
Modification of Talc and Mechanical Properties of Polypropylene-Modified Talc Composite Drawn Fibers

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Instruments
2.2. Talc and PP Modification
2.3. Drawn Fiber Preparation
2.4. Characterization
3. Results and Discussion
3.1. Talc Modification
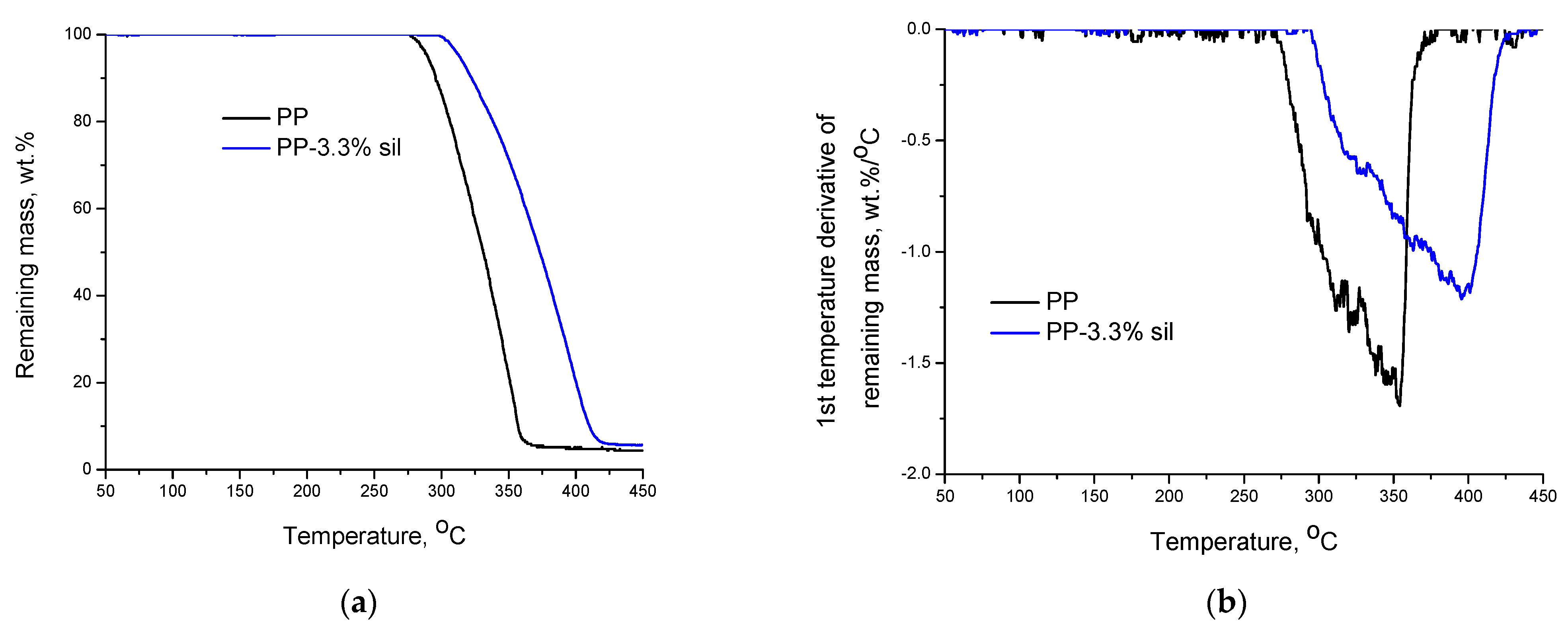
3.2. Preliminary Results on the Effect of Silicone-Based Polymer on Thermal Oxidation Stability of PP
3.3. Mechanical Properties of PP Composite Drawn Fibers
3.3.1. Effect of Silicone on the Mechanical Properties of PP Drawn Fibers
3.3.2. Effect of Talc Modification on the Mechanical Properties of PP Composite Drawn Fibers
4. Further Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Galli, P.; Danesi, S.; Simonazzi, T. Polypropylene based polymer blends: Fields of application and new trends. Polym. Eng. Sci. 1984, 24, 544–554. [Google Scholar] [CrossRef]
- Moore, E.P. (Ed.) Polypropylene Handbook: Polymerization, Characterization, Properties, Processing, Applications; Hanser Publishers: Liberty Twp, OH, USA, 1996. [Google Scholar]
- Tsioptsias, C.; Leontiadis, K.; Tzimpilis, E.; Tsivintzelis, I. Polypropylene nanocomposite fibers: A review of current trends and new developments. J. Plast. Film Sheeting 2021, 37, 283–311. [Google Scholar] [CrossRef]
- Eichhorn, S.; Hearle, J.W.S.; Jaffe, M.; Kikutani, T. Handbook of Textile Fibre Structure: Volume 1: Fundamentals and Manufactured Polymer Fibres; Elsevier Science: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Okada, A.; Usuki, A. The chemistry of polymer-clay hybrids. Mater. Sci. Eng. C 1995, 3, 109–115. [Google Scholar] [CrossRef]
- Cho, J.W.; Paul, D.R. Nylon 6 nanocomposites by melt compounding. Polymer 2001, 42, 1083–1094. [Google Scholar] [CrossRef]
- Marras, S.I.; Zuburtikudis, I.; Panayiotou, C. Nanostructure vs. microstructure: Morphological and thermomechanical characterization of poly(l-lactic acid)/layered silicate hybrids. Eur. Polym. J. 2007, 43, 2191–2206. [Google Scholar] [CrossRef]
- Cimmino, S.; Duraccio, D.; Silvestre, C.; Pezzuto, M. Isotactic polypropylene modified with clay and hydrocarbon resin: Compatibility, structure and morphology in dependence on crystallization conditions. Appl. Surf. Sci. 2009, 256, S40–S45. [Google Scholar] [CrossRef]
- Raji, M.; Mekhzoum, M.E.M.; Rodrigue, D.; Qaiss, A.e.k.; Bouhfid, R. Effect of silane functionalization on properties of polypropylene/clay nanocomposites. Compos. Part B Eng. 2018, 146, 106–115. [Google Scholar] [CrossRef]
- Vaia, R.A.; Giannelis, E.P. Lattice Model of Polymer Melt Intercalation in Organically-Modified Layered Silicates. Macromolecules 1997, 30, 7990–7999. [Google Scholar] [CrossRef]
- Yuan, Y.; Yu, B.; Wang, W. The influence of poorly-/well-dispersed organo-montmorillonite on interfacial compatibility, fire retardancy and smoke suppression of polypropylene/intumescent flame retardant composite system. J. Colloid Interface Sci. 2022, 622, 367–377. [Google Scholar] [CrossRef] [PubMed]
- Manias, E.; Touny, A.; Wu, L.; Strawhecker, K.; Lu, B.; Chung, T.C. Polypropylene/Montmorillonite Nanocomposites. Review of the Synthetic Routes and Materials Properties. Chem. Mater. 2001, 13, 3516–3523. [Google Scholar] [CrossRef]
- Joshi, M.; Shaw, M.; Butola, B.S. Studies on composite filaments from nanoclay reinforced polypropylene. Fibers Polym. 2004, 5, 59–67. [Google Scholar] [CrossRef]
- Vargas, A.F.; Orozco, V.H.; Rault, F.; Giraud, S.; Devaux, E.; López, B.L. Influence of fiber-like nanofillers on the rheological, mechanical, thermal and fire properties of polypropylene: An application to multifilament yarn. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1797–1806. [Google Scholar] [CrossRef]
- Lorenzi, D.; Sartori, G.; Ferrara, G.; Fambri, L. Spinnability of Nanofilled Polypropylene. Macromol. Symp. 2011, 301, 73–81. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef]
- Medeiros, E.S.; Tocchetto, R.S.; Carvalho, L.H.; Conceição, M.M.; Souza, A.G. Nucleating Effect and Dynamic Crystallization of a Poly(propylene)/Attapulgite System. J. Therm. Anal. Calorim. 2002, 67, 279–285. [Google Scholar] [CrossRef]
- Xia, Y.; Zhu, Y.; Zhou, Y.; Nie, W.; Chen, P. Improved dispersion of attapulgite in polypropylene by grap oxide and the enhanced mechanical properties. Polym. Compos. 2018, 39, 560–568. [Google Scholar] [CrossRef]
- van Erp, T.B.; Reynolds, C.T.; Bilotti, E.; Peijs, T. Nanoclay assisted ultra-drawing of polypropylene tapes. Nanocomposites 2019, 5, 114–123. [Google Scholar] [CrossRef]
- Butola, B.S.; Joshi, M.; Kumar, S. Hybrid organic-inorganic POSS (polyhedral oligomeric silsesquioxane)/polypropylene nanocomposite filaments. Fibers Polym. 2010, 11, 1137–1145. [Google Scholar] [CrossRef]
- Jin, L.; Bower, C.; Zhou, O. Alignment of carbon nanotubes in a polymer matrix by mechanical stretching. Appl. Phys. Lett. 1998, 73, 1197–1199. [Google Scholar] [CrossRef]
- McIntosh, D.; Khabashesku, V.N.; Barrera, E.V. Nanocomposite Fiber Systems Processed from Fluorinated Single-Walled Carbon Nanotubes and a Polypropylene Matrix. Chem. Mater. 2006, 18, 4561–4569. [Google Scholar] [CrossRef]
- Dondero, W.E.; Gorga, R.E. Morphological and mechanical properties of carbon nanotube/polymer composites via melt compounding. J. Polym. Sci. Part B Polym. Phys. 2006, 44, 864–878. [Google Scholar] [CrossRef]
- Acierno, S.; Barretta, R.; Luciano, R.; Marotti de Sciarra, F.; Russo, P. Experimental evaluations and modeling of the tensile behavior of polypropylene/single-walled carbon nanotubes fibers. Compos. Struct. 2017, 174, 12–18. [Google Scholar] [CrossRef]
- Deng, H.; Bilotti, E.; Zhang, R.; Peijs, T. Effective reinforcement of carbon nanotubes in polypropylene matrices. J. Appl. Polym. Sci. 2010, 118, 30–41. [Google Scholar] [CrossRef]
- Leontiadis, K.; Achilias, D.S.; Tsivintzelis, I. Effect of the Filler Modification on the Thermal and Mechanical Properties of Composite Polypropylene/Wollastonite Drawn Fibers. Polymers 2023, 15, 2986. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.H.; Ruan, W.H.; Huang, Y.F.; Ye, L.; Rong, M.Z.; Zhang, M.Q. A strategy for significant improvement of strength of semi-crystalline polymers with the aid of nanoparticles. J. Mater. Chem. 2012, 22, 4592–4598. [Google Scholar] [CrossRef]
- Kivotidi, S.; Tsioptsias, C.; Pavlidou, E.; Panayiotou, C. Flame-retarded hydrophobic cellulose through impregnation with aqueous solutions and supercritical CO2. J. Therm. Anal. Calorim. 2013, 111, 475–482. [Google Scholar] [CrossRef]
- Singh, U.P.; Biswas, B.K.; Ray, B.C. Evaluation of mechanical properties of polypropylene filled with wollastonite and silicon rubber. Mater. Sci. Eng. A 2009, 501, 94–98. [Google Scholar] [CrossRef]
- Manoudis, P.N.; Karapanagiotis, I.; Tsakalof, A.; Zuburtikudis, I.; Panayiotou, C. Superhydrophobic Composite Films Produced on Various Substrates. Langmuir 2008, 24, 11225–11232. [Google Scholar] [CrossRef]
- Stuart, B. Infrared Spectroscopy: Fundamentals and Applications; John Wiley and Sons Ltd.: West Sussex, UK, 2004. [Google Scholar]
- Shao, W.; Wang, Q.; Li, K. Intercalation and exfoliation of talc by solid-state shear compounding (S3C) using pan-mill equipment. Polym. Eng. Sci. 2005, 45, 451–457. [Google Scholar] [CrossRef]
- Huang, X.; Li, J.; Su, X.; Fang, K.; Wang, Z.; Liu, L.; Wang, H.; Yang, C.; Wang, X. Remarkable damage in talc caused by electron beam irradiation with a dose of up to 1000 kGy: Lattice shrinkage in the Z- and Y-axis and corresponding intrinsic microstructural transformation process speculation. RSC Adv. 2021, 11, 21870–21884. [Google Scholar] [CrossRef]
- Zumdahl, S.S.; Zumdahl, S.A.; DeCoste, D.J. Chemistry; Cengage Learning: Boston, MA, USA, 2018. [Google Scholar]
- Flynn, J.H.; Wall, L.A. General Treatment of the Thermogravimetry of Polymers. J. Res. Natl. Bur. Stand. A Phys. Chem. 1966, 70A, 487–523. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Description |
|---|---|
| PP-2%sil | 98% PP modified/coated with 2% silicone-based polymer |
| PP-3.3%sil | 96.7% PP modified/coated with 3.3% silicone-based polymer |
| PP-10%sil | 90% PP modified/coated with 10% silicone-based polymer |
| Microtalc-10%sil | 90% microtalc and 10% silicone-based polymer |
| Nanotalc-10%sil | 90% nanotalc and 10% silicone-based polymer |
| Nanotalc-2%sil | 98% nanotalc and 2% silicone-based polymer |
| Nanotalc-sil-12 °C | Nanotalc sample obtained by vacuum filtering of a dispersion prepared at 12 °C |
| Nanotalc-sil-26 °C | Nanotalc sample obtained by vacuum filtering of a dispersion prepared at 26 °C |
| Sample | Description | |
|---|---|---|
| 1 | PP | neat PP |
| 2 | PP-2%sil | PP modified with 2% silicone-based polymer |
| 3 | PP-10%sil | PP modified with 10% silicone-based polymer |
| 4 | PP-1.5% microtalc | neat PP with 1.5% unmodified microtalc |
| 5 | PP-1.5% microtalc-10%sil | neat PP with 1.5% microtalc modified with 10% silicone-based polymer |
| 6 | PP-1.5% nanotalc | neat PP with 1.5% unmodified nanotalc |
| 7 | PP-1.5% nanotalc-10%sil | neat PP with 1.5% nanotalc modified with 10% silicone-based polymer |
| 8 | PP-1% nanotalc-2%sil | neat PP with 1% nanotalc modified with 2% silicone-based polymer |
| 9 | PP-4% nanotalc-2%sil | neat PP with 4% nanotalc modified with 2% silicone-based polymer |
| Sample | Elastic Modulus, MPa | Stress at Break, MPa | Elongation at Break | |
|---|---|---|---|---|
| 1 | Neat PP | 2138 ± 186 | 360 ± 57 | 77 ± 7 |
| 2 | PP-2%sil | 2179 ± 283 | 383 ± 16 | 62 ± 3 |
| 3 | PP-10%sil | 1789 ± 242 | 331 ± 56 | 104 ± 6 |
| 4 | PP-1.5% microtalc | 2349 ± 288 | 356 ± 47 | 79 ± 4 |
| 5 | PP-1.5% microtalc-10%sil | 2805 ± 387 | 390 ± 47 | 72 ± 6 |
| 6 | PP-1.5% nanotalc | 2515 ± 342 | 366 ± 18 | 70 ± 4 |
| 7 | PP-1.5% nanotalc-10%sil | 2076 ± 512 | 340 ± 40 | 67 ± 4 |
| 8 | PP-1% nanotalc-2%sil | 2445 ± 581 | 421 ± 62 | 56 ± 4 |
| 9 | PP-4% nanotalc-2%sil | 1615 ± 338 | 343 ± 47 | 83 ± 7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsioptsias, C.; Leontiadis, K.; Ntampou, X.; Tsivintzelis, I. Modification of Talc and Mechanical Properties of Polypropylene-Modified Talc Composite Drawn Fibers. J. Compos. Sci. 2024, 8, 91. https://doi.org/10.3390/jcs8030091
Tsioptsias C, Leontiadis K, Ntampou X, Tsivintzelis I. Modification of Talc and Mechanical Properties of Polypropylene-Modified Talc Composite Drawn Fibers. Journal of Composites Science. 2024; 8(3):91. https://doi.org/10.3390/jcs8030091
Chicago/Turabian StyleTsioptsias, Costas, Konstantinos Leontiadis, Xanthi Ntampou, and Ioannis Tsivintzelis. 2024. "Modification of Talc and Mechanical Properties of Polypropylene-Modified Talc Composite Drawn Fibers" Journal of Composites Science 8, no. 3: 91. https://doi.org/10.3390/jcs8030091
APA StyleTsioptsias, C., Leontiadis, K., Ntampou, X., & Tsivintzelis, I. (2024). Modification of Talc and Mechanical Properties of Polypropylene-Modified Talc Composite Drawn Fibers. Journal of Composites Science, 8(3), 91. https://doi.org/10.3390/jcs8030091