

Influence of Walnut Shell Ash and Limestone Filler in Hot Mix Asphalt

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Methods and Materials
2.1. Raw Materials
2.2. Limestone
2.3. Walnut Shell Ash
2.4. Asphalt Mixtures and Testing Methods
3. Tests
3.1. Marshall Stability Test
3.2. Marshall Flow Test
3.3. Bulk Density
3.4. Theoretical Maximum Specific Gravity
3.5. Air Voids
3.6. Voids in the Mineral Aggregate
- Durability: a higher VFA indicates that a greater portion of voids in the mixture are filled with binder, which improves the overall cohesion and bonding between the aggregates. This enhances the durability of the asphalt mixture by reducing the possibility of water seepage and preventing oxidation of the binder, which can lead to cracking and aging.
- Binding efficiency: the role of the asphalt binder is to coat and bind the blocks together. A higher VFA ratio ensures that the binder effectively covers the surface of the blocks, providing a stronger bond and reducing the possibility of particles slipping or weak points within the mixture.
- Optimal mixture performance: the VFA ratio directly affects key performance indicators such as resistance to deformation, fatigue resistance and long-term stability under load. A well-balanced VFA ratio ensures that the asphalt mixture performs optimally under traffic pressure and environmental conditions.
- Compliance with technical specifications: the VFA ratio must meet specific criteria within the design specifications for asphalt mixtures. If the VFA ratio is too low, this may result in a mixture with insufficient binding capacity, resulting in increased air voids, decreased durability, and an increased likelihood of rutting or cracking. Conversely, if the VFA ratio is too high, this may be an indicator of excessive binder content, which can cause problems such as bleeding or deformation of the pavement surface.
- Balance with VMAs: VFAs are usually calculated as a percentage of VMA. VMAs represent the total volume of voids in the asphalt that can be filled with asphalt. If the VFAs ratio is too low relative to the VMAs, it may indicate that the asphalt content is insufficient, preventing the mixture from performing well.
4. Results and Discussion
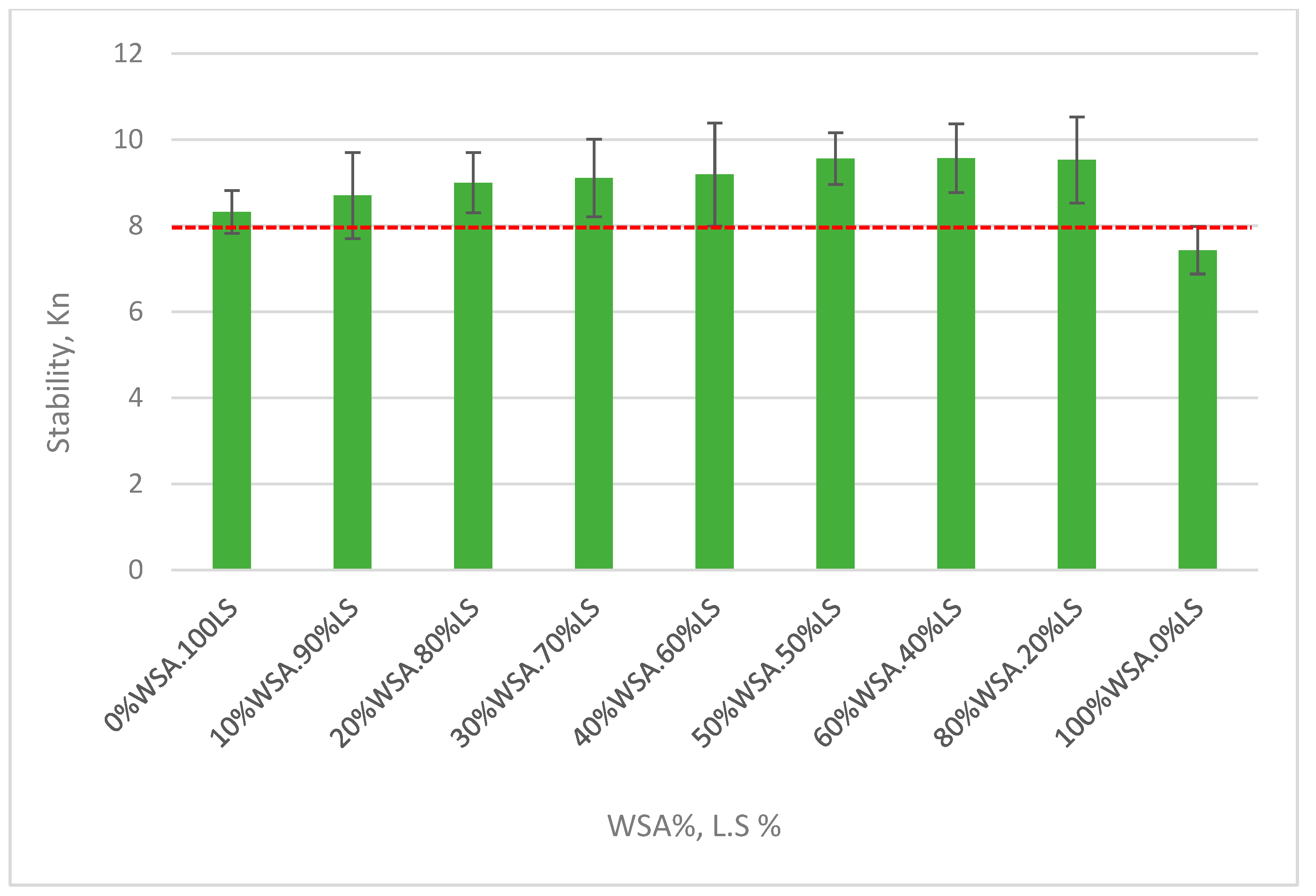
4.1. Stability Results
4.2. Flow Results
4.3. Air Void Results
4.4. Theoretical Maximum Specific Gravity Results
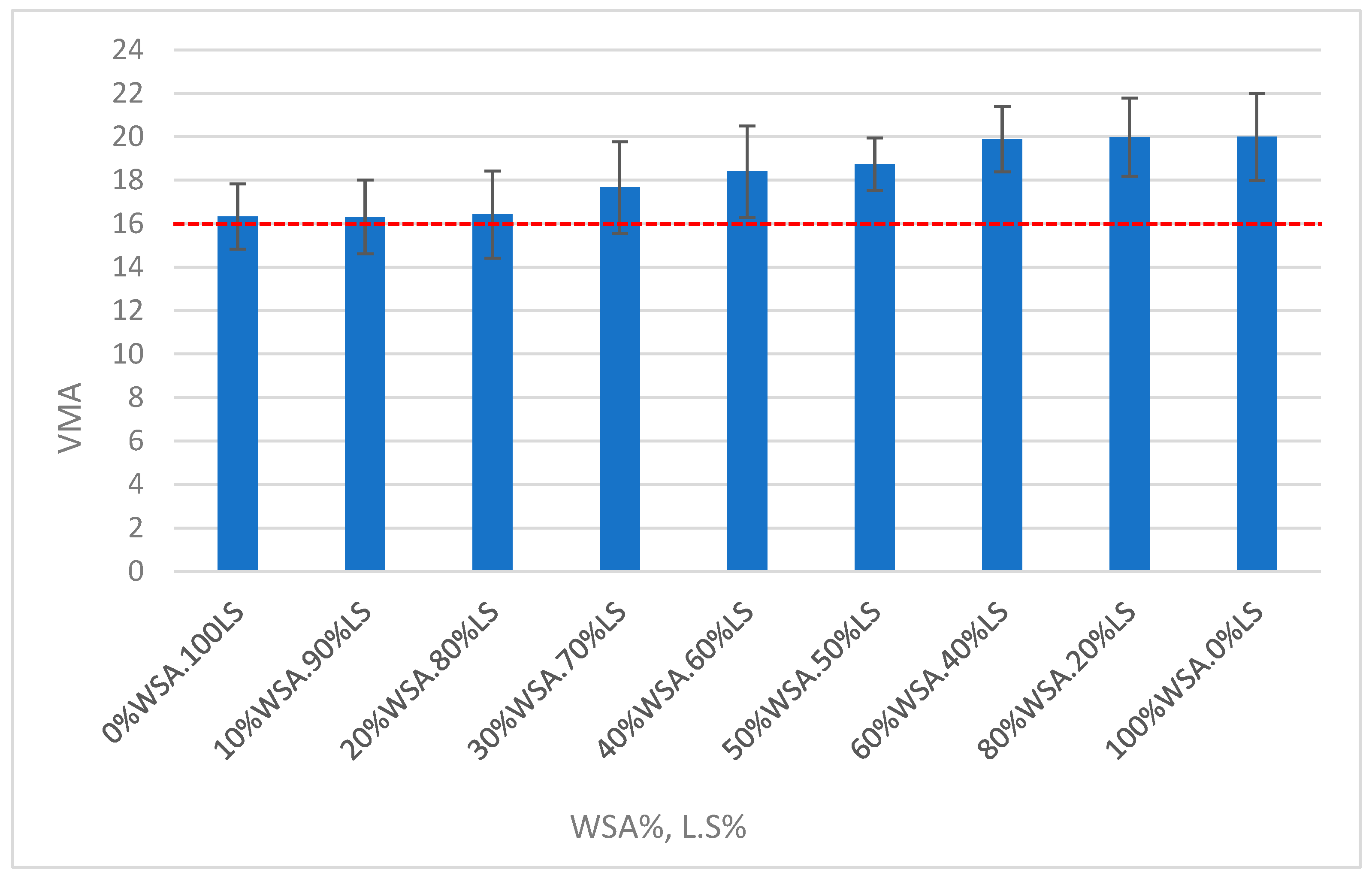
4.5. Voids in the Mineral Aggregate Results
5. Conclusions
- The physical and chemical properties of fillers had a profound effect on the properties of asphalt mixtures. Specifically, replacing limestone (LS) with walnut shell ash (WSA) in different proportions caused significant changes in the volumetric properties, durability, load-bearing strengths, and increased serviceability of the mixtures. These changes affected key parameters such as air voids, voids in mineral aggregates, binder content, and aggregate compaction.
- The results indicated that a wide range of filler replacement ratios can be used effectively while ensuring that the mixtures meet the general standard specifications for asphalt pavement performance. This suggests that WSA can be a viable alternative to LS, providing flexibility in the design and formulation of asphalt mixtures, as long as the correct ratio is selected to maintain the desired mixture stability, durability, and workability.
- Increasing the percentage of WSA at the expense of LS enhances the stability of the mixtures and reduces the flow to good values. However, very high percentages of WSA cause the opposite trend, which can lead to values that do not comply with the standard specifications.
- The results obtained in this study indicated that the optimum ratio for replacing LS with WSA in asphalt mixtures is 60% WSA and 40% LS. This ratio was found to provide a balance between maintaining the required volumetric properties (such as air voids and voids in mineral aggregates), while achieving the required performance properties (such as stability and flow) in asphalt mixtures.
- Using 100% WSA with zero LS has generally led to undesirable results. This observation can result from the fact that, at that percentage, the granules are not in the best state of bonding and interlocking. Hence, based on the obtained results, a 100% ratio should not be used to ensure that the ability of the asphalt mixture complies with the physical specifications, to ensure good performance can be achieved under various conditions and expected loads, and also to ensure that a good performance is maintained for the longest possible period.
- The results showed that the mixture with a 60% replacement ratio achieved the best Marshall stability, with an improvement of 15.02% compared to the conventional sample, alongside with good flow properties. This improvement was accompanied by high conformity with the other physical properties of the asphalt mixture, including a 3.55% air void percentage, which is within the permissible limits for the surface layer, as well as a 21.80% increase in the percentage of voids in the mineral aggregate, which is considered an ideal value.
- These results paved the way for further studies and adjustments to other requirements of the asphalt mixture, as there were no issues with the availability or production costs of the filler material, given the abundance of raw materials. However, it is important to note that, as is evident from the obtained results, a complete 100% replacement led to undesirable outcomes, with a 10.68% decrease in Marshall strength compared to the conventional sample. This decrease indicates that the mixture was unable to provide its most important property. Although improving the other properties with complete replacement is not beneficial, a detailed investigation into this ineffective percentage revealed that, according to the results, the ideal replacement ratio is 60% WSA and 40% LS for optimal performance.
- Although the Marshall method offered insightful information on the characteristics of the asphalt mixtures in this investigation, it is crucial to remember that other experiments are frequently conducted to supplement these results, especially when evaluating durability. While the wheel tracking test is frequently used to assess resistance to permanent deformation, tests like the indirect tensile test can be used to assess resistance to moisture damage. Even though these tests were not carried out in this investigation, it is advised that they be included in subsequent studies to obtain a more thorough grasp of the combinations’ durability and long-term performance.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Brown, E.R.; Hreplacementock, J.E. Method to ensure stone-on-stone contact in stone matrix asphalt paving mixtures. Transp. Res. Rec. 1997, 1583, 11–18. [Google Scholar] [CrossRef]
- Witczak, M.W.; Kaloush, K.; Von Quintus, H. Pursuit of the simple performance test for asphalt mixture rutting. In Proceedings of the Asphalt Paving Technology 2002, Colorado Springs, CO, USA, 18–20 March 2002. [Google Scholar]
- Read, J.; Whiteoak, D. The Shell Bitumen Handbook; Thomas Telford: London, UK, 2003. [Google Scholar]
- Zulkati, A.; Diew, W.Y.; Delai, D.S. Effects of fillers on properties of asphalt-concrete mixture. J. Transp. Eng. 2012, 138, 902–910. [Google Scholar] [CrossRef]
- Vavrik, W.R.; Pine, W.J.; Huber, G.; Carpenter, S.H.; Bailey, R. The bailey method of gradation evaluation: The influence of aggregate gradation and packing characteristics on voids in the mineral aggregate (with discussion). J. Assoc. Asph. Paving Technol. 2001, 70, 132–175. [Google Scholar]
- Qiu, Y.K. Lum Design and performance of stone mastic asphalt. J. Transp. Eng. 2006, 132, 956–963. [Google Scholar] [CrossRef]
- Aragão, F.T.S.; Pazos, A.R.G.; da Motta, L.M.G.; Kim, Y.-R.; Nascimento, L.A.H.D. Effects of morphological characteristics of aggregate particles on the mechanical behavior of bituminous paving mixtures. Constr. Build. Mater. 2016, 123, 444–453. [Google Scholar] [CrossRef]
- Brown, E.R.; McRae, J.L.; Crawley, A.B. Effect of aggregates on performance of bituminous concrete. In Implication of Aggregates in the Design, Construction, and Performance of Flexible Pavements; ASTM International: West Conshohocken, PA, USA, 1989. [Google Scholar]
- Taylor, R.E. Surface Interactions Between Bitumen and Mineral Fillers and Their Effects on the Rheology of Bitumen-Filler Mastics. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2007. [Google Scholar]
- Lesueur, D. The colloidal structure of bitumen: Consequences on the rheology and on the mechanisms of bitumen modification. Adv. Colloid Interface Sci. 2009, 145, 42–82. [Google Scholar] [CrossRef] [PubMed]
- Bahia, H.U.; Zhai, H.; Onnetti, K.; Kose, S. Non-linear viscoelastic and fatigue properties of asphalt binders. J. Assoc. Asph. Paving Technol. 1999, 68, 1–34. [Google Scholar]
- Lesueur, D.; Little, D.N. Little Effect of hydrated lime on rheology, fracture, and aging of bitumen. Transp. Res. Rec. 1999, 1661, 93–105. [Google Scholar] [CrossRef]
- Gorkem, C.; Sengoz, B. Predicting stripping and moisture induced damage of asphalt concrete prepared with polymer modified bitumen and hydrated lime. Constr. Build. Mater. 2009, 23, 2227–2236. [Google Scholar] [CrossRef]
- Géber, R.; Gömze, L.A. Characterization of mineral materials as asphalt fillers. In Materials Science Forum; Trans Tech Publications: Stafa-Zurich, Switzerland, 2010. [Google Scholar]
- Wu, S.; Zhu, J.; Zhong, J.; Wang, D. Experimental investigation on related properties of asphalt mastic containing recycled red brick powder. Constr. Build. Mater. 2011, 25, 2883–2887. [Google Scholar] [CrossRef]
- National Academies of Sciences, Engineering, and Medicine. Test Methods and Specification Criteria for Mineral Filler Used in Hot-Mix Asphalt; National Academies of Sciences, Engineering, and Medicine: Keck Center, DC, USA, 2011. [Google Scholar]
- Taha, R.; Al-Rawas, A.; Al-Harthy, A.; Qatan, A. Use of cement bypass dust as filler in asphalt concrete mixtures. J. Mater. Civ. Eng. 2002, 14, 338–343. [Google Scholar] [CrossRef]
- Mistry, R.; Roy, T.K. Effect of using fly ash as alternative filler in hot mix asphalt. Perspect. Sci. 2016, 8, 307–309. [Google Scholar] [CrossRef]
- Ahmed, H.Y.; Othman, A.M.; Mahmoud, A.A. Effect of using waste cement dust as a mineral filler on the mechanical properties of hot mix asphalt. Ass. Univ. Bull. Environ. Res. 2006, 9, 51–60. [Google Scholar]
- Li, C.; Chen, Z.; Wu, S.; Li, B.; Xie, J.; Xiao, Y. Effects of steel slag fillers on the rheological properties of asphalt mastic. Constr. Build. Mater. 2017, 145, 383–391. [Google Scholar] [CrossRef]
- Sangiorgi, C.; Tataranni, P.; Mazzotta, F.; Simone, A.; Vignali, V.; Lantieri, C. Alternative fillers for the production of bituminous mixtures: A screening investigation on waste powders. Coatings 2017, 7, 76. [Google Scholar] [CrossRef]
- Zhao, H.; Zhong, S.; Zhu, X.; Chen, H. High-efficiency heating characteristics of ferrite-filled asphalt-based composites under microwave irradiation. J. Mater. Civ. Eng. 2017, 29, 04017007. [Google Scholar] [CrossRef]
- Hu, X.; Wang, N.; Pan, P.; Bai, T. Performance evaluation of asphalt mixture using brake pad waste as mineral filler. Constr. Build. Mater. 2017, 138, 410–417. [Google Scholar] [CrossRef]
- Dulaimi, A.; Al Nageim, H.; Ruddock, F.; Seton, L. High performance cold asphalt concrete mixture for binder course using alkali-activated binary blended cementitious filler. Constr. Build. Mater. 2017, 141, 160–170. [Google Scholar] [CrossRef]
- Tan, Y.; Guo, M. Using surface free energy method to study the cohesion and adhesion of asphalt mastic. Constr. Build. Mater. 2013, 47, 254–260. [Google Scholar] [CrossRef]
- Tan, Y.; Guo, M. Interfacial thickness and interaction between asphalt and mineral fillers. Mater. Struct. 2014, 47, 605–614. [Google Scholar] [CrossRef]
- Guo, M.; Tan, Y.; Yu, J.; Hou, Y.; Wang, L. A direct characterization of interfacial interaction between asphalt binder and mineral fillers by atomic force microscopy. Mater. Struct. 2017, 50, 141. [Google Scholar] [CrossRef]
- Guo, M.; Motamed, A.; Tan, Y.; Bhasin, A. Investigating the interaction between asphalt binder and fresh and simulated RAP aggregate. Mater. Des. 2016, 105, 25–33. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, L.; Li, H. Utilization of walnut shell ash as a filler in asphalt mixes. J. Mater. Civ. Eng. 2015, 27, 04014189. [Google Scholar]
- Chen, H.; Yang, J. A new supplementary cementitious material: Walnut shell ash. Constr. Build. Mater. 2023, 408, 133852. [Google Scholar] [CrossRef]
- Nair, S.; Sathiya, P. Influence of natural fillers on the properties of asphalt binder. J. Mater. Sci. Eng. A 2018, 711, 34–45. [Google Scholar]
- Jiang, X.; Wang, D. Effect of walnut shell ash on the mechanical properties and performance of hot mix asphalt. Road Mater. Pavement Des. 2017, 18, 656–669. [Google Scholar]
- Khalid, M.; Choi, Y. Durability analysis of asphalt mixtures modified with sustainable fillers. Constr. Build. Mater. 2017, 145, 114–121. [Google Scholar]
- Zhang, W.; Liu, F. Thermal and moisture properties of asphalt mixtures modified with fillers. Int. J. Pavement Eng. 2018, 19, 112–121. [Google Scholar]
- ASTM C127; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. American Society for Testing Material: West Conshohocken, PA, USA, 2015.
- ASTM C128; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. American Society for Testing Material: West Conshohocken, PA, USA, 2015.
- ASTM C131; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. American Society for Testing Material: West Conshohocken, PA, USA, 2014.
- ASTM C114; Standard Test Methods for Chemical Analysis of Hydraulic Cement. American Society for Testing Material: West Conshohocken, PA, USA, 2009.
- ASTM C142-97; Standard Test Method for Clay Lumps and Friable Particles in Aggregates. American Society for Testing Material: West Conshohocken, PA, USA, 2004.
- ASTM C289; Standard Test Method for Potential Alkali-Silica Reactivity of Aggregates (Chemical Method). American Society for Testing Material: West Conshohocken, PA, USA, 2007.
- ASTM C3310; Standard Specification for Lightweight Aggregates for Concrete Masonry Units. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- ASTM C40/C40M; Standard Test Method for Organic Impurities in Fine Aggregates for Concrete. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM D5; Standard Test Method for Penetration of Bituminous Materials. American Society for Testing Material: West Conshohocken, PA, USA, 2015.
- ASTM D92; Standard Test Method for Flash and Fire Points by Cleveland Open Cup Tester. American Society for Testing Material: West Conshohocken, PA, USA, 2005.
- ASTM D36; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). American Society for Testing Material: West Conshohocken, PA, USA, 2000.
- ASTM D113; Standard Test Method for Ductility of Bituminous Materials. American Society for Testing Material: West Conshohocken, PA, USA, 2007.
- ASTM D70; Standard Test Method for Density of Semi-Solid Bituminous Materials (Pycnometer Method). American Society for Testing Material: West Conshohocken, PA, USA, 2009.
- ASTM D7317; Standard Test Method for Coagulated Pentane Insolubles in Used Lubricating Oils by Paper Filtration. American Society for Testing and Materials: West Conshohocken, PA, USA, 2024.
- ASTM D4057; Standard Practice for Manual Sampling of Petroleum and Petroleum Products. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM D2007; Standard Test Method for API Gravity of Crude Petroleum and Petroleum Products. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM D2879; Standard Test Method for Vapor Pressure-Temperature Relationship and Initial Decomposition Pressure of Liquids by Isoteniscope. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H. A review on effects of limestone powder on the properties of concrete. Constr. Build. Mater. 2018, 192, 153–166. [Google Scholar] [CrossRef]
- Wang, D.H.; Shi, C.J.; Farzadnia, N.; Shi, Z.G.; Jia, H.F.; Ou, Z.H. A review on use of limestone powder in cement-based materials: Mechanism, hydration and microstructures. Constr. Build. Mater. 2018, 181, 659–672. [Google Scholar] [CrossRef]
- ASTM C25; Standard Test Methods for Chemical Analysis of Limestone, Quicklime, and Hydrated Lime. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM C136; Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- Domingos, I.; Ferreira, J.; Cruz-Lopes, L.P.; Esteves, B. Liquefaction and chemical composition of walnut shells. Open Agric. 2022, 7, 249–256. [Google Scholar] [CrossRef]
- Alfattani, R.; Shah, M.A.; Siddiqui, I.H.; Ali, M.A.; Alnaser, I.A. Bio-char characterization produced from walnut shell biomass through slow pyrolysis: Sustainable for soil amendment and an alternate bio-fuel. Energies 2021, 15, 1. [Google Scholar] [CrossRef]
- Raghav, M.; Park, T.; Yang, H.M.; Lee, S.Y.; Karthick, S.; Lee, H.S. Review of the effects of supplementary cementitious materials and chemical replacementitives on the physical, mechanical and durability properties of hydraulic concrete. Materials 2021, 14, 7270. [Google Scholar] [CrossRef] [PubMed]
- ASTM C1252; Standard Test Methods for Uncompacted Void Content of Fine Aggregate (as Influenced by Particle Shape, Surface Texture, and Grading. American Society for Testing and Materials: West Conshohocken, PA, USA, 2001.
- Bindu, C.; Beena, K. Influence of replacementitives on the drain down characteristics of stone matrix asphalt mixtures. Elastic 2012, 45, 5. [Google Scholar]
- Kadhim, Y.N.; Hussain, W.A.M.; Abdulrasool, A.T. The effect of animal bone ash on the mechanical properties of asphalt concrete. Civ. Eng. J. 2021, 7, 1741–1752. [Google Scholar] [CrossRef]
- ASTM D6927; Standard Test Method for Marshall Stability and Flow of Asphalt Mixtures. American Society for Testing Material: West Conshohocken, PA, USA, 2015.
- ASTM D3203; Standard Test Method for Percent Air Voids in Compacted Dense and Open Asphalt Mixtures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- ASTM D2041; Standard Test Method for Theoretical Maximum Specific Gravity and Density of Bituminous Paving Mixtures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- Pasandín, A.R.; Pérez, I.; Ramírez, A.; Cano, M.M. Moisture damage resistance of hot-mix asphalt made with paper industry wastes as filler. J. Clean. Prod. 2016, 112 Pt 1, 853–862. [Google Scholar] [CrossRef]
- Tahami, S.A.; Arabani, M.; Mirhosseini, A.F. Usage of two biomass ashes as filler in hot mix asphalt. Constr. Build. Mater. 2018, 170, 547–556. [Google Scholar] [CrossRef]
- Guha, A.H.; Assaf, G.J. Effects of different fillers on pavement deformation of hot mix asphalt in hot climates. Constr. Build. Mater. 2020, 261, 119898. [Google Scholar] [CrossRef]
- Dulaimi, A.; Shanbara, H.K.; Jafer, H.; Sadique, M. An evaluation of the performance of hot mix asphalt containing calcium carbide residue as a filler. Constr. Build. Mater. 2020, 261, 119918. [Google Scholar] [CrossRef]
- Shishehboran, M.; Ziari, H.; Korayem, A.H.; Hajiloo, M. Environmental and mechanical impacts of waste incinerated acidic sludge ash as filler in hot mix asphalt. Case Stud. Constr. Mater. 2021, 14, e00504. [Google Scholar] [CrossRef]
- Mohammed, A.; Aliyu, I.; Sulaiman, T.A.; Yunusa, I.U. Mechanical Properties of Asphalt Concrete with Crumb Rubber as Partial Replacement for Coarse Aggregate. Niger. J. Eng. 2021, 28, 75–79. [Google Scholar]
- Linden, R.N.; Mahoney, J.P.; Jackson, N.C. Effect of compaction on asphalt concrete performance. Transp. Res. Rec. 1989, 1193, 20–28. [Google Scholar]
- SCRB. General Specification for Roads and Bridges, Section R/9. In Hot-Mix Asphalt Concrete Pavement, Revised ed.; Ministry of Housing and Construction: Baghdad, Iraq, 2003. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Standard | Result | Limit |
|---|---|---|---|
| Specific weight for coarse aggregate (g/cm3) | ASTM C127 [35] | 2.732 | |
| Bulk specific weight for fine aggregate (g/cm3) | ASTM C128 [36] | 2.641 | |
| Water absorption of coarse aggregate (%) | ASTM C127 | 0.450 | |
| Impact value (%) | ASTM C131 [37] | 12.90 | |
| Abrasion value (LOS-%) | ASTM C131 | 16.70 | |
| Sulfur Content | ASTM C114 [38] | 0.040 0.103 | Coarse ≤ 0.1% Fine ≤ 0.5% |
| Clay Content | ASTM C142 [39] | 0.10 0.56 | Coarse ≤ 1% Fine ≤ 1% |
| Water Soluble Sodium and Potassium | ASTM C289 [40] | 0.330 0.301 | Coarse ≤ 0.1% Fine ≤ 0.1% |
| Carbonate Content | ASTM C3310 [41] | 4.50 3.11 | Both ≤ 20% |
| Organic Impurities | ASTM C40 [42] | 0.02 0.05 | Both ≤ 0.1% |
| Sieve Size | ¾ Inch | ½ Inch | 3/8 Inch | NO.4 | NO.8 | NO.50 | NO.200 |
|---|---|---|---|---|---|---|---|
| Gradation limits | 100 | 90–100 | 76–90 | 44–74 | 28–58 | 5–21 | 4–10 |
| Used gradation | 100 | 95 | 83 | 59 | 43 | 13 | 7 |
| Test | Average Values | Standard | Limits |
|---|---|---|---|
| Permeation (25 °C) | 4 mm | ASTM D5 [43] | (4–5) mm |
| Flash-P | 235 °C | ASTM D92 [44] | 232 °C |
| Fire-P | 340 °C | ASTM D92 | >400 °C |
| Softening-P | 45.5 °C | ASTM D36 [45] | (30–157) °C |
| Ductility (5 cm/min) | 40 cm | ASTM D113 [46] | >25 cm |
| Specific gravity | 1.045 | ASTM D70 [47] | - |
| Expansion at low temperatures | 13 °C | ASTM D7317 [48] | ≤18 °C |
| Sulfur content | 0.101% | ASTM D4057 [49] | ≤0.5% |
| Mineral content | 0.217 | ASTM D2007 [50] | ≤1% |
| Asphaltene Content | 18% | ASTM D2007 | - |
| Volatile Matter Content | 0.44% | ASTM D2879 [51] | ≤1.5% |
| Hydrocarbon Composition | 57% | ASTM D2007 | 50–70 |
| pH | 4.201 | 5.5–7.0 |
| Test | Average Values | Standard | Limits |
|---|---|---|---|
| Calcium Carbonate (CaCO3) | 97.6% | ASTM C25 [54] | --- |
| Silicon Dioxide (SiO2) | 1.2% | ASTM C25 | --- |
| Aluminum Oxide (Al2O3) | 1.0% | ASTM C25 | --- |
| Magnesium Oxide (MgO) | 0.97% | ASTM C25 | --- |
| Iron Oxide (Fe2O3) | 0.87% | ASTM C25 | --- |
| Other Minor Compounds | 1.1% | ASTM C25 | --- |
| Specific gravity | 2.715 | ASTM C127 [35] | 2.60–2.80 g/cm3 |
| Saturated specific gravity | 2.700 | ASTM C127 | --- |
| Water absorption (%) | 0.127 | ASTM C127 | ≤1.5% |
| Particle Size (Gradation) | 51 | ASTM C136 [55] | ≤75 microns |
| D50 | 17.8 |
| Chemical Compound | Percentage % | Description |
|---|---|---|
| Silica (SiO2) | 41% | The main component is responsible for improving the strength and bonding of the mixture. |
| Alumina (Al2O3) | 7.6% | Alumina improves heat resistance and enhances the structural integrity of the mixture. |
| Iron Oxide (Fe2O3) | 4% | This compound plays a major role in improving the adhesion and structural stability of the mixture. |
| Calcium Oxide (CaO) | 9% | This compound affects the bond between asphalt and raw materials, contributing to the required stability and durability. |
| Magnesium Oxide (MgO) | 2% | This compound greatly affects the chemical reaction with asphalt and influences the mechanical properties of the mixture. |
| Potassium (K2O) | 2.8% | This compound improves thermal stability and can contribute to improved durability of the mixture. |
| Phosphorus (P2O5) | 0.76% | This compound is a secondary component that may enhance the chemical properties of an asphalt mixture. |
| Sulfates (SO3) | 0.08% | Sulfur compounds can affect the chemical properties of asphalt if they are used in a high concentration. |
| Organic Residues | 0% | Organic matter is completely burned away during the process, with little effect on the absorption and bonding with the asphalt. |
| Property | Average Value | Specification | Limits |
|---|---|---|---|
| Distribution | 56 | ASTM C136 [55] | ≤75 µm |
| Specific Gravity | 2.23 | ASTM C127 [35] | 2.1–2.3 |
| Shape | Angular/Irregular | ASTM C1252 [59] | Angular/Irregular |
| Abrasion Resistance | 18% | ASTM C131 [37] | ≤30% |
| Mechanical Tests | Specifications [61] |
|---|---|
| Marshall stability (MS) | ASTM D6927-AASHTO T 245 [62] |
| Marshall flow (MF) | ASTM D6927-AASHTO T 245 |
| Voids filled with asphalt (VFA) | ASTM D3203-AASHTO T 269 [63] |
| Voids in the mineral aggregate (VMA) | ASTM D3203-AASHTO T 269 |
| Volume of air (VA) | ASTM D3203-AASHTO T 269 |
| Theoretical maximum specific gravity (Gmm) | ASTM D 2041-AASHTO T 209 [64] |
| Mix No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
|---|---|---|---|---|---|---|---|---|---|---|
| Sieve No. (Inch) | 3/4 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| 1/2 | 95 | 95 | 95 | 95 | 95 | 95 | 95 | 95 | 95 | |
| 3/8 | 83 | 83 | 83 | 83 | 83 | 83 | 83 | 83 | 83 | |
| NO.4 | 59 | 59 | 59 | 59 | 59 | 59 | 59 | 59 | 59 | |
| NO.8 | 43 | 43 | 43 | 43 | 43 | 43 | 43 | 43 | 43 | |
| NO.50 | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 13 | 13 | |
| Filler % | LS | 100 | 90 | 80 | 70 | 60 | 50 | 40 | 20 | 0 |
| WSA | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 80 | 100 | |
| Mix Type | Stability kN | Flow mm | Bulk Density gm/cm3 | Gmm | VA % | VMA | VFA | |
|---|---|---|---|---|---|---|---|---|
| WSA | LS | |||||||
| 0% | 100% | 8.32 | 3.65 | 2.386 | 2.475 | 3.6 | 16.33 | 68 |
| 10% | 90% | 8.7 | 3.5 | 2.374 | 2.465 | 3.66 | 16.31 | 71 |
| 20% | 80% | 9 | 3.1 | 2.383 | 2.478 | 3.69 | 16.42 | 72.3 |
| 30% | 70% | 9.11 | 3 | 2.394 | 2.487 | 3.75 | 17.67 | 72 |
| 40% | 60% | 9.19 | 3 | 2.379 | 2.472 | 3.76 | 18.4 | 74.71 |
| 50% | 50% | 9.56 | 3 | 2.362 | 2.455 | 3.78 | 18.74 | 75.11 |
| 60% | 40% | 9.57 | 3.4 | 2.37 | 2.458 | 3.55 | 19.89 | 77 |
| 80% | 20% | 9.53 | 3.5 | 2.379 | 2.459 | 3.26 | 19.99 | 77.79 |
| 100% | 0% | 7.43 | 4.15 | 2.393 | 2.467 | 2.99 | 20 | 80 |
| Asphalt content % | 5.0 | |||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kadhim, Y.N.; Abdulrasool, A.T.; Dulaimi, A.; Pinto, H.A.S.; Bernardo, L.F.A. Influence of Walnut Shell Ash and Limestone Filler in Hot Mix Asphalt. J. Compos. Sci. 2025, 9, 22. https://doi.org/10.3390/jcs9010022
Kadhim YN, Abdulrasool AT, Dulaimi A, Pinto HAS, Bernardo LFA. Influence of Walnut Shell Ash and Limestone Filler in Hot Mix Asphalt. Journal of Composites Science. 2025; 9(1):22. https://doi.org/10.3390/jcs9010022
Chicago/Turabian StyleKadhim, Yasir N., Abdulrasool Th. Abdulrasool, Anmar Dulaimi, Hugo Alexandre Silva Pinto, and Luís Filipe Almeida Bernardo. 2025. "Influence of Walnut Shell Ash and Limestone Filler in Hot Mix Asphalt" Journal of Composites Science 9, no. 1: 22. https://doi.org/10.3390/jcs9010022
APA StyleKadhim, Y. N., Abdulrasool, A. T., Dulaimi, A., Pinto, H. A. S., & Bernardo, L. F. A. (2025). Influence of Walnut Shell Ash and Limestone Filler in Hot Mix Asphalt. Journal of Composites Science, 9(1), 22. https://doi.org/10.3390/jcs9010022