
Statistical and Artificial Neural Network Coupled Technique for Prediction of Tribo-Performance in Amine-Cured Bio-Based Epoxy/MMT Nanocomposites

 ,
, 
 ,
,
Abstract
:1. Introduction
2. Methodology
2.1. Sample Preparation
2.2. Wear Test
2.3. Design of Experiments
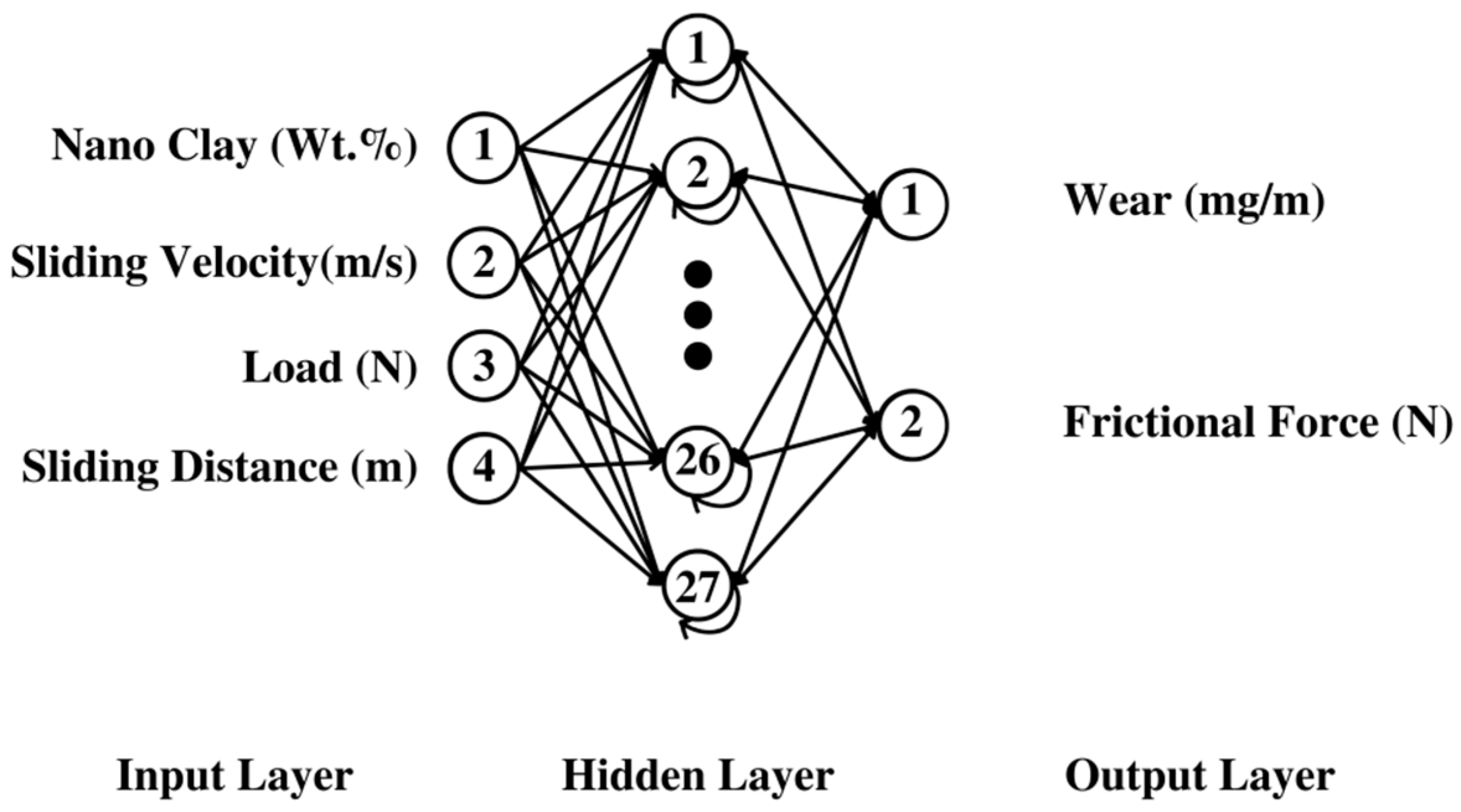
2.4. Back-Propagation Artificial Neural Network Analysis
- Nanoclay (wt.%): Nanoclay was integrated within the composite in varying weight percentages to study its influence on the wear and frictional properties of the composite. The chosen weight percentages ranged between 1% and 3%.
- Sliding Velocity (m/s): The sliding velocity refers to the relative speed at which the wear test sample moves against the counterface under controlled conditions. The sliding velocities selected for the study were 1.0, 1.5, and 2.0 m/s.
- Load (N): This parameter represents the normal load applied on the sample during the wear testing process. The values of the load applied in this study were 10, 20, and 30 Newton.
- Sliding Distance (m): The sliding distance corresponds to the total distance covered by the sample under the applied load and specific velocity during the wear test. For this study, the distances were 500, 750, and 1000 m.
2.5. Characterization Studies
3. Results and Discussions
3.1. Statistical Analysis of Parameters Affecting Wear
3.2. Statistical Analysis of Parameters Affecting Frictional Force
3.3. BPANN Validation
3.4. Characterization Results
4. Conclusions
- This research systematically investigated the influence of four parameters—nanoclay (wt.%), sliding velocity (m/s), load (n), and sliding distance (m)—on both the wear rate (mg/min) and Frictional Force (N) in nanoclay-filled FormuLITETM amine-cured bio-based epoxy composites.
- According to the Taguchi experimental design, the optimal conditions for minimal wear were found to be the third level of nanoclay (A3), the first level of sliding velocity (B1), the third level of load (C3), and the first level of sliding distance (D1). In contrast, for minimizing the frictional force, the highest signal-to-noise ratios were found at the first level of nanoclay (A1), the second level of sliding velocity (B2), the first level of load (C1), and the first level of sliding distance (D1).
- The predictions from the Back-propagation Artificial Neural Network (BPANN) model were closely aligned with the experimental results, demonstrating the efficacy of this model in predicting the behavior of such intricate systems.
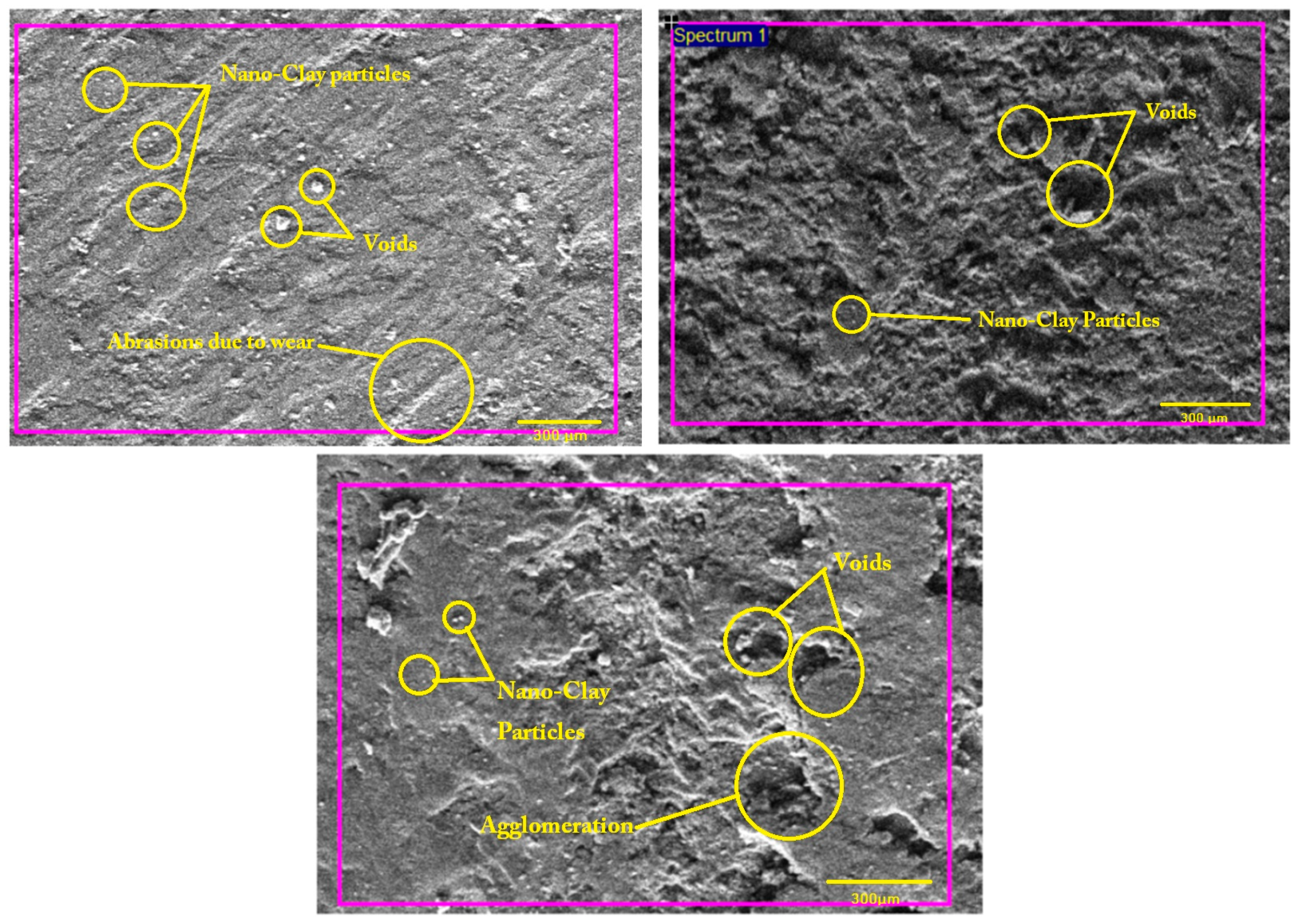
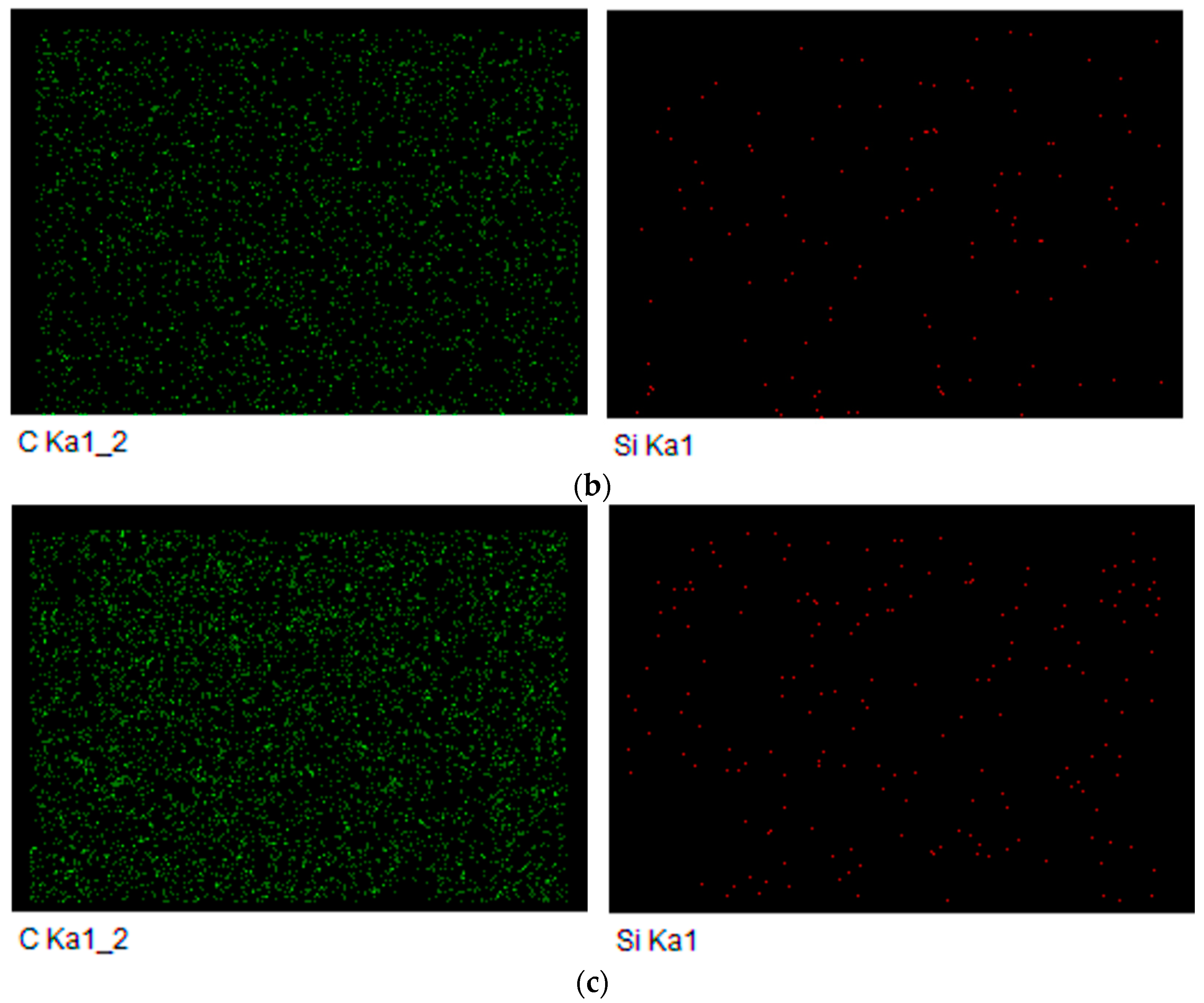
- The SEM and EDS analyses provided valuable insights into the uniform dispersion of the nanoclay within the FormuLITETM matrix. This homogeneous distribution plays a significant role in improving the mechanical properties of the material by enhancing the load transfer and stress distribution.
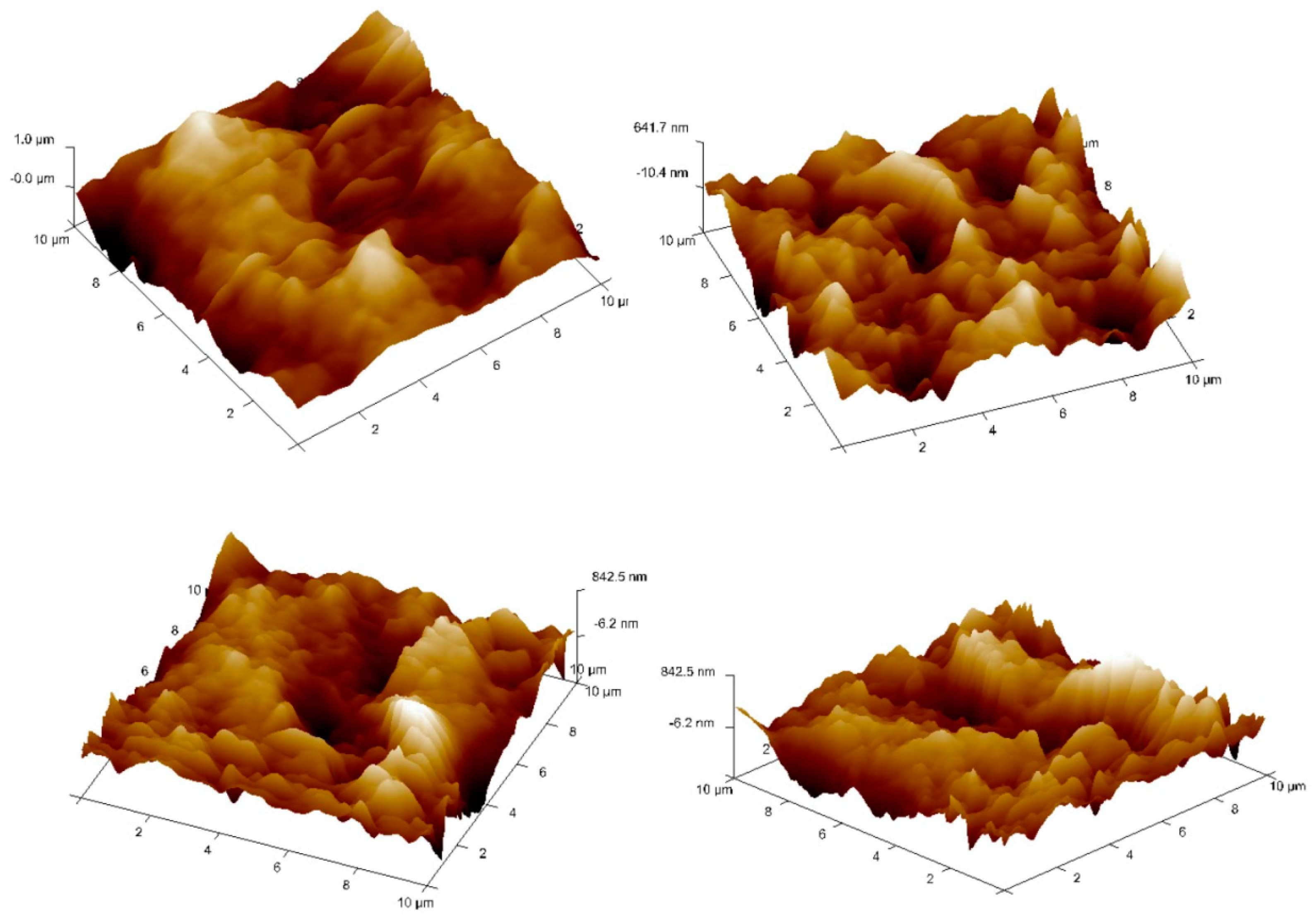
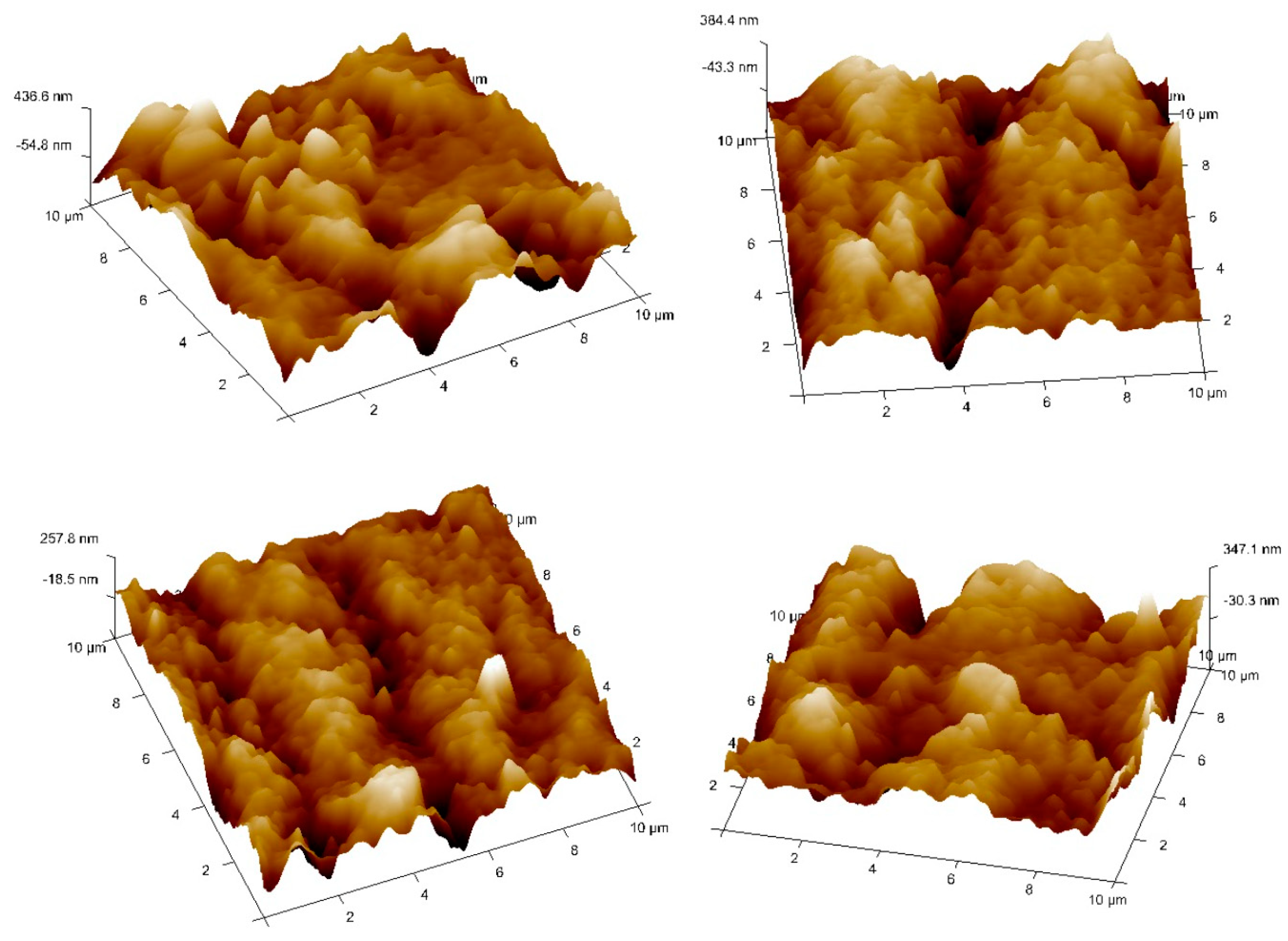
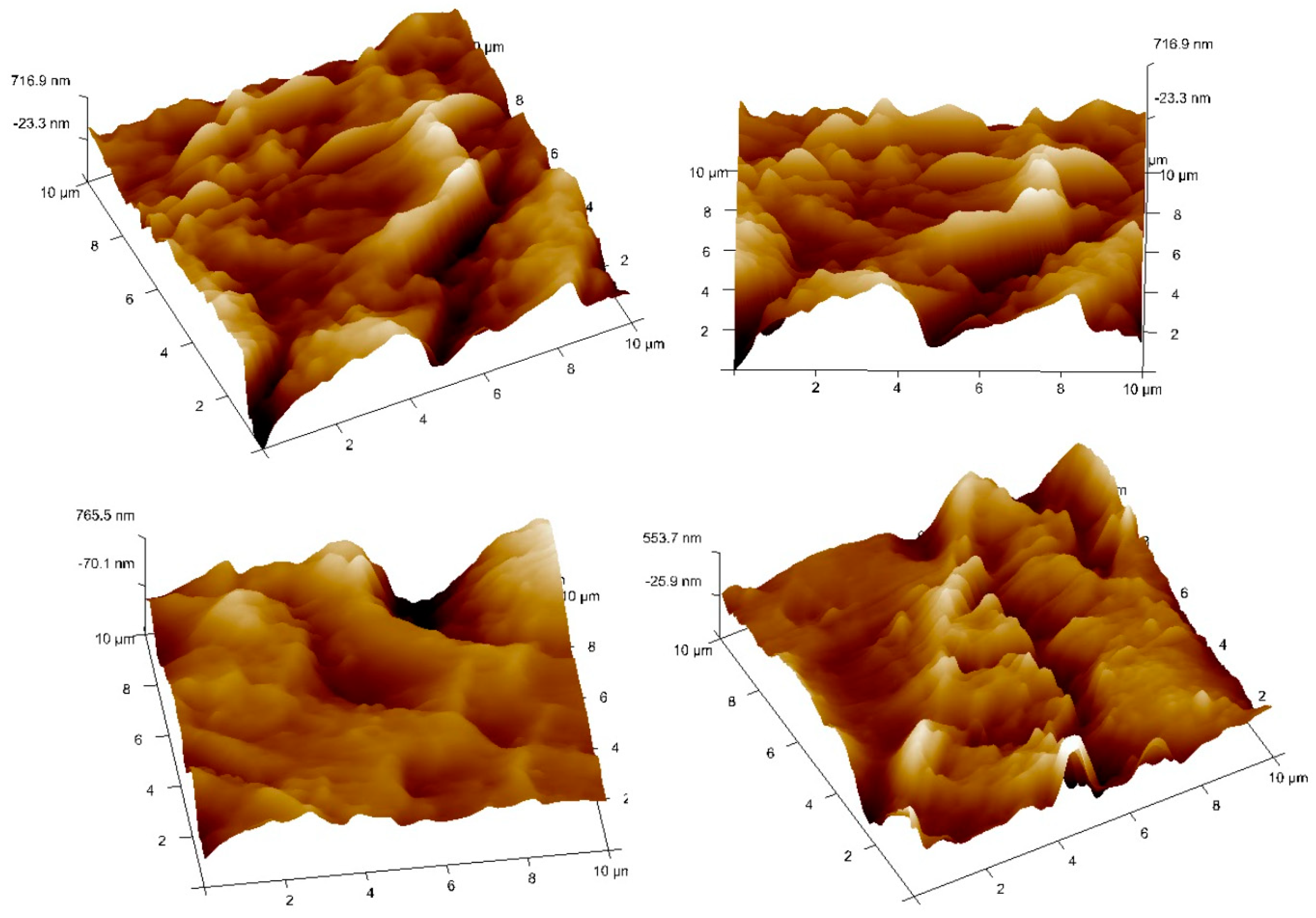
- The AFM results revealed that the addition of nanoclay contributes to an increase in the surface roughness and peak height, both of which are critical factors in determining the material’s overall performance.
- Interestingly, as the percentage of nanoclay increased, a decrease in the surface roughness and peak height was observed, indicating a possible saturation point in the interaction between the nanoclay particles and the FormuLITETM matrix.
- The obtained results elucidate the potential of nanoclay-filled FormuLITETM amine-cured bio-based epoxy composites for diverse applications, such as in the automotive, aerospace, and biomedical engineering sectors, given their enhanced mechanical properties.
- Further studies are suggested for more in-depth explorations of the potential modifications and a wider array of applications for nanoclay-filled FormuLITETM amine-cured bio-based epoxy composites.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Mahesh, V.; Joladarashi, S.; Kulkarni, S.M. A comprehensive review on material selection for polymer matrix composites subjected to impact load. Def. Technol. 2021, 17, 257–277. [Google Scholar] [CrossRef]
- Wang, R.-M.; Zheng, S.-R.; Zheng, Y.-P. Matrix materials. In Polymer Matrix Composites and Technology; Elsevier: Amsterdam, The Netherlands, 2011; pp. 101–548. [Google Scholar] [CrossRef]
- Chang, I.Y.; Lees, J.K. Recent Development in Thermoplastic Composites: A Review of Matrix Systems and Processing Methods. J. Thermoplast. Compos. Mater. 1988, 1, 277–296. [Google Scholar] [CrossRef]
- Grove, S. Polymeric materials and processing—Plastics, elastomers and composites. Compos. Manuf. 1995, 6, 59. [Google Scholar] [CrossRef]
- Gibson, G. Epoxy Resins. In Brydson’s Plastics Materials, 7th ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 773–797. [Google Scholar] [CrossRef]
- Moeckel, J. Epoxy Resins. In Kunststoffe, German Plastics, 80; Elsevier: Amsterdam, The Netherlands, 1990; pp. 59–70. [Google Scholar] [CrossRef]
- Greene, J.P. Thermoset Polymers. Automotive Plastics and Composites; Elsevier: Amsterdam, The Netherlands, 2021; pp. 175–190. [Google Scholar] [CrossRef]
- Komus, A.; Beley, N. Composite applications for ground transportation. In Comprehensive Composite Materials II; Elsevier: Amsterdam, The Netherlands, 2017; pp. 420–438. [Google Scholar] [CrossRef]
- Rad, E.R.; Vahabi, H.; de Anda, A.R.; Saeb, M.R.; Thomas, S. Bio-epoxy resins with inherent flame retardancy. Prog. Org. Coat. 2019, 135, 608–612. [Google Scholar] [CrossRef]
- Subie, A.; Mouritz, A.; Troynikov, O. Sustainable design and environmental impact of materials in sports products. Sports Technol. 2009, 2, 67–79. [Google Scholar] [CrossRef]
- Beck, A.J.; Hodzic, A.; Soutis, C.; Wilson, C.W. Influence of implementation of composite materials in civil aircraft industry on reduction of environmental pollution and greenhouse effect. IOP Conf. Ser. Mater. Sci. Eng. 2011, 26, 012015. [Google Scholar] [CrossRef]
- Rwawiire, S.; Tomkova, B.; Militky, J.; Jabbar, A.; Kale, B.M. Development of a biocomposite based on green epoxy polymer and natural cellulose fabric (bark cloth) for automotive instrument panel applications. Compos. Part B Eng. 2015, 81, 149–157. [Google Scholar] [CrossRef]
- Ma, Y.; Fu, S.; Gao, S.; Zhang, S.; Che, X.; Wang, Q.; Jiao, Z. Update on volatile organic compound (VOC) source profiles and ozone formation potential in synthetic resins industry in China. Environ. Pollut. 2021, 291, 118253. [Google Scholar] [CrossRef]
- Belote, S.N.; Blount, W.W. Optimizing High-Solids Polyester Resins for Low Voc Emission. Proc. Water-Borne High.-Solids Coat. Symp. 1981, 1, 33–50. [Google Scholar]
- Ramon, E.; Sguazzo, C.; Moreira, P.M.G.P. A review of recent research on bio-based epoxy systems for engineering applications and potentialities in the aviation sector. Aerospace 2018, 5, 110. [Google Scholar] [CrossRef]
- Baroncini, E.A.; Yadav, S.K.; Palmese, G.R.; Stanzione, J.F. Recent advances in bio-based epoxy resins and bio-based epoxy curing agents. J. Appl. Polym. Sci. 2016, 133, 44103. [Google Scholar] [CrossRef]
- Naik, N.; Sooriyaperakasam, N.; Abeykoon, Y.K.; Wijayarathna, Y.S.; Pranesh, G.; Roy, S.; Negi, R.; Aakif, B.K.; Kulatunga, A.; Kandasamy, J. Sustainable Green Composites: A Review of Mechanical Characterization, Morphological Studies, Chemical Treatments, and their Processing Methods. J. Comput. Mech. Manag. 2022, 1, 66–81. [Google Scholar] [CrossRef]
- Mauck, J.R.; Yadav, S.K.; Sadler, J.M.; La Scala, J.J.; Palmese, G.R.; Schmalbach, K.M.; Stanzione, J.F. Preparation and Characterization of Highly Bio-Based Epoxy Amine Thermosets Derived from Lignocellulosics. Macromol. Chem. Phys. 2017, 218, 1700013. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic biomass: A sustainable platform for the production of bio-based chemicals and polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef]
- Zia, K.M.; Noreen, A.; Zuber, M.; Tabasum, S.; Mujahid, M. Recent developments and future prospects on bio-based polyesters derived from renewable resources: A review. Int. J. Biol. Macromol. 2016, 82, 1028–1040. [Google Scholar] [CrossRef]
- Ng, F.; Couture, G.; Philippe, C.; Boutevin, B.; Caillol, S. Bio-based aromatic epoxy monomers for thermoset materials. Molecules 2017, 22, 149. [Google Scholar] [CrossRef]
- Garrison, T.F.; Murawski, A.; Quirino, R.L. Bio-based polymers with potential for biodegradability. Polymers 2016, 8, 262. [Google Scholar] [CrossRef]
- Babu, R.P.; O’Connor, K.; Seeram, R. Current progress on bio-based polymers and their future trends. Prog. Biomater. 2013, 2, 8. [Google Scholar] [CrossRef]
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly(ethylene terephthalate) (Bio-PET): Recent Developments in Bio-Based Polymers Analogous to Petroleum-Derived Ones for Packaging and Engineering Applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef]
- Prasanth, S.M.; Kumar, P.S.; Harish, S.; Rishikesh, M.; Nanda, S.; Vo, D.V.N. Application of biomass derived products in mid-size automotive industries: A review. Chemosphere 2021, 280, 130723. [Google Scholar] [CrossRef] [PubMed]
- Stagner, J.A.; Tseng, S.; Tam, E.K.L. Bio-Based Polymers and End-of-Life Vehicles. J. Polym. Environ. 2012, 20, 1046–1051. [Google Scholar] [CrossRef]
- Ruban, S. Biobased Packaging—Application in Meat Industry. Vet. World 2009, 2, 79. [Google Scholar] [CrossRef]
- Luoma, E.; Välimäki, M.; Ollila, J.; Heikkinen, K.; Immonen, K. Bio-Based Polymeric Substrates for Printed Hybrid Electronics. Polymers 2022, 14, 1863. [Google Scholar] [CrossRef] [PubMed]
- Mu, M.; Vaughan, A. Dielectric behaviours of bio-derived epoxy resins from cashew nutshell liquid. High Volt. 2021, 6, 255–263. [Google Scholar] [CrossRef]
- Corigliano, P.; Crupi, V.; Bertagna, S.; Marinò, A. Bio-based adhesives for wooden boatbuilding. J. Mar. Sci. Eng. 2021, 9, 28. [Google Scholar] [CrossRef]
- Terry, J.S.; Taylor, A.C. The properties and suitability of commercial bio-based epoxies for use in fiber-reinforced composites. J. Appl. Polym. Sci. 2021, 138, 50417. [Google Scholar] [CrossRef]
- Kumar, S.; Saha, A. Utilization of coconut shell biomass residue to develop sustainable biocomposites and characterize the physical, mechanical, thermal, and water absorption properties. Biomass Conv. Bioref. 2022, 12, 1–17. [Google Scholar] [CrossRef]
- Kumar, S.; Bhowmik, S.; Mahakur, V.K. Thermo-mechanical and degradation properties of naturally derived biocomposites for prosthesis applications: Analysis of the interface pressure and stress distribution on the developed socket. Proc. Proc. Inst. Mech. Eng. Part E J. Process. Mech. Eng. 2022. [Google Scholar] [CrossRef]
- Naik, N.; Shivamurthy, B.; Thimmappa, B.H.S.; Guo, Z.; Bhat, R. Bio-Based Epoxies: Mechanical Characterization and Their Applicability in the Development of Eco-Friendly Composites. J. Compos. Sci. 2022, 6, 294. [Google Scholar] [CrossRef]
- Aisyah, H.A.; Padzil, F.N.M.; Juliana, A.H.; Zainudin, E.S. Nanofillers: From laboratory to industry. In Synthetic and Natural Nanofillers in Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2023; pp. 417–425. [Google Scholar] [CrossRef]
- Tolinski, M. Overview of Fillers and Fibers. In Additives for Polyolefins; Elsevier: Amsterdam, The Netherlands, 2009; pp. 93–119. [Google Scholar] [CrossRef]
- Kausar, A. Flame retardant potential of clay nanoparticles. In Clay Nanoparticles: Properties and Applications; Elsevier: Amsterdam, The Netherlands, 2020; pp. 169–184. [Google Scholar] [CrossRef]
- Farzadnia, N.; Shi, C. Use of nanomaterials in geopolymers. In Nanotechnology for Civil Infrastructure; Elsevier: Amsterdam, The Netherlands, 2023; pp. 161–190. [Google Scholar] [CrossRef]
- Zaferani, S.H. Introduction of polymer-based nanocomposites. In Polymer-Based Nanocomposites for Energy and Environmental Applications; Elsevier: Amsterdam, The Netherlands, 2018; pp. 1–25. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Control Factors | Levels | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Nanoclay (wt.%) | 1 | 2 | 3 |
| Sliding velocity (m/s) | 1.0 | 1.5 | 2.0 |
| Load (N) | 10 | 20 | 30 |
| Sliding distance (m) | 500 | 750 | 1000 |
| Scheme | A | B | C | D | Wear (mg/m) | Frictional Force (N) |
|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 10 | 500 | 0.0072 | 22.53 |
| 2 | 1 | 1.5 | 20 | 750 | 0.0084 | 23.22 |
| 3 | 1 | 2 | 30 | 1000 | 0.0089 | 26.44 |
| 4 | 2 | 1 | 20 | 1000 | 0.0057 | 32.98 |
| 5 | 2 | 1.5 | 30 | 500 | 0.0059 | 34.3 |
| 6 | 2 | 2 | 10 | 750 | 0.0069 | 31.45 |
| 7 | 3 | 1 | 30 | 750 | 0.0035 | 41.08 |
| 8 | 3 | 1.5 | 10 | 1000 | 0.0042 | 37.82 |
| 9 | 3 | 2 | 20 | 500 | 0.0043 | 38.62 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Regression | 4 | 0.000029 | 99.52% | 0.000029 | 0.000007 | 206.28 | 0.000 |
| A | 1 | 0.000026 | 90.46% | 0.000026 | 0.000026 | 750.00 | 0.000 |
| B | 1 | 0.000002 | 7.93% | 0.000002 | 0.000002 | 65.71 | 0.001 |
| C | 1 | 0.000000 | 0.00% | 0.000000 | 0.000000 | 0.00 | 1.000 |
| D | 1 | 0.000000 | 1.13% | 0.000000 | 0.000000 | 9.41 | 0.037 |
| Error | 4 | 0.000000 | 0.48% | 0.000000 | 0.000000 | ||
| Total | 8 | 0.000029 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|---|---|
| Regression | 4 | 359.737 | 98.73% | 359.737 | 89.934 | 77.85 | 0.000 |
| A | 1 | 342.468 | 93.99% | 342.468 | 342.468 | 296.45 | 0.000 |
| B | 1 | 0.001 | 0.00% | 0.001 | 0.001 | 0.00 | 0.977 |
| C | 1 | 16.733 | 4.59% | 16.733 | 16.733 | 14.49 | 0.019 |
| D | 1 | 0.534 | 0.15% | 0.534 | 0.534 | 0.46 | 0.534 |
| Error | 4 | 4.621 | 1.27% | 4.621 | 1.155 | ||
| Total | 8 | 364.357 | 100.00% |
| Itinerary | Description |
|---|---|
| Sum of squared error | 0.0008 |
| Number of epochs | 8000 |
| Learning factor (η) | 0.6 |
| Momentum factor (α) | 1 |
| Sl. No | A | B | C | D | Wear (mg/m) Experimental | Frictional Force (N) Experimental | Wear (mg/m) BPANN | Frictional Force (N) BPANN |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 10 | 500 | 0.0062 | 22.99 | 0.0071 | 23.25 |
| 2 | 1 | 1 | 10 | 750 | 0.0069 | 23.17 | 0.0072 | 22.11 |
| 3 | 1 | 1 | 10 | 1000 | 0.0074 | 23.34 | 0.0079 | 24.61 |
| 4 | 1 | 1.5 | 20 | 500 | 0.0081 | 24.35 | 0.0081 | 24.31 |
| 5 | 1 | 1.5 | 20 | 750 | 0.0086 | 24.80 | 0.0083 | 24.88 |
| 6 | 1 | 1.5 | 20 | 1000 | 0.0088 | 25.25 | 0.0084 | 24.46 |
| 7 | 1 | 2 | 30 | 500 | 0.0079 | 26.07 | 0.0089 | 27.11 |
| 8 | 1 | 2 | 30 | 750 | 0.0084 | 26.80 | 0.0088 | 27.89 |
| 9 | 1 | 2 | 30 | 1000 | 0.0088 | 27.52 | 0.0085 | 28.55 |
| 10 | 2 | 1 | 20 | 500 | 0.0049 | 31.91 | 0.0049 | 27.01 |
| 11 | 2 | 1 | 20 | 750 | 0.0056 | 32.56 | 0.0055 | 33.22 |
| 12 | 2 | 1 | 20 | 1000 | 0.0058 | 33.21 | 0.0056 | 34.12 |
| 13 | 2 | 1.5 | 30 | 500 | 0.0059 | 33.77 | 0.0059 | 34.00 |
| 14 | 2 | 1.5 | 30 | 750 | 0.0058 | 34.70 | 0.0061 | 35.22 |
| 15 | 2 | 1.5 | 30 | 1000 | 0.0066 | 35.62 | 0.0066 | 34.10 |
| 16 | 2 | 2 | 10 | 500 | 0.0066 | 31.40 | 0.0062 | 31.85 |
| 17 | 2 | 2 | 10 | 750 | 0.0071 | 31.85 | 0.0070 | 32.22 |
| 18 | 2 | 2 | 10 | 1000 | 0.0079 | 32.30 | 0.0073 | 31.00 |
| 19 | 3 | 1 | 30 | 500 | 0.0034 | 39.87 | 0.0033 | 40.10 |
| 20 | 3 | 1 | 30 | 750 | 0.0034 | 40.99 | 0.0031 | 41.22 |
| 21 | 3 | 1 | 30 | 1000 | 0.0033 | 42.12 | 0.0038 | 43.06 |
| 22 | 3 | 1.5 | 10 | 500 | 0.0039 | 37.97 | 0.0039 | 38.49 |
| 23 | 3 | 1.5 | 10 | 750 | 0.0041 | 38.62 | 0.0042 | 36.00 |
| 24 | 3 | 1.5 | 10 | 1000 | 0.0046 | 39.27 | 0.0044 | 40.22 |
| 25 | 3 | 2 | 20 | 500 | 0.0046 | 38.28 | 0.0041 | 38.22 |
| 26 | 3 | 2 | 20 | 750 | 0.0043 | 39.20 | 0.0044 | 40.87 |
| 27 | 3 | 2 | 20 | 1000 | 0.0043 | 40.13 | 0.0044 | 40.23 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naik, N.; Bhat, R.; Shivamurthy, B.; Shetty, R.; Parashar, P.R.; Hegde, A.L. Statistical and Artificial Neural Network Coupled Technique for Prediction of Tribo-Performance in Amine-Cured Bio-Based Epoxy/MMT Nanocomposites. J. Compos. Sci. 2023, 7, 372. https://doi.org/10.3390/jcs7090372
Naik N, Bhat R, Shivamurthy B, Shetty R, Parashar PR, Hegde AL. Statistical and Artificial Neural Network Coupled Technique for Prediction of Tribo-Performance in Amine-Cured Bio-Based Epoxy/MMT Nanocomposites. Journal of Composites Science. 2023; 7(9):372. https://doi.org/10.3390/jcs7090372
Chicago/Turabian StyleNaik, Nithesh, Ritesh Bhat, B. Shivamurthy, Raviraj Shetty, Parikshith R. Parashar, and Adithya Lokesh Hegde. 2023. "Statistical and Artificial Neural Network Coupled Technique for Prediction of Tribo-Performance in Amine-Cured Bio-Based Epoxy/MMT Nanocomposites" Journal of Composites Science 7, no. 9: 372. https://doi.org/10.3390/jcs7090372
APA StyleNaik, N., Bhat, R., Shivamurthy, B., Shetty, R., Parashar, P. R., & Hegde, A. L. (2023). Statistical and Artificial Neural Network Coupled Technique for Prediction of Tribo-Performance in Amine-Cured Bio-Based Epoxy/MMT Nanocomposites. Journal of Composites Science, 7(9), 372. https://doi.org/10.3390/jcs7090372