X-ray fluorescence analysis of the chemical composition of the samples was performed on a Venus 200 wave dispersion spectrometer (Panalyical B. V., Almelo, The Netherlands). Chemical analysis was performed using an Optima 2000 DV inductively coupled plasma optical emission spectrometer (Perkin Elmer, Waltham, MA, USA). Semi-quantitative X-ray phase analysis was performed on a D8 Advance diffractometer (BRUKER, Billerica, MA, USA) using copper (Cu) Kα radiation at an accelerating voltage of 36 kV and a current of 25 mA.
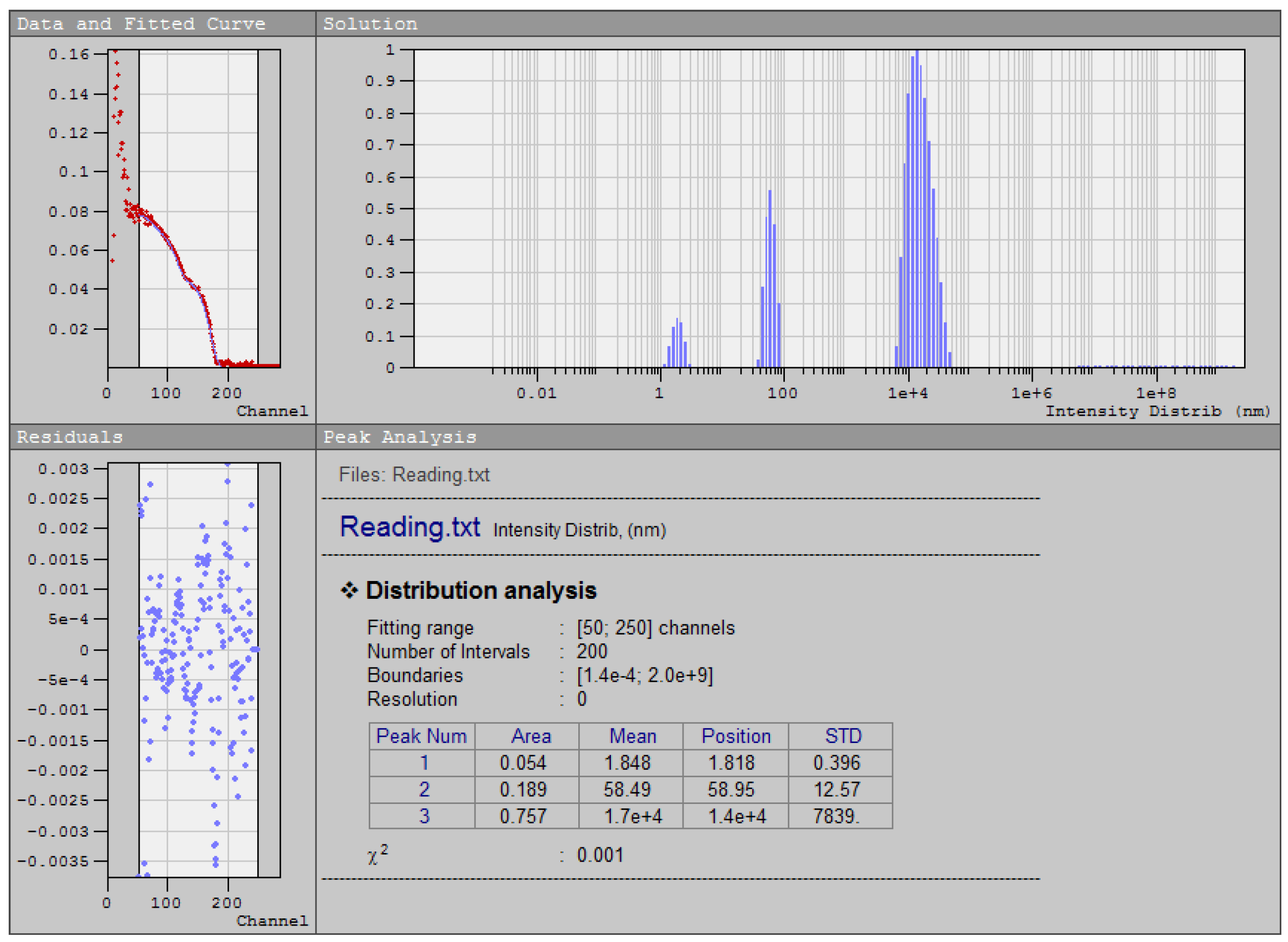
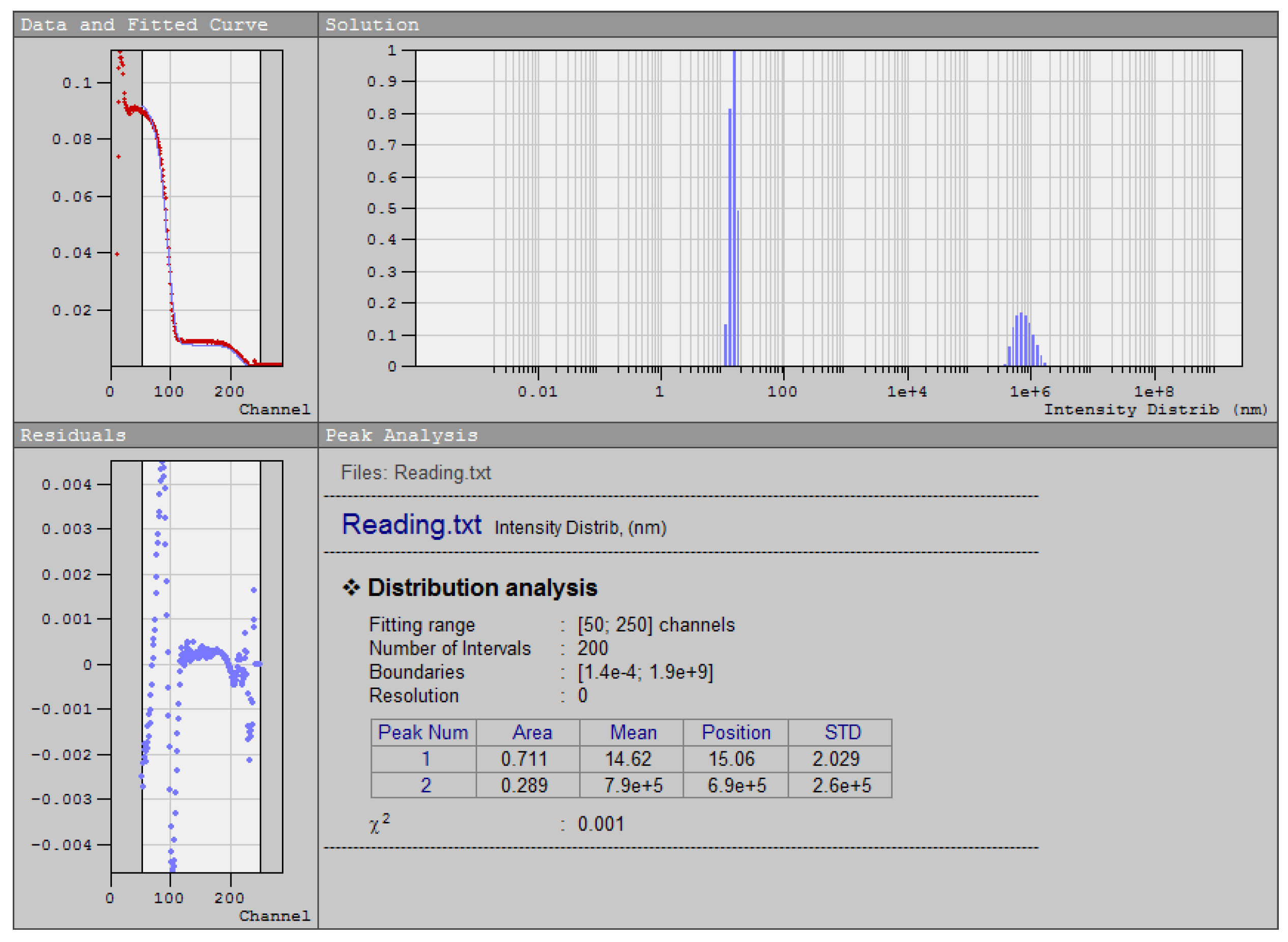
Coarseness was determined with a Winner 2000 laser particle size analyzer of the Photocor series, the measurement principle of which involves static and dynamic light scattering.
2.1. Lime Quenching Mechanism
The mechanism for quenching has not been studied sufficiently, but preference is given for its explanation to the crystallization theory, describing the dissolution of CaO followed by the crystallization of Ca(OH)2.
A scheme is proposed for CaO dissolution via the sequential reactions:
It is assumed that in the process of calcium oxide dissolution, supersaturated solutions are obtained due to the formation of complex dihydrates with CaO·2H
2O composition. The process of calcium oxide hydration by water proceeds according to
followed by the crystallization from the Ca(OH)
2 solution.
Ion hydration leads to the self-dispersion of CaO colloids, which naturally accelerates the solid–phase interactions between CaO and water.
Thus, the overall process of CaO dissolution in water is reduced to the initial hydration of CaO in solution, and the chemical interaction of CaO with water results in the formation of hydrated calcium ions. After saturation of the solution, dissolution of CaO stops, Ca(OH)2 crystallizes from the solution, and the process of CaO hydration proceeds in solid phase.
The solubility of Ca(OH)
2 in water and in alkaline solutions decreases with increasing temperature. At 90 °C, the solubility in water is 0.591 g/L, at 120 °C, it is 0.40, at 150 °C, it is 0.247, and at 200 °C, it is 0.05 g/L. In alkaline solutions, the solubility is negligible [
4]. There are reports indicating that in the presence of silica, the solubility of CaO increases because the sodium silicate solution acts as a liquid ionite, transferring and retaining the calcium ions in solution. As a result of its low solubility, CaO is almost completely incorporated into the crystallizing solid phases. The compositions and structures of these compounds depend on the conditions under which the interactions occur (concentration, ratio of the components and temperature) [
12].
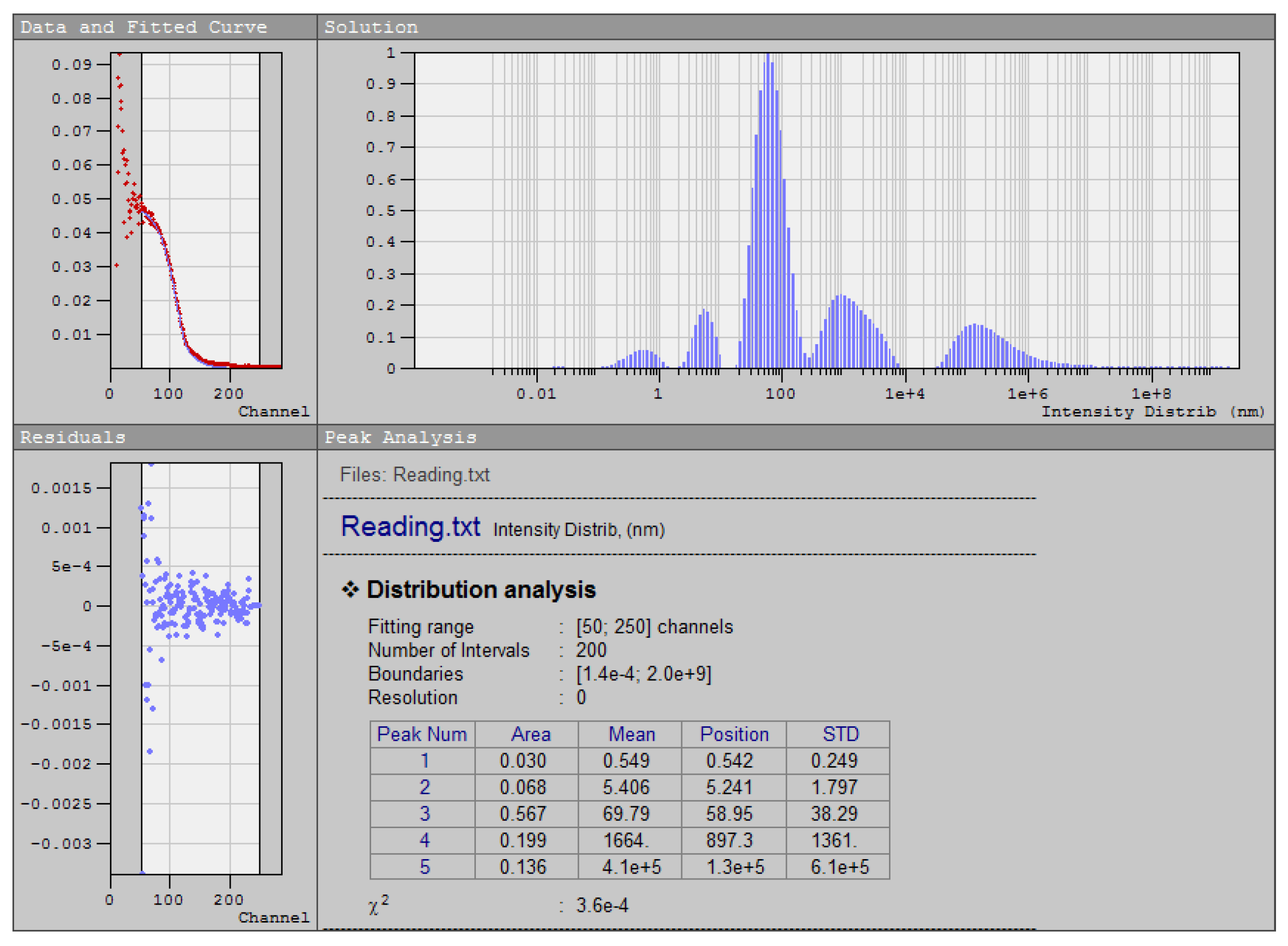
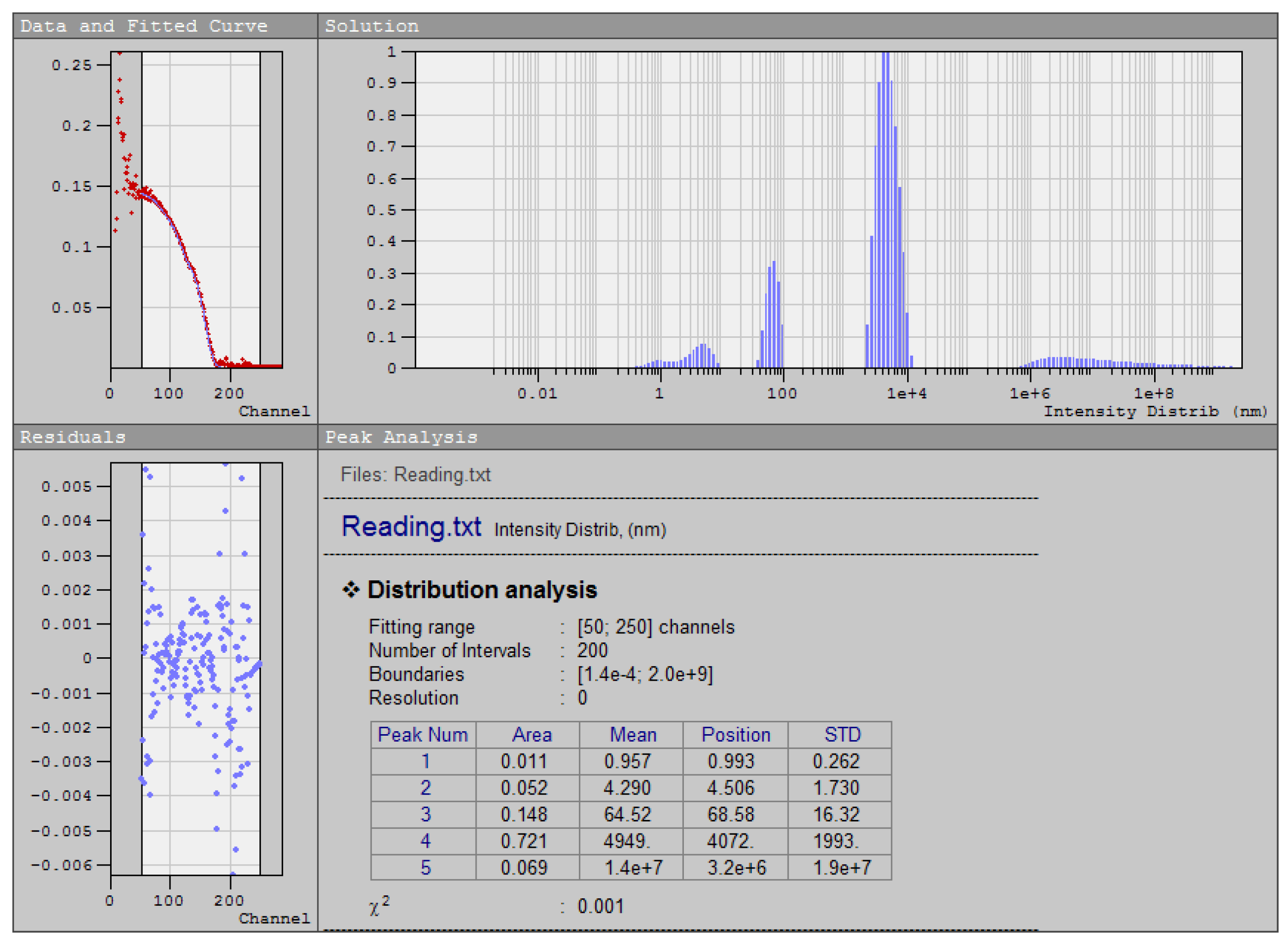
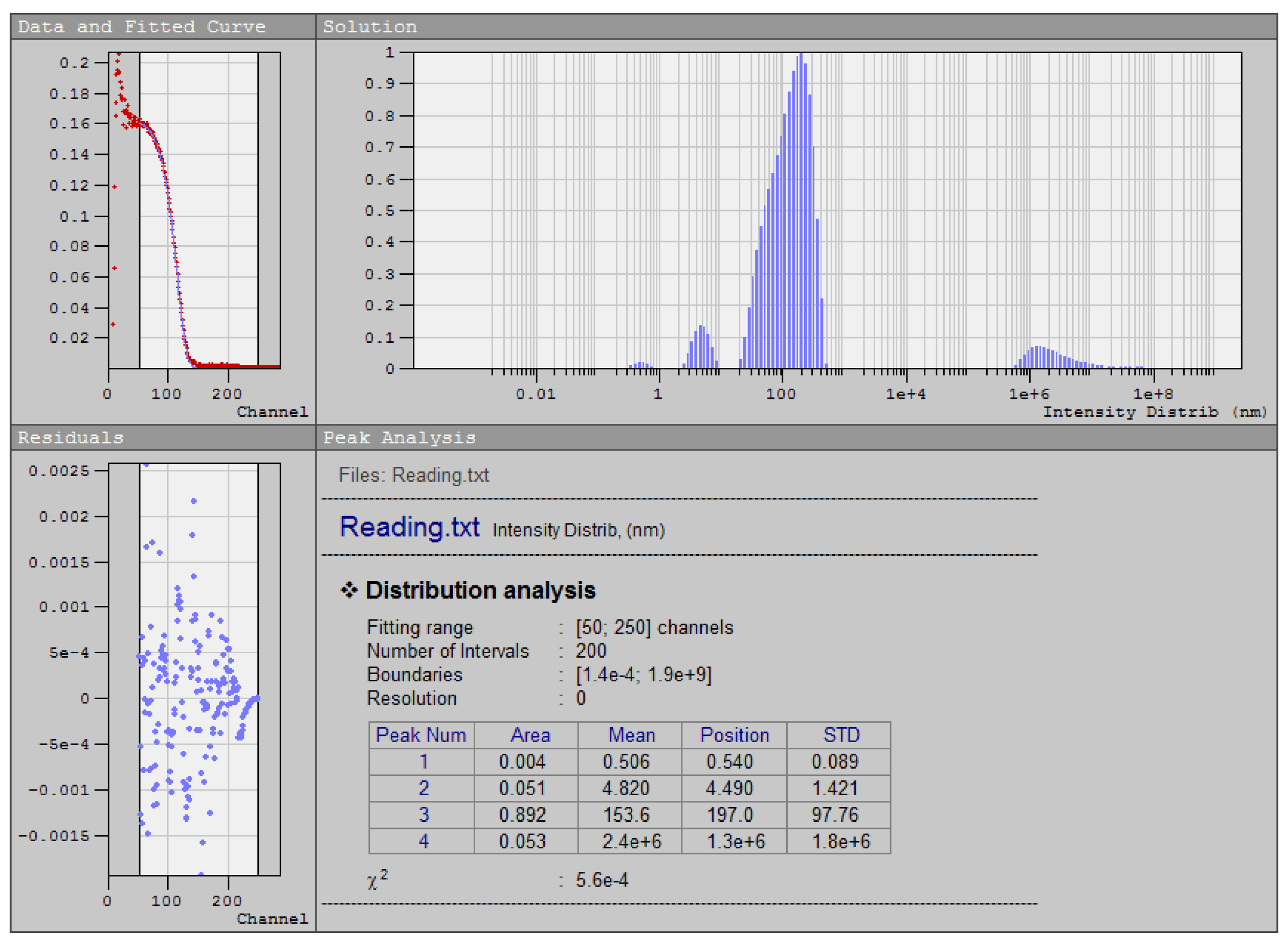
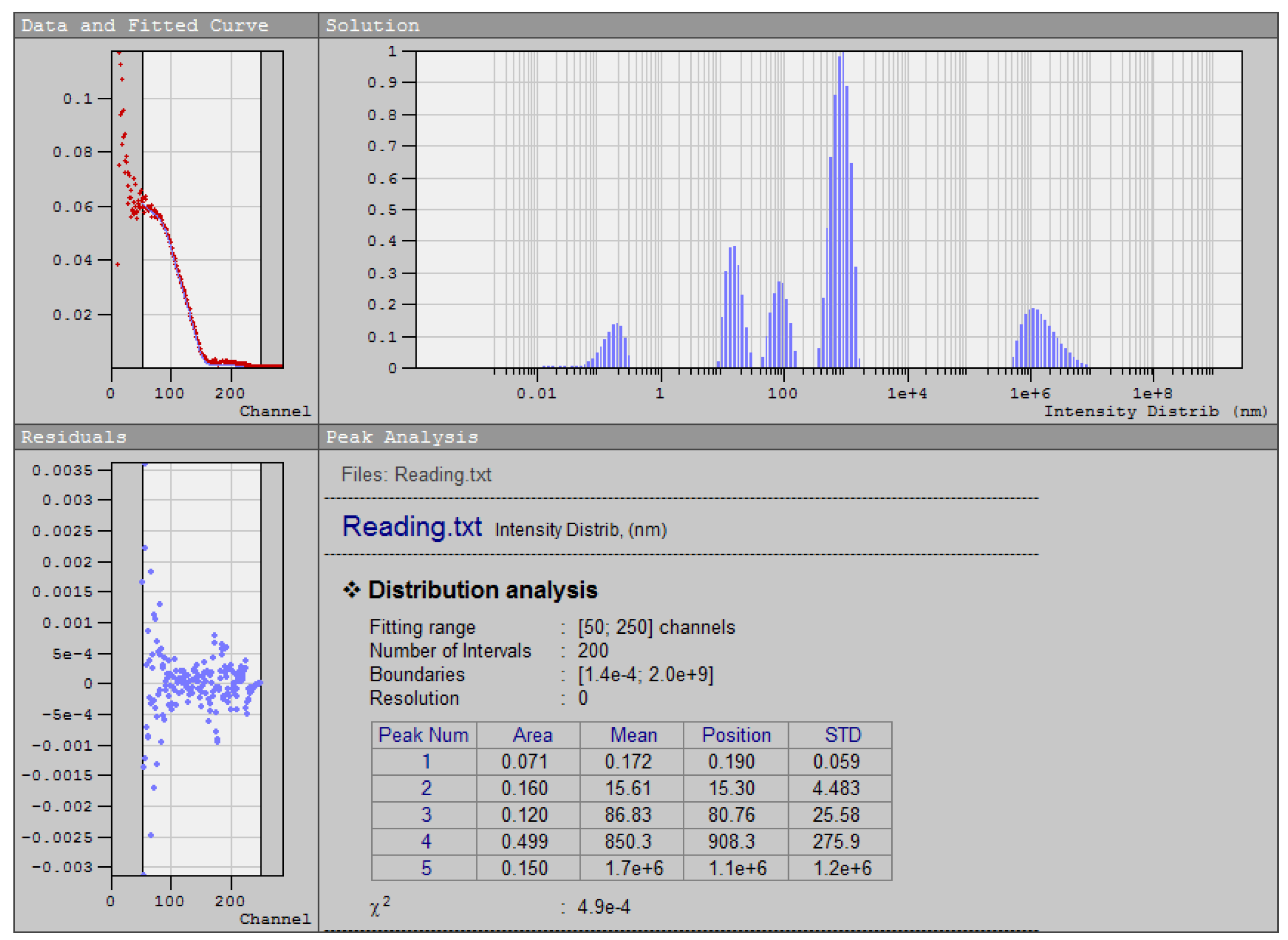
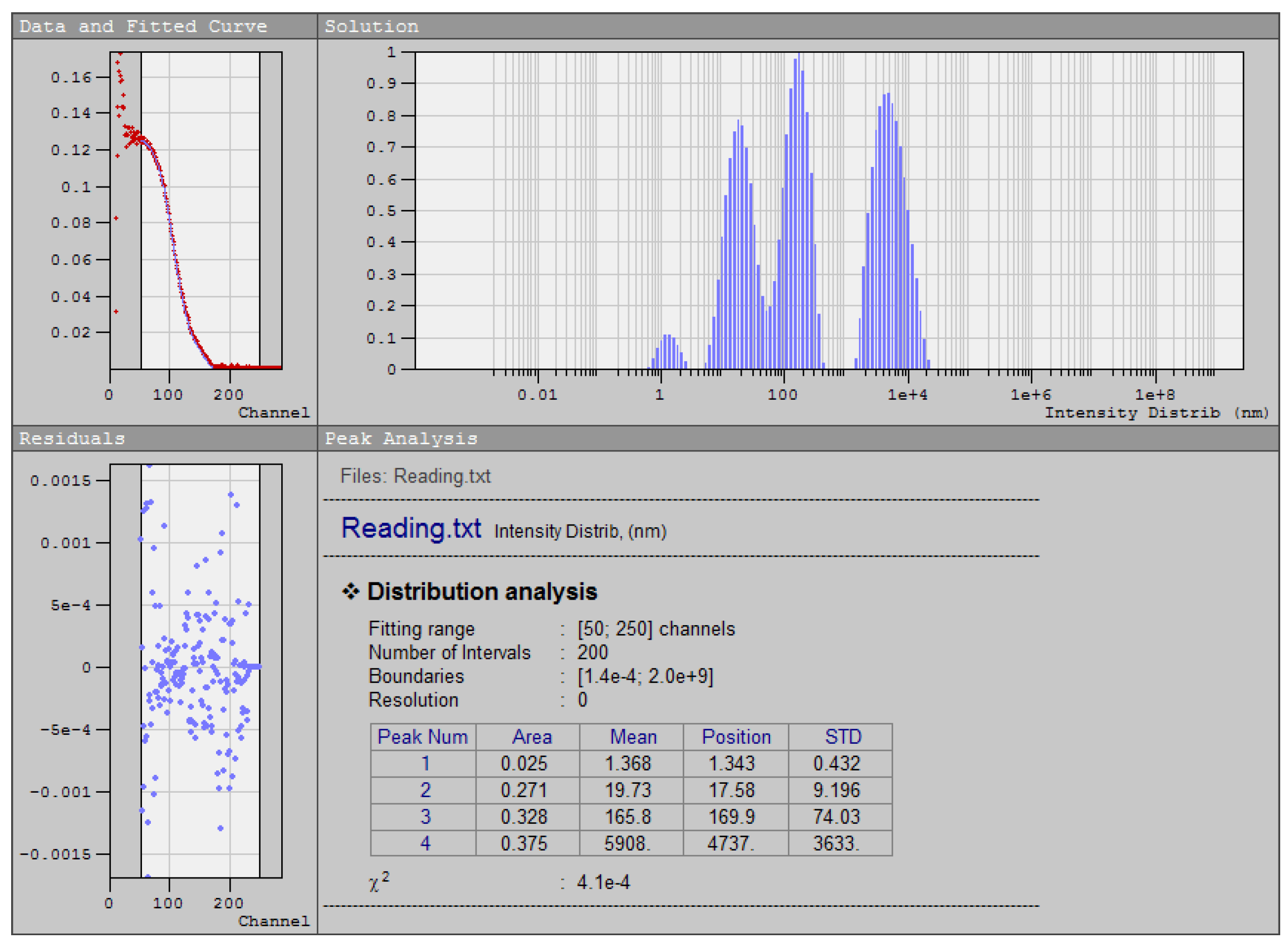
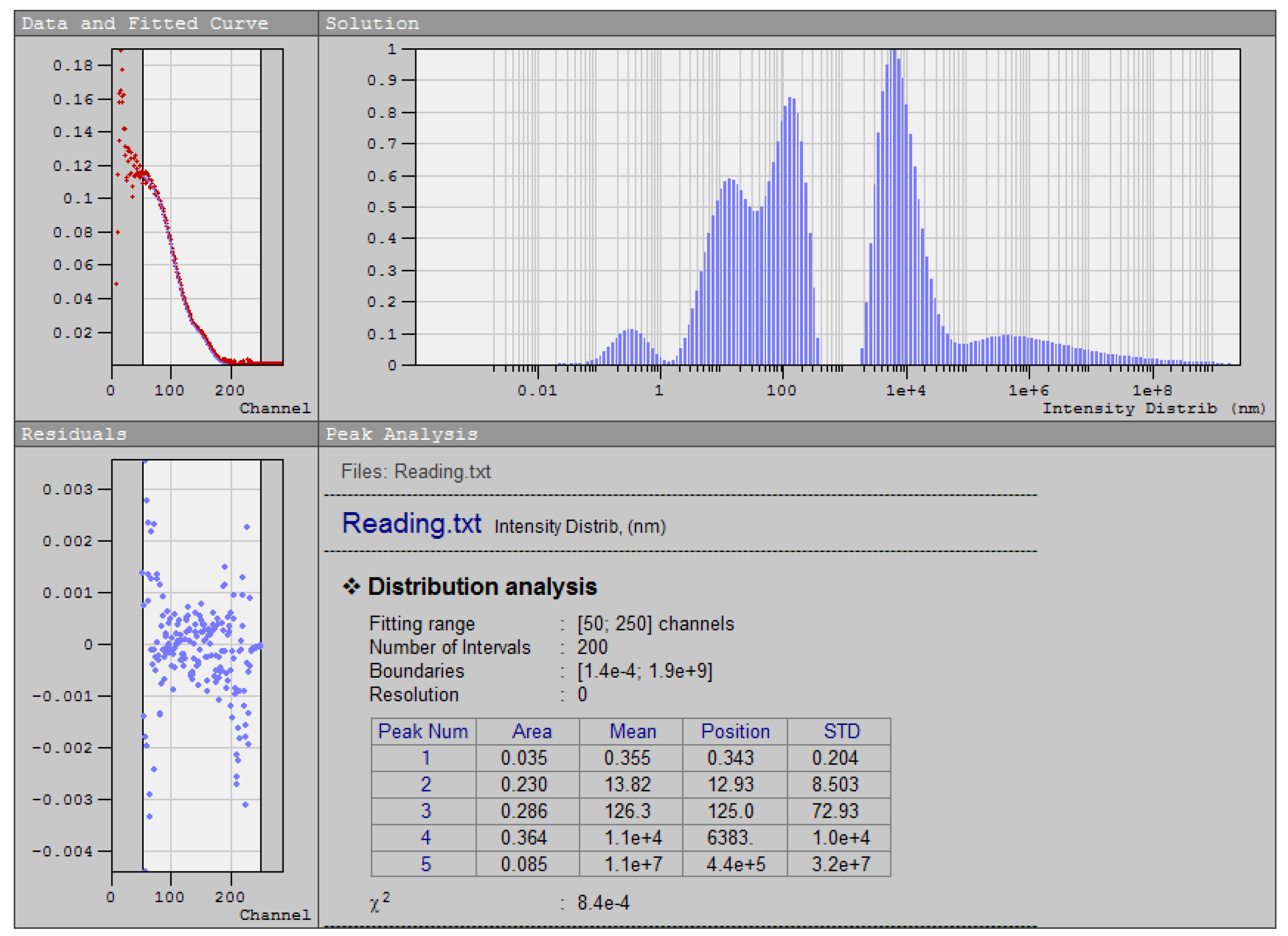
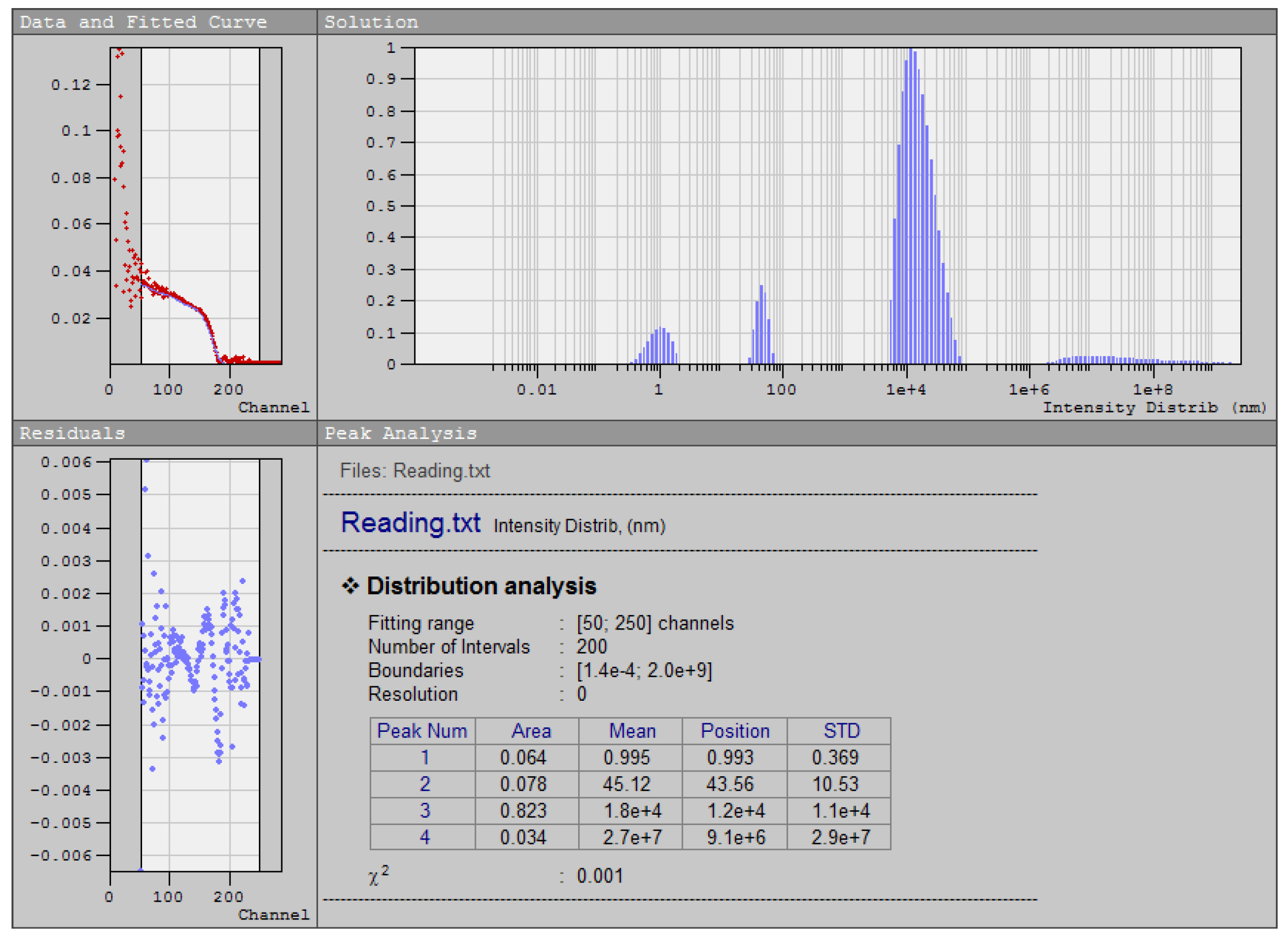
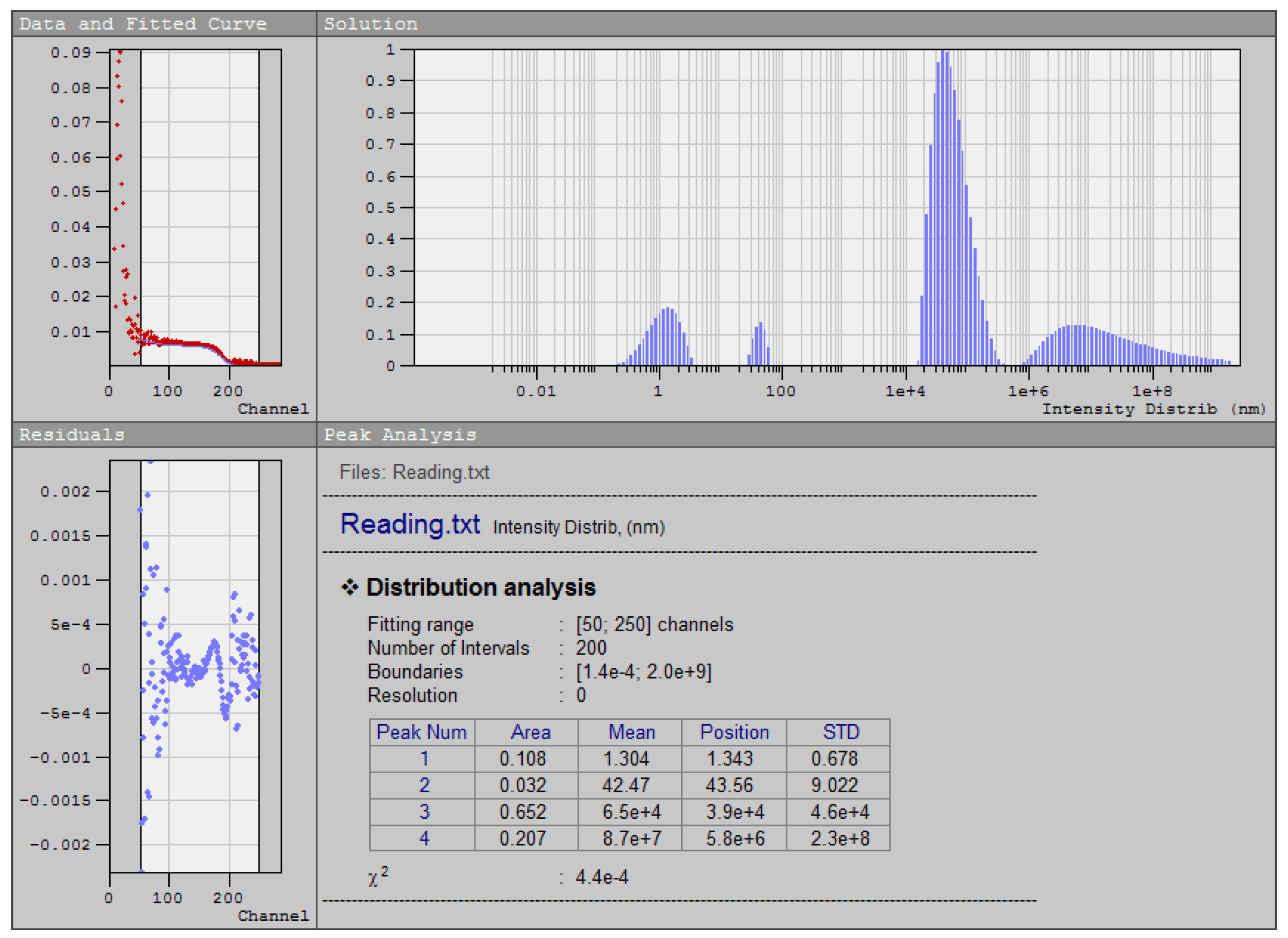
The structure of the Ca(OH)2 powder, including its coarseness as a function of temperature and quenching duration, was investigated.
Thus, an increase in the duration of the quenching process led to increases in the particle size, which reduced the activity of the reagent.
Analyses of the results obtained from a study of the structure of the Ca(OH)2 powder as a function of temperature and duration of CaO quenching showed that:
- -
With increasing temperature, the particle size decreased;
- -
With increasing duration, the particles became larger;
- -
The optimum conditions for quenching were obtained at a temperature of 200 °C and with a quenching duration of 2 h.
With the existing design of the industrial hardware used for autoclave leaching, it is reasonable to use a temperature of 130 °C, which provides acceptable particle sizes.
2.2. Influence of the Calcium Additive in Systems with Participation of Na2O
We investigated the behavior of the CaO–Al2O3–SiO2 system in sodium alkaline solutions with the calcium-containing materials calcium carbonate CaCO3, gypsum CaSO4–H2O, calcium oxide CaO and calcium hydroxide Ca(OH)2.
The clay fraction of kaolinite clay from the Alexeevskoye deposit, which was practically a monophase comprising kaolin Al2(Si2O5)(OH)4, was used, the basis of which was the Al2O3–SiO2 system.
The chemical composition of the kaolinite clay, in wt. %, was Al2O3, 35.6; SiO2, 43.2; and other components, 21.2; the silicon modulus (µSi) was 0.6.
The kaolinite clay resembled loose sand with a whitish color; its density was 2.06 g/cm3, its bulk density was 1.36 kg/cm3, its pH was 7.7, and its average grain size was 2 mm.
The CaO–Al
2O
3–SiO
2 system was studied with solutions containing 240 g/dm
3 of Na
2O with a liquid-to-solid ratio of 10.0, at a temperature of 240 °C and for a duration of 240 min; a thermostat unit was used, with six autoclaves rotating through the head and a working volume of 250 cm
3 (
Figure 1).
The reagents used in the work were chemically pure CaCO3, CaSO4 and CaO.
Ca(OH)2 was obtained by the CaO quenching method.
A study of the forms for the calcium-containing additives showed that when using CaCO
3, the release of Al
2O
3 into the solution did not occur. In the CaO–Al
2O
3–SiO
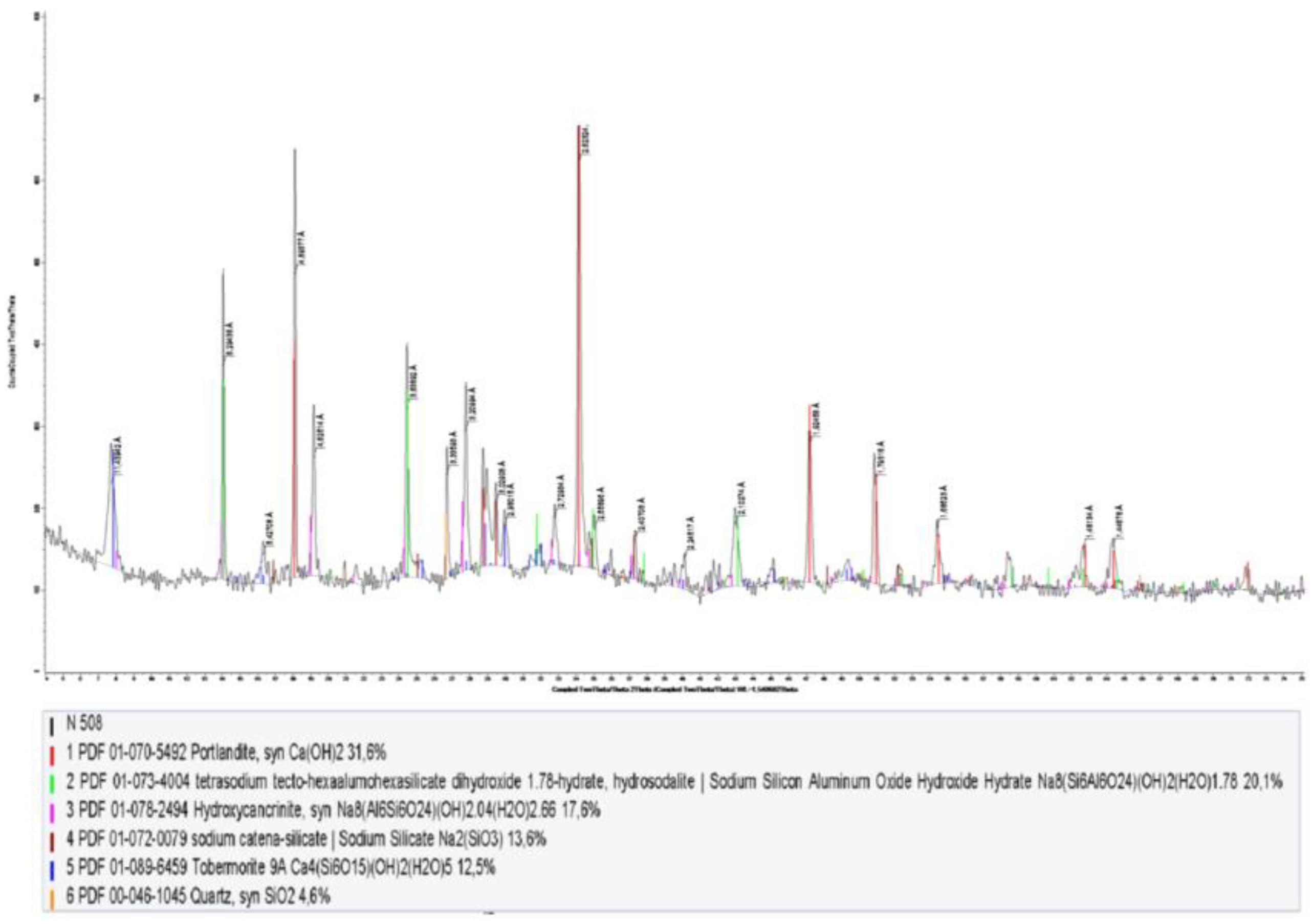
2 system, phase transformations occurred as follows (
Figure 2):
- -
The calcium-containing phases Ca(OH)2 and Ca4(Si6O15)(OH)2(H2O)5 were formed;
- -
When kaolin Al2O3–2SiO2–2H2O interacted with NaOH, sodium hydroaluminosilicates were formed with different compositions;
- -
A phase comprising sodium silicate and tobermorite was formed.
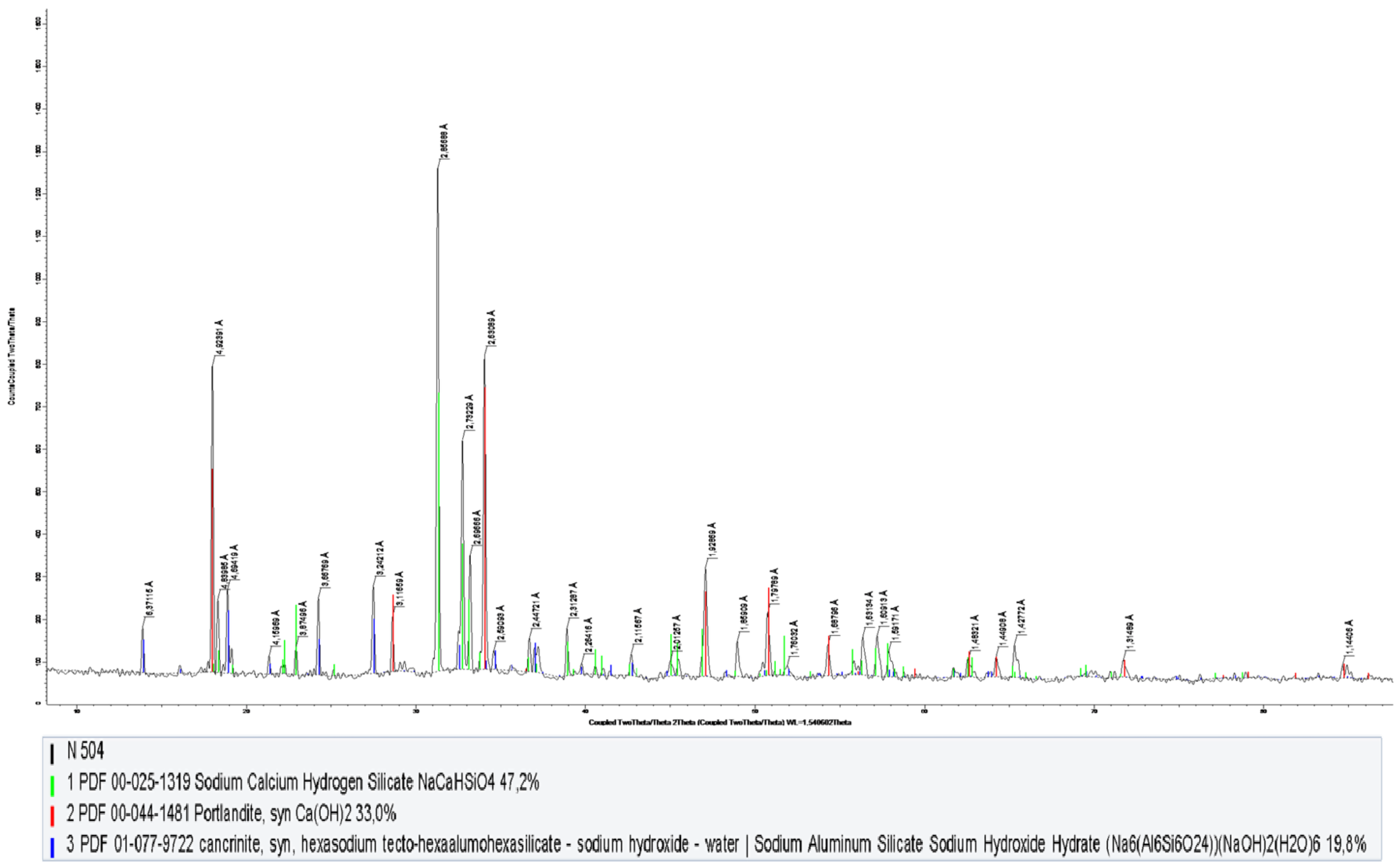
When CaSO
4 was used, no Al
2O
3 was released into the solution. Phase transformations did occur in the system as follows (
Figure 3):
- -
The calcium-containing phases Ca(OH)2 and NaCaHSiO4 were formed;
- -
When kaolin, Al2O3–2SiO2–2H2O, interacted with NaOH, cancrinite, (Na6(Al6Si6O24))(NaOH)2(H2O)6, was formed.
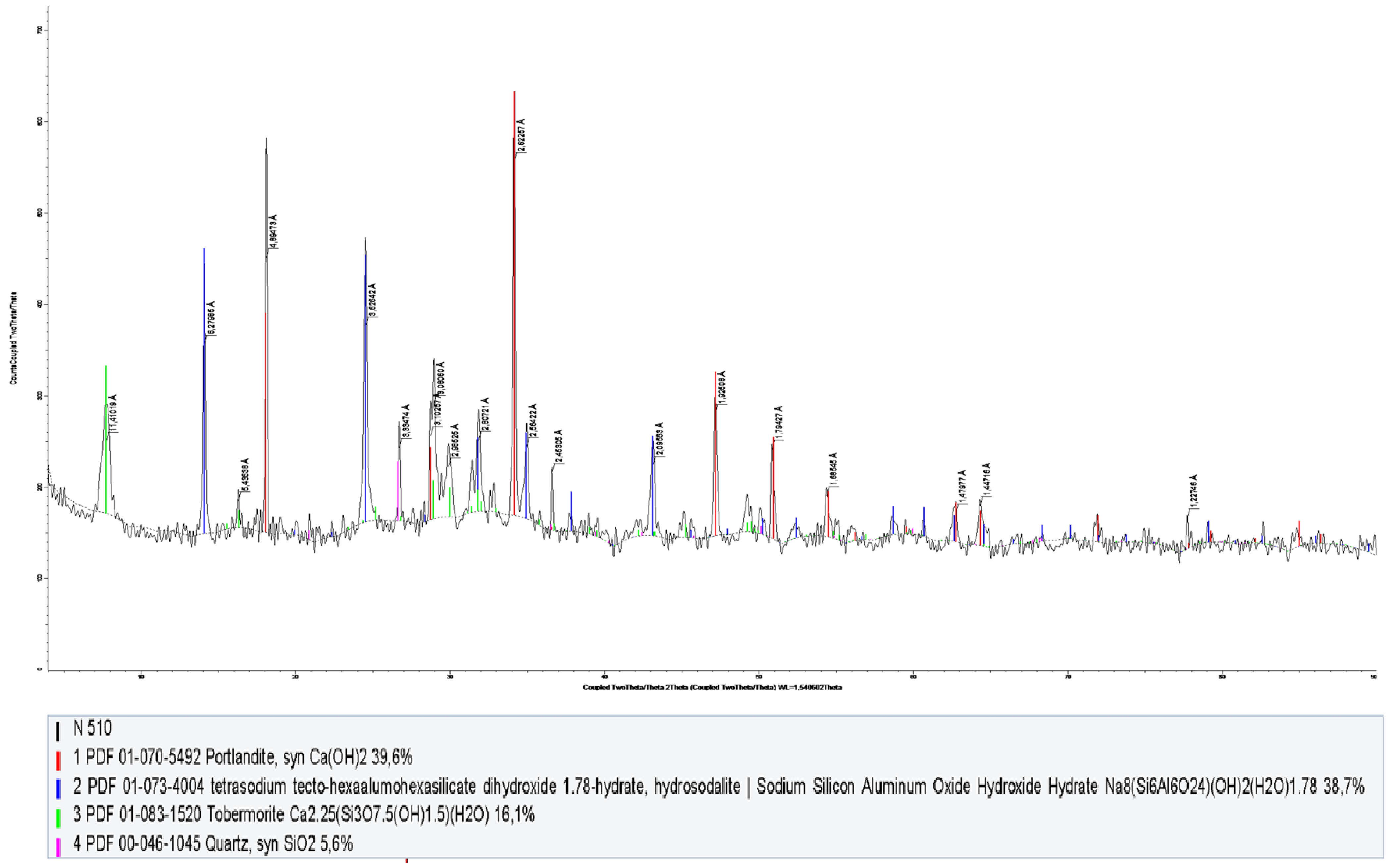
In studies using Ca(OH)2, calcium hydroxide was obtained by quenching calcium oxide at room temperature, with a liquid-to-solid ratio of 3:1. The liquid phase was separated by filtration. The moisture content of the product was 50%.
When using Ca(OH)2, the rate for recovery of Al2O3 from the alkaline solution was 26.61%.
The phase composition of the obtained cake is shown in
Figure 4.
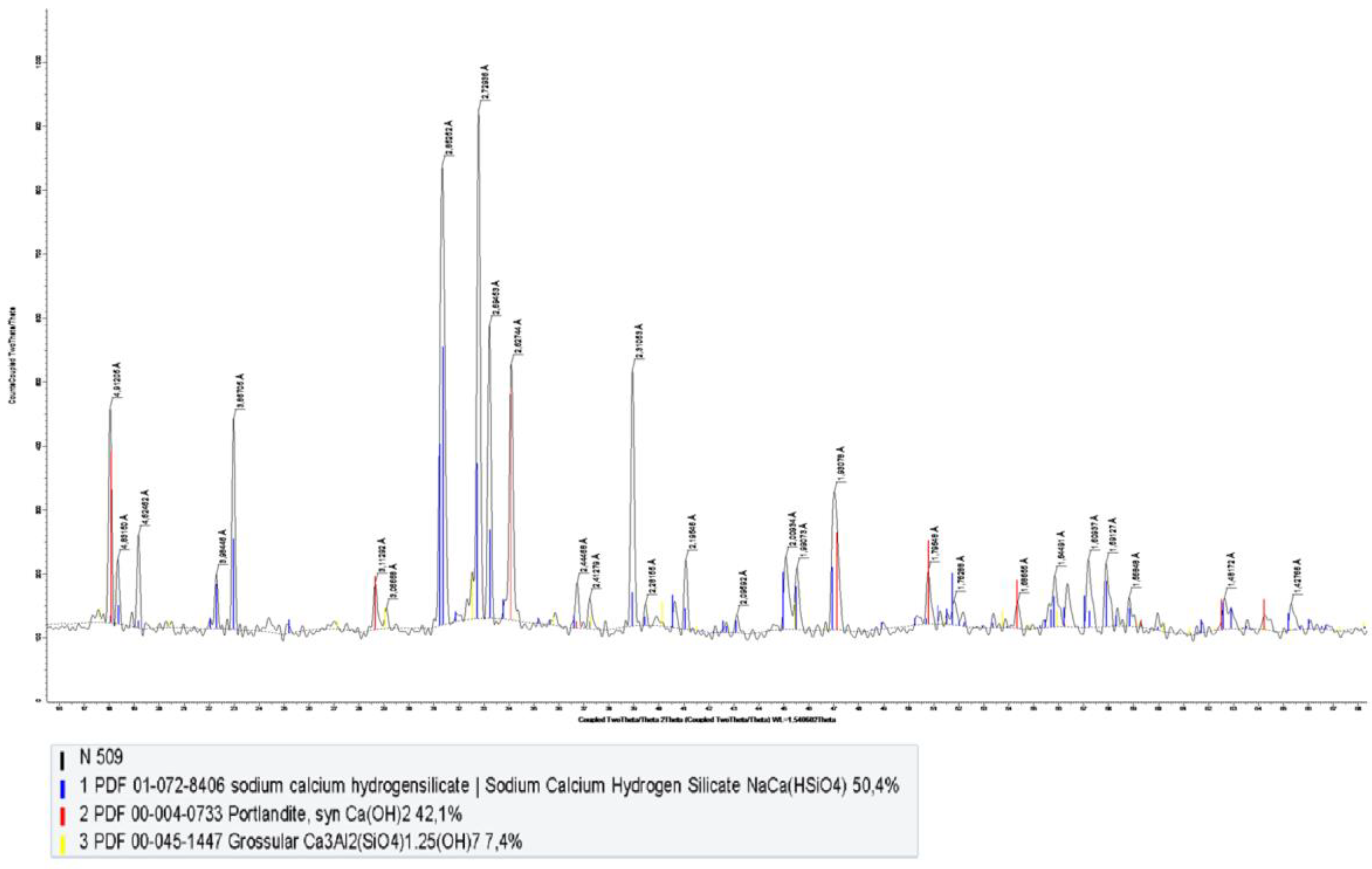
To increase the efficiency of Ca(OH)2 utilization, hydrothermal activation of the calcium-containing additives, including CaO quenching at 130 °C, was investigated.
After high-temperature quenching, the efficiency of Al2O3 extraction into the solution was increased to 69.34%.
The phase composition of the cake obtained with Ca(OH)
2 quenched at 130 °C is shown in
Figure 5.
The increased rate of the extraction of Al2O3 from the solution is explained by the fact that increasing the temperature of CaO quenching increased the activity of the resulting Ca(OH)2. Earlier, it was noted that increasing temperature enhanced the quenching process and improved the quality of the product by increasing the dispersibility of the powder. The productivity of the process increased by a factor of 7–8 in comparison with that obtained with low-temperature quenching (25 °C).
2.3. Influence of the Calcium Additive in Systems with Participation of K2O
It used to be thought that potassium solutions of alkalis and aluminates behaved in the same way as sodium solutions, but recent studies in this field indicate that their behavior is not always the same. For example, when kaolins are treated with potassium aluminate solutions at a temperature of about 100 °C, the formation of potassium aluminosilicates practically does not occur, while sodium aluminosilicate under the same conditions is formed quickly, completely binding all the silica.
We investigated the behavior of the CaO–K2O–Al2O3–SiO2 system in sodium alkaline solutions with the calcium-containing materials calcium carbonate CaCO3, gypsum CaSO4–H2O, calcium oxide CaO and calcium hydroxide Ca(OH)2.
The CaO–K2O–Al2O3–SiO2 system was studied with solutions containing 240 g/dm3 of K2O with a liquid-to-solid ratio of 8.0, at a temperature of 240 °C and for a duration of 240 min.
The replacement of sodium oxide with potassium oxide up to 32–33 did not reduce the degree of extraction of the main components into the solution. A further increase in the proportion of potassium in the initial solution up to 55–56 contributed to a sharp decrease in the content of aluminum and potassium in the solution after leaching. Increasing the amount of K2O up to 100 negatively affected the process of decomposition of the raw materials, with a further decrease in the degree of transition of aluminum and potassium into the solution.
The chemical composition of the samples depending on the calcium-containing additive used for the activation is presented in
Table 3.
A study of calcium-containing additives showed that when using CaCO3, the rate of recovery of Al2O3 from the alkaline solution was 47.62%.
In the CaO–K
2O–Al
2O
3–SiO
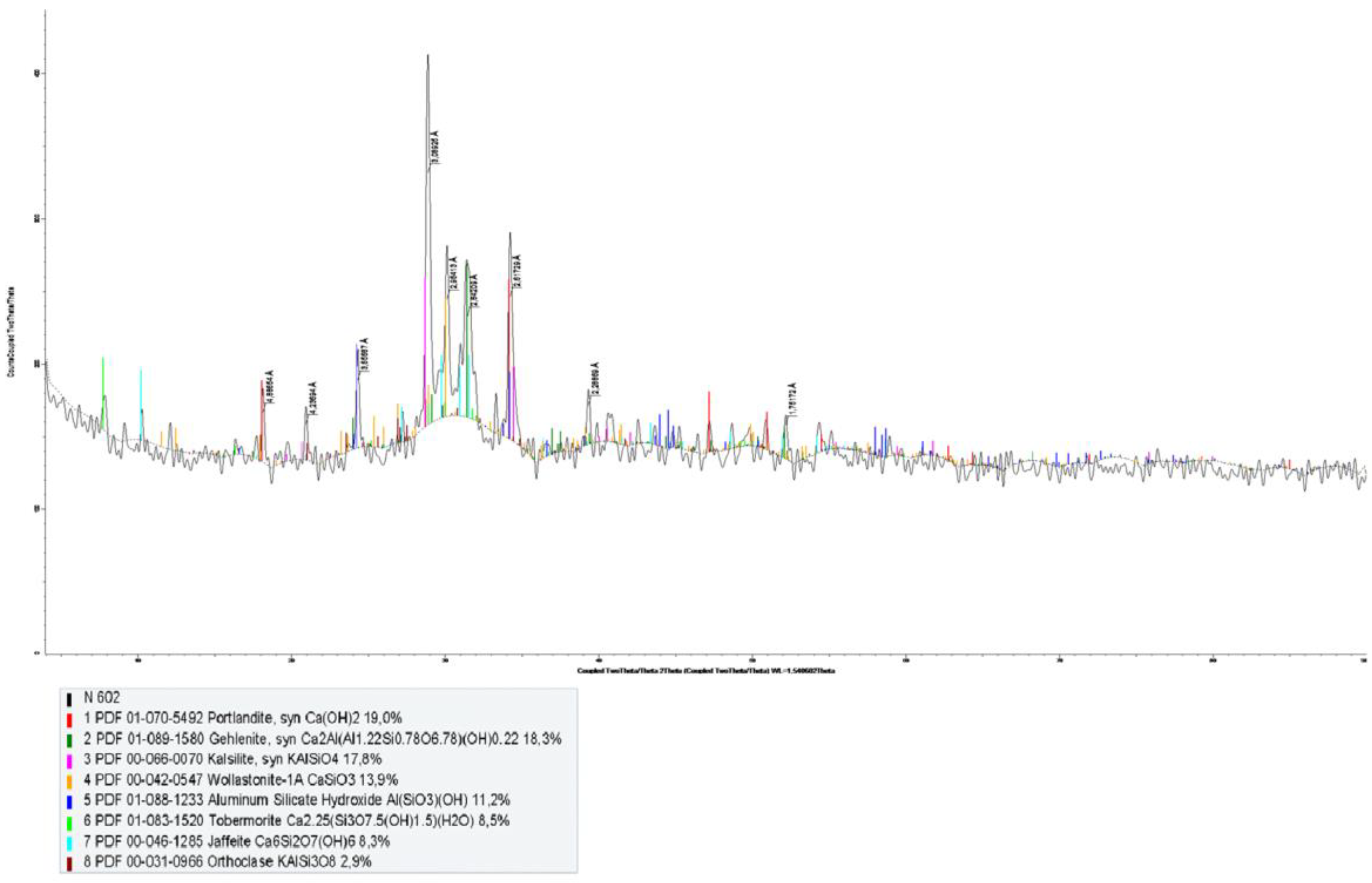
2 system, phase transformations occurred as follows (
Figure 6):
- -
When silica interacted with calcium, wollastonite, jaffeite, tobermorite and gahlenite were formed;
- -
When kaolin Al2O3–2SiO2–2H2O interacted with KOH, potassium hydroaluminosilicates were formed with different compositions;
- -
An aluminum silicate hydroxide phase was formed.
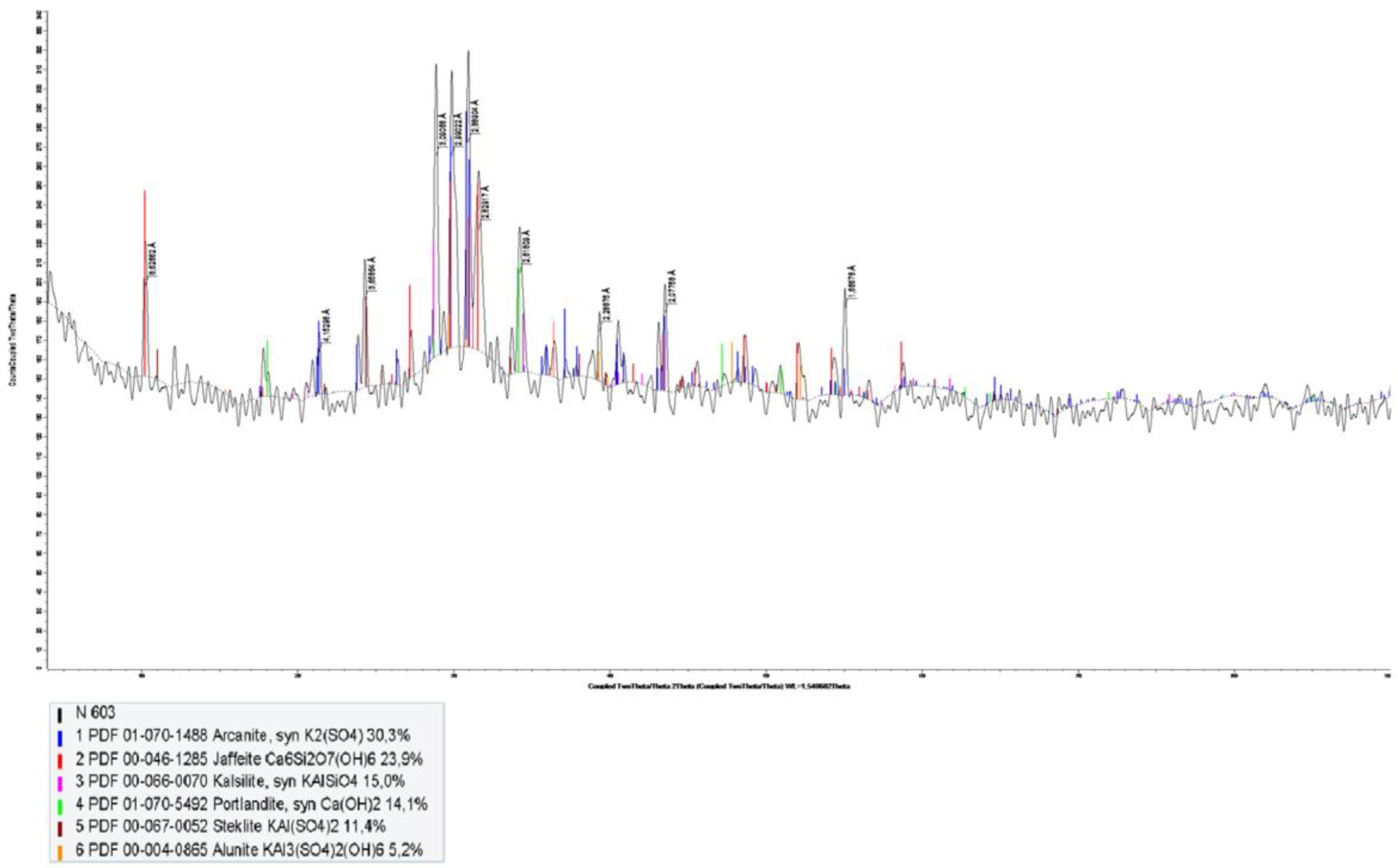
When CaSO
4 was used, the rate of recovery of Al
2O
3 from the alkaline solution was 63.83%. Phase transformations did occur in the system as follows (
Figure 7):
- -
When silica interacted with calcium, jaffeite was formed;
- -
When kaolin Al2O3–2SiO2–2H2O interacted with KOH, potassium aluminosilicates were formed with different compositions.
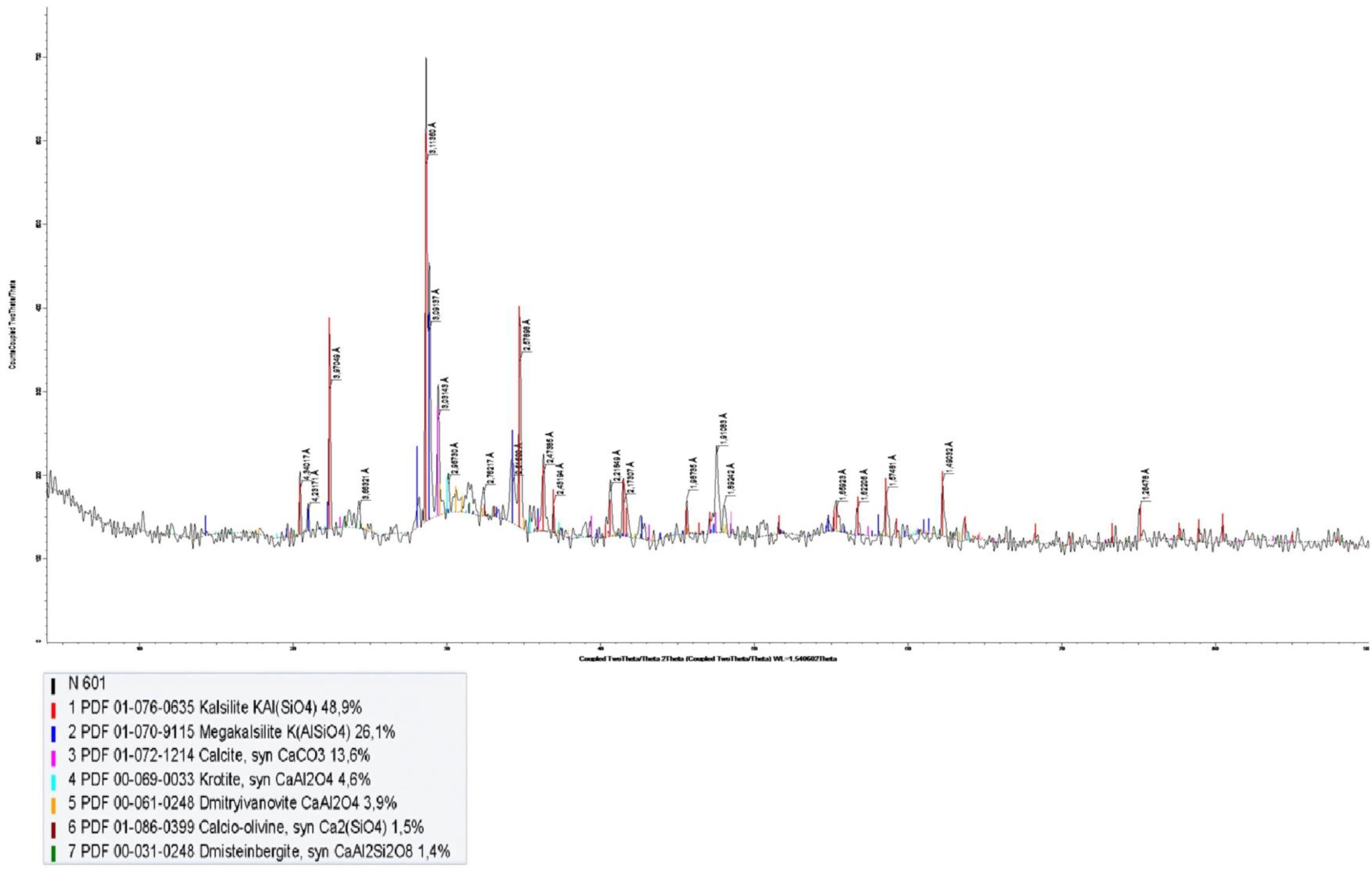
When CaO was used, the rate of recovery of Al
2O
3 from the alkaline solution was 42.6%. Phase transformations did occur in the system as follows (
Figure 8):
- -
When silica interacted with calcium, calcio-olivine and dmisteinbergite were formed;
- -
When kaolin Al2O3–2SiO2–2H2O interacted with KOH, potassium aluminosilicates were formed with different compositions.
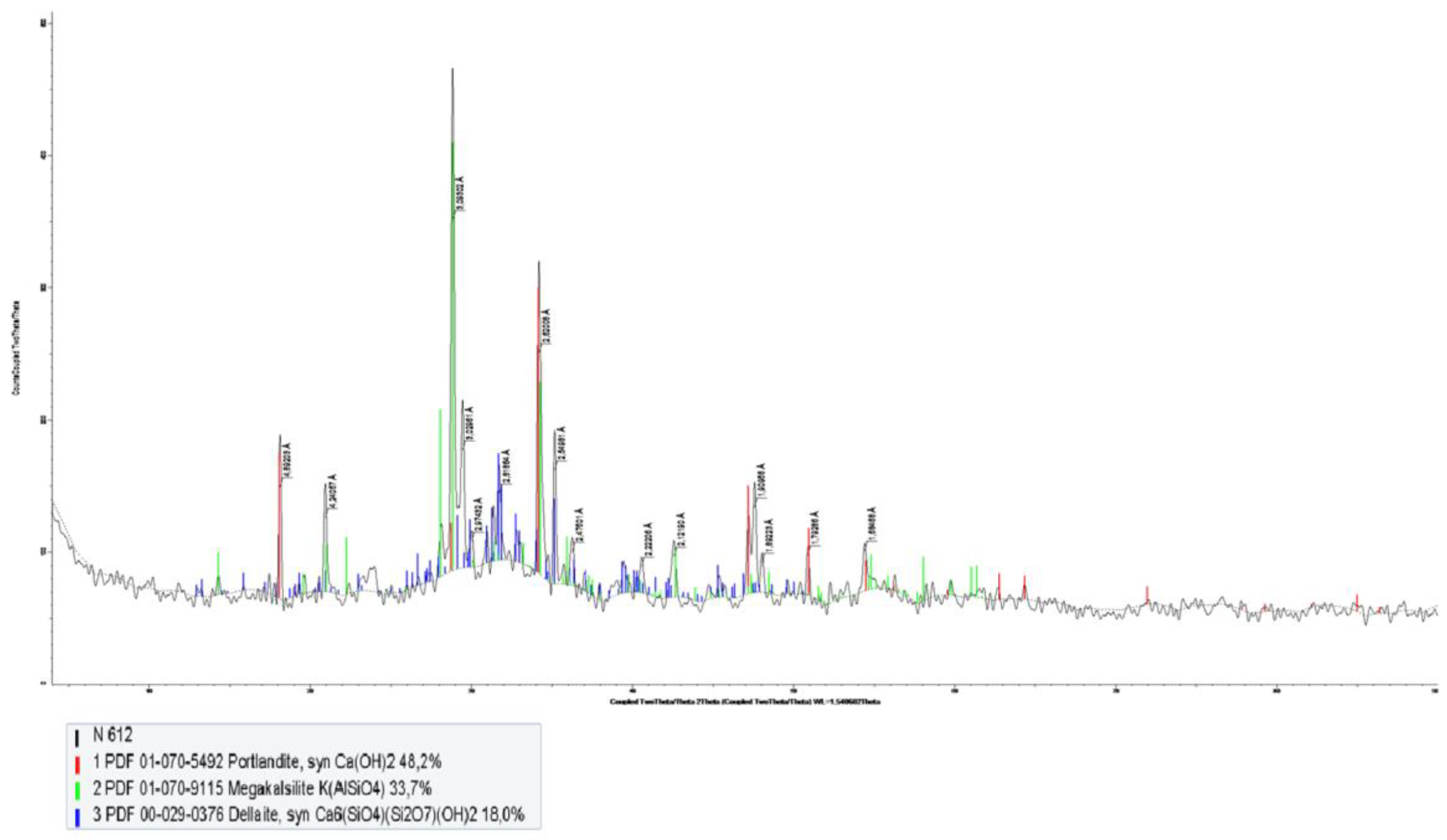
In studies using Ca(OH)
2 quenching at room temperature, the rate of recovery of Al
2O
3 from the alkaline solution was 11.87%. Phase transformations did occur in the system as follows (
Figure 9):
- -
Aluminum interacted with potassium and silicon to form megacalsite;
- -
A portlandite phase and reinhardbraunsite were formed.
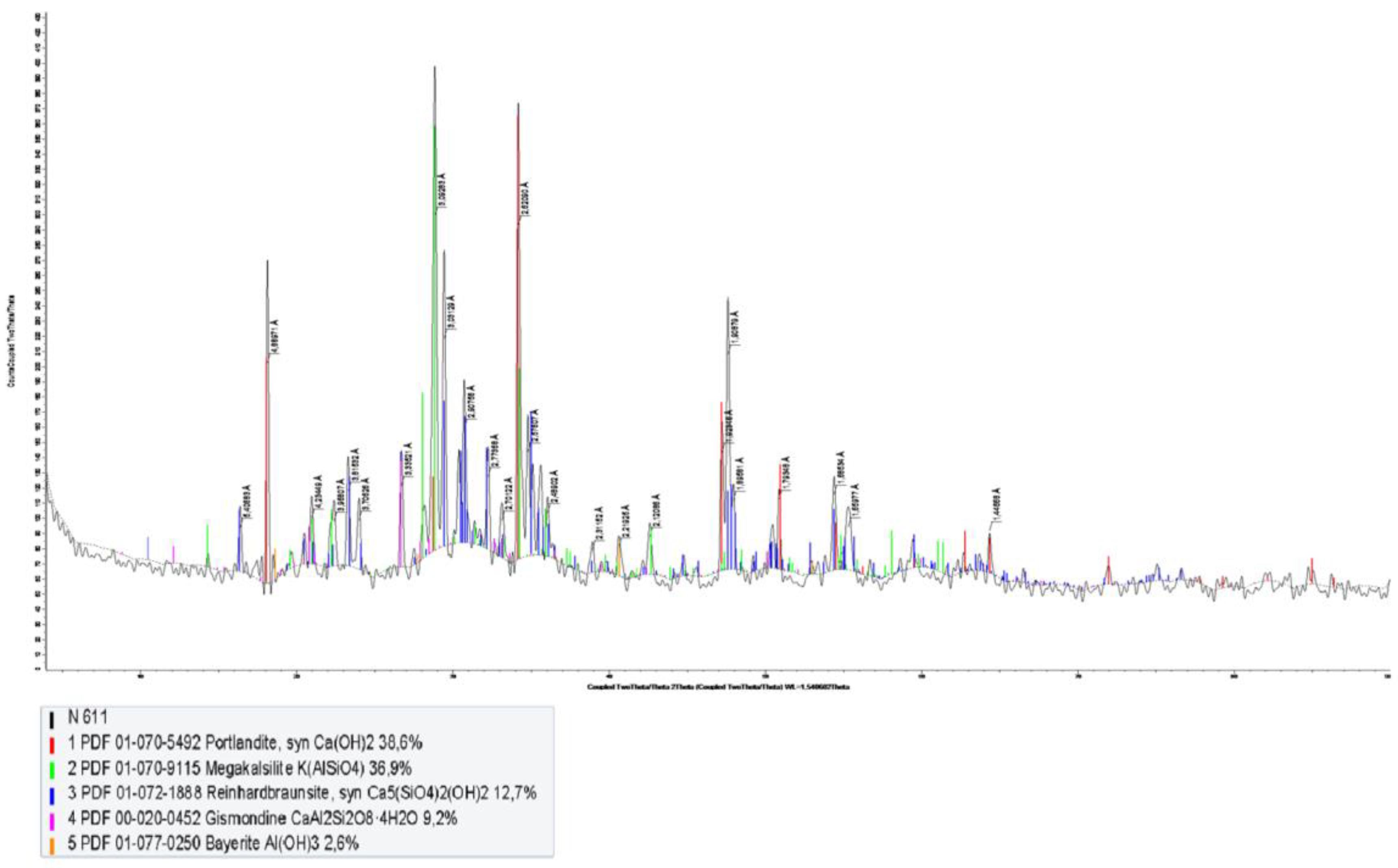
In studies using Ca(OH)
2 quenching at 130 °C, the rate of recovery of Al
2O
3 from the alkaline solution was 12.51%. Phase transformations did occur in the system as follows (
Figure 10):
- -
Aluminum interacted with potassium and silicon to form kaliophilite;
- -
A portlandite phase and dellaite and calcite were formed.
The effect of calcium additives to sodium and potassium alkali during kaolin leaching on the degree of Al
2O
3 extraction is presented in
Table 4.
The study showed that when leaching in sodium alkali, the highest aluminum recovery was achieved using Ca(OH)2 quenched at 130 °C, while when leaching in potassium alkali, the highest aluminum recovery was achieved using calcium sulfate.
The obtained alkali aluminate solutions were processed by crystallization.
The process of crystalline precipitation from solution consists of four stages: formation of a supersaturated solution, formation of crystal nuclei, i.e., crystallization centers, crystal growth, and crystallization itself.
The rate of crystal growth depends on the process conditions. To form nuclei, supersaturation of the solution was carried out by evaporation. Then, the supersaturated solution was cooled to promote the spontaneous growth of a new nucleate phase.
Recrystallization was carried out by removing the residual supersaturation of the solution and recrystallizing the precipitate.
The solubility in the K
2O–Al
2O
3–H
2O system at 30, 60 and 90 °C was investigated (
Table 5,
Table 6 and
Table 7).
The analysis of the solubility showed that with the increase in K2O concentration from 9.5–29.5% the equilibrium concentration of Al2O3 increased, and the caustic ratio decreased accordingly.
At a K2O content in the solution up to 18%, the equilibrium concentration of Al2O3 increased slowly from 0.9% Al2O3 (with 9.5% K2O) to 3% Al2O3 (with 19.2% K2O). With a further increase in caustic alkali concentration, a decrease in the Al2O3 equilibrium concentration was observed, and the Al2O3 equilibrium concentration curve sloped steeply downward. Accordingly, a sharp increase in the caustic ratio occurred at K2O contents up to 38%. At increases in alkali concentration above 38%, the curve descended.
The unsaturated solution regions increased with increasing temperature and, correspondingly, the supersaturated solution regions decreased.
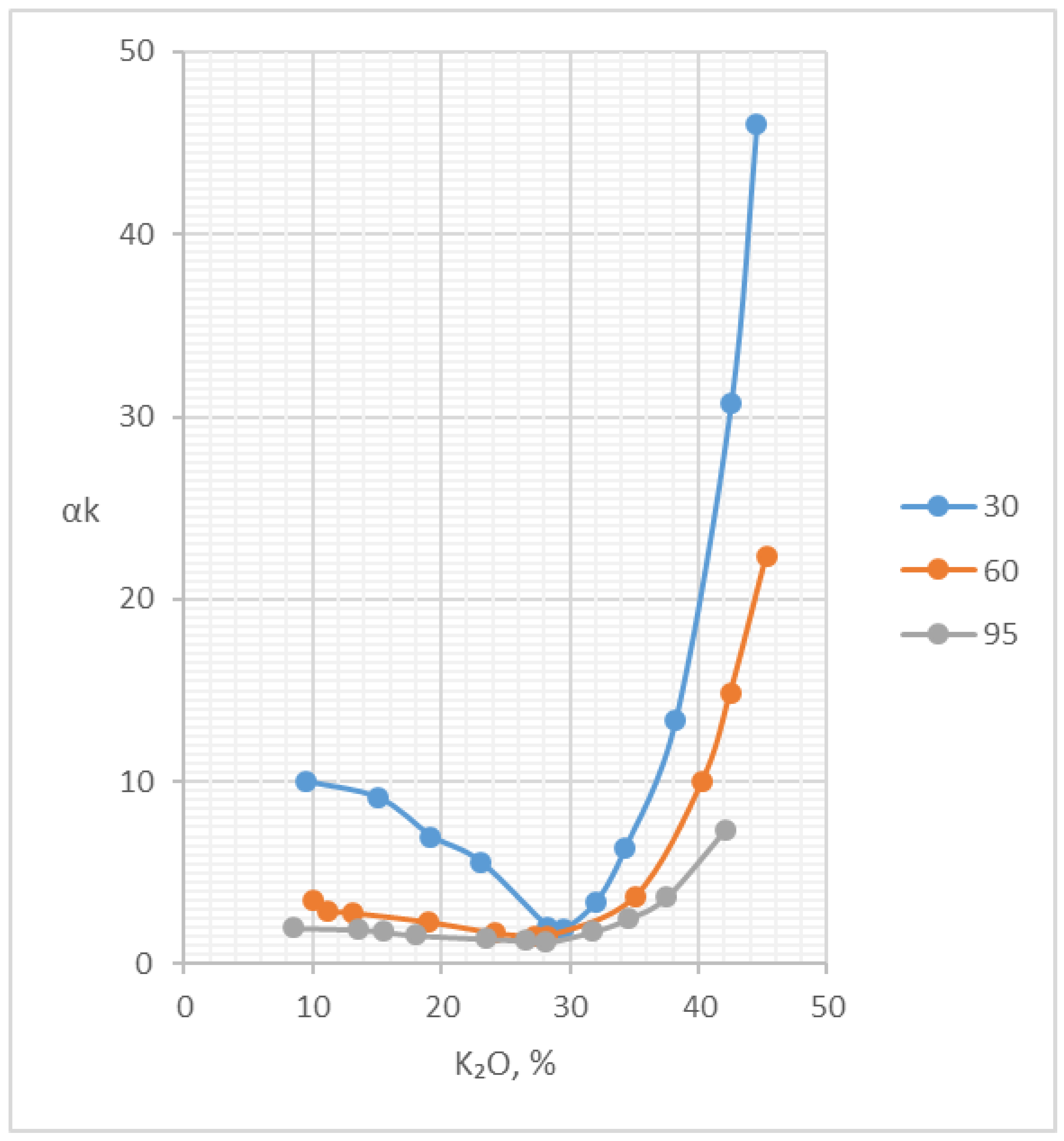
The caustic ratios of equilibrium solutions in the K
2O–Al
2O
3–H
2O system are shown in
Figure 11.
According to
Figure 11, the caustic ratios of equilibrium solutions in the system gradually decreased with increasing K
2O concentration up to 29.5 at 30 °C, being 1.89 at 28.1 K
2O at 60 °C, 1.44 at 28.1 K
2O at 95 °C and finally reaching the lowest value of 1.18. With further increase in K
2O concentration, we observed a sharp increase in αₖ, which was due to the conversion of the solid hydroxide phase to aluminate and its precipitation from the solution.
The caustic ratios of the precipitates depended on the degree of squeezing and on the concentration of the alkali in the equilibrium solutions. The isotherms of the Na2O -Al2O3–H2O and K2O–Al2O3–H2O systems at 30° are similar in appearance, while at 60 and 95 °C, they differ markedly. The branches of the latter system at 60 and 95 °C are steeper than those of the first system.
The composition of the solid phase of both systems in the left branches of the curves is the same, i.e., gibbsite, while in the right branches, the solid phases differ not only by the nature of the alkali in the composition of the aluminates, but also by the amount of alkali and crystallization water.
While in the Na2O–Al2O3–H2O system the aluminates Na2O–Al2O3–2.5 H2O and 3Na2O–Al2O3–6 H2O were formed, in the K2O–Al2O3–H2O system, only K2O–Al2O3–3H2O precipitated at concentrations of K2O up to 45.
In the K2O–Al2O3–H2O system, the equilibrium of the solutions was established in a shorter time than in the Na2O–Al2O3–H2O system.
This study showed that when leaching in sodium alkali, the highest aluminum recovery was achieved using Ca(OH)2 quenched at 130 °C, while when leaching in potassium alkali, the highest aluminum recovery was achieved using calcium sulfate.


 ,
, 

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}