
Automated Characterization of the Ply Stacking Sequence of a Woven Carbon Fiber Composite Using Pulse-Echo Ultrasound


Abstract
:1. Introduction
2. Materials and Methods
2.1. Composite Fabrication
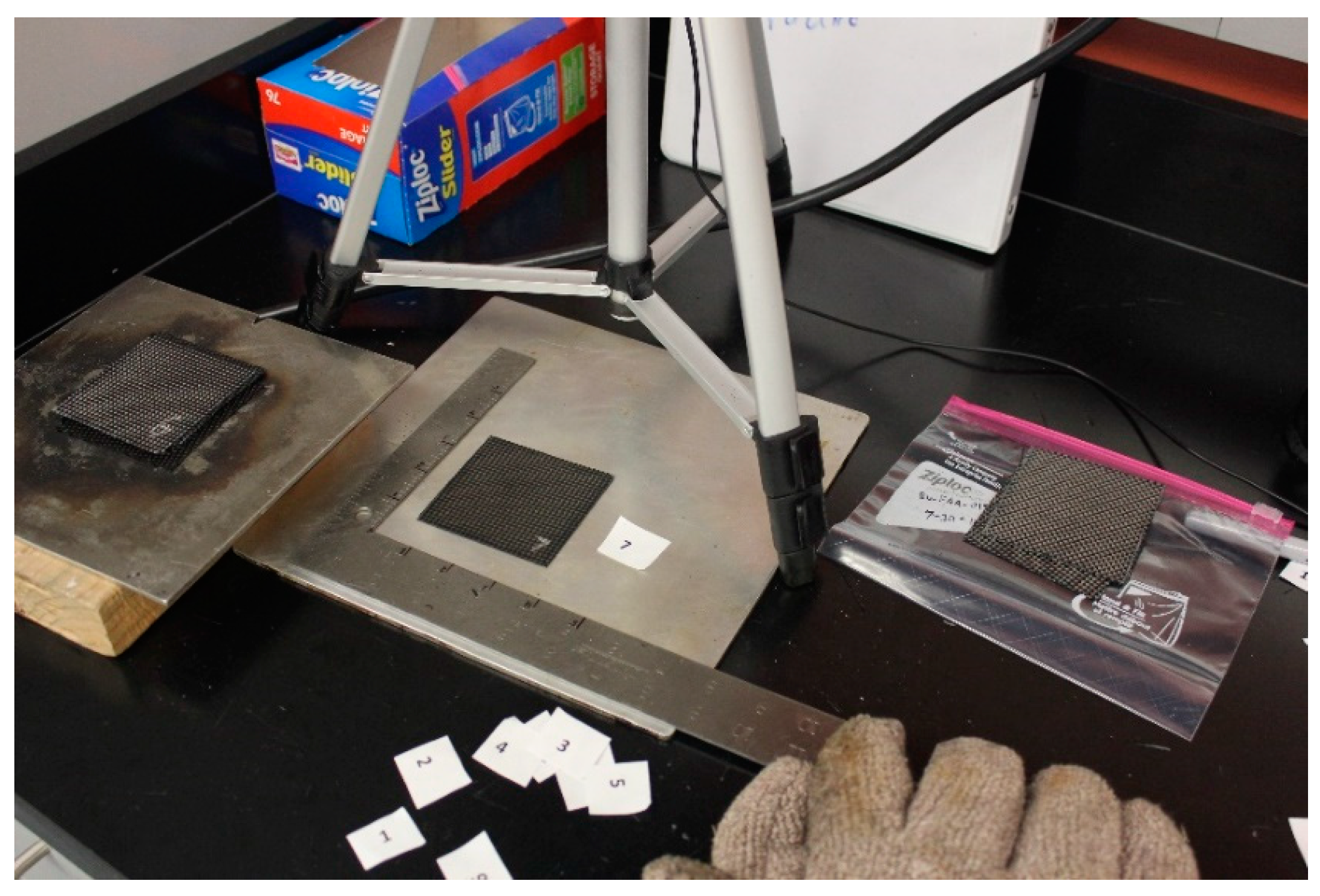
2.2. Burn Testing and Ply Orientation Validation
2.3. Scanning Setup
3. Analysis
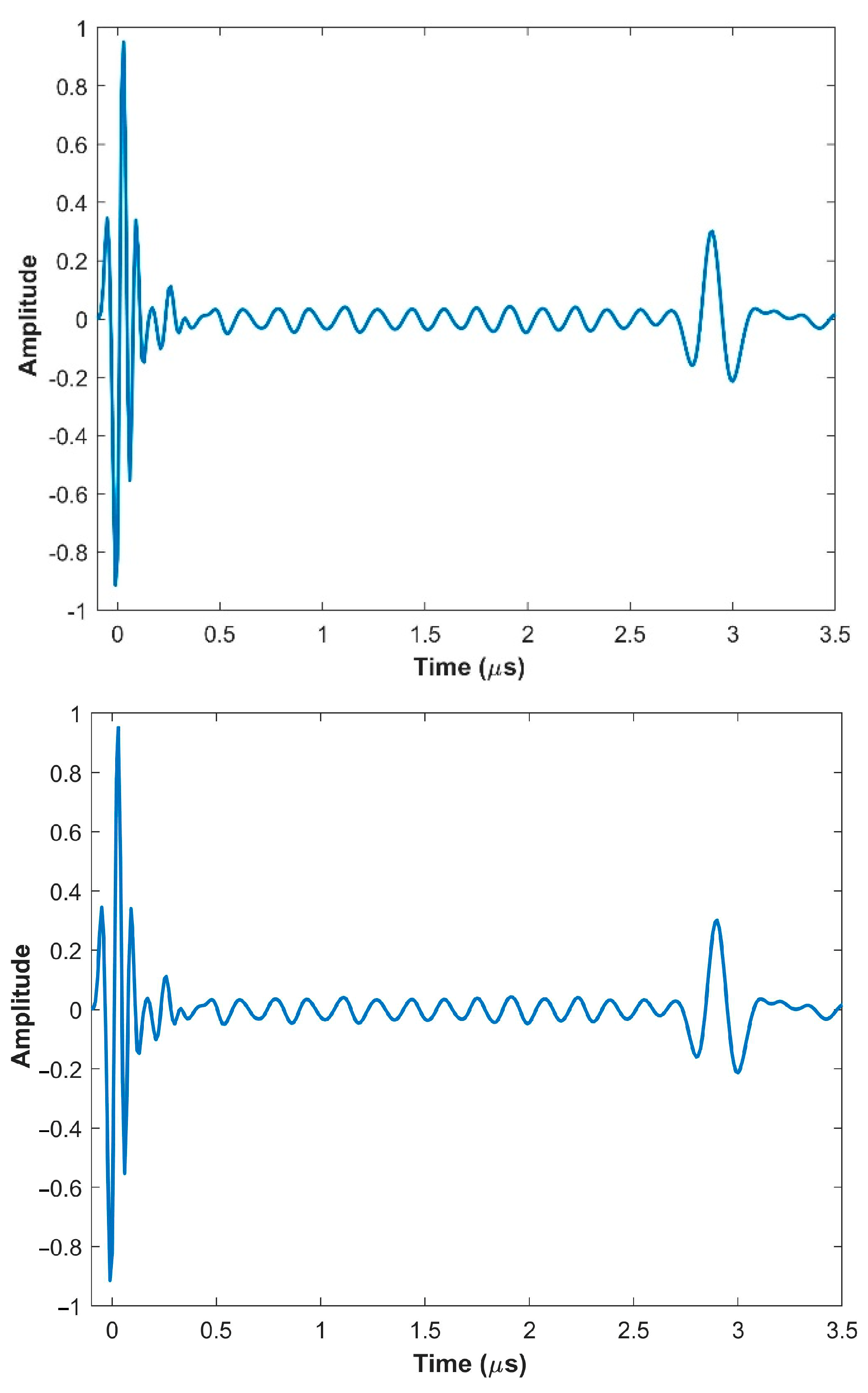
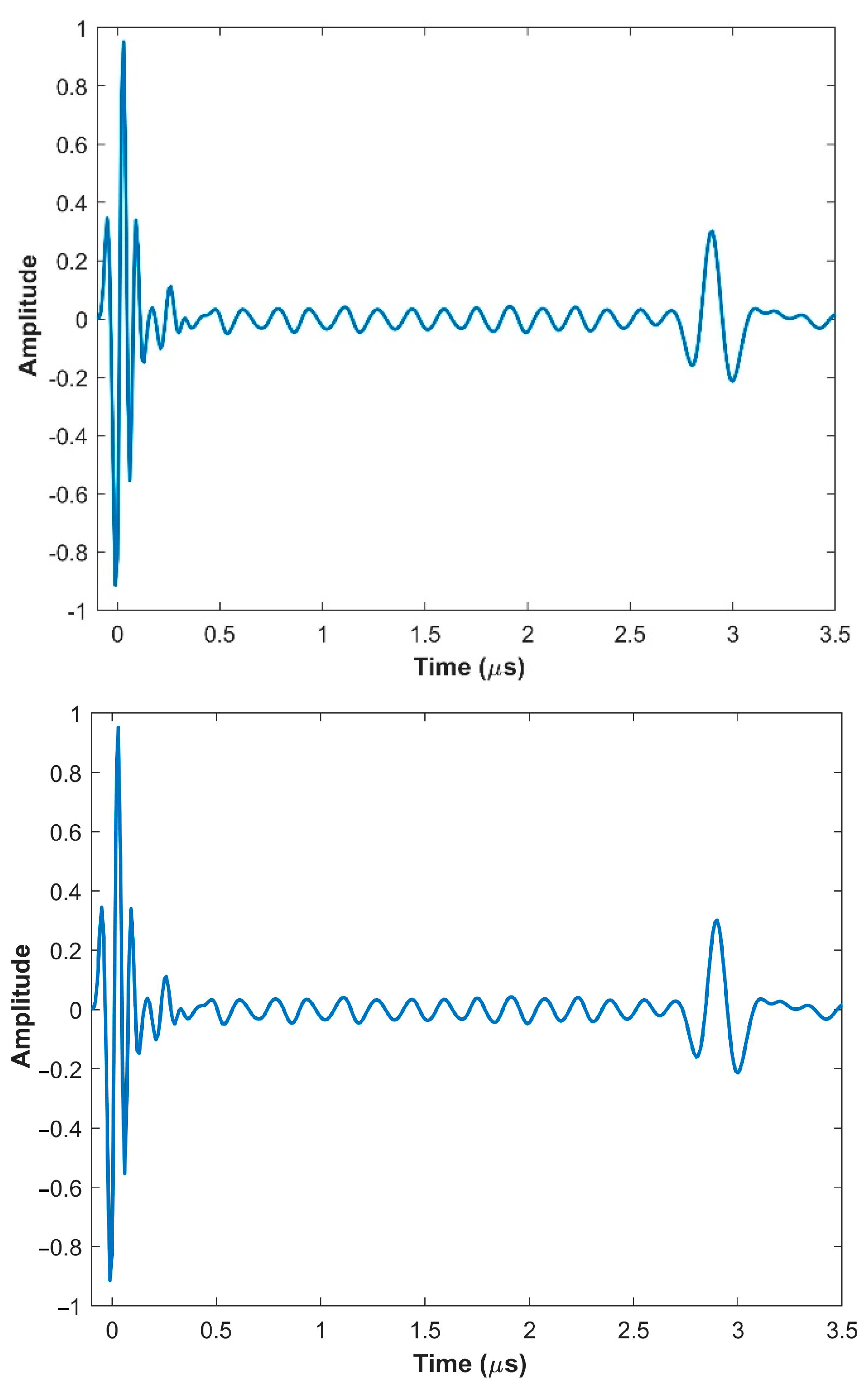
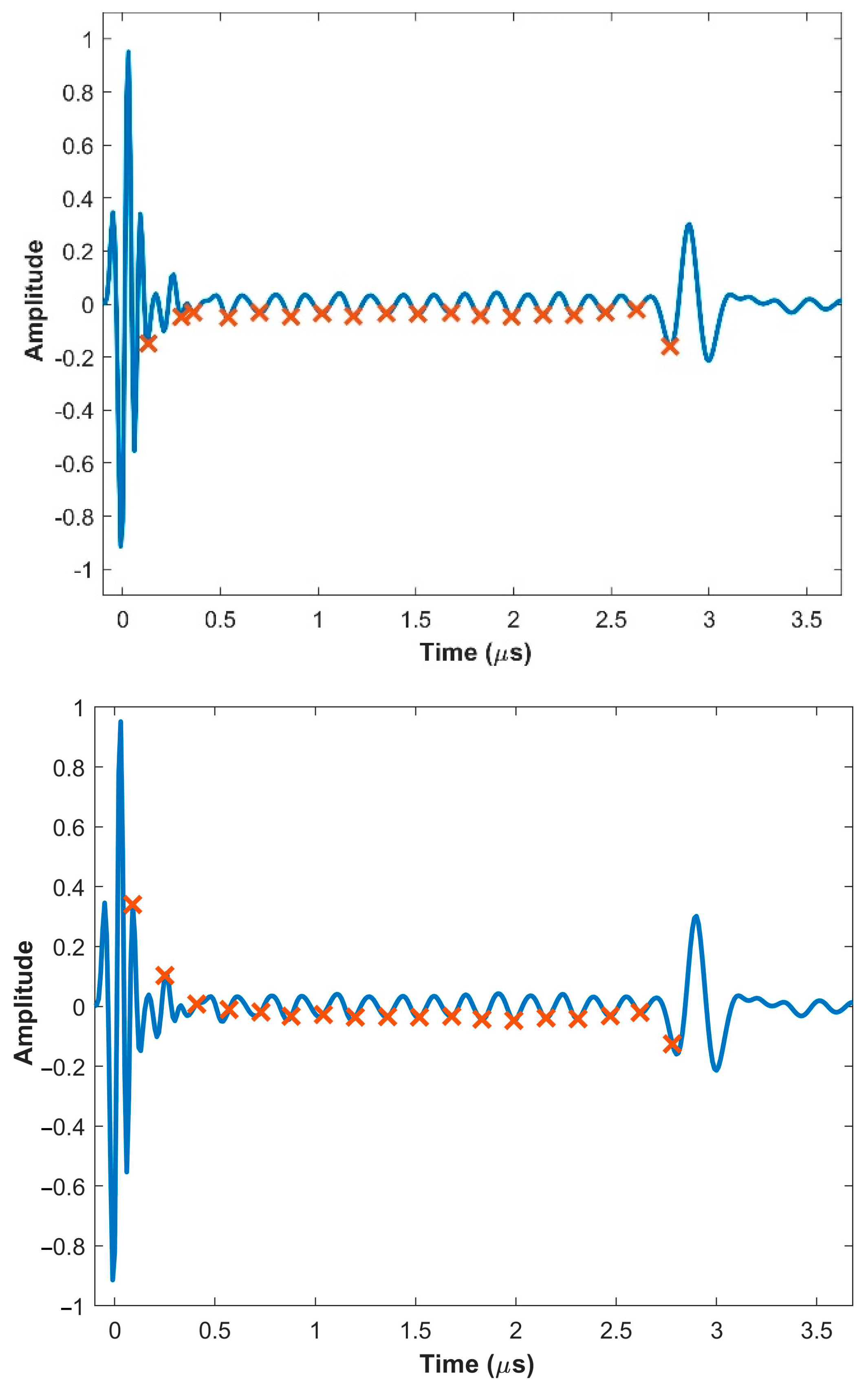
3.1. Alignment of A-Scans
3.2. Determination of Lamina Count
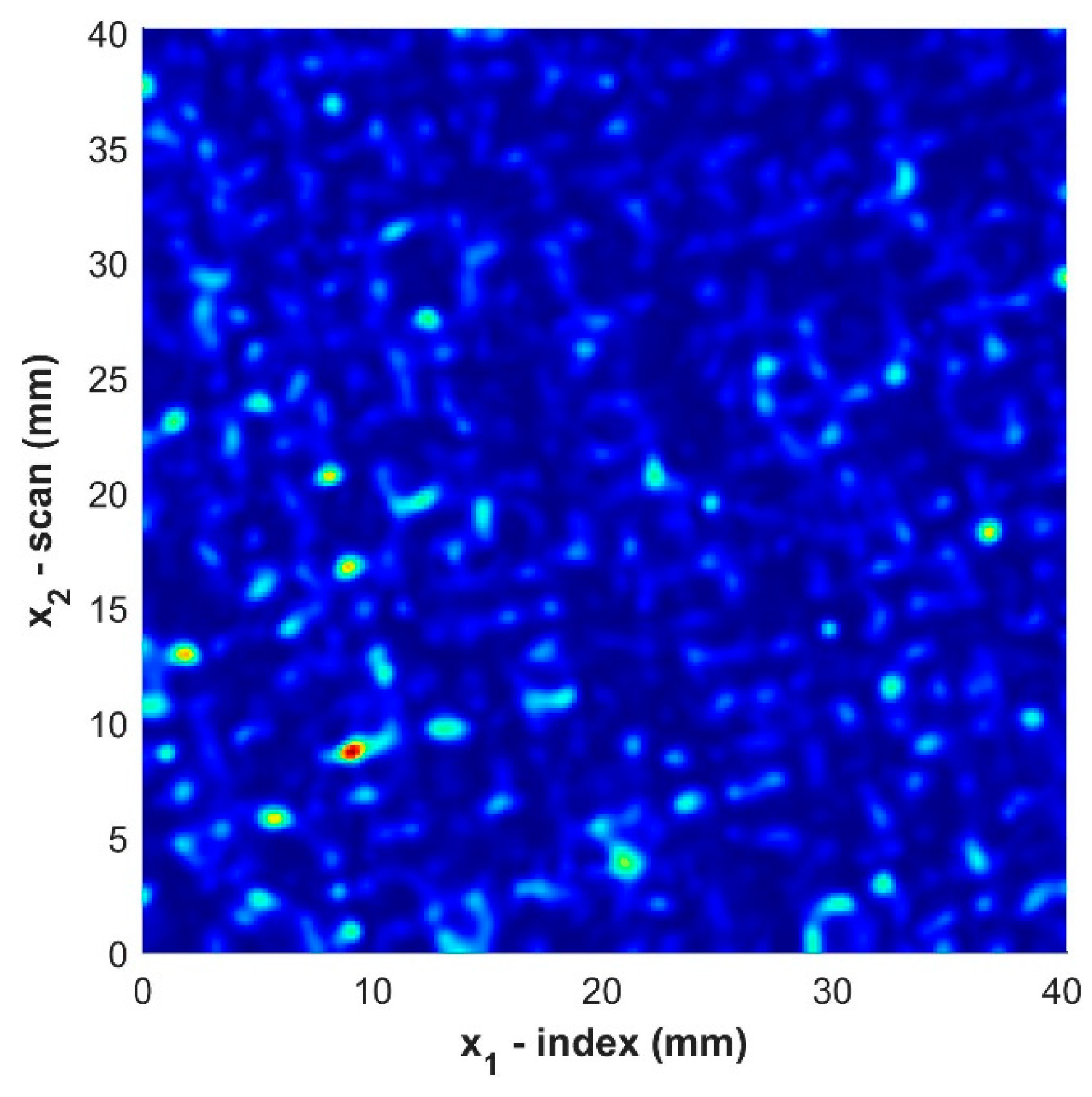
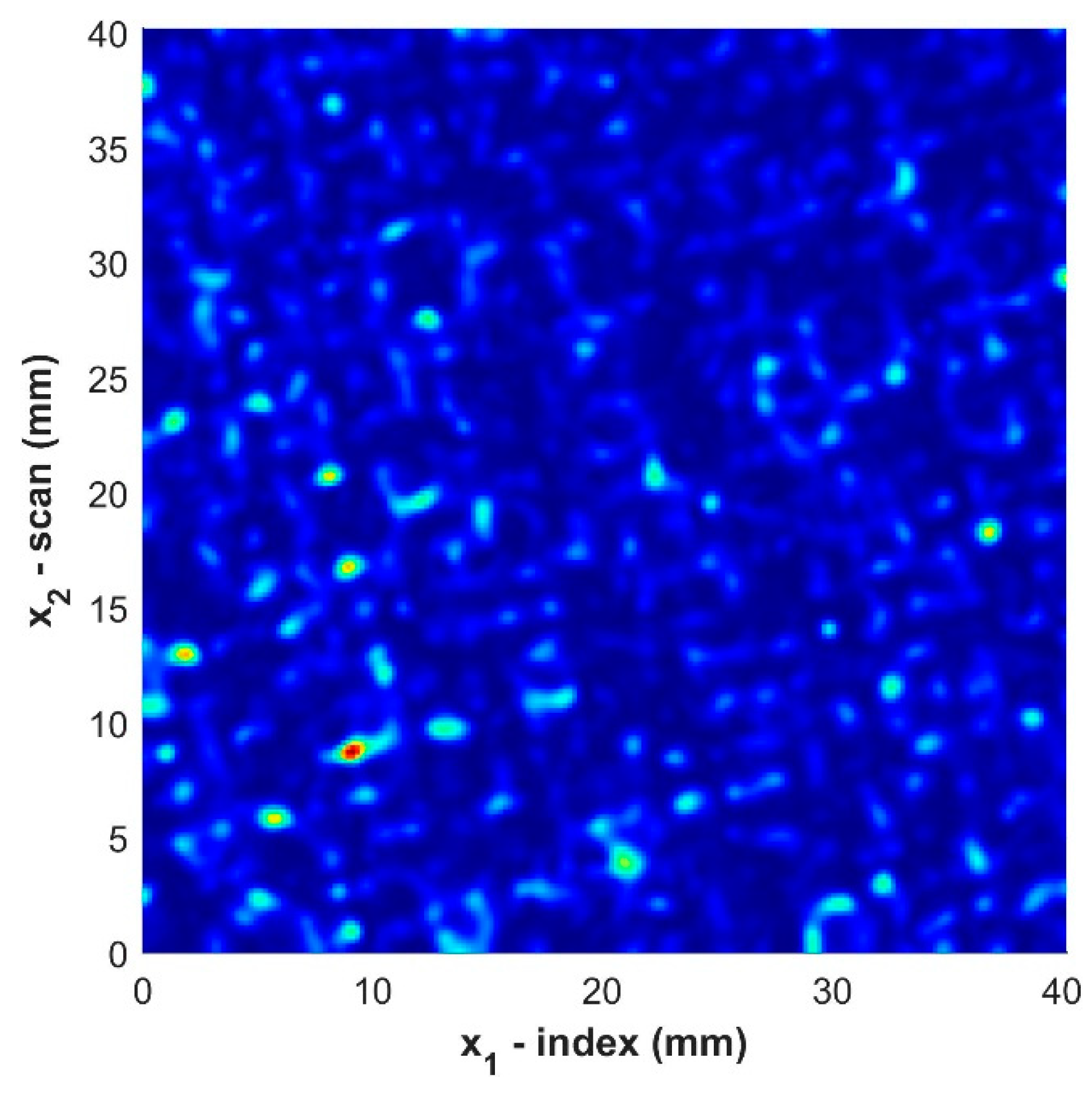
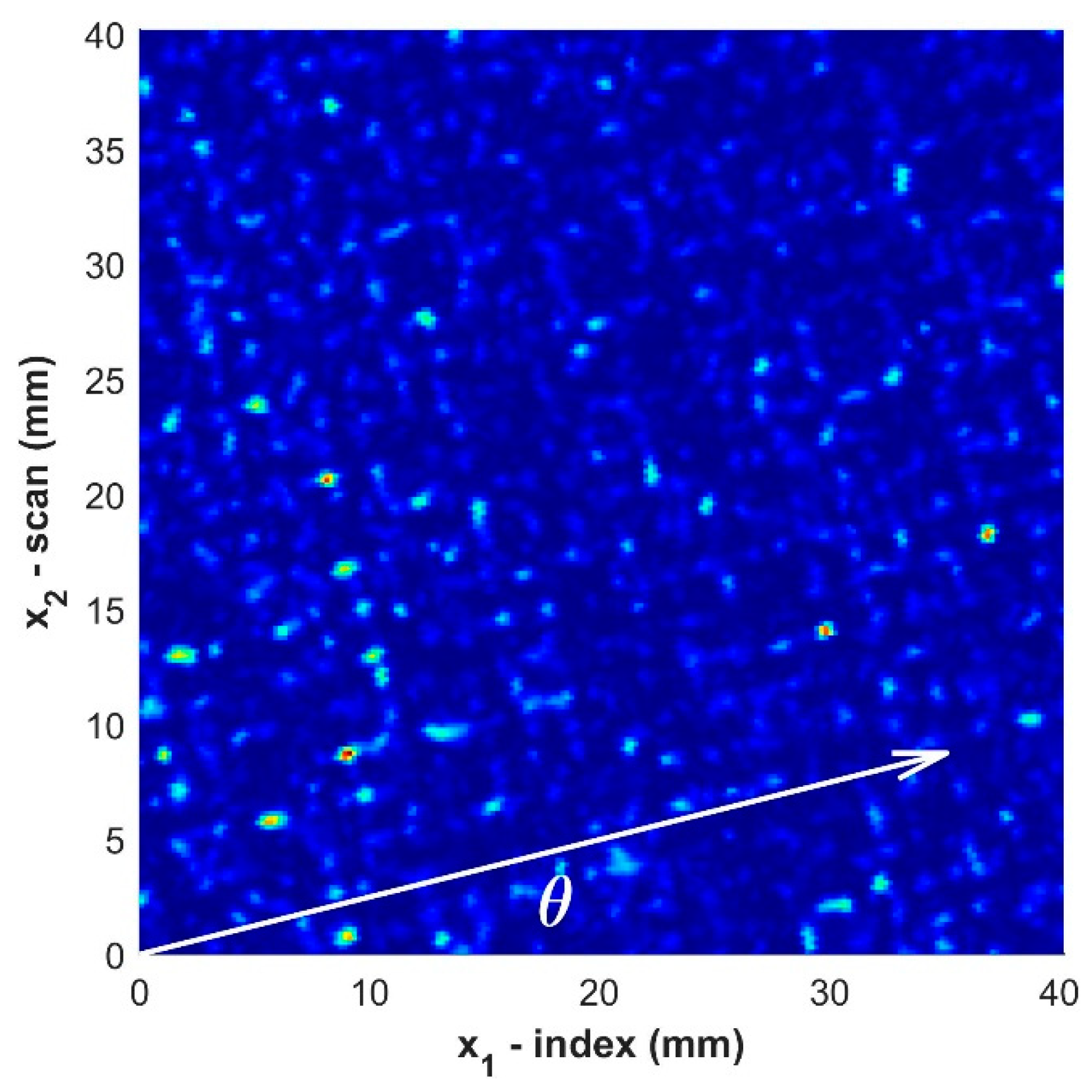
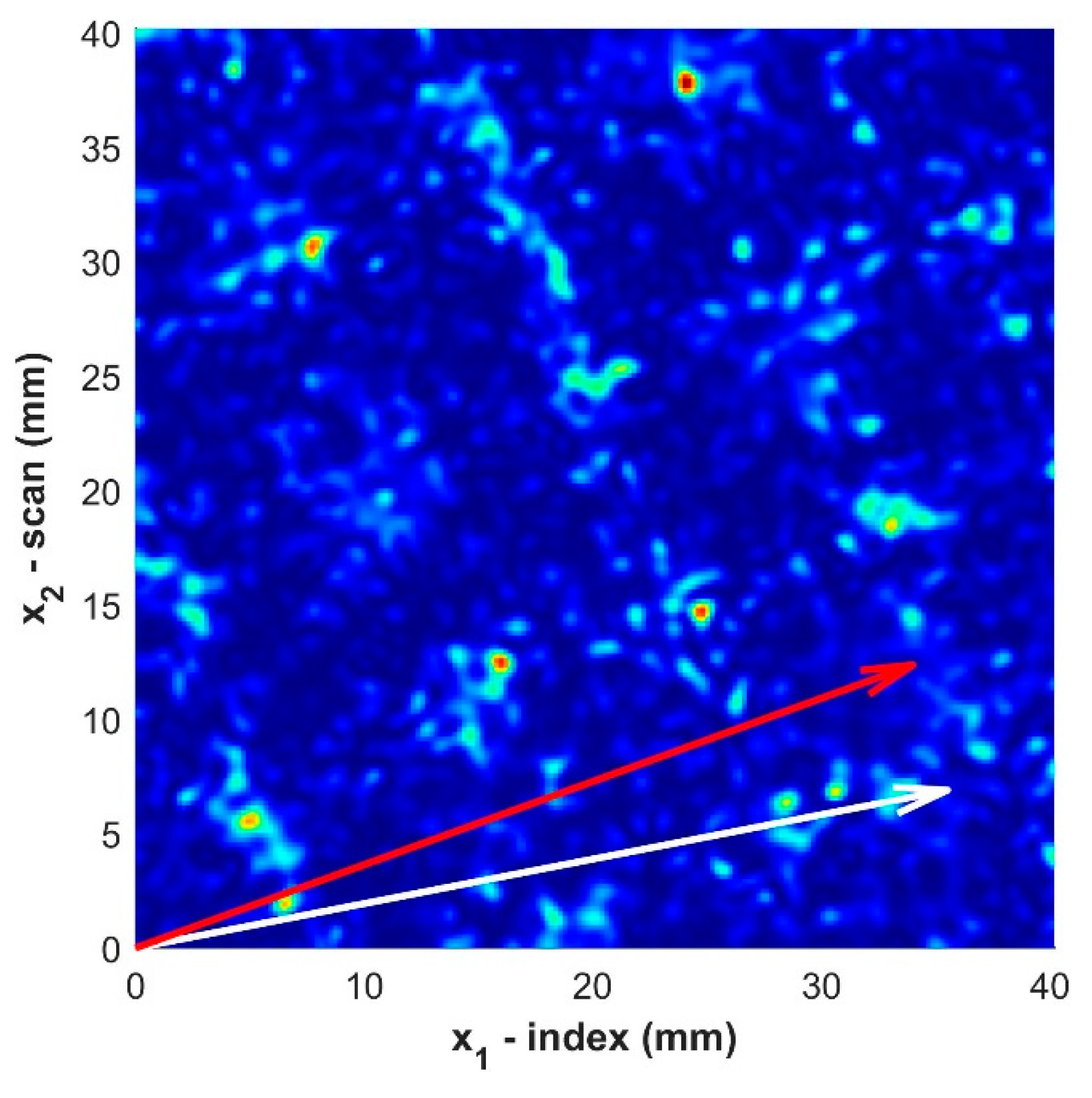
3.3. C-Scans of Individual Plies
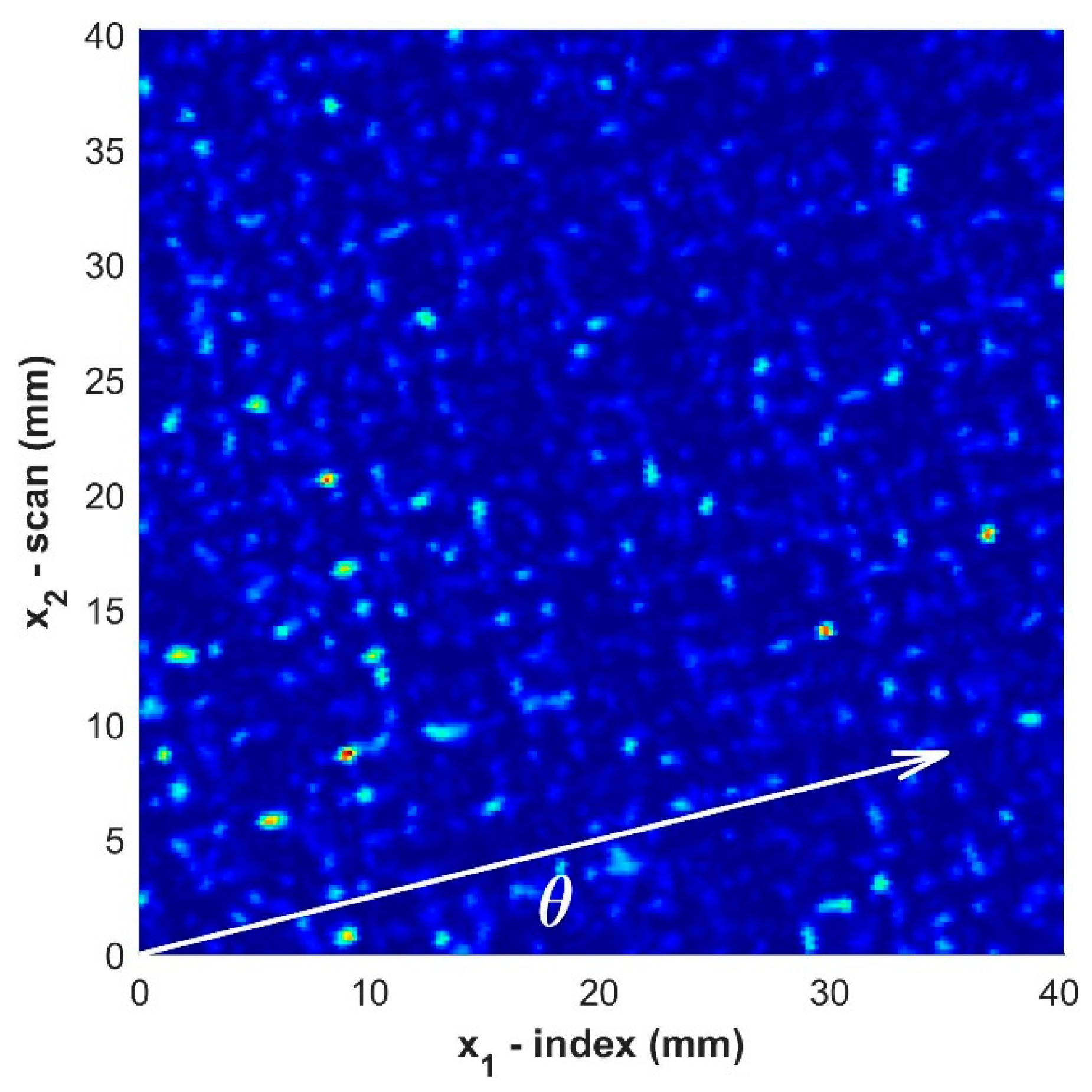
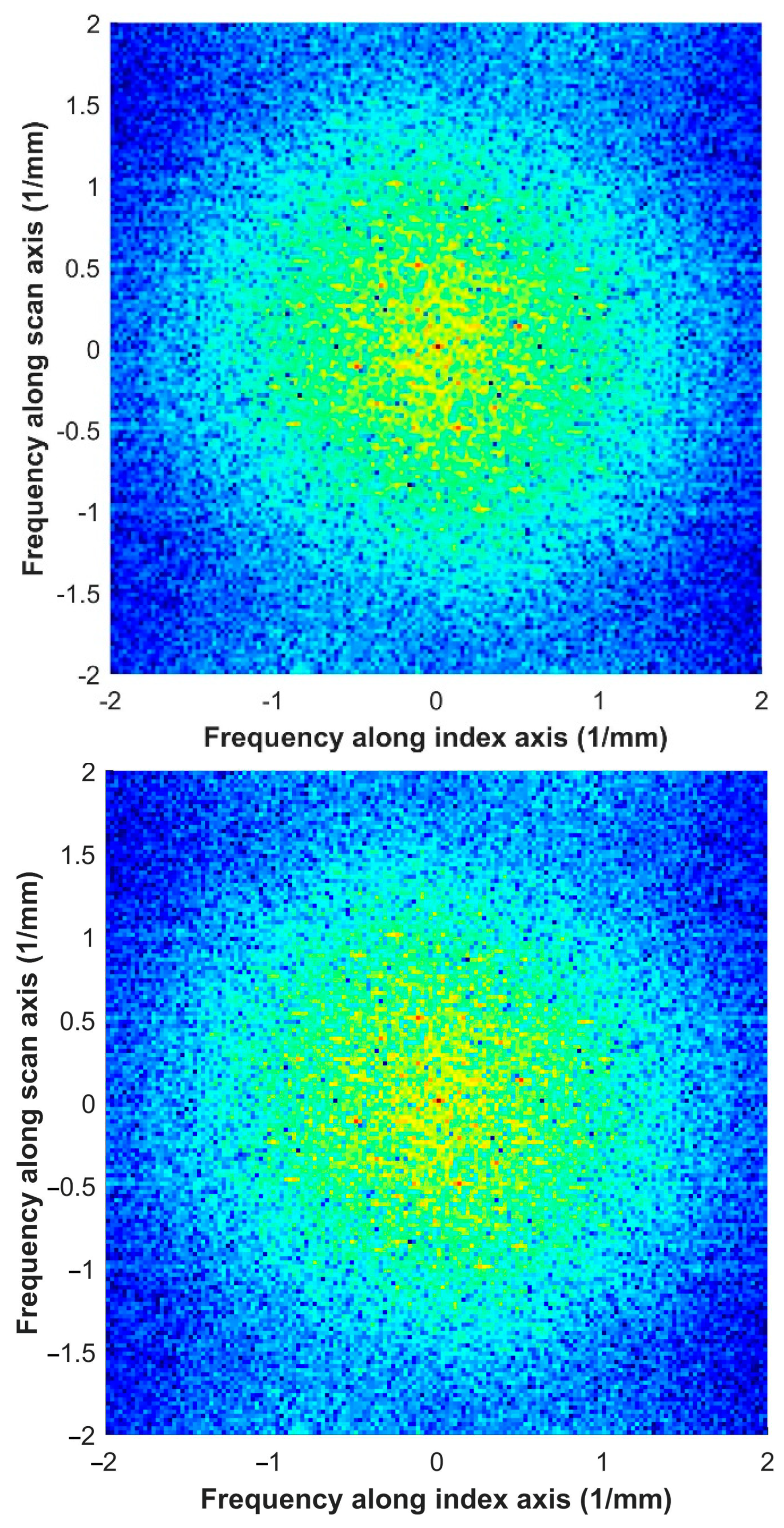
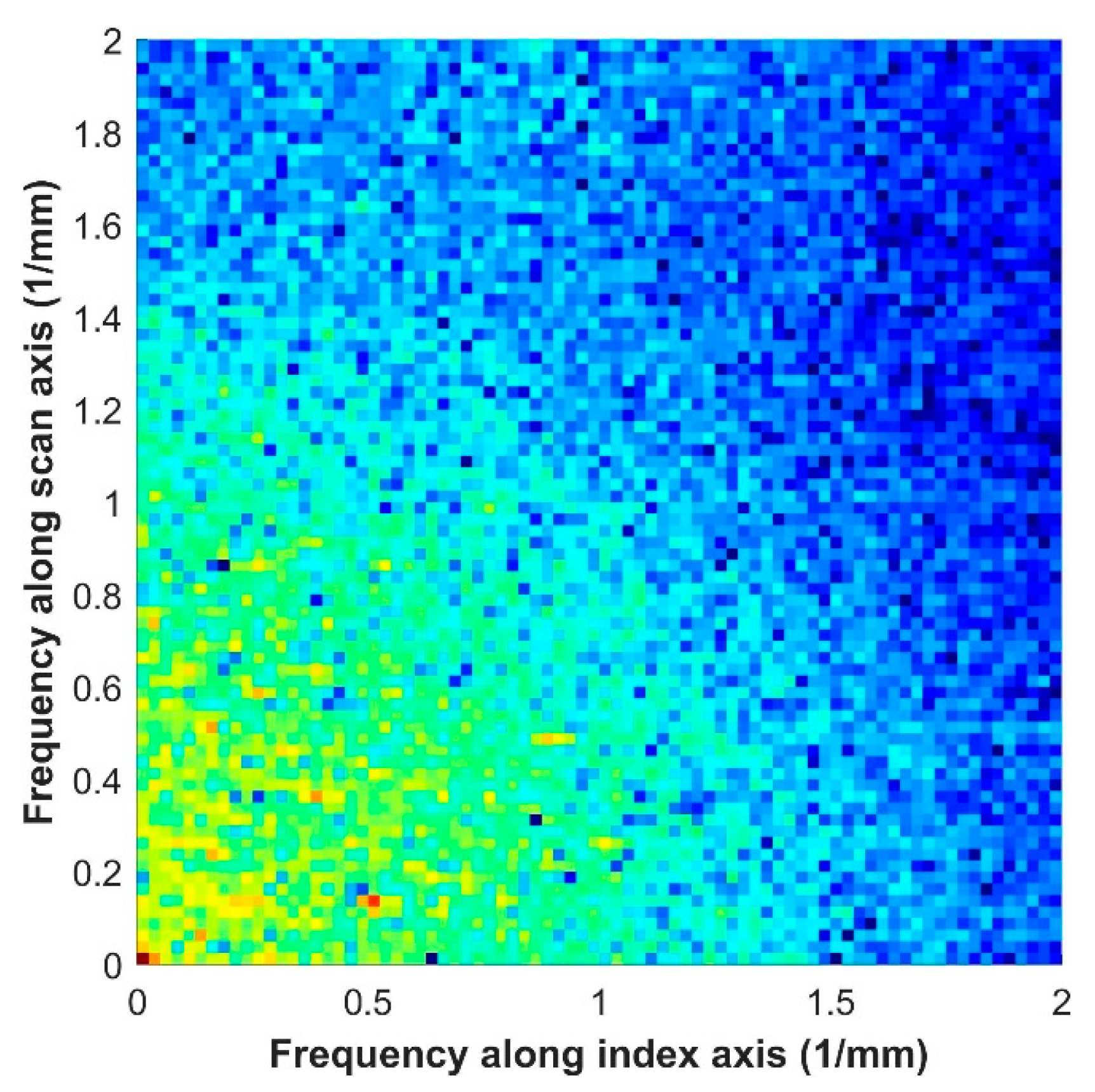
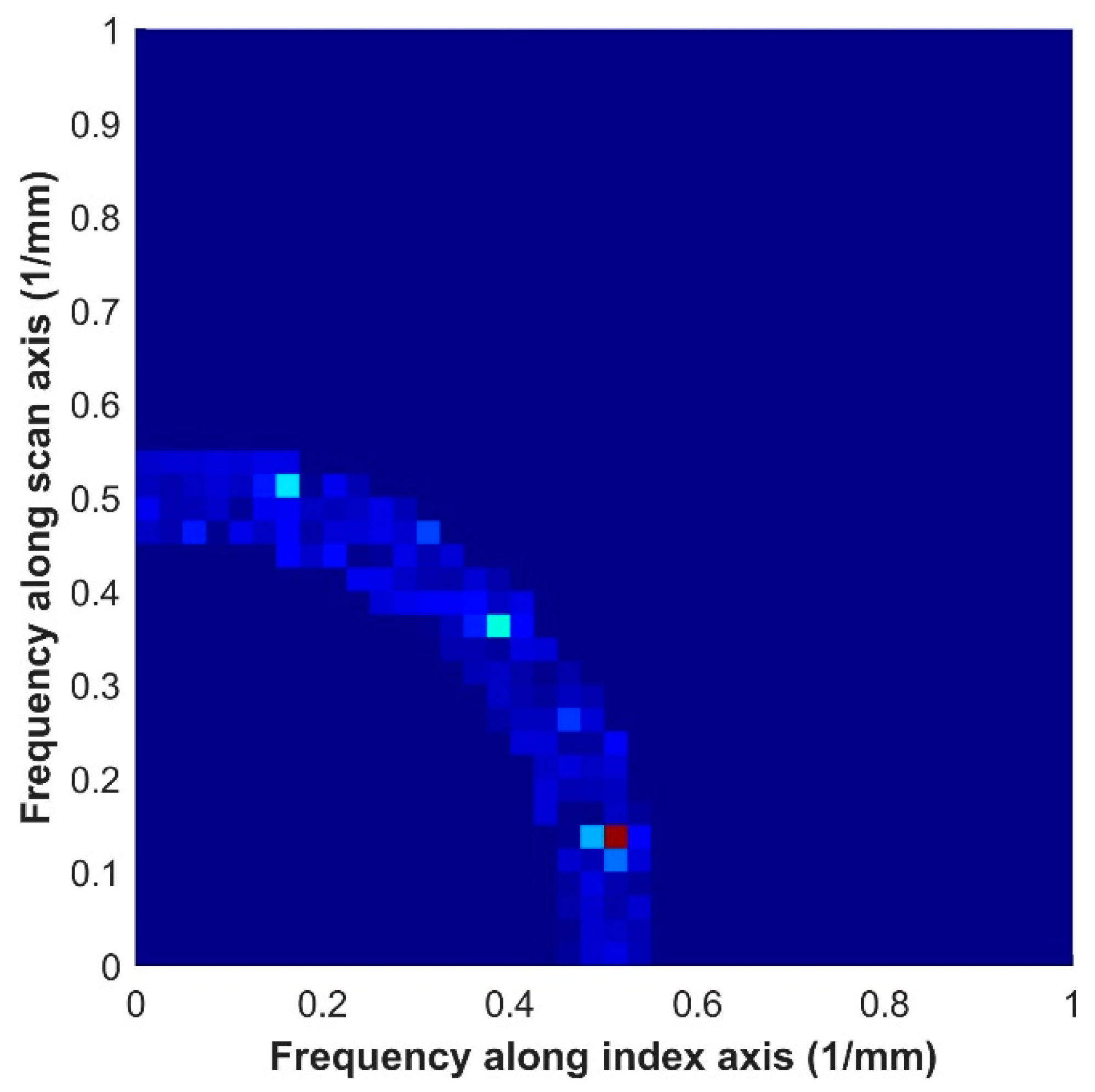
3.4. Identification of Ply Orientation in Frequency Domain
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barbero, E.J. Introduction to Composite Materials Design, 3rd ed.; CRC Press: Boca Raton, FL, USA, 2017; ISBN 978-1-315-29649-4. [Google Scholar]
- Aktaş, A.; Aktaş, M.; Turan, F. The Effect of Stacking Sequence on the Impact and Post-Impact Behavior of Woven/Knit Fabric Glass/Epoxy Hybrid Composites. Compos. Struct. 2013, 103, 119–135. [Google Scholar] [CrossRef]
- Caminero, M.A.; Rodríguez, G.P.; Muñoz, V. Effect of Stacking Sequence on Charpy Impact and Flexural Damage Behavior of Composite Laminates. Compos. Struct. 2016, 136, 345–357. [Google Scholar] [CrossRef]
- Caminero, M.A.; García-Moreno, I.; Rodríguez, G.P. Damage Resistance of Carbon Fibre Reinforced Epoxy Laminates Subjected to Low Velocity Impact: Effects of Laminate Thickness and Ply-Stacking Sequence. Polym. Test. 2017, 63, 530–541. [Google Scholar] [CrossRef]
- Fuoss, E.; Straznicky, P.V.; Poon, C. Effects of Stacking Sequence on the Impact Resistance in Composite Laminates—Part 1: Parametric Study. Compos. Struct. 1998, 41, 67–77. [Google Scholar] [CrossRef]
- Davila, Y.; Crouzeix, L.; Douchin, B.; Collombet, F.; Grunevald, Y.-H. Identification and Modelling of the In-Plane Reinforcement Orientation Variations in a CFRP Laminate Produced by Manual Lay-Up. Appl. Compos. Mater. 2018, 25, 647–660. [Google Scholar] [CrossRef]
- Heuer, H.; Schulze, M.; Pooch, M.; Gäbler, S.; Nocke, A.; Bardl, G.; Cherif, C.; Klein, M.; Kupke, R.; Vetter, R.; et al. Review on Quality Assurance along the CFRP Value Chain—Non-Destructive Testing of Fabrics, Preforms and CFRP by HF Radio Wave Techniques. Compos. Part B Eng. 2015, 77, 494–501. [Google Scholar] [CrossRef]
- Mizukami, K.; Mizutani, Y.; Todoroki, A.; Suzuki, Y. Detection of In-Plane and out-of-Plane Fiber Waviness in Unidirectional Carbon Fiber Reinforced Composites Using Eddy Current Testing. Compos. Part B Eng. 2016, 86, 84–94. [Google Scholar] [CrossRef]
- Park, D.-W.; Oh, G.-H.; Kim, H.-S. Predicting the Stacking Sequence of E-Glass Fiber Reinforced Polymer (GFRP) Epoxy Composite Using Terahertz Time-Domain Spectroscopy (THz-TDS) System. Compos. Part B Eng. 2019, 177, 107385. [Google Scholar] [CrossRef]
- Smith, R.A.; Clarke, B. Ultrasonic C-Scan Determination of Ply Stacking Sequence in Carbon-Fibre Composites. Insight—Non-Destr. Test. Cond. Monit. 1994, 36, 741–747. [Google Scholar]
- Hsu, D.K.; Fischer, B.A.; Koskamp, M. Shear Wave Ultrasonic Technique as an NDE Tool for Composite Laminates Before and After Curing. In Review of Progress in Quantitative Nondestructive Evaluation: Volume 16A; Thompson, D.O., Chimenti, D.E., Eds.; Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1997; pp. 1975–1982. ISBN 978-1-4615-5947-4. [Google Scholar]
- Hsu, D.; Fei, D.; Liu, Z. Ultrasonically Mapping the Ply Layup of Composite Laminates. Mater. Eval. 2002, 60, 1099–1106. [Google Scholar]
- Im, K.-H.; Hsu, D.K.; Song, S.-J.; Park, J.-W.; Sim, J.-K.; Yang, I.Y. Ultrasonic Characterization on Sequences of CFRP Composites Based on Modeling and Motorized System. KSME Int. J. 2004, 18, 65–73. [Google Scholar] [CrossRef]
- Smith, R.A.; Nelson, L.J.; Mienczakowski, M.J.; Challis, R.E. Automated Analysis and Advanced Defect Characterisation from Ultrasonic Scans of Composites. Insight—Non-Destr. Test. Cond. Monit. 2009, 51, 82–87. [Google Scholar] [CrossRef]
- Stair, S.L. Non-Destructive Evaluation of Carbon Fiber-Reinforced Laminated Composites. Ph.D. Thesis, Baylor University, Waco, TX, USA, 2014. [Google Scholar]
- Nelson, L.J.; Smith, R.A. Fibre Direction and Stacking Sequence Measurement in Carbon Fibre Composites Using Radon Transforms of Ultrasonic Data. Compos. Part A Appl. Sci. Manuf. 2019, 118, 1–8. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Breite, C.; Swolfs, Y.; Wevers, M.; Lomov, S.V.; Gorbatikh, L. Combining Digital Image Correlation with X-Ray Computed Tomography for Characterization of Fiber Orientation in Unidirectional Composites. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106234. [Google Scholar] [CrossRef]
- Emerson, M.J.; Jespersen, K.M.; Dahl, A.B.; Conradsen, K.; Mikkelsen, L.P. Individual Fibre Segmentation from 3D X-Ray Computed Tomography for Characterising the Fibre Orientation in Unidirectional Composite Materials. Compos. Part A Appl. Sci. Manuf. 2017, 97, 83–92. [Google Scholar] [CrossRef]
- Yoshimura, A.; Hosoya, R.; Koyanagi, J.; Ogasawara, T. X-Ray Computed Tomography Used to Measure Fiber Orientation in CFRP Laminates. Adv. Compos. Mater. 2016, 25, 19–30. [Google Scholar] [CrossRef]
- Schöttl, L.; Dörr, D.; Pinter, P.; Weidenmann, K.A.; Elsner, P.; Kärger, L. A Novel Approach for Segmenting and Mapping of Local Fiber Orientation of Continuous Fiber-Reinforced Composite Laminates Based on Volumetric Images. NDT E Int. 2020, 110, 102194. [Google Scholar] [CrossRef]
- Moore, P.O. (Ed.) Nondestructive Testing Handbook, 3rd ed.; American Society for Nondestructive Testing: Columbus, OH, USA, 2007; Volume 7, ISBN Nondestructive Testing Handbook, Vol. 7: Ultrasonic Testing (UT), 3rd ed. [Google Scholar]
- Non-Destructive Testing and Inspection Market Worth $12.6 Billion by 2024. Available online: https://www.ndt.net/search/docs.php3?id=24191&msgID=0&rootID=0 (accessed on 26 July 2023).
- Blackman, N.J.; Jack, D.A.; Blandford, B.M. Improvement in the Quantification of Foreign Object Defects in Carbon Fiber Laminates Using Immersion Pulse-Echo Ultrasound. Materials 2021, 14, 2919. [Google Scholar] [CrossRef]
- Mohammadkhani, R.; Zanotti Fragonara, L.; Padiyar, M.J.; Petrunin, I.; Raposo, J.; Tsourdos, A.; Gray, I. Improving Depth Resolution of Ultrasonic Phased Array Imaging to Inspect Aerospace Composite Structures. Sensors 2020, 20, 559. [Google Scholar] [CrossRef]
- Ma, M.; Cao, H.; Jiang, M.; Sun, L.; Zhang, L.; Zhang, F.; Sui, Q.; Tian, A.; Liang, J.; Jia, L. High Precision Detection Method for Delamination Defects in Carbon Fiber Composite Laminates Based on Ultrasonic Technique and Signal Correlation Algorithm. Materials 2020, 13, 3840. [Google Scholar] [CrossRef]
- Wronkowicz-Katunin, A.; Katunin, A.; Dragan, K. Reconstruction of Barely Visible Impact Damage in Composite Structures Based on Non-Destructive Evaluation Results. Sensors 2019, 19, 4629. [Google Scholar] [CrossRef] [PubMed]
- Morokov, E.; Levin, V.; Chernov, A.; Shanygin, A. High Resolution Ply-by-Ply Ultrasound Imaging of Impact Damage in Thick CFRP Laminates by High-Frequency Acoustic Microscopy. Compos. Struct. 2021, 256, 113102. [Google Scholar] [CrossRef]
- Blandford, B.M.; Jack, D.A. High Resolution Depth and Area Measurements of Low Velocity Impact Damage in Carbon Fiber Laminates via an Ultrasonic Technique. Compos. Part B Eng. 2020, 188, 107843. [Google Scholar] [CrossRef]
- Yang, X.; Ju, B.-F.; Kersemans, M. Assessment of the 3D Ply-by-Ply Fiber Structure in Impacted CFRP by Means of Planar Ultrasound Computed Tomography (pU-CT). Compos. Struct. 2022, 279, 114745. [Google Scholar] [CrossRef]
- Pisharody, A.P.; Blandford, B.; Smith, D.E.; Jack, D.A. An Experimental Investigation on the Effect of Adhesive Distribution on Strength of Bonded Joints. Appl. Adhes. Sci. 2019, 7, 6. [Google Scholar] [CrossRef]
- Yilmaz, B.; Ba, A.; Jasiuniene, E.; Bui, H.-K.; Berthiau, G. Evaluation of Bonding Quality with Advanced Nondestructive Testing (NDT) and Data Fusion. Sensors 2020, 20, 5127. [Google Scholar] [CrossRef]
- Pyzik, P.; Ziaja-Sujdak, A.; Spytek, J.; O’Donnell, M.; Pelivanov, I.; Ambrozinski, L. Detection of Disbonds in Adhesively Bonded Aluminum Plates Using Laser-Generated Shear Acoustic Waves. Photoacoustics 2021, 21, 100226. [Google Scholar] [CrossRef]
- Segreto, T.; Bottillo, A.; Caggiano, A.; Teti, R.; Ricci, F. Full-Volume Ultrasonic Technique for 3D Thickness Reconstruction of CFRP Aeronautical Components. Procedia CIRP 2018, 67, 434–439. [Google Scholar] [CrossRef]
- Smith, R.A. Use of 3D Ultrasound Data Sets to Map the Localised Properties of Fibre-Reinforced Composites. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2010. [Google Scholar]
- Yang, X.; Verboven, E.; Ju, B.; Kersemans, M. Comparative Study of Ultrasonic Techniques for Reconstructing the Multilayer Structure of Composites. NDT E Int. 2021, 121, 102460. [Google Scholar] [CrossRef]
- Zilidou, M.; Smith, R.A.; Wilcox, P.D. Suppression of Front and Back Surface Reflections in Ultrasonic Analytic-Signal Responses from Composites. Ultrasonics 2022, 126, 106815. [Google Scholar] [CrossRef]
- Blackman, N.J. Evaluation of Carbon Fiber Laminates via the Use of Pulse-Echo Ultrasound to Quantify Ply-Stack Orientation and Manufacturing Defects. PhD Thesis, Baylor University, Waco, TX, USA, 2021. [Google Scholar]
- Nelson, L.J.; Smith, R.A.; Mienczakowski, M. Ply-Orientation Measurements in Composites Using Structure-Tensor Analysis of Volumetric Ultrasonic Data. Compos. Part A Appl. Sci. Manuf. 2018, 104, 108–119. [Google Scholar] [CrossRef]
- Schmerr, L.W. Fundamentals of Ultrasonic Nondestructive Evaluation: A Modeling Approach; Springer Series in Measurement Science and Technology; Springer International Publishing: Cham, Switzerland, 2016; ISBN 978-3-319-30461-8. [Google Scholar]
- Solomon, C.; Breckon, T. Fundamentals of Digital Image Processing: A Practical Approach with Examples in Matlab; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2010; ISBN 978-0-470-68977-6. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part Name | Number of Plies | Manufactured Orientation |
|---|---|---|
| 3A | 3 | [10/85/75] |
| 3B | 3 | [12/20/30] |
| 3C | 3 | [45/30/45] |
| 6A | 6 | [70/60/20/40/30/50] |
| 6B | 6 | [15/25/65/65/25/15] |
| 6C | 6 | [40/75/15/15/75/40] |
| 12A | 12 | [60/60/00/30/60/15/15/60/30/00/60/60] |
| 12B | 12 | [50/10/50/70/40/50/70/20/50/10/40/70] |
| 12C | 12 | [20/80/40/20/35/60/60/35/20/40/80/20] |
| 18A | 18 | [00/15/05/00/85/85/20/35/20/45/70/45/00/70/00/70/05/85] |
| 18B | 18 | [25/65/55/15/85/45/20/50/80/80/40/35/25/00/65/10/30/35] |
| 18C | 18 | [15/45/30/45/15/45/00/60/45/45/60/00/45/15/45/30/45/15] |
| Lamina | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 3A | 8 | 88 | 73 | |||||||||||||||
| 3B | 10 | 18 | 27 | |||||||||||||||
| 3C | 43 | 31 | 43 | |||||||||||||||
| 6A | 70 | 60 | 19 | 42 | 29 | 46 | ||||||||||||
| 6B | 14 | 22 | 65 | 64 | 23 | 13 | ||||||||||||
| 6C | 39 | 77 | 14 | 16 | 73 | 42 | ||||||||||||
| 12A | 60 | 58 | 1 | 32 | 59 | 17 | 16 | 58 | 30 | 0 | 60 | 58 | ||||||
| 12B | 48 | 8 | 50 | 69 | 41 | 47 | 68 | 20 | 48 | 10 | 41 | 69 | ||||||
| 12C | 21 | 80 | 39 | 19 | 33 | 57 | 59 | 35 | 20 | 41 | 80 | 24 | ||||||
| 18A | 3 | 15 | 4 | 1 | 87 | 87 | 21 | 34 | 20 | 46 | 69 | 46 | 2 | 70 | 1 | 71 | 5 | 86 |
| 18B | 25 | 66 | 56 | 16 | 88 | 44 | 23 | 51 | 82 | 80 | 42 | 36 | 24 | 2 | 65 | 12 | 32 | 34 |
| 18C | 14 | 43 | 28 | 43 | 15 | 43 | 1 | 59 | 42 | 44 | 57 | 89 | 44 | 14 | 43 | 28 | 43 | 15 |
| Lamina | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 3A | 8 | 87 | 73 | |||||||||||||||
| 3B | 11 | 11 | 29 | |||||||||||||||
| 3C | 45 | 31 | 43 | |||||||||||||||
| 6A | 70 | 59 | 19 | 43 | 29 | 47 | ||||||||||||
| 6B | 14 | 23 | 65 | 65 | 23 | 14 | ||||||||||||
| 6C | 41 | 79 | 14 | 17 | 73 | 43 | ||||||||||||
| 12A | 61 | 61 | 0 | 31 | 61 | 17 | 17 | 59 | 29 | 90 | 61 | 59 | ||||||
| 12B | 47 | 8 | 47 | 67 | 39 | 47 | 67 | 20 | 49 | 11 | 43 | 71 | ||||||
| 12C | 19 | 81 | 41 | 19 | 33 | 57 | 59 | 33 | 20 | 39 | 79 | 23 | ||||||
| 18A | 0 | 17 | 6 | 3 | 87 | 90 | 23 | 37 | 20 | 47 | 71 | 47 | 3 | 70 | 3 | 73 | 6 | 87 |
| 18B | 25 | 67 | 57 | 17 | 87 | 47 | 23 | 51 | 81 | 81 | 43 | 35 | 25 | 3 | 67 | 11 | 33 | 35 |
| 18C | 14 | 43 | 29 | 43 | 14 | 43 | 90 | 59 | 43 | 43 | 55 | 87 | 43 | 14 | 41 | 27 | 0 | 14 |
| Lamina | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 3A | 0 | 1 | 0 | |||||||||||||||
| 3B | 1 | 7 | 2 | |||||||||||||||
| 3C | 2 | 0 | 0 | |||||||||||||||
| 6A | 0 | 1 | 0 | 1 | 0 | 1 | ||||||||||||
| 6B | 0 | 1 | 0 | 1 | 0 | 1 | ||||||||||||
| 6C | 2 | 2 | 0 | 1 | 0 | 1 | ||||||||||||
| 12A | 1 | 3 | 1 | 1 | 2 | 0 | 1 | 1 | 1 | 0 | 1 | 1 | ||||||
| 12B | 1 | 0 | 3 | 2 | 2 | 0 | 1 | 0 | 1 | 1 | 2 | 2 | ||||||
| 12C | 2 | 1 | 2 | 0 | 0 | 0 | 0 | 2 | 0 | 2 | 1 | 1 | ||||||
| 18A | 3 | 2 | 2 | 2 | 0 | 3 | 2 | 3 | 0 | 1 | 2 | 1 | 1 | 0 | 2 | 2 | 1 | 1 |
| 18B | 0 | 1 | 1 | 1 | 1 | 3 | 0 | 0 | 1 | 1 | 1 | 1 | 1 | 1 | 2 | 1 | 1 | 1 |
| 18C | 0 | 0 | 1 | 0 | 1 | 0 | 1 | 0 | 1 | 1 | 2 | 2 | 1 | 0 | 2 | 1 | 43 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blackman, N.J.; Jack, D.A. Automated Characterization of the Ply Stacking Sequence of a Woven Carbon Fiber Composite Using Pulse-Echo Ultrasound. J. Compos. Sci. 2023, 7, 398. https://doi.org/10.3390/jcs7090398
Blackman NJ, Jack DA. Automated Characterization of the Ply Stacking Sequence of a Woven Carbon Fiber Composite Using Pulse-Echo Ultrasound. Journal of Composites Science. 2023; 7(9):398. https://doi.org/10.3390/jcs7090398
Chicago/Turabian StyleBlackman, Nathaniel J., and David A. Jack. 2023. "Automated Characterization of the Ply Stacking Sequence of a Woven Carbon Fiber Composite Using Pulse-Echo Ultrasound" Journal of Composites Science 7, no. 9: 398. https://doi.org/10.3390/jcs7090398
APA StyleBlackman, N. J., & Jack, D. A. (2023). Automated Characterization of the Ply Stacking Sequence of a Woven Carbon Fiber Composite Using Pulse-Echo Ultrasound. Journal of Composites Science, 7(9), 398. https://doi.org/10.3390/jcs7090398