

The Impact of Hole Diameter on the Molded and Drilled Holes in Jute-Fiber-Reinforced Epoxy Composites


Abstract
:1. Introduction
2. Material and Methods
2.1. Raw Materials
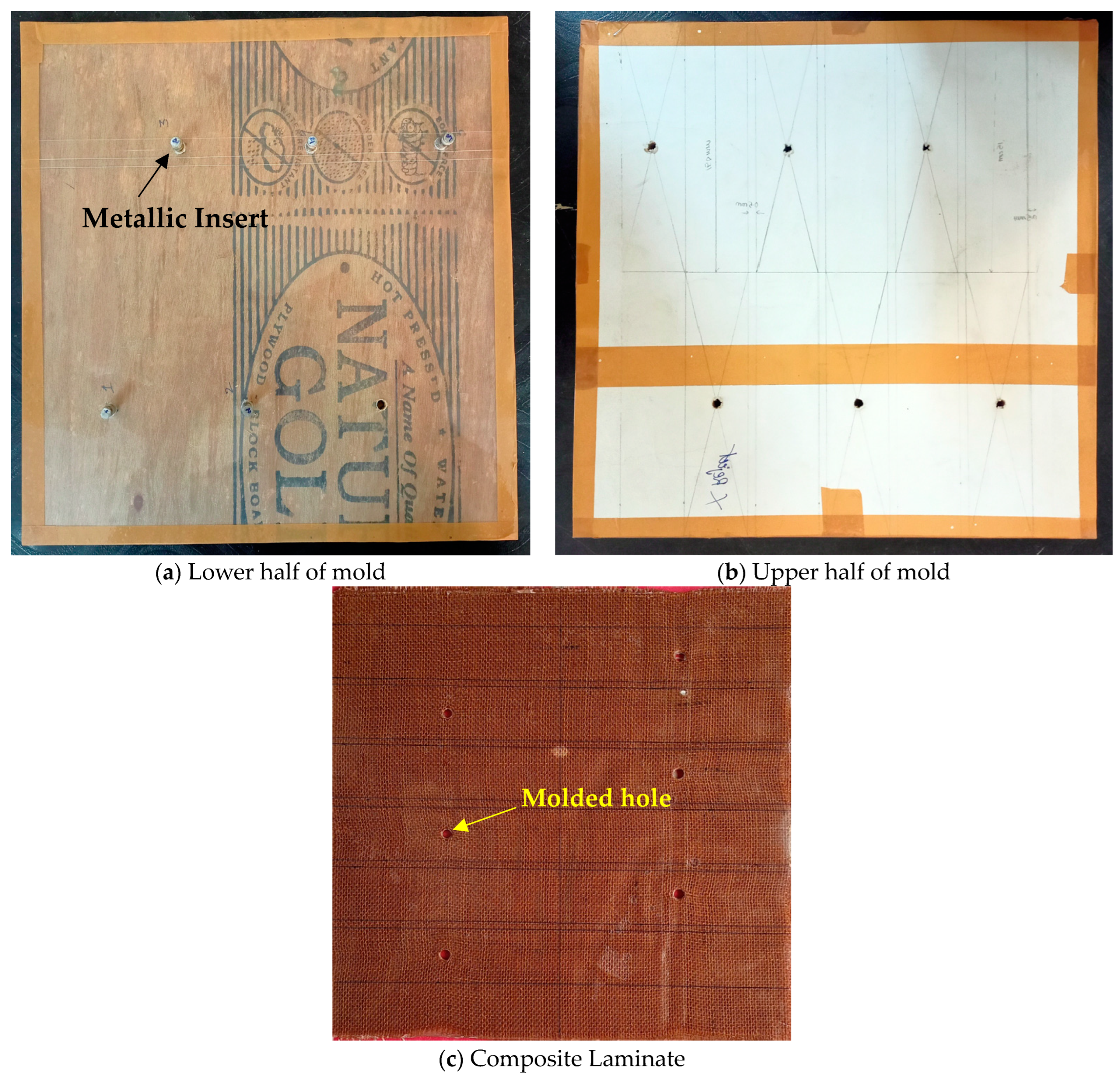
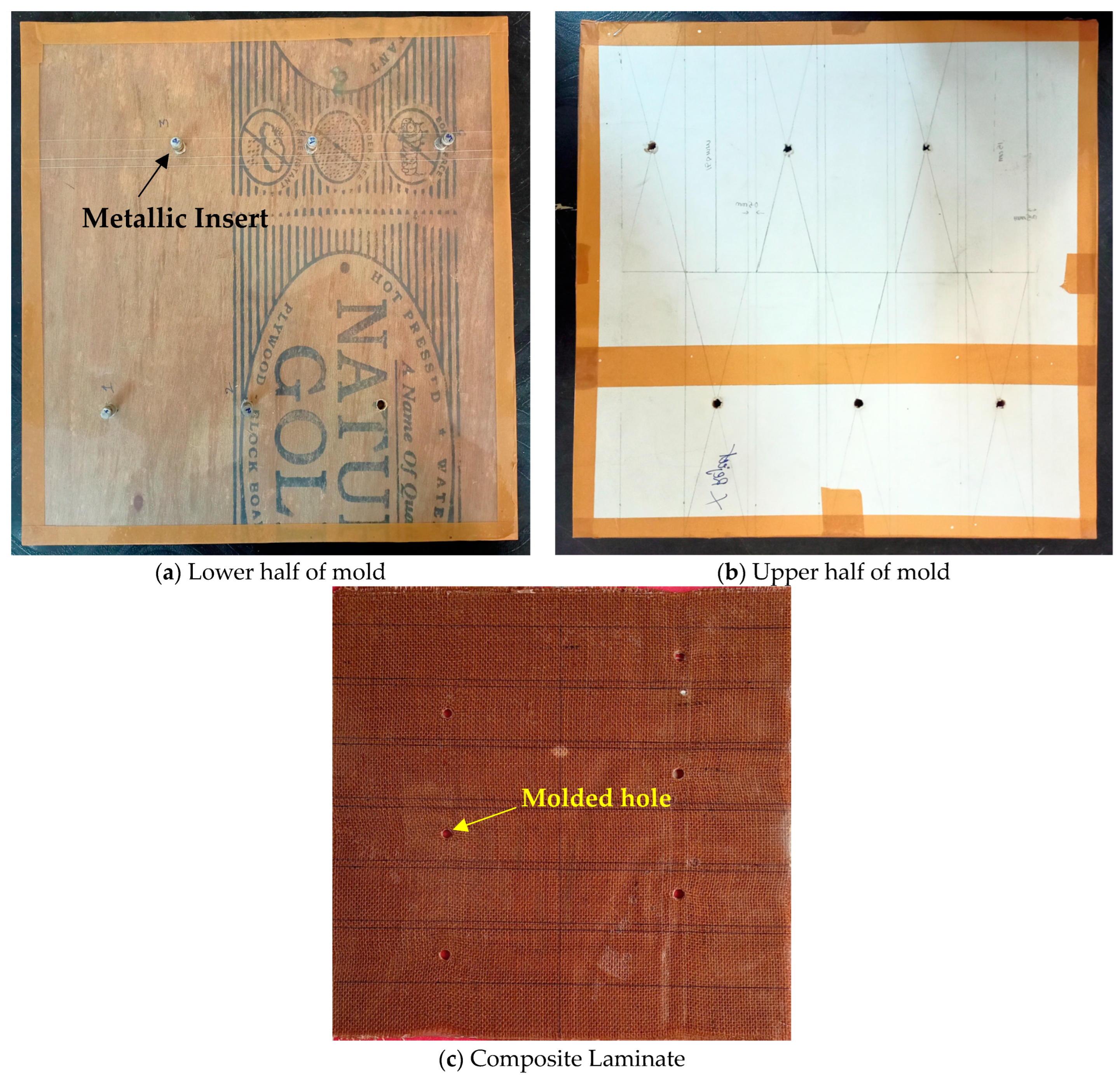
2.2. Specimen Preparation
3. Results and Discussion
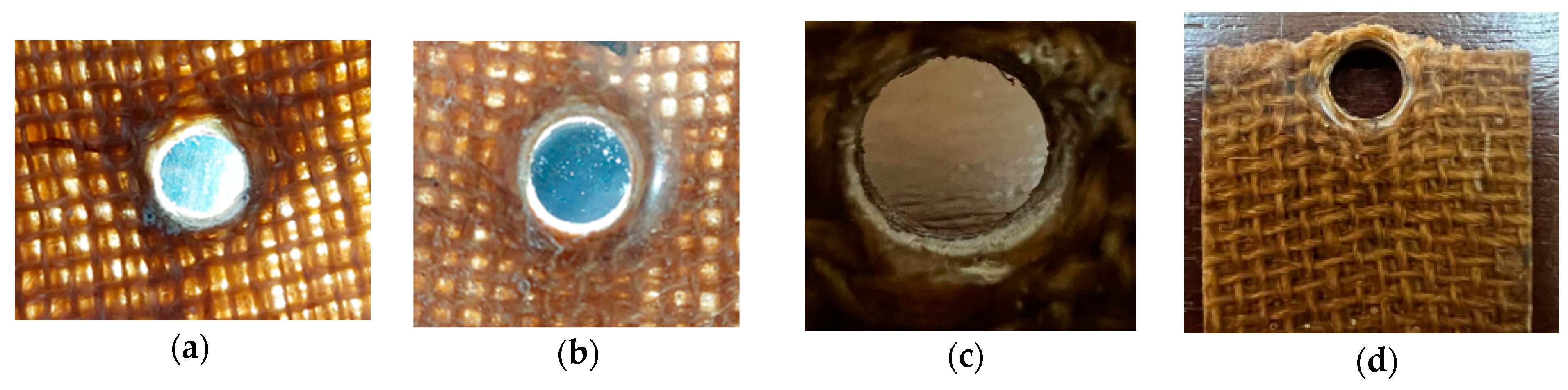
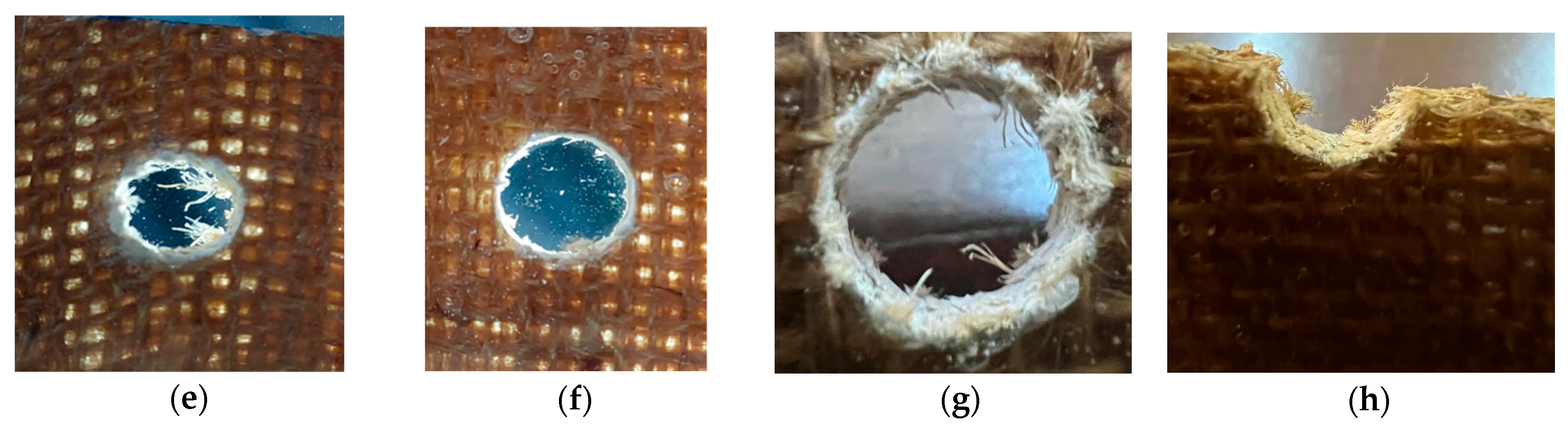
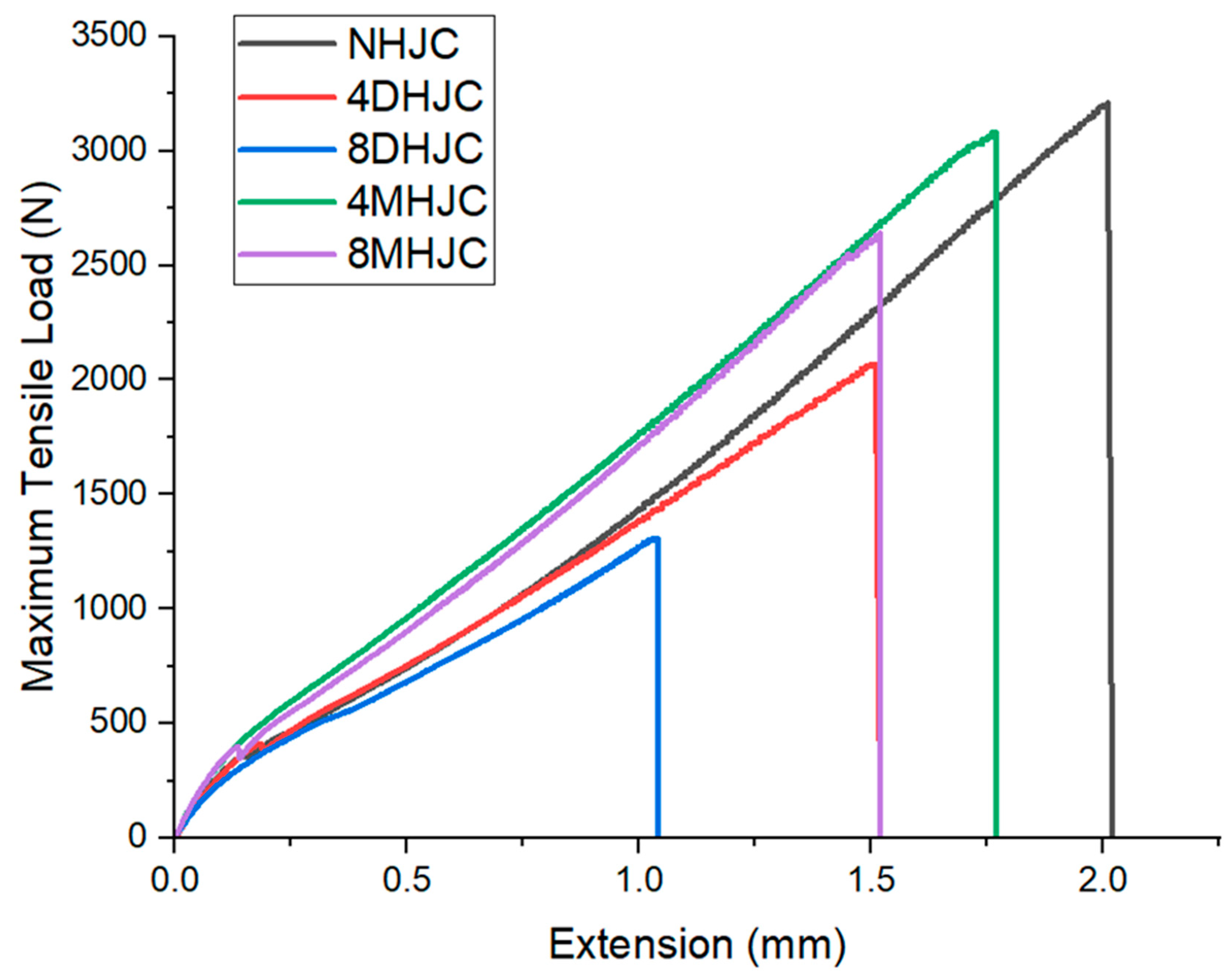
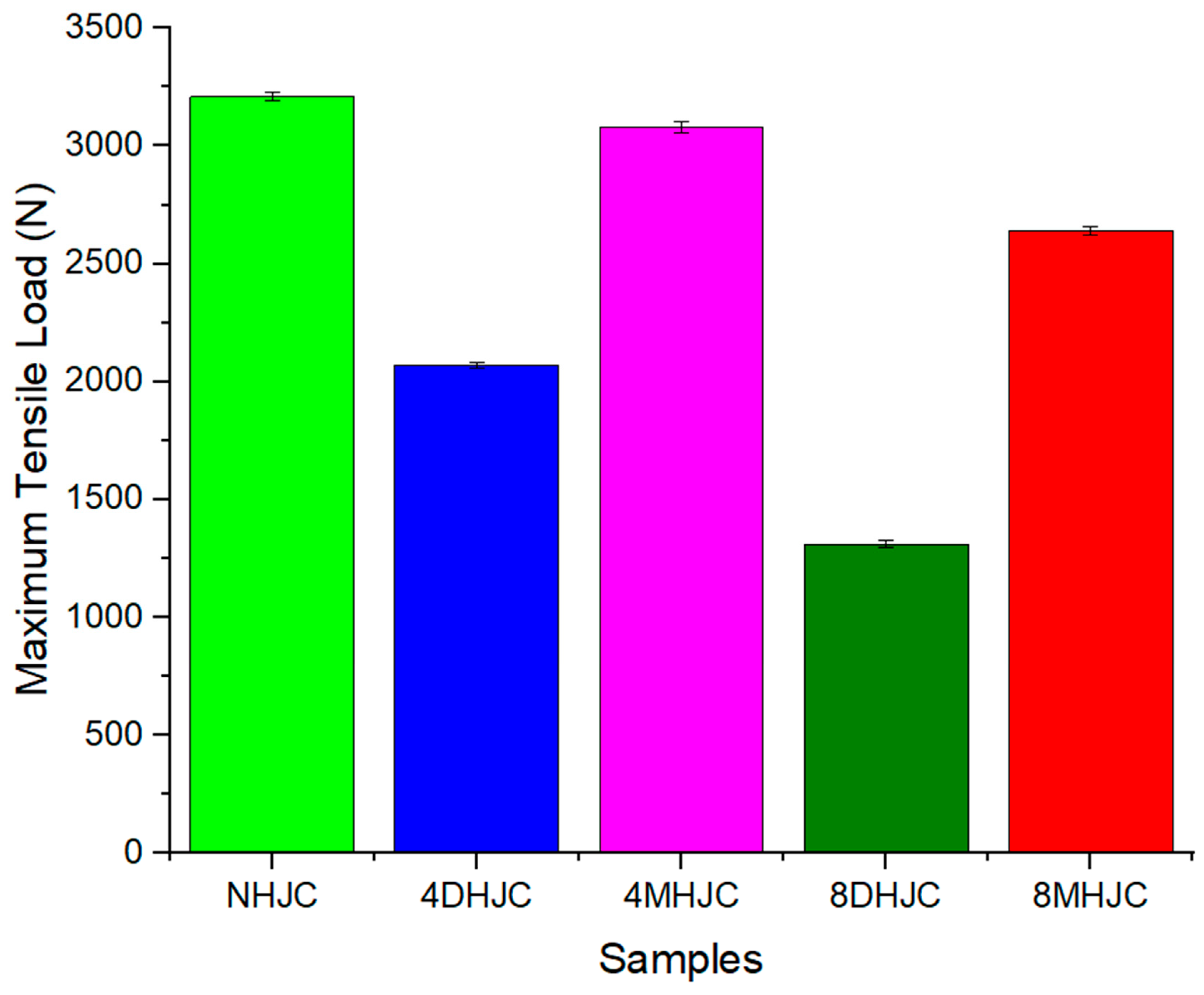
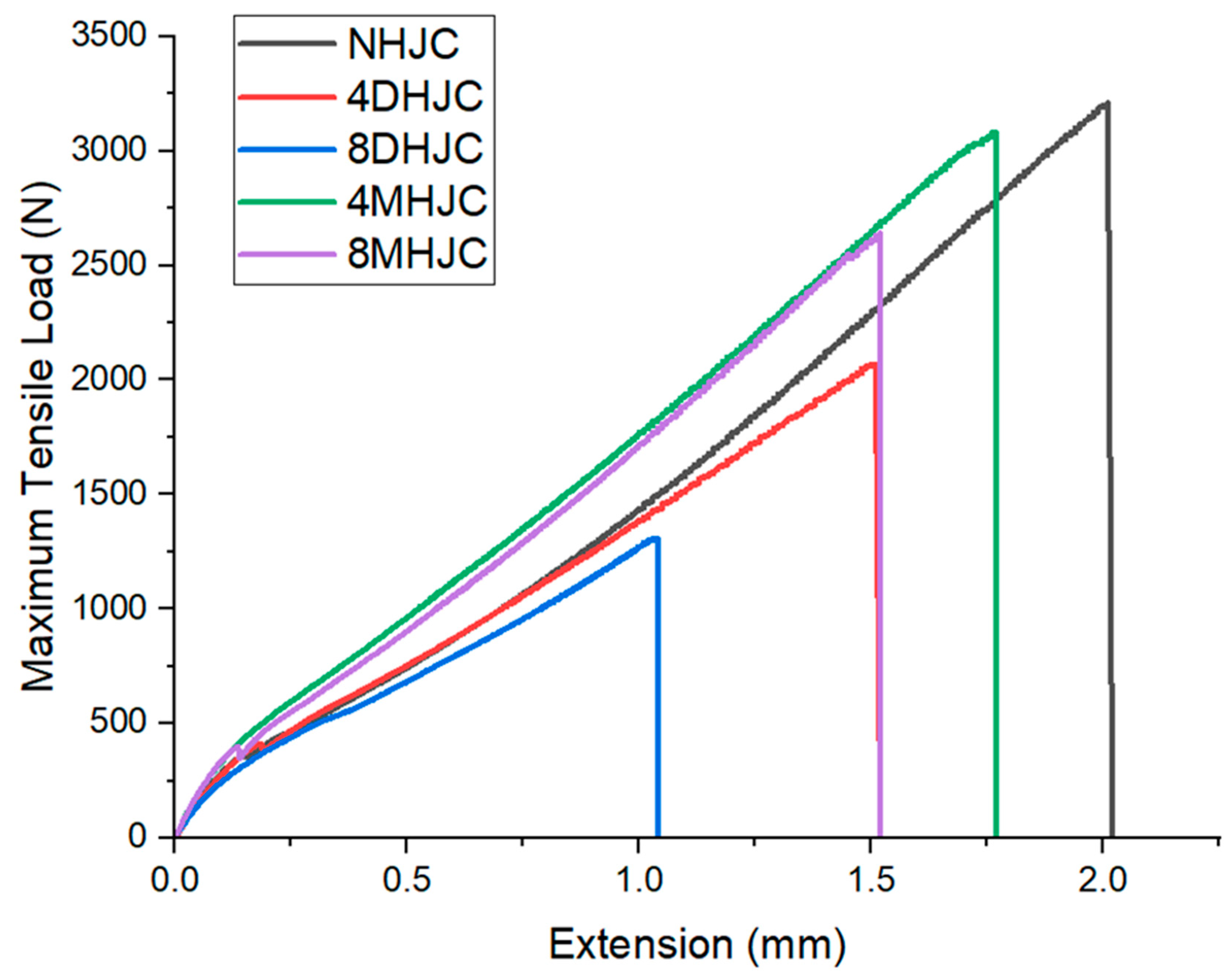
3.1. Open Hole Testing
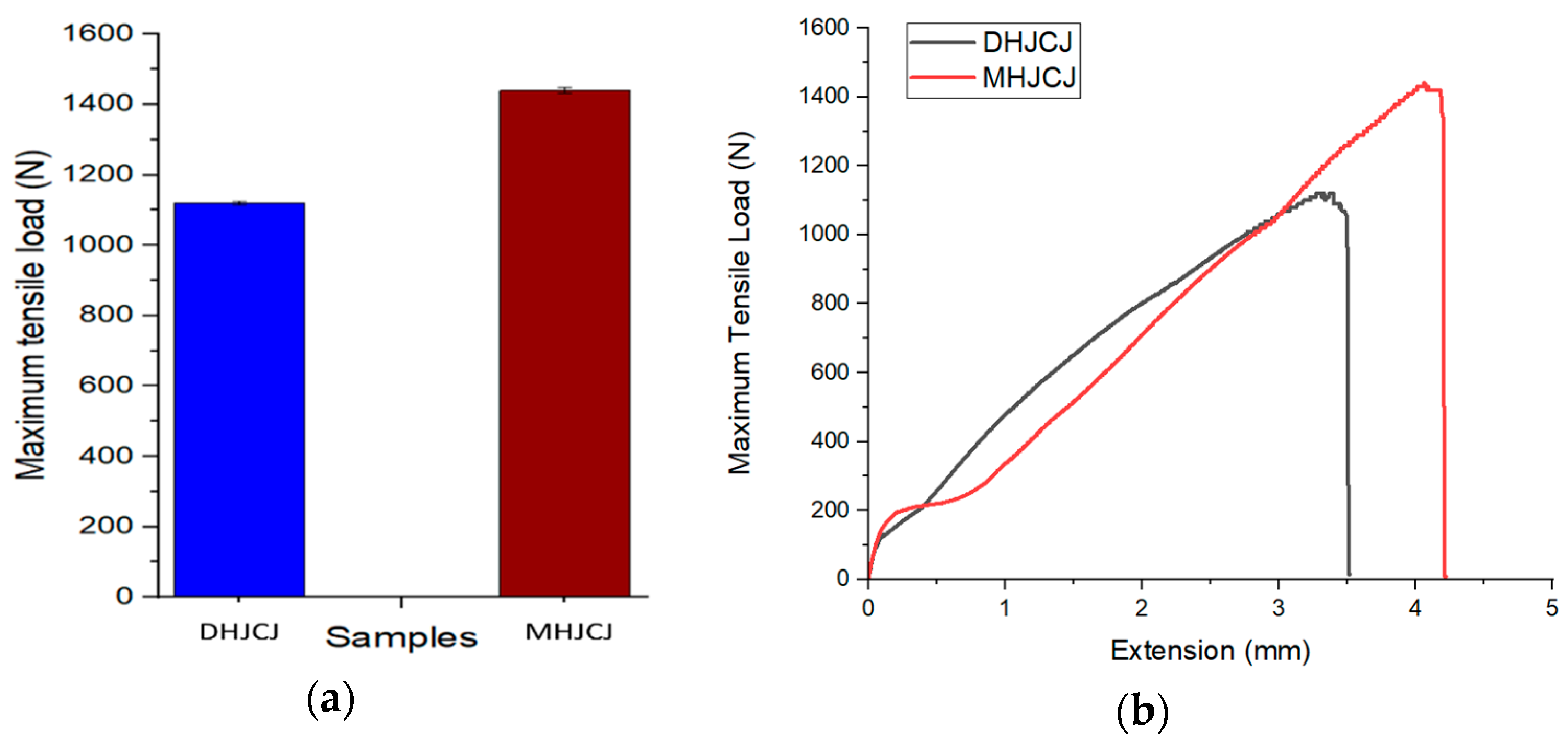
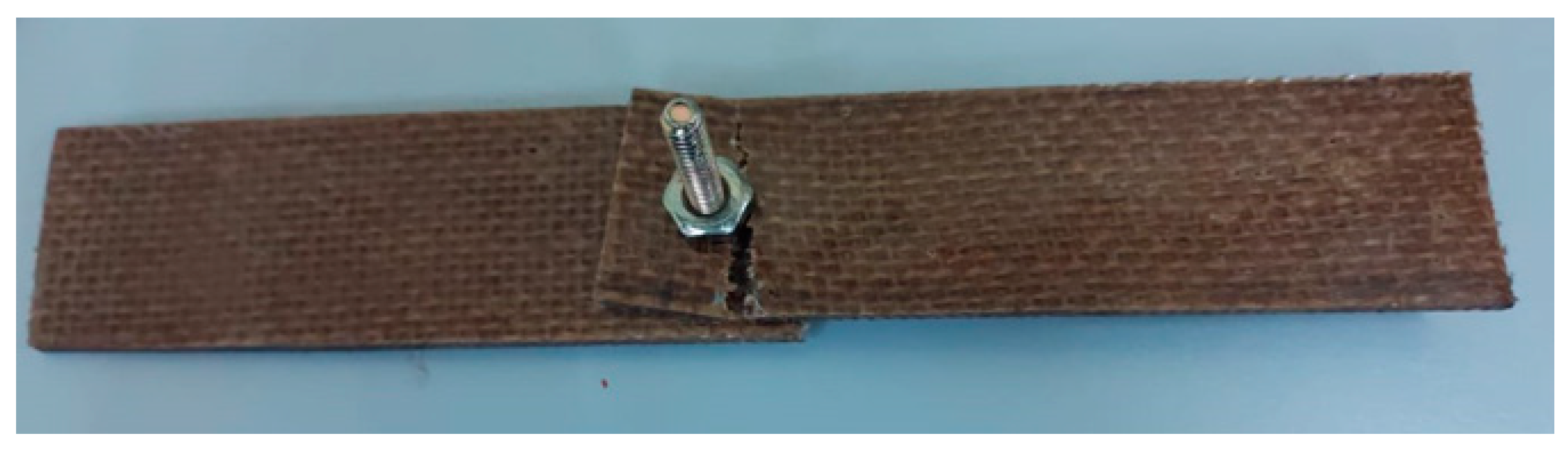
3.2. Lap Joint Testing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al-Ameen, L.E.S.M.; Mustafa, A.L.M.N. Failure strength of fabric composites with drilled and molded-in holes. Al-Qadisiya J. Eng. Sci. 2011, 4, 1–8. [Google Scholar]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibers and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Rakesh, P.K.; Singh, I.; Kumar, D. Compressive Behavior of Glass Fiber Reinforced Plastic Laminates with Drilled Hole. Adv. Mater. Res. 2012, 410, 349–352. [Google Scholar] [CrossRef]
- Jayabal, S.; Natarajan, U.; Sekar, U. Regression modeling and optimization of machinability behavior of glass-coir-polyester hybrid composite using factorial design methodology. Int. J. Adv. Manuf. Technol. 2011, 55, 263–273. [Google Scholar] [CrossRef]
- Rakesh, P.K.; Singh, I.; Kumar, D. Drilling of Composite Laminates with Solid and Hollow Drill Point Geometries. J. Compos. Mater. 2012, 46, 3173–3180. [Google Scholar] [CrossRef]
- Jayabal, S.; Velumani, S.; Navaneethakrishnan, P.; Palanikumar, K. Mechanical and machinability behaviors of woven coir fiber-reinforced polyester composite. Fibers Polym. 2013, 14, 1505–1514. [Google Scholar] [CrossRef]
- Yallew, T.B.; Kumar, P.; Singh, I. A study about hole making in woven jute fabric-reinforced polymer composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 230, 888–898. [Google Scholar] [CrossRef]
- Nassar, M.M.A.; Arunachalam, R.; Alzebdeh, K.I. Machinability of natural fiber reinforced composites: A review. Int. J. Adv. Manuf. Technol. 2016, 88, 2985–3004. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Gonçalves, D.J.; Tavares, J.M.R.; de Albuquerque, V.H.C.; Panzera, T.H.; Silva, L.J.; Vieira, A.A.; Baptista, A.P.M. Drilling delamination outcomes on glass and sisal reinforced plastics. Mater. Sci. Forum 2013, 730–732, 301–306. [Google Scholar] [CrossRef]
- Aravindh, S.; Umanath, K. Delamination in Drilling of Natural Fiber Reinforced Polymer Composites Produced by Compression Molding. Appl. Mech. Mater. 2015, 766–767, 796–800. [Google Scholar] [CrossRef]
- Balaji, N.S.; Jayabal, S.; Sundaram, S.K.; Rajamuneeswaran, S.; Suresh, P. Delamination analysis in drilling of Coir-polyester composites using design of experiments. Adv. Mater. Res. 2014, 984–985, 185–193. [Google Scholar] [CrossRef]
- Wan, M.; Li, S.E.; Yuan, H.; Zhang, W.H. Cutting force modelling in machining of fiber-reinforced polymer matrix composites (PMCs): A review. Compos. A Appl. Sci. 2019, 117, 34–55. [Google Scholar] [CrossRef]
- Venkateshwaran, N.; ElayaPerumal, A. Hole quality evaluation of natural fiber composite using image analysis technique. J. Reinf. Plast. Compos. 2012, 32, 1188–1197. [Google Scholar] [CrossRef]
- Singh, I.; Bhatnagar, N.; Viswanath, P. Drilling of uni-directional glass fiber reinforced plastics: Experimental and finite element study. Mater. Des. 2008, 29, 546–553. [Google Scholar] [CrossRef]
- Debnath, K.; Singh, I.; Dvivedi, A. Drilling characteristics of sisal fiber-reinforced epoxy and polypropylene composites. Mater. Manuf. Process. 2014, 29, 1401–1409. [Google Scholar] [CrossRef]
- Ashik, K.P.; Sharma, R.S. A Review on Mechanical Properties of Natural Fiber Reinforced Hybrid Polymer Composites. J. Miner. Mater. Charact. Eng. 2015, 3, 420–426. [Google Scholar] [CrossRef]
- Jauhari, N.; Mishra, R.; Thakur, H. Natural Fiber Reinforced Composite Laminates—A Review. Mater. Today Proc. 2015, 2, 2868–2877. [Google Scholar] [CrossRef]
- Lin, H.J.; Tsai, C.C.; Shie, J.S. Failure analysis of woven-fabric composites with molded-in holes. Compos. Sci. Technol. 1995, 55, 231–239. [Google Scholar] [CrossRef]
- Chang, L.W.; Yau, S.S.; Chou, T.W. Notched strength of woven fabric composites with molded-in holes. Composite 1987, 18, 233–241. [Google Scholar] [CrossRef]
- Yau, S.S.; Chou, T.W. Strength of woven-fabric composites with drilled and molded holes. ASTM Spec. Tech. Publ. 1988, 423–437. [Google Scholar] [CrossRef]
- Nejhad, M.N.; Chou Ghasemi, T.-W. Compression behaviour of woven carbon fiber-reinforced epoxy composites with molded-in and drilled holes. Composites 1990, 21, 33–40. [Google Scholar] [CrossRef]
- Langella, A.; Durante, M. Comparison of Tensile Strength of Composite Material Elements with Drilled and Molded-in Holes. Appl. Compos. Mater. 2008, 15, 227–239. [Google Scholar] [CrossRef]
- Parre, A.; Karthikeyan, B.; Balaji, A.; Udhayasankar, R. Investigation of chemical, thermal and morphological properties of untreated and NaOH treated banana fiber. Mater. Today Proc. 2020, 22, 347–352. [Google Scholar] [CrossRef]
- Rakesh, P.K.; Singh, I.; Kumar, D. Flexural Behavior of Glass Fiber Reinforced Plastic Laminates with Drilled Hole. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2012, 226, 149–158. [Google Scholar]
- Pickering, K.L.; Efendy MG, A.; Le, T.M. A review of recent developments in natural fiber composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2015, 83, 98–112. [Google Scholar] [CrossRef]
- Kumar, J.; Singh, I. Comparative Analysis of Molded and Drilled Holes in Jute Fiber Reinforced Plastic Laminates. J. Nat. Fibers 2021, 19, 7363–7373. [Google Scholar] [CrossRef]
- Singh, R.R.; Jayant, K.; Inderdeep, S.; Kumar, S.A. Comparative analysis of drilled and molded holes in short natural fiber reinforced composites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2023, 14644207231191618. [Google Scholar] [CrossRef]
- Zitoune, R.; Crouzeix, L.; Collombet, F.; Tamine, T.; Grunevald, Y.-H. Behaviour of composite plates with drilled and molded hole under tensile load. Compos. Struct. 2011, 93, 2384–2391. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Specimen Name | Nomenclature |
|---|---|---|
| 1. | 4 mm drilled hole jute composite | 4DHJC |
| 2. | 4 mm molded hole jute composite | 4MHJC |
| 3. | 8 mm drilled hole jute composite | 8DHJC |
| 4. | 8 mm molded hole jute composite | 8MHJC |
| 5. | No hole jute composite | NHJC |
| 6. | 4 mm drilled hole jute composite joint | 4DHJCJ |
| 7. | 4 mm molded hole jute composite joint | 4MHJCJ |
| No. | Materials | Properties | References |
|---|---|---|---|
| 1. | Jute fiber/epoxy composites | Maximum tensile load (a) Drilled hole specimens = 2.1 kN (b) Molded hole specimens = 3.2 kN | Present study |
| 2. | Jute fiber/Polyester composites | Maximum tensile load (a) Drilled hole specimens = 1.9 kN (b) Molded hole specimens = 2.2 kN | [26] |
| 3. | Aloe vera/banana fiber/epoxy composites | Maximum tensile load (a) Drilled hole specimens = 3 kN (b) Molded hole specimens = 3.3 kN | [27] |
| 4. | Carbon fiber/epoxy composites | Maximum tensile load (a) Drilled hole specimens = 45 kN (b) Molded hole specimens = 60kN | [28] |
| 5. | Glass fiber/epoxy composites | Maximum tensile stress (a) Drilled hole specimens = 225 MPa (b) Molded hole specimens = 300 MPa | [22] |
| 6. | Glass fiber/epoxy composites | Maximum tensile load (a) Drilled hole specimens = 19 kN (b) Molded hole specimens = 35 kN | [18] |
| 7. | Glass fiber/Polyester composites | Maximum tensile stress (a) Drilled hole specimen = 253.2 MPa (b) Molded hole specimen = 271 MPa | [1] |
| 8. | Graphite/epoxy composites [45°/0°] | Maximum tensile stress (a) Drilled hole specimen = 395 MPa (b) Molded hole specimen = 463 MPa | [19] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kumar, J.; Singh, Y.; Rakesh, P.K.; Singh, I.; Davim, J.P. The Impact of Hole Diameter on the Molded and Drilled Holes in Jute-Fiber-Reinforced Epoxy Composites. J. Compos. Sci. 2023, 7, 376. https://doi.org/10.3390/jcs7090376
Kumar J, Singh Y, Rakesh PK, Singh I, Davim JP. The Impact of Hole Diameter on the Molded and Drilled Holes in Jute-Fiber-Reinforced Epoxy Composites. Journal of Composites Science. 2023; 7(9):376. https://doi.org/10.3390/jcs7090376
Chicago/Turabian StyleKumar, Jayant, Yashpal Singh, Pawan Kumar Rakesh, Inderdeep Singh, and J. P. Davim. 2023. "The Impact of Hole Diameter on the Molded and Drilled Holes in Jute-Fiber-Reinforced Epoxy Composites" Journal of Composites Science 7, no. 9: 376. https://doi.org/10.3390/jcs7090376
APA StyleKumar, J., Singh, Y., Rakesh, P. K., Singh, I., & Davim, J. P. (2023). The Impact of Hole Diameter on the Molded and Drilled Holes in Jute-Fiber-Reinforced Epoxy Composites. Journal of Composites Science, 7(9), 376. https://doi.org/10.3390/jcs7090376