Enhancement of Mechanical Properties of Natural Fiber Reinforced Polymer Composites Using Different Approaches—A Review

 ,
,
Abstract
1. Introduction
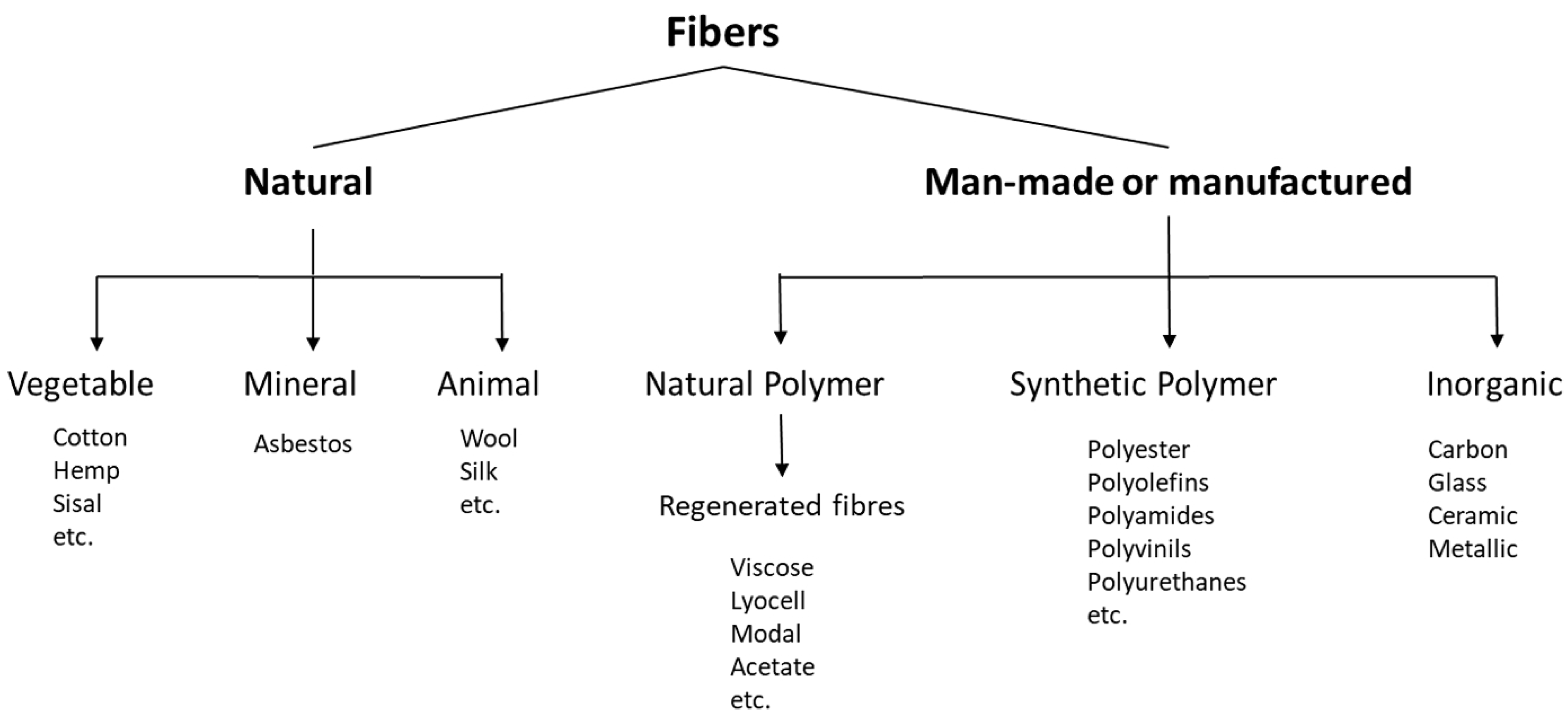
2. Properties of Commonly Used Natural Fibers
3. Natural Fiber Extraction, Surface Modification (Chemical Treatments) and Composite Fabrication Techniques
4. Challenges and Setbacks of Untreated Single Natural Fiber Polymer Composites
5. Enhancement of Mechanical Properties of NFPCs by Different Approaches
5.1. Modification of Fiber Surface by Chemical Treatment
5.1.1. NaOH Treatment
5.1.2. Silane Treatment
5.1.3. Benzoylation
5.1.4. Acetylation
5.2. Hybridization of Reinforcements
5.3. Incorporation of Filler Material/Nanoparticles/Nano-Fillers

5.3.1. Fillers
5.3.2. Nano-Fillers
5.3.3. Nanoparticles
6. Summary and Future Directions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, R.; Ul Haq, M.I.; Raina, A.; Anand, A. Industrial applications of natural fibre-reinforced polymer composites–challenges and opportunities. Int. J. Sustain. Eng. 2019, 12, 212–220. [Google Scholar] [CrossRef]
- Mishra, S.; Mohanty, A.K.; Drzal, L.T.; Misra, M.; Parija, S.; Nayak, S.K.; Tripathy, S.S. Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites. Compos. Sci. Technol. 2003, 63, 1377–1385. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibre reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Zaini, E.S.; Azaman, M.D.; Jamali, M.S.; Ismail, K.A. Synthesis and characterization of natural fiber reinforced polymer composites as core for honeycomb core structure: A review. J. Sandw. Struct. Mater. 2020, 22, 525–550. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari MN, M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef]
- Quintana, E.; Valls, C.; Roncero, M.B. Dissolving-grade pulp: A sustainable source for fiber production. Wood Sci. Technol. 2024, 58, 23–85. [Google Scholar] [CrossRef]
- Meredith, J.; Ebsworth, R.; Coles, S.R.; Wood, B.M.; Kirwan, K. Natural fibre composite energy absorption structures. Compos. Sci. Technol. 2012, 72, 211–217. [Google Scholar] [CrossRef]
- Das, P.P.; Chaudhary, V.; Motha, S.J. Fabrication and Characterization of Natural Fibre Reinforced Polymer Composites: A Review. SSRN Electron. J. 2020. [Google Scholar] [CrossRef]
- Semwal, S.; Dhuliya, P. ICACCM: Proceedings, Proceedings of the IEEE Technically Co-Sponsored 2020 International Conference on Advances in Computing, Communication and Materials (ICACCM), Dehradun, India, 21–22 August 2020; IEEE: Piscataway, NJ, USA, 2020. [Google Scholar]
- Taj, S. Natural Fiber-Reinforced Polymer Composites. 2007. Available online: https://www.researchgate.net/publication/228636811 (accessed on 7 April 2024).
- Bijlwan, P.P.; Prasad, L.; Sharma, A. Recent advancement in the fabrication and characterization of natural fiber reinforced composite: A review. Mater. Today Proc. 2021, 44, 1718–1722. [Google Scholar] [CrossRef]
- OCE. Jute and Other Textile Bast Fibres. OCE: Cambridge, MA, USA, 2022. Available online: https://oec.world/en/profile/hs/jute-and-other-textile-bast-fibres-raw-or-retted.
- Singh, H.; Inder, J.; Singh, P.; Singh, S.; Dhawan, V.; Tiwari, S.K. A Brief Review of Jute Fibre and Its Composites. Mater. Today Proc. 2018, 5, 28427–28437. [Google Scholar] [CrossRef]
- Khan, J.A.; Khan, M.A. The Use of Jute Fibers as Reinforcements in Composites. In Biofiber Reinforcements in Composite Materials; Elsevier Inc.: Amsterdam, The Netherlands, 2015; pp. 3–34. [Google Scholar] [CrossRef]
- Ali, M. Coconut fibre: A versatile material and its applications in engineering #. J. Civ. Eng. Constr. Technol. 2011, 2, 189–197. [Google Scholar]
- Bekele, A.E.; Lemu, H.G.; Jiru, M.G. Experimental study of physical, chemical and mechanical properties of enset and sisal fibers. Polym. Test. 2022, 106, 107453. [Google Scholar] [CrossRef]
- Li, Y.; Mai, Y.-W.; Ye, L. Sisal ®bre and Its Composites: A Review of Recent Developments. Available online: www.elsevier.com/locate/compscitech (accessed on 9 December 2024).
- Joshi, S.; Patel, S. Review on Mechanical and Thermal Properties of Pineapple Leaf Fiber (PALF) Reinforced Composite. J. Nat. Fibers 2022, 19, 10157–10178. [Google Scholar] [CrossRef]
- Hamritha, S.; Hemanth, M.; Rajesh, B. Characterization of mechanical behavior of pineapple leaf fiber composite. IOP Conf. Ser. Mater. Sci. Eng. 2020, 872, 012172. [Google Scholar] [CrossRef]
- Yogesh, M.; Hari Rao, A.N. Study on Pineapple Leaves Fibre and its Polymer based Composite: A Review. Int. J. Sci. Res. 2017, 6, 799–807. [Google Scholar]
- Gao, X.; Zhu, D.; Fan, S.; Rahman, M.Z.; Guo, S.; Chen, F. Structural and mechanical properties of bamboo fiber bundle and fiber/bundle reinforced composites: A review. J. Mater. Res. Technol. 2022, 19, 1162–1190. [Google Scholar] [CrossRef]
- Moudood, A.; Rahman, A.; Öchsner, A.; Islam, M.; Francucci, G. Flax fiber and its composites: An overview of water and moisture absorption impact on their performance. J. Reinf. Plast. Compos. 2019, 38, 323–339. [Google Scholar] [CrossRef]
- Medina, L.A.; Dzalto, J. Natural Fibers. In Comprehensive Composite Materials II.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 269–294. [Google Scholar] [CrossRef]
- Divya, D.; Devi, S.Y.; Indran, S.; Raja, S.; Sumesh, K.R. Extraction and Modification of Natural Plant Fibers—A Comprehensive Review. In Plant Fibers, their Composites, and Applications; Elsevier: Amsterdam, The Netherlands, 2022; pp. 25–50. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Siengchin, S.; Parameswaranpillai, J.; Jawaid, M.; Pruncu, C.I.; Khan, A. A comprehensive review of techniques for natural fibers as reinforcement in composites: Preparation, processing and characterization. Carbohydr. Polym. 2019, 207, 108–121. [Google Scholar] [CrossRef]
- Sathish, S.; Karthi, N.; Prabhu, L.; Gokulkumar, S.; Balaji, D.; Vigneshkumar, N.; Ajeem Farhan, T.S.; Akilkumar, A.; Dinesh, V.P. A review of natural fiber composites: Extraction methods, chemical treatments and applications. Mater. Today Proc. 2021, 45, 8017–8023. [Google Scholar] [CrossRef]
- Kabir, M.M.; Wang, H.; Lau, K.T.; Cardona, F. Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Compos. Part B Eng. 2012, 43, 2883–2892. [Google Scholar] [CrossRef]
- Kenned, J.J.; Sankaranarayanasamy, K.; Kumar, C.S. Chemical, biological, and nanoclay treatments for natural plant fiber-reinforced polymer composites: A review. Polym. Polym. Compos. 2021, 29, 1011–1038. [Google Scholar] [CrossRef]
- Rauf, F.; Umair, M.; Shaker, K.; Nawab, Y.; Ullah, T.; Ahmad, S. Investigation of Chemical Treatments to Enhance the Mechanical Properties of Natural Fiber Composites. Int. J. Polym. Sci. 2023, 2023, 4719481. [Google Scholar] [CrossRef]
- Elfaleh, I.; Abbassi, F.; Habibi, M.; Ahmad, F.; Guedri, M.; Nasri, M.; Garnier, C. A comprehensive review of natural fibers and their composites: An eco-friendly alternative to conventional materials. Results Eng. 2023, 19, 101271. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- John, M.J.; Thomas, S. Biofibres and biocomposites. Carbohydr. Polym. 2008, 71, 343–364. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Surface modifications of natural fibers and performance of the resulting biocomposites: An overview. Compos. Interfaces 2001, 8, 313–343. [Google Scholar] [CrossRef]
- Sawpan, M.A.; Pickering, K.L.; Fernyhough, A. Improvement of mechanical performance of industrial hemp fibre reinforced polylactide biocomposites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 310–319. [Google Scholar] [CrossRef]
- Muralishwara, K.; Fernandes, L.; Kalkura, R.; Bangera, S. Effect of Surface Modified Montmorillonite Nanoclay on Tensile and Flexural Properties of Pineapple Leaf Fiber Reinforced Epoxy Composite. Mater. Res. 2023, 26, 1–9. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Mavinkere Rangappa, S.; Siengchin, S. A review on extraction, chemical treatment, characterization of natural fibers and its composites for potential applications. Polym. Compos. 2021, 42, 6239–6264. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Ramesh, M. Evaluation of Hemp Fibre-Reinforced Polymer Composites. In Advances in Materials and Metallurgy; Springer: Singapore, 2019. [Google Scholar]
- Mylsamy, K.; Rajendran, I. The mechanical properties, deformation and thermomechanical properties of alkali treated and untreated Agave continuous fibre reinforced epoxy composites. Mater. Des. 2011, 32, 3076–3084. [Google Scholar] [CrossRef]
- Seki, Y. Innovative multifunctional siloxane treatment of jute fiber surface and its effect on the mechanical properties of jute/thermoset composites. Mater. Sci. Eng. A 2009, 508, 247–252. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Fatimah Athiyah, S.; Shazleen, S.S.; Rafiqah, S.A.; Harussani, M.M.; Kamarudin, S.H.; Razman, M.R.; Rahmah, M.; Zainudin, E.S.; et al. A review on mechanical performance of hybrid natural fiber polymer composites for structural applications. Polymers 2021, 13, 2170. [Google Scholar] [CrossRef] [PubMed]
- Nurazzi, N.M.; Harussani, M.M.; Aisyah, H.A.; Ilyas, R.A.; Norrrahim MN, F.; Khalina, A.; Abdullah, N. Treatments of natural fiber as reinforcement in polymer composites-a short review. Funct. Compos. Struct. 2021, 3, 024002. [Google Scholar] [CrossRef]
- Samanth, M.; Subrahmanya Bhat, K. Conventional and unconventional chemical treatment methods of natural fibres for sustainable biocomposites. Sustain. Chem. Clim. Action 2023, 3, 100034. [Google Scholar] [CrossRef]
- Sepe, R.; Bollino, F.; Boccarusso, L.; Caputo, F. Influence of chemical treatments on mechanical properties of hemp fiber reinforced composites. Compos. Part B Eng. 2018, 133, 210–217. [Google Scholar] [CrossRef]
- Liu, Y.; Xie, J.; Wu, N.; Wang, L.; Ma, Y.; Tong, J. Influence of silane treatment on the mechanical, tribological and morphological properties of corn stalk fiber reinforced polymer composites. Tribol. Int. 2019, 131, 398–405. [Google Scholar] [CrossRef]
- Vijay, R.; Manoharan, S.; Arjun, S.; Vinod, A.; Singaravelu, D.L. Characterization of Silane-Treated and Untreated Natural Fibers from Stem of Leucas Aspera. J. Nat. Fibers 2021, 18, 1957–1973. [Google Scholar] [CrossRef]
- Fathi, B.; Foruzanmehr, M.; Elkoun, S.; Robert, M. Novel approach for silane treatment of flax fiber to improve the interfacial adhesion in flax/bio epoxy composites. J. Compos. Mater. 2019, 53, 2229–2238. [Google Scholar] [CrossRef]
- Bassyouni, M.; Waheed Ul Hasan, S. The use of rice straw and husk fibers as reinforcements in composites. In Biofiber Reinforcements in Composite Materials; Elsevier Inc.: Amsterdam, The Netherlands, 2015; pp. 385–422. [Google Scholar] [CrossRef]
- Ganesh, S.; Lakshmanan Saraswathy, J.; Raghunathan, V.; Sivalingam, C. Extraction and Characterization Chemical Treated and Untreated Lycium ferocissimum Fiber for Epoxy Composites. J. Nat. Fibers 2022, 19, 6509–6520. [Google Scholar] [CrossRef]
- Izwan, S.M.; Sapuan, S.M.; Zuhri, M.Y.M.; Mohamed, A.R. Effects of Benzoyl Treatment on NaOH Treated Sugar Palm Fiber: Tensile, Thermal, and Morphological Properties. J. Mater. Res. Technol. 2020, 9, 5805–5814. [Google Scholar] [CrossRef]
- Sheeba KR, J.; Priya, R.K.; Arunachalam, K.P.; Avudaiappan, S.; Flores, E.S.; Kozlov, P. Enhancing structural, thermal, and mechanical properties of Acacia pennata natural fibers through benzoyl chloride treatment for construction applications. Case Stud. Constr. Mater. 2023, 19, e02443. [Google Scholar] [CrossRef]
- Ezeamaku, U.L.; Nnanwube, I.A.; Eze, I.O.; Onukwuli, O.D. Effects of acetylation treatment on pineapple leaf fiber (Ananas comosus) reinforced with tapioca bio-based resin (cassava starch). Cogent Eng. 2023, 10, 2229109. [Google Scholar] [CrossRef]
- Zaman, H.U.; Khan, R.A. Acetylation used for natural fiber/polymer composites. J. Thermoplast. Compos. Mater. 2021, 34, 3–23. [Google Scholar] [CrossRef]
- Kommula, V.P.; Reddy, K.O.; Shukla, M.; Marwala, T.; Reddy, E.V.S.; Rajulu, A.V. Extraction, modification, and characterization of natural ligno-cellulosic fiber strands from napier grass. Int. J. Polym. Anal. Charact. 2016, 21, 18–28. [Google Scholar] [CrossRef]
- Moshi AA, M.; Madasamy, S.; Bharathi SR, S.; Periyanayaganathan, P.; Prabaharan, A. Investigation on the mechanical properties of sisal—Banana hybridized natural fiber composites with distinct weight fractions. AIP Conf. Proc. 2019, 2128, 020029. [Google Scholar] [CrossRef]
- Gangil, B.; Ranakoti, L.; Verma, S.; Singh, T.; Kumar, S. Natural and Synthetic Fibers for Hybrid Composites. In Hybrid Fiber Composites: Materials, Manufacturing, Process Engineering; John Wiley & Sons: New York, NY, USA, 2020. [Google Scholar] [CrossRef]
- Midhun, V.; Radhika, N. Investigation of mechanical behaviour and tribological properties of coir and sugarcane bagasse fibers filled epoxy composites. Int. J. Appl. Eng. Res. 2015, 10, 36175–36180. [Google Scholar]
- Raman, V.V.; Kumar, P.S.; Sunagar, P.; Bommanna, K.; Vezhavendhan, R.; Bhattacharya, S.; Prabhu, S.V.; Sasikumar, B. Investigation on Mechanical Properties of Bamboo and Coconut Fiber with Epoxy Hybrid Polymer Composite. Adv. Polym. Technol. 2022, 2022, 9133411. [Google Scholar] [CrossRef]
- Ranga Srinivas, G. Sisal/Coconut Coir Natural Fibers-Epoxy Composites: Water Absorption and Mechanical Properties. Certif. Int. J. Eng. Innov. Technol. (IJEIT) 2008, 2, 166–170. [Google Scholar]
- Devi, L.U.; Bhagawan, S.S.; Nair KC, M.; Thomas, S. Water absorption behavior of PALF/GF hybrid polyester composites. Polym. Compos. 2011, 32, 335–346. [Google Scholar] [CrossRef]
- Ramakrishnan, M.; Ramasubramanian, S.; Subbarayalu, V.; Ayyanar, A. Analysis of mechanical properties of pineapple leaf/glass fiber-vinyl ester hybrid composite. Rev. Mater. 2022, 27, e13167. [Google Scholar] [CrossRef]
- Reddy, M.I.; Prasad Varma, U.R.; Ajit Kumar, I.; Manikanth, V.; Kumar Raju, P.V. Comparative Evaluation on Mechanical Properties of Jute, Pineapple leaf fiber and Glass fiber Reinforced Composites with Polyester and Epoxy Resin Matrices. Mater. Today Proc. 2018, 5, 5649–5654. [Google Scholar] [CrossRef]
- Sundeep, M.; Limbadri, K.; Manikandan, N.; Paul Savio, A.; Joseph, J. Study of mechanical properties of pineapple leaf fiber and E-glass fiber reinforced hybrid epoxy matrix composite materials. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Zin, M.H.; Abdan, K.; Norizan, M.N. The Effect of Different Fiber Loading on Flexural and Thermal Properties of Banana/Pineapple Leaf (PALF)/Glass Hybrid Composite. In Structural Health Monitoring of Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–17. [Google Scholar] [CrossRef]
- Banowati, L.; Pertama, I.P.U. Impact Properties of Hemp Natural—Glass Fibers Hybrid Polypropylene Sandwich Composites. Indones. J. Appl. Res. (IJAR) 2023, 4, 159–169. [Google Scholar] [CrossRef]
- Koch, C.C. (Ed.) Nanostructured Materials Processing, Properties and Applications, 2nd ed.; William Andrew: Norwich, NY, USA, 2006. [Google Scholar]
- Thangadurai, T.D.; Manjubaashini, N.; Thomas, S.; Maria, H.J. Nanostructured Materials; Springer: Berlin/Heidelberg, Germany, 2020. [Google Scholar]
- Ahire, S.A.; Bachhav, A.A.; Pawar, T.B.; Jagdale, B.S.; Patil, A.V.; Koli, P.B. The Augmentation of nanotechnology era: A concise review on fundamental concepts of nanotechnology and applications in material science and technology. Results Chem. 2022, 4, 100633. [Google Scholar] [CrossRef]
- Shanmugharaj, A.M.; Ryu, S.H. Study on the effect of aminosilane functionalized nanoclay on the curing kinetics of epoxy nanocomposites. Thermochim. Acta 2012, 546, 16–23. [Google Scholar] [CrossRef]
- Huskić, M.; Žigon, M.; Ivanković, M. Comparison of the properties of clay polymer nanocomposites prepared by montmorillonite modified by silane and by quaternary ammonium salts. Appl. Clay Sci. 2013, 85, 109–115. [Google Scholar] [CrossRef]
- Singh, K.P.; Singh, A.; Kumar, N.; Tripathi, D.N. Morphological features, dielectric and thermal properties of epoxy–copper cobaltite nanocomposites: Preparation and characterization. Bull. Mater. Sci. 2020, 43, 114. [Google Scholar] [CrossRef]
- Kumar Singh, S.; Kumar, A.; Jain, A. Improving tensile and flexural properties of SiO2-epoxy polymer nanocomposite. Mater. Today Proc. 2018, 5, 6339–6344. [Google Scholar] [CrossRef]
- Sarker, F.; Potluri, P.; Afroj, S.; Koncherry, V.; Novoselov, K.S.; Karim, N. Ultra-High Performance of Nano-Engineered Graphene-Based Natural Jute Fiber Composites. ACS Appl. Mater. Interfaces 2019, 11, 21166–21176. [Google Scholar] [CrossRef]
- Sathish Kumar, R.; Vandhana Devi, V.; Nivedhitha, D.M.; Srish Satya, S.; Visakan, S.; Bharath Sharma, S.; Sathish Kumar, S.B. Effect of nanoparticles in natural fiber reinforced polymer composites. Mater. Today Proc. 2023, in press. [Google Scholar] [CrossRef]
- Muralishwara, K.; Sudhakar, Y.N.; Kini, U.A.; Sharma, S.; Gurumurthy, B.M. Moisture absorption and spectroscopic studies of epoxy clay nanocomposite. Polym. Bull. 2022, 79, 5587–5611. [Google Scholar] [CrossRef]
- Fu, S.; Sun, Z.; Huang, P.; Li, Y.; Hu, N. Some basic aspects of polymer nanocomposites: A critical review. Nano Mater. Sci. 2019, 1, 2–30. [Google Scholar] [CrossRef]
- Njuguna, J.; Ansari, F.; Sachse, S.; Zhu, H.; Rodriguez, V.M. Nanomaterials, Nanofillers, and Nanocomposites: Types and Properties. In Health and Environmental Safety of Nanomaterials: Polymer Nancomposites and Other Materials Containing Nanoparticles; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; pp. 3–27. [Google Scholar] [CrossRef]
- Mittal, V. Polymer Nanocomposites: Advances in Filler Surface Modification Techniques; Nova Science Pub Inc.: Hauppauge, NY, USA, 2011. [Google Scholar]
- Arash, B.; Wang, Q.; Varadan, V.K. Mechanical properties of carbon nanotube/polymer composites. Sci. Rep. 2014, 4, 6479. [Google Scholar] [CrossRef]
- Alexandre, M.; Dubois, P. Polymer-layered silicate nanocomposites: Preparation, properties and uses of a new class of materials. Mater. Sci. Eng. R Rep. 2000, 28, 1–63. [Google Scholar] [CrossRef]
- Velmurugan, G.; Siva Shankar, V.; Kalil Rahiman, M.; Elil Raja, D.; Nagaraj, M.; Nagalakshmi, T.J. Experimental Investigation of High Filler Loading of SiO2 on the Mechanical and Dynamic Mechanical Analysis of Natural PALF fibre-Based Hybrid Composite. Silicon 2023, 15, 5587–5602. [Google Scholar] [CrossRef]
- Abdul Khalil HP, S.; Bhat, A.H.; Ireana Yusra, A.F. Green composites from sustainable cellulose nanofibrils: A review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Stark, N.M. Effects of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood fiber Sci. 2003, 35, 167–174. Available online: https://research.fs.usda.gov/treesearch/8558 (accessed on 21 October 2023). [CrossRef]
- Islam, M.S.; Ahmad, M.B.; Hasan, M.; Aziz, S.A.; Jawaid, M.; Mohamad Haafiz, M.K.; Zakaria, S.A.H. Natural fiber-reinforced hybrid polymer nanocomposites: Effect of fiber mixing and nanoclay on physical, mechanical, and biodegradable properties. BioRes 2015, 10, 1394–1407. [Google Scholar] [CrossRef]
- Praveena, B.A.; Santhosh, N.; Archana, D.P.; Buradi, A.; Raj EF, I.; Chanakyan, C.; Elfasakhany, A.; Basheer, D. Influence of Nanoclay Filler Material on the Tensile, Flexural, Impact, and Morphological Characteristics of Jute/E-Glass Fiber-Reinforced Polyester-Based Hybrid Composites: Experimental, Modeling, and Optimization Study. J. Nanomater. 2022, 2022, 1653449. [Google Scholar] [CrossRef]
- Nair, R.; Bhattacharya, A.; Bhowmik, P.; Kant, R. Effect of surface modification on mechanical properties of filature silk waste and nanoclay filler-based polymer matrix composite. Polym. Polym. Compos. 2021, 29 (Suppl. S9), S696–S706. [Google Scholar] [CrossRef]
- Žiganova, M.; Merijs-Meri, R.; Zicāns, J.; Ivanova, T.; Bochkov, I.; Kalniņš, M.; Błędzki, A.K.; Danilovas, P.P. Characterisation of Nanoclay and Spelt Husk Microfiller-Modified Polypropylene Composites. Polymers 2022, 14, 4332. [Google Scholar] [CrossRef] [PubMed]
- Chowdhury, H.; Saha, A.; Hasan, M.; Haider, J. Effects of Alkaline and Carboxilated Graphene Oxide (CGO) Treatment on Mechanical, Thermal, and Electrical Properties of Jute Fiber-Reinforced Epoxy Composites. J. Compos. Sci. 2025, 9, 104. [Google Scholar] [CrossRef]
- Shcherbakov, A.S.; Mostovoy, A.S.; Yakovlev, N.A.; Arzamastsev, S.V. Effect of Carbon Nanotube Functionalization on the Physicochemical and Mechanical Properties of Modified Fiber-Reinforced Composites Based on an Epoxy Resin. Russ. J. Appl. Chem. 2021, 94, 1080–1087. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Hedjazi, S.; Jamalirad, L.; Sukhtesaraie, A. Effect of nano-SiO2 on physical and mechanical properties of fiber reinforced composites (FRCs). J. Indian Acad. Wood Sci. 2014, 11, 116–121. [Google Scholar] [CrossRef]
- Saba, N.; Tahir, P.M.; Jawaid, M. A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers 2014, 6, 2247–2273. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Natural Fibers | Glass Fibers | |
|---|---|---|
| Price | Low | Low, but higher than NF |
| Density/Weight | Low | Twice that of natural fibers |
| Renewability | Yes | No |
| Recyclability | Yes | No |
| Distribution | Wide | Wide |
| Energy Absorption | Low | High |
| Carbon-balanced | Yes | No |
| Health risk when breathing | No | Yes |
| Abrasion to machines | No | Yes |
| Disposal | Biodegradable | Not biodegradable |
| Fiber | Cellulose (Weight%) | Hemicellulose (Weight%) | Lignin (Weight%) | Pectin (Weight%) | Moisture Content (Weight%) | Waxes (Weight%) |
|---|---|---|---|---|---|---|
| Hemp | 70–74 | 17–22 | 3.7–5.7 | 0.9 | 6.2–12 | 0.8 |
| Kenaf | 45–57 | 22 | 8–13 | 3–5 | ||
| Flax | 71 | 18–20 | 2.2 | 2.3 | 8–12 | 1.8 |
| Jute | 61–71 | 14–20 | 12–13 | 0.2 | 12–14 | 0.5 |
| Sisal | 66–78 | 10–14 | 10–14 | 10 | 10–22 | 2 |
| Ramie | 69–76 | 14–17 | 0.6–0.7 | 1.9 | 8–17 | 0.3 |
| Cotton | 85–90 | 5.7 | 0–1 | 8–9 | 0.6 | |
| Henequen | 77 | 4–8 | 13.1 | |||
| PALF | 70–82 | 5–12.7 | 12 | |||
| Cereal Straw | 38–45 | 15–31 | 12–20 | 8 | ||
| Abaca | 56–63 | 12–13 | 1 | 5–10 | ||
| Oil palm EFB | 65 | 19 | ||||
| Banana | 63–64 | 10 | 5 | 10–12 | ||
| Oil palm Mesocarp | 60 | 11 | ||||
| Coir | 32–43 | 0.2–0.3 | 40–45 | 3–4 | 8 | |
| Nettle | 86 | 11–17 |
| Filler Material | Type | Effect on Mechanical Properties | References |
|---|---|---|---|
| Calcium Carbonate (CaCo3) | Mineral | It enhances stiffness and dimensional stability. | [78] |
| Talc | Mineral | It will diminish the shrinkage. | [78] |
| Carbon Nanotubes (CNTs) | Nano-fillers | Excellent mechanical properties, electrical and thermal conductivity. | [79] |
| Graphene | Nano-fillers | Excellent mechanical properties, electrical and thermal conductivity. | [79] |
| Nano clays Montmorillanite (MMT) | Nano-fillers | High barrier properties, enhanced strength and mechanical properties. | [80] |
| Silica Nanoparticles | Nano-fillers | High stiffness and strength. | [80,81] |
| Cellulose Nanocrystals | Natural Nano-fillers | It is biodegradable, has good tensile strength, and low weight. | [82] |
| Wood Flour | Particulate | Biodegradable and cost-effective. | [83] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thimmegowda, D.Y.; Hindi, J.; Markunti, G.B.; Kakunje, M. Enhancement of Mechanical Properties of Natural Fiber Reinforced Polymer Composites Using Different Approaches—A Review. J. Compos. Sci. 2025, 9, 220. https://doi.org/10.3390/jcs9050220
Thimmegowda DY, Hindi J, Markunti GB, Kakunje M. Enhancement of Mechanical Properties of Natural Fiber Reinforced Polymer Composites Using Different Approaches—A Review. Journal of Composites Science. 2025; 9(5):220. https://doi.org/10.3390/jcs9050220
Chicago/Turabian StyleThimmegowda, Dharanendra Yachenahalli, Jamaluddin Hindi, Gurumurthy Bethur Markunti, and Muralishwara Kakunje. 2025. "Enhancement of Mechanical Properties of Natural Fiber Reinforced Polymer Composites Using Different Approaches—A Review" Journal of Composites Science 9, no. 5: 220. https://doi.org/10.3390/jcs9050220
APA StyleThimmegowda, D. Y., Hindi, J., Markunti, G. B., & Kakunje, M. (2025). Enhancement of Mechanical Properties of Natural Fiber Reinforced Polymer Composites Using Different Approaches—A Review. Journal of Composites Science, 9(5), 220. https://doi.org/10.3390/jcs9050220