
3D Printing of Low-Filled Basalt PA12 and PP Filaments for Automotive Components






Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
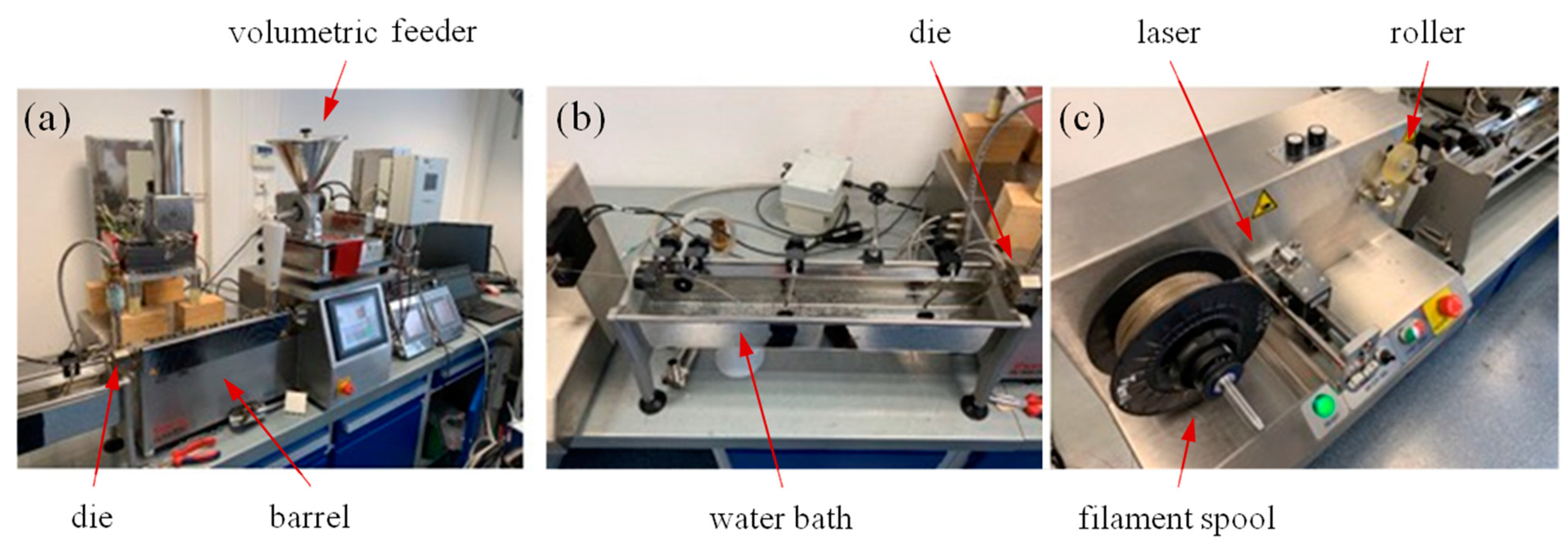
2.2. Filaments Production
2.3. Specimens 3D Printing
2.4. Physical and Morphological Characterization
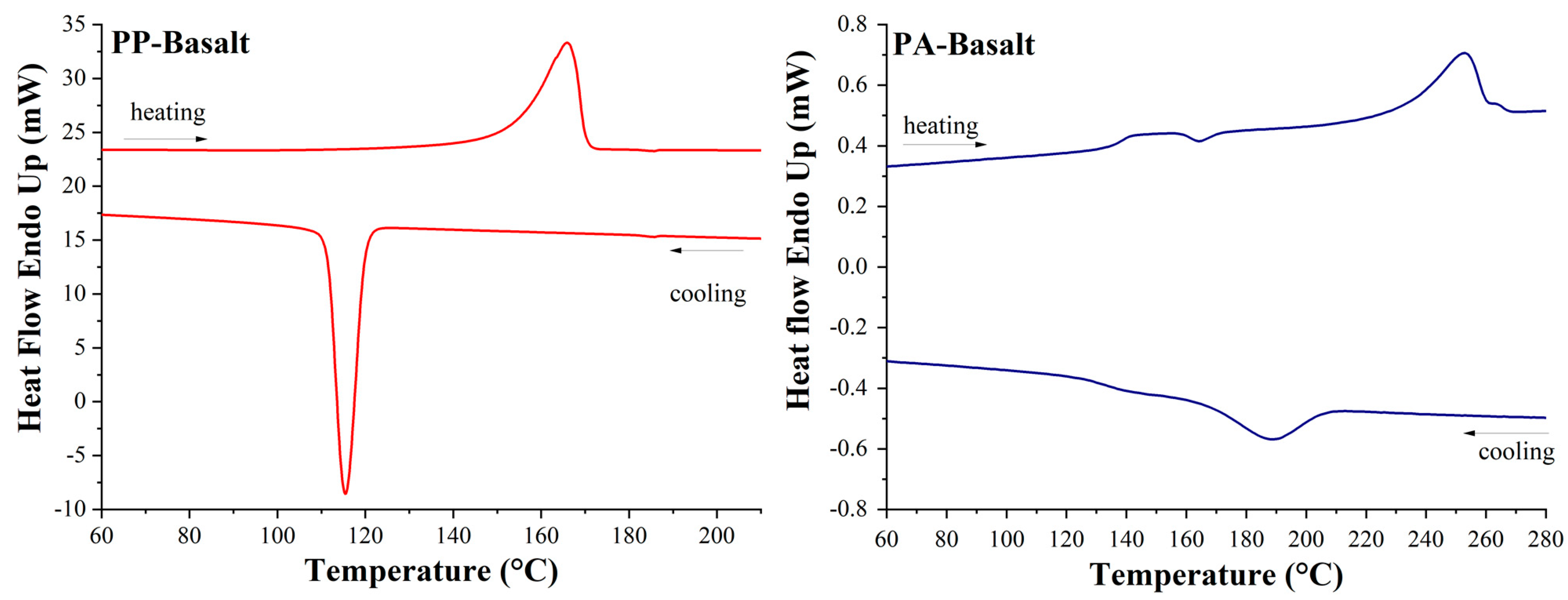
2.5. Thermal Characterization
2.6. Mechanical Characterization
3. Results and Discussion
3.1. Filament Characterization
3.2. 3D-Printed Specimens’ Characterization
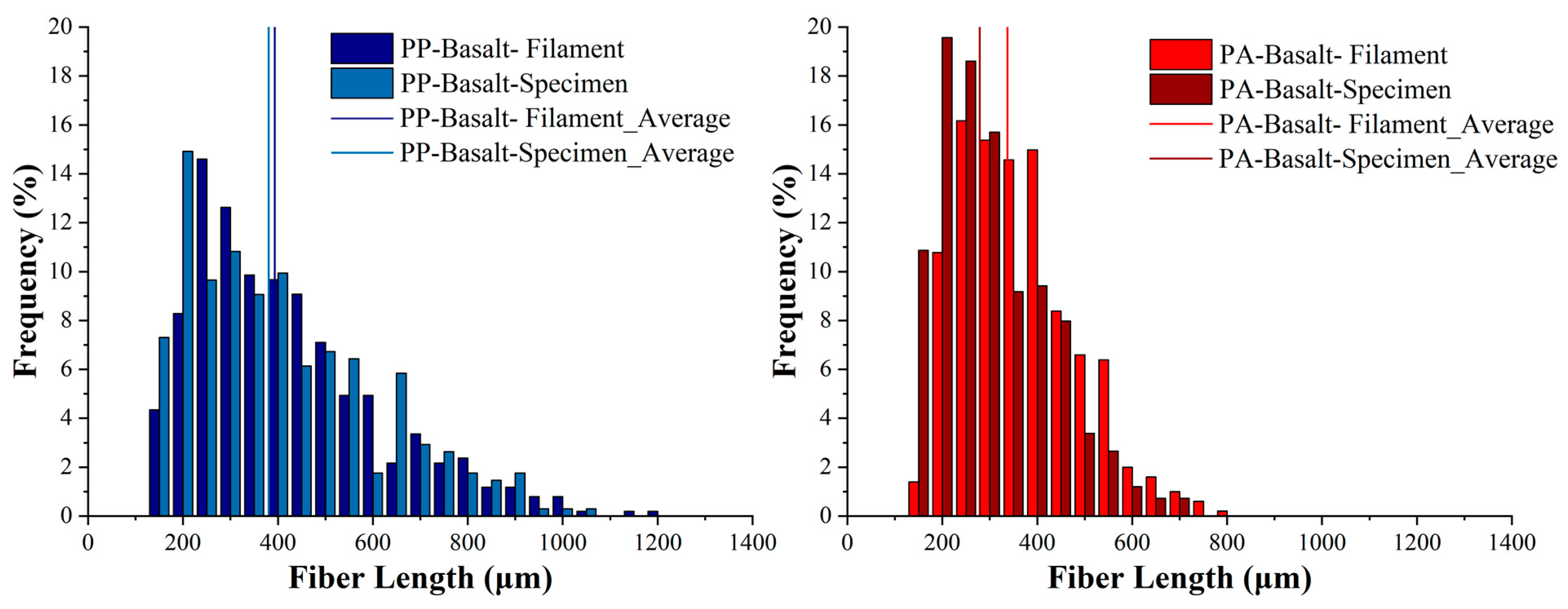
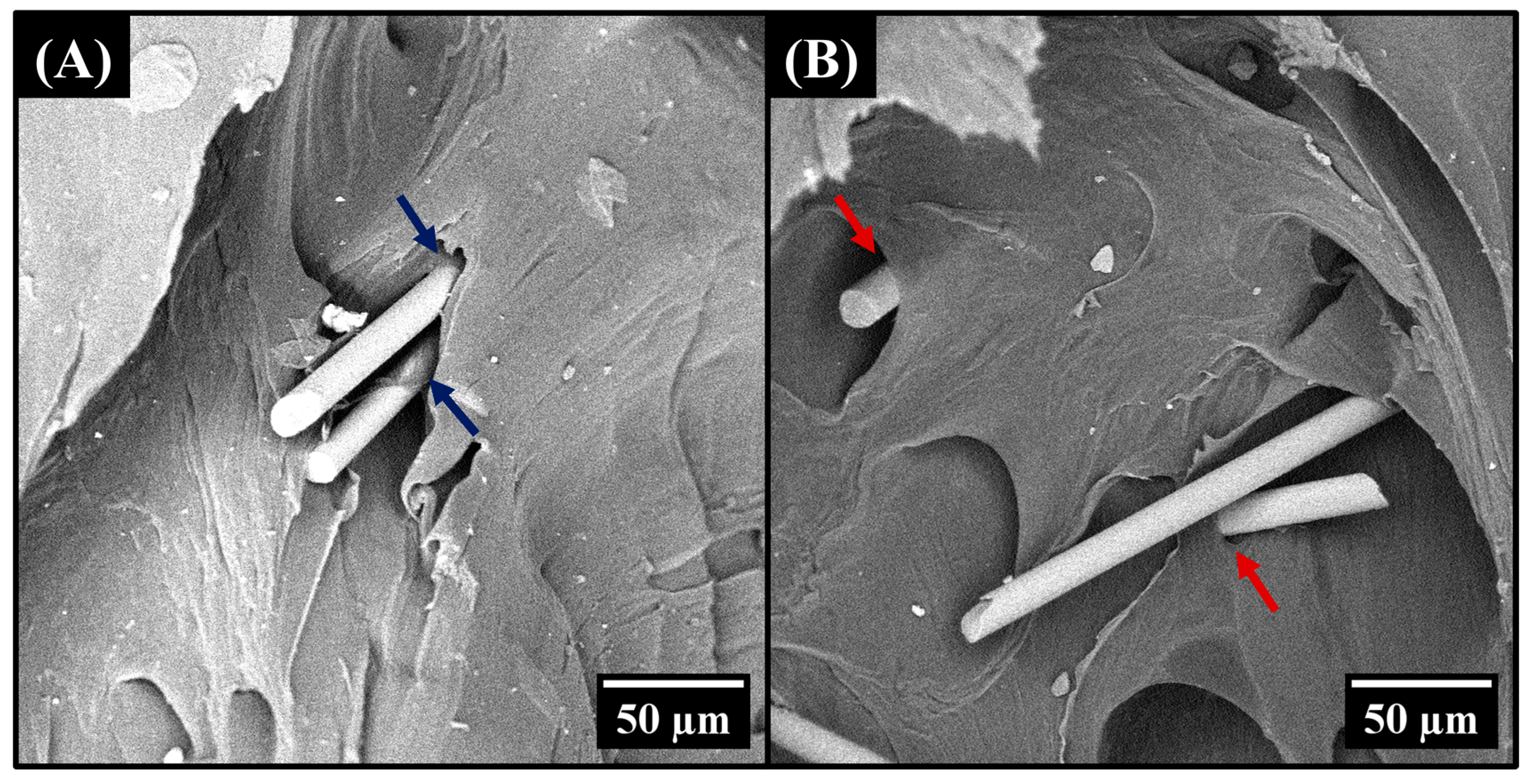
3.2.1. Physical and Microstructural Characterization: Density Measurement and Fiber Length Distribution
3.2.2. Tensile Properties

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Modulus [MPa] | Tensile Strength [MPa] | |
|---|---|---|
| Present Work | 1556.5 ± 41.3 | 42.7 ± 3.6 |
| FDM Neat PA12 | ||
| Ferreira et al. [54] | 451 | 29.5 |
| Feng et al. [56] | - | 36.7 |
| Liao et al. [0° orientation] [55] | 978.8 | 46.4 |
| Injection Molding Neat PA12 | ||
| Meyer et al. [57] | 1092 | 54 |
| Compression Molding Neat PA12 | ||
| Nicharat et al. [58] | 1200 | 40 |
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Abdulhameed, O.; Al-ahmari, A.; Ameen, W.; Mian, S.H. Additive Manufacturing: Challenges, Trends, and Applications. Adv. Mech. Eng. 2019, 11, 1–27. [Google Scholar] [CrossRef]
- Mahmood, A.; Akram, T.; Chen, H.; Chen, S. On the Evolution of Additive Manufacturing (3D/4D Printing) Technologies: Materials, Applications, and Challenges. Polymers 2022, 14, 4698. [Google Scholar] [CrossRef] [PubMed]
- Lv, Y.; Wang, B.; Liu, G.; Tang, Y.; Lu, E.; Xie, K.; Lan, C.; Liu, J.; Qin, Z.; Wang, L. Metal Material, Properties and Design Methods of Porous Biomedical Scaffolds for Additive Manufacturing: A Review. Front. Bioeng. Biotechnol. 2021, 9, 641130. [Google Scholar] [CrossRef]
- Singh, G.; Saini, A. Application of 3D Printing Technology in the Development of Biomedical Implants: A Review. Trends Biomater. Artif. Organs 2021, 35, 95–103. [Google Scholar]
- da Silva, L.R.R.; Sales, W.F.; Campos, F.d.A.R.; de Sousa, J.A.G.; Davis, R.; Singh, A.; Coelho, R.T.; Borgohain, B. A Comprehensive Review on Additive Manufacturing of Medical Devices. Prog. Addit. Manuf. 2021, 6, 517–553. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A Review on Additive Manufacturing of Polymer-Fiber Composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Yuan, S.; Li, S.; Zhu, J.; Tang, Y. Additive Manufacturing of Polymeric Composites from Material Processing to Structural Design. Compos. Part B Eng. 2021, 219, 108903. [Google Scholar] [CrossRef]
- Fan, J.; Zhang, L.; Wei, S.; Zhang, Z.; Choi, S.K.; Song, B.; Shi, Y. A Review of Additive Manufacturing of Metamaterials and Developing Trends. Mater. Today 2021, 50, 303–328. [Google Scholar] [CrossRef]
- Horst, D.D.J.; Duvoisin, D.C.A.; de Almeida Vieira, D.R. Additive Manufacturing at Industry 4.0: A Review. Int. J. Eng. Tech. Res. 2018, 8, 3–8. [Google Scholar]
- Briard, T.; Segonds, F.; Zamariola, N. G-DfAM: A Methodological Proposal of Generative Design for Additive Manufacturing in the Automotive Industry. Int. J. Interact. Des. Manuf. 2020, 14, 875–886. [Google Scholar] [CrossRef]
- Ntintakis, I.; Stavroulakis, G.E.; Sfakianakis, G.; Fiotodimitrakis, N. Utilizing Generative Design for Additive Manufacturing. In Recent Processes and Manufacturing Advances in Systems Select Proceedings of RAM 2021; Dave, H.K., Dixit, U.S., Nedelcu, D., Eds.; Springer Nature: Singapore, 2021; ISBN 978-981-16-7786-1. [Google Scholar]
- Martin Leary Design For Additive Manufactruing; Elsevier: Amsterdam, The Netherlands, 2020; ISBN 0128168870/9780128168875.
- Taufek, T.; Adenan, M.S.; Manurung, Y.H.P.; Sulaiman, S.A.; Zaid, N.S.; Romzi, N.A.S. 3D Metal Printing Using Generative Design and Numerical Computation. In Recent Trends in Manufacturing and Materials Towards Industry 4.0; Springer Nature: Singapore, 2021; pp. 839–849. ISBN 9789811595042. [Google Scholar]
- Junk, S.; Rothe, N. Lightweight Design of Automotive Components Using Generative Design with Fiber-Reinforced Additive Manufacturing. Procedia CIRP 2022, 109, 119–124. [Google Scholar] [CrossRef]
- Formlabs 3D Printing Technology Comparison: FDM vs. SLA vs. SLS. Available online: https://formlabs.com/blog/fdm-vs-sla-vs-sls-how-to-choose-the-right-3d-printing-technology/ (accessed on 4 July 2023).
- Chae, M.P.; Rozen, W.M.; McMenamin, P.G.; Findlay, M.W.; Spychal, R.T.; Hunter-Smith, D.J. Emerging Applications of Bedside 3D Printing in Plastic Surgery. Front. Surg. 2015, 2, 25. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical Behaviour of ABS: An Experimental Study Using FDM and Injection Moulding Techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Lay, M.; Thajudin, N.L.N.; Hamid, Z.A.A.; Rusli, A.; Abdullah, M.K.; Shuib, R.K. Comparison of Physical and Mechanical Properties of PLA, ABS and Nylon 6 Fabricated Using Fused Deposition Modeling and Injection Molding. Compos. Part B Eng. 2019, 176, 107341. [Google Scholar] [CrossRef]
- Vieyra, H.; Molina-Romero, J.M.; Calderón-Nájera, J.d.D.; Santana-Díaz, A. Engineering, Recyclable, and Biodegradable Plastics in the Automotive Industry: A Review. Polymers 2022, 14, 3412. [Google Scholar] [CrossRef]
- Patil, A.; Patel, A.; Purohit, R. An Overview of Polymeric Materials for Automotive Applications. Mater. Today Proc. 2017, 4, 3807–3815. [Google Scholar] [CrossRef]
- Grand View Research. Automotive Plastics Market Size & Share Report, 2030 ID: 978-1-68038-193-1. Available online: https://www.grandviewresearch.com/industry-analysis/automotive-plastics-market (accessed on 8 June 2023).
- Market Research Report by Fortune Business Insights. Nylon Market Size by Type, by Application and Regional Forecast, 2020–2027. 2020. Available online: https://www.fortunebusinessinsights.com/nylon-market-102007 (accessed on 4 July 2023).
- Fiore, V.; Scalici, T.; Di Bella, G.; Valenza, A. A Review on Basalt Fibre and Its Composites. Compos. Part B Eng. 2015, 74, 74–94. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The Mechanical Testing and Performance Analysis of Polymer-Fibre Composites Prepared through the Additive Manufacturing. Polym. Test. 2021, 93, 106925. [Google Scholar] [CrossRef]
- Arockiam, A.J.; Subramanian, K.; Padmanabhan, R.G.; Selvaraj, R.; Bagal, D.K.; Rajesh, S. A Review on PLA with Different Fillers Used as a Filament in 3D Printing. Mater. Today Proc. 2022, 50, 2057–2064. [Google Scholar] [CrossRef]
- Ghabezi, P.; Flanagan, T.; Harrison, N. Short Basalt Fibre Reinforced Recycled Polypropylene Filaments for 3D Printing. Mater. Lett. 2022, 326, 132942. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, W. fu Mechanical Properties and Failure Behavior of 3D Printed Thermoplastic Composites Using Continuous Basalt Fiber under High-Volume Fraction. Def. Technol. 2022, in press. [CrossRef]
- Blaine, R.L. Thermal Applications Note Polymer Heats of Fusion; TA Instruments: New Castle, DE, USA; Volume TN048.
- Cardona, C.; Curdes, A.H.; Isaacs, A.J. Effects of Filament Diameter Tolerances in Fused Filament Fabrication. IU J. Undergrad. Res. 2016, 2, 44–47. [Google Scholar] [CrossRef]
- Esmizadeh, E.; Tzoganakis, C.; Mekonnen, T.H. Degradation Behavior of Polypropylene during Reprocessing and Its Biocomposites: Thermal and Oxidative Degradation Kinetics. Polymers 2020, 12, 1627. [Google Scholar] [CrossRef]
- Touris, A.; Turcios, A.; Mintz, E.; Pulugurtha, S.R.; Thor, P.; Jolly, M.; Jalgaonkar, U. Effect of Molecular Weight and Hydration on the Tensile Properties of Polyamide 12. Results Mater. 2020, 8, 100149. [Google Scholar] [CrossRef]
- Starkweather, H.W. The Sorption of Water by Nylons. J. Appl. Polym. Sci. 1959, 2, 129–133. [Google Scholar] [CrossRef]
- Jose, S.; Thomas, S.; Biju, P.K.; Koshy, P.; Karger-Kocsis, J. Thermal Degradation and Crystallisation Studies of Reactively Compatibilised Polymer Blends. Polym. Degrad. Stab. 2008, 93, 1176–1187. [Google Scholar] [CrossRef]
- Chiu, F.C.; Chu, P.H. Characterization of Solution-Mixed Polypropylene/Clay Nanocomposites without Compatibilizers. J. Polym. Res. 2006, 13, 73–78. [Google Scholar] [CrossRef]
- Franciszczak, P.; Wojnowski, J.; Kalniņš, K.; Piesowicz, E. The Influence of Matrix Crystallinity on the Mechanical Performance of Short-Fibre Composites–Based on Homo-Polypropylene and a Random Polypropylene Copolymer Reinforced with Man-Made Cellulose and Glass Fibres. Compos. Part B Eng. 2019, 166, 516–526. [Google Scholar] [CrossRef]
- Ma, N.; Liu, W.; Ma, L.; He, S.; Liu, H.; Zhang, Z.; Sun, A.; Huang, M.; Zhu, C. Crystal Transition and Thermal Behavior of Nylon 12. E-Polymers 2020, 20, 346–352. [Google Scholar] [CrossRef]
- Mao, B.; Cebe, P. Avrami Analysis of Melt Crystallization Behavior of Trogamid. J. Therm. Anal. Calorim. 2013, 113, 545–550. [Google Scholar] [CrossRef]
- Bahrami, M.; Lavayen-Farfan, D.; Martínez, M.A.; Abenojar, J. Experimental and Numerical Studies of Polyamide 11 and 12 Surfaces Modified by Atmospheric Pressure Plasma Treatment. Surf. Interfaces 2022, 32, 102154. [Google Scholar] [CrossRef]
- Acierno, S.; Van Puyvelde, P. Rheological Behavior of Polyamide 11 with Varying Initial Moisture Content. J. Appl. Polym. Sci. 2005, 97, 666–670. [Google Scholar] [CrossRef]
- Filippone, G.; Carroccio, S.C.; Mendichi, R.; Gioiella, L.; Dintcheva, N.T.; Gambarotti, C. Time-Resolved Rheology as a Tool to Monitor the Progress of Polymer Degradation in the Melt State-Part I: Thermal and Thermo-Oxidative Degradation of Polyamide 11. Polymer 2015, 72, 134–141. [Google Scholar] [CrossRef]
- Sergi, C.; Vitiello, L.; Dang, P.; Russo, P.; Tirillò, J.; Sarasini, F. Low Molecular Weight Bio-Polyamide 11 Composites Reinforced with Flax and Intraply Flax/Basalt Hybrid Fabrics for Eco-Friendlier Transportation Components. Polymers 2022, 14, 5053. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefi, A.A. Preparation of Polypropylene/Short Glass Fiber Composite as Fused Deposition Modeling (FDM) Filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Milosevic, M.; Stoof, D.; Pickering, K.L. Characterizing the Mechanical Properties of Fused Deposition Modelling Natural Fiber Recycled Polypropylene Composites. J. Compos. Sci. 2017, 1, 7. [Google Scholar] [CrossRef]
- Milovanović, A.; Golubović, Z.; Babinský, T.; Šulák, I.; Mitrović, A. Tensile Properties of Polypropylene Additively Manufactured By FDM. Struct. Integr. Life 2022, 22, 305–308. [Google Scholar]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused Deposition Modeling with Polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Jin, M.; Giesa, R.; Neuber, C.; Schmidt, H.W. Filament Materials Screening for FDM 3D Printing by Means of Injection-Molded Short Rods. Macromol. Mater. Eng. 2018, 303, 1800507. [Google Scholar] [CrossRef]
- Sergi, C.; Tirillò, J.; Iacovacci, C.; Sarasini, F. Influence of Reprocessing Cycles on the Morphological, Thermal and Mechanical Properties of Flax / Basalt Hybrid Polypropylene Composites. Sustain. Mater. Technol. 2023, 36, e00648. [Google Scholar] [CrossRef]
- Karmaker, A.C.; Youngquist, J.A. Injection Molding of Polypropylene Reinforced with Short Jute Fibers. J. Appl. Polym. Sci. 1996, 62, 1147–1151. [Google Scholar] [CrossRef]
- Farotti, E.; Natalini, M. Injection Molding. Influence of Process Parameters on Mechanical Properties of Polypropylene Polymer. A First Study. Procedia Struct. Integr. 2018, 8, 256–264. [Google Scholar] [CrossRef]
- Yu, S.; Oh, K.H.; Hong, S.H. Enhancement of the Mechanical Properties of Basalt Fiber-Reinforced Polyamide 6,6 Composites by Improving Interfacial Bonding Strength through Plasma-Polymerization. Compos. Sci. Technol. 2019, 182, 107756. [Google Scholar] [CrossRef]
- Sergi, C.; Sbardella, F.; Lilli, M.; Tirillò, J.; Calzolari, A.; Sarasini, F. Hybrid Cellulose–Basalt Polypropylene Composites with Enhanced Compatibility: The Role of Coupling Agent. Molecules 2020, 25, 4384. [Google Scholar] [CrossRef]
- Liu, H.; Yu, Y.; Liu, Y.; Zhang, M.; Li, L.; Ma, L.; Sun, Y.; Wang, W. A Review on Basalt Fiber Composites and Their Applications in Clean Energy Sector and Power Grids. Polymers 2022, 14, 2376. [Google Scholar] [CrossRef]
- Ferreira, I.; Melo, C.; Neto, R.; Machado, M.; Alves, J.L.; Mould, S. Study of the Annealing Influence on the Mechanical Performance of PA12 and PA12 Fibre Reinforced FFF Printed Specimens. Rapid Prototyp. J. 2020, 26, 1761–1770. [Google Scholar] [CrossRef]
- Liao, G.; Li, Z.; Cheng, Y.; Xu, D.; Zhu, D.; Jiang, S.; Guo, J.; Chen, X.; Xu, G.; Zhu, Y. Properties of Oriented Carbon Fiber/Polyamide 12 Composite Parts Fabricated by Fused Deposition Modeling. Mater. Des. 2018, 139, 283–292. [Google Scholar] [CrossRef]
- Feng, L.; Wang, Y.; Wei, Q. PA12 Powder Recycled from SLS for FDM. Polymers 2019, 11, 727. [Google Scholar] [CrossRef]
- Meyer, T.; Harland, A.; Haworth, B.; Holmes, C.; Lucas, T.; Sherratt, P. The Influence of Different Melt Temperatures on the Mechanical Properties of Injection Molded PA-12 and the Post Process Detection by Thermal Analysis. Int. Polym. Process. 2017, 32, 90–101. [Google Scholar] [CrossRef]
- Nicharat, A.; Sapkota, J.; Weder, C.; Johan Foster, E. Melt Processing of Polyamide 12 and Cellulose Nanocrystals Nanocomposites. J. Appl. Polym. Sci. 2015, 132, 1–10. [Google Scholar] [CrossRef]




| Filament | Barrel Zone Temperatures (°C) | Screw Speed | Puller Speed | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| T1 | T2 | T3 | T4 | T5 | T6 | T7 | die | (rpm) | (rpm) | |
| PP-Basalt | 170 | 190 | 190 | 190 | 190 | 190 | 190 | 180 | 150 | 4 |
| PA12-Basalt | 250 | 280 | 280 | 280 | 280 | 280 | 260 | 260 | 150 | 4 |
| Process Parameters | PP-Basalt | PA12-Basalt |
|---|---|---|
| Extrusion temperature (°C) | 260 | 300 |
| Build platform temperature (°C) | 50 | 70 |
| Extrusion speed (mm/min) | 50 | 50 |
| Layer thickness (mm) | 200 | 200 |
| Build platform/extruder gap (µm) | 250 | 200 |
| Sample | Glass Transition Temperature (°C) | Melting Temperature (°C) | Crystallization Temperature (°C) | Degree of Crystallinity (%) |
|---|---|---|---|---|
| PP-Basalt_filament | - | 166 | 115 | 36.8 |
| PA12-Basalt_filament | 139 | 252 | 191 | 8.7 |
| Reference | Tensile Modulus [MPa] | Tensile Strength [MPa] |
|---|---|---|
| Present Work | 1257.3 ± 307.2 | 23.1 ± 2.6 |
| FDM Neat PP | ||
| Sodeifian et al. [43] | ≈70 | ≈20 |
| Milosevic et al. [44] | ≈225 | ≈16 |
| Milovanovic et al. [45] | 260.7 | 11.57 |
| Carneiro et al. [46] | ≈1000 | ≈27.5 |
| Jin et al. [0° orientation] [47] | 1267 | 16.7 |
| Injection Molding Neat PP | ||
| Sergi et al. [48] | 1200 | 27.2 |
| Karmaker et al. [49] | 1230 | 27.8 |
| Farotti et al. [50] | 1253 | 32.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lupone, F.; Tirillò, J.; Sarasini, F.; Badini, C.; Sergi, C. 3D Printing of Low-Filled Basalt PA12 and PP Filaments for Automotive Components. J. Compos. Sci. 2023, 7, 367. https://doi.org/10.3390/jcs7090367
Lupone F, Tirillò J, Sarasini F, Badini C, Sergi C. 3D Printing of Low-Filled Basalt PA12 and PP Filaments for Automotive Components. Journal of Composites Science. 2023; 7(9):367. https://doi.org/10.3390/jcs7090367
Chicago/Turabian StyleLupone, Federico, Jacopo Tirillò, Fabrizio Sarasini, Claudio Badini, and Claudia Sergi. 2023. "3D Printing of Low-Filled Basalt PA12 and PP Filaments for Automotive Components" Journal of Composites Science 7, no. 9: 367. https://doi.org/10.3390/jcs7090367
APA StyleLupone, F., Tirillò, J., Sarasini, F., Badini, C., & Sergi, C. (2023). 3D Printing of Low-Filled Basalt PA12 and PP Filaments for Automotive Components. Journal of Composites Science, 7(9), 367. https://doi.org/10.3390/jcs7090367