes on microstructure and properties of Al/A356–B4C composites. Mater. Manuf. Process. 2016, 31, 1292–1300. [Google Scholar] [CrossRef]
- Lal, S.; Kumar, A.; Kumar, S.; Gupta, N. Characterization of A356/B4C composite fabricated by electromagnetic stir-casting process with vacuum. Mater. Today Proc. 2020, 34, 832–841. [Google Scholar] [CrossRef]
- Ohmori, Y.; Doan, L.C.; Nakai, K. Ageing processes in Al-Mg-Si alloys during continuous heating. Mater. Trans. 2002, 43, 246–255. [Google Scholar] [CrossRef]
- Gupta, A.; Lloyd, D.; Court, S. Precipitation hardening in Al–Mg–Si alloys with and without excess Si. Mater. Sci. Eng. A 2001, 31, 11–17. [Google Scholar] [CrossRef]
- Moller, H.; Govender, G.; Stumpf, W.E.; Knutsen, R.D. Influence of temper condition on microstructure and mechanical properties of semisolid metal processed Al-Si-Mg alloy A356. Int. J. Cast Met. Res. 2009, 22, 417–421. [Google Scholar] [CrossRef]
- Abdulwahab, M.; Madugu, I.A.; Yaro, S.A.; Hassan, S.B.; Popoola, A.P.I. Effects of multiple-step thermal ageing treatment on the hardness characteristics of A356.0-type Al-Si-Mg alloy. Mater. Des. 2011, 32, 1159–1166. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Moemeni, H. Effect of copper and solidification conditions on the microstructure and mechanical properties of Al-Si-Mg alloys. J. Mater. Process. Technol. 2004, 153–154, 193–198. [Google Scholar] [CrossRef]
- Yadav, D.; Bauri, R. Development of Cu particles and Cu core-shell particles reinforced Al composite. Mater. Sci. Technol. 2015, 31, 494–500. [Google Scholar] [CrossRef]
- Colak, M.; Findik, F.; Yetgin, S.H. Investigation of the effect of adding Cu on Al alloys for wear and friction properties. Int. J. Res. Eng. Technol. 2016, 1, 448–453. [Google Scholar]
- Di Giovanni, M.T.; Mørtsell, E.A.; Saito, T.; Akhtar, S.; Di Sabatino, M.; Li, Y.; Cerri, E. Influence of Cu addition on the heat treatment response of A356 foundry alloy. Mater. Today Commun. 2019, 19, 342–348. [Google Scholar] [CrossRef]
- Saraswat, R.; Yadav, A.; Tyagi, R. Sliding Wear Behaviour of Al-B4C Cast Composites under Dry Contact. Mater. Today Proc. 2018, 5, 16963–16972. [Google Scholar] [CrossRef]
- Singh, J.; Chauhan, A. Overview of wear performance of aluminium matrix composites reinforced with ceramic materials under the influence of controllable variables. Ceram. Int. 2016, 42, 56–81. [Google Scholar] [CrossRef]
- Donthamsetty, S.; Babu, P.S. Experiments on the wear characteristics of A356 MMNCs fabricated using ultrasonic cavitation. Int. J. Automot. Mech. Eng. 2017, 14, 4589–4602. [Google Scholar] [CrossRef]
- Kumar, M. Mechanical and sliding wear performance of AA356-Al 2O3/SiC/graphite alloy composite materials: Parametric and ranking optimization using Taguchi DOE and hybrid AHP-GRA method. Silicon 2021, 13, 2461–2477. [Google Scholar] [CrossRef]
- Çam, S.; Demir, V.; Özyürek, D. Wear behaviour of A356/TiAl3 in situ composites produced by mechanical alloying. Metals 2016, 6, 34. [Google Scholar] [CrossRef]
- Chandramoorthy, V.A.; Chinnakannan, B.; Viswanathan, V. An Experimental Study on the Influence of Micrographite on the Improvement of Mechanical Characteristics of A356 Microcomposites Processed via the Stir Casting Route. Eng. Proc. 2024, 61, 3. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Mg | Fe | Cu | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|
| wt.% | 7.2 | 0.39 | 0.18 | 0.15 | 0.08 | 0.16 | Balance |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Divya Deepak, G.; Kashimat, N.; Birur Manjunathaiah, K.; Nayak, V.; Anne, G.; Sharma, S. Optimizing the Tribological Performance of Copper-Reinforced A356 Aluminum Alloy: Influence of Heat Treatment and Composition Variation. J. Compos. Sci. 2025, 9, 287. https://doi.org/10.3390/jcs9060287
Divya Deepak G, Kashimat N, Birur Manjunathaiah K, Nayak V, Anne G, Sharma S. Optimizing the Tribological Performance of Copper-Reinforced A356 Aluminum Alloy: Influence of Heat Treatment and Composition Variation. Journal of Composites Science. 2025; 9(6):287. https://doi.org/10.3390/jcs9060287
Chicago/Turabian StyleDivya Deepak, G., Nithesh Kashimat, Karthik Birur Manjunathaiah, Vignesha Nayak, Gajanan Anne, and Sathyashankara Sharma. 2025. "Optimizing the Tribological Performance of Copper-Reinforced A356 Aluminum Alloy: Influence of Heat Treatment and Composition Variation" Journal of Composites Science 9, no. 6: 287. https://doi.org/10.3390/jcs9060287
APA StyleDivya Deepak, G., Kashimat, N., Birur Manjunathaiah, K., Nayak, V., Anne, G., & Sharma, S. (2025). Optimizing the Tribological Performance of Copper-Reinforced A356 Aluminum Alloy: Influence of Heat Treatment and Composition Variation. Journal of Composites Science, 9(6), 287. https://doi.org/10.3390/jcs9060287