
Study of the Effect of the A206/1.0 wt. % γAl2O3 Nanocomposites Content on the Portevin-Le Chatelier Phenomenon in Al/0.5 wt. % Mg Alloys




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of A206/1.0 wt. % γAl2O3 Nanocomposites
2.2. Manufacturing Procedure of the Al-Mg-A206/γAl2O3 Wires
3. Results
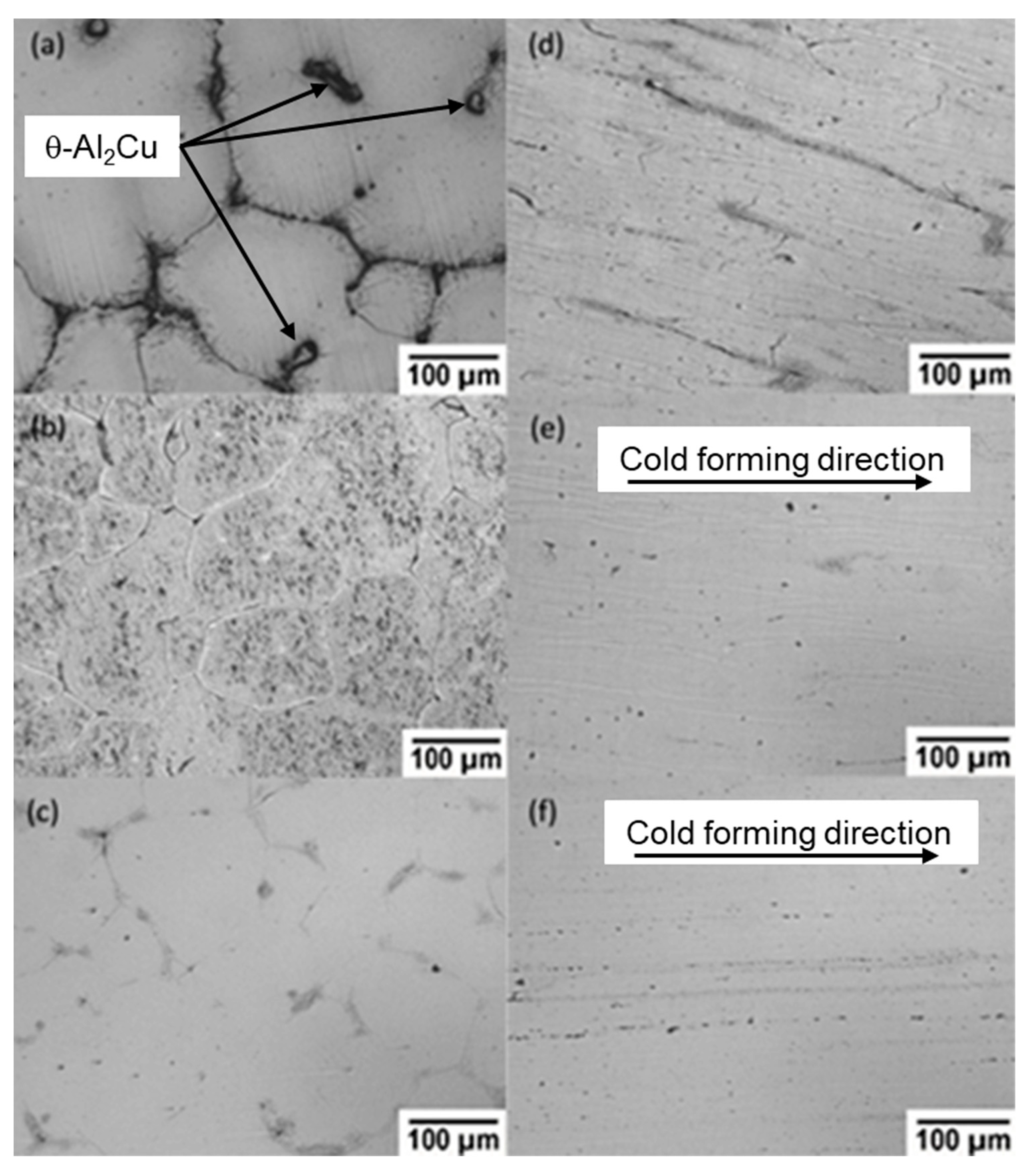
3.1. Optical Micrographs
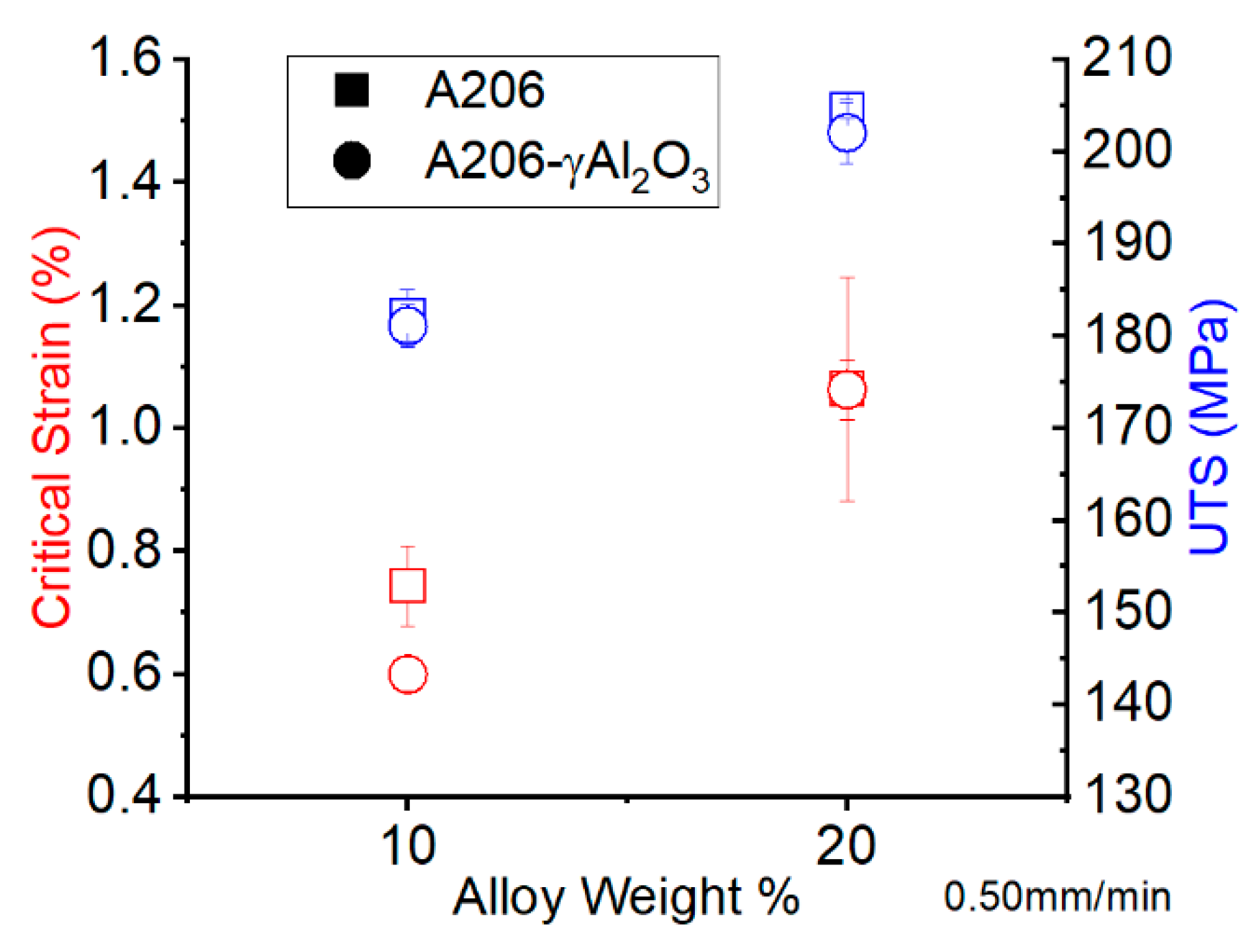
3.2. Ultimate Tensile Strength and Critical Strain
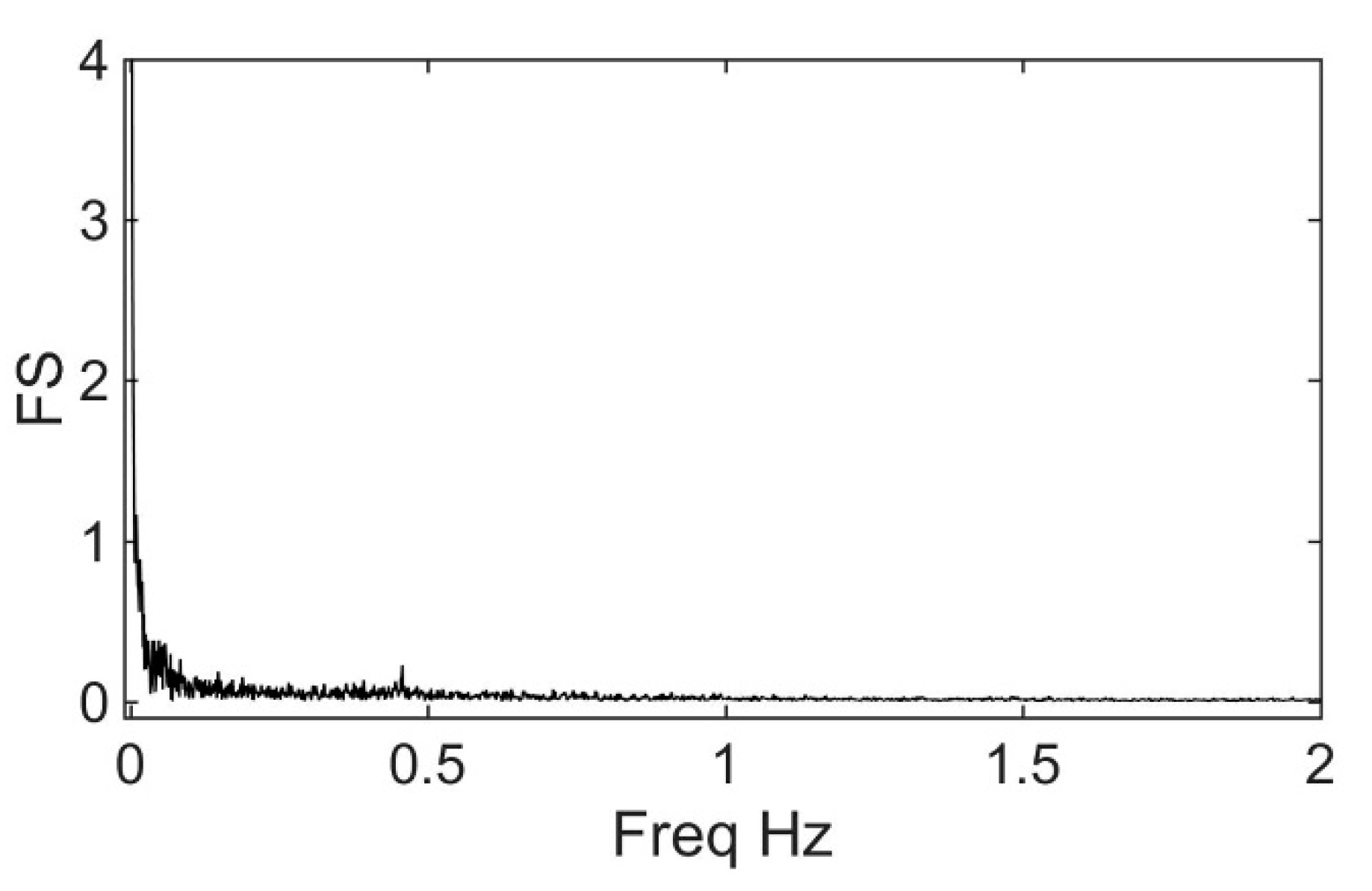
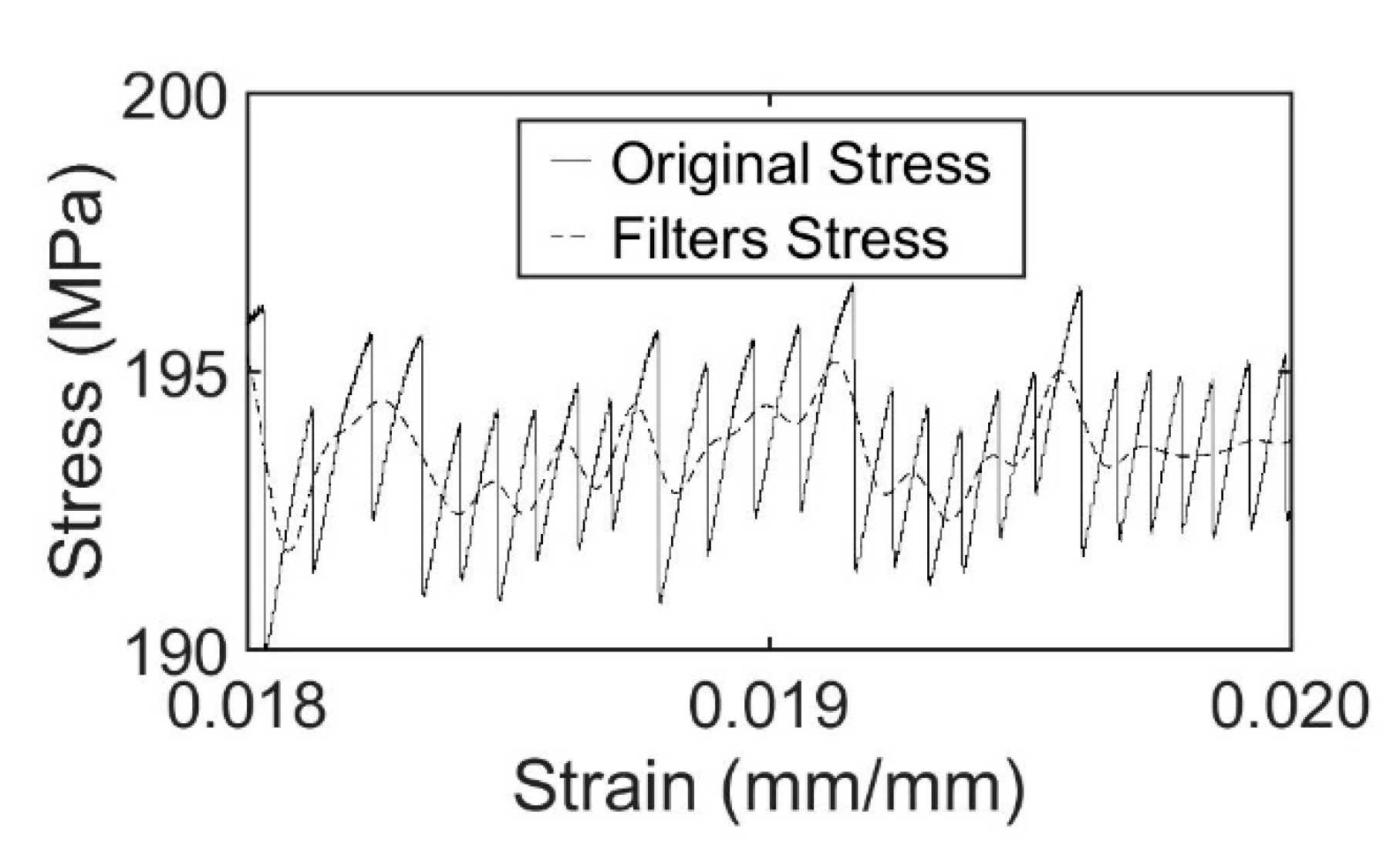
3.3. Analysis of Portevin-Le Chatelier Effect with Fast Fourier Transform Using MatLab™
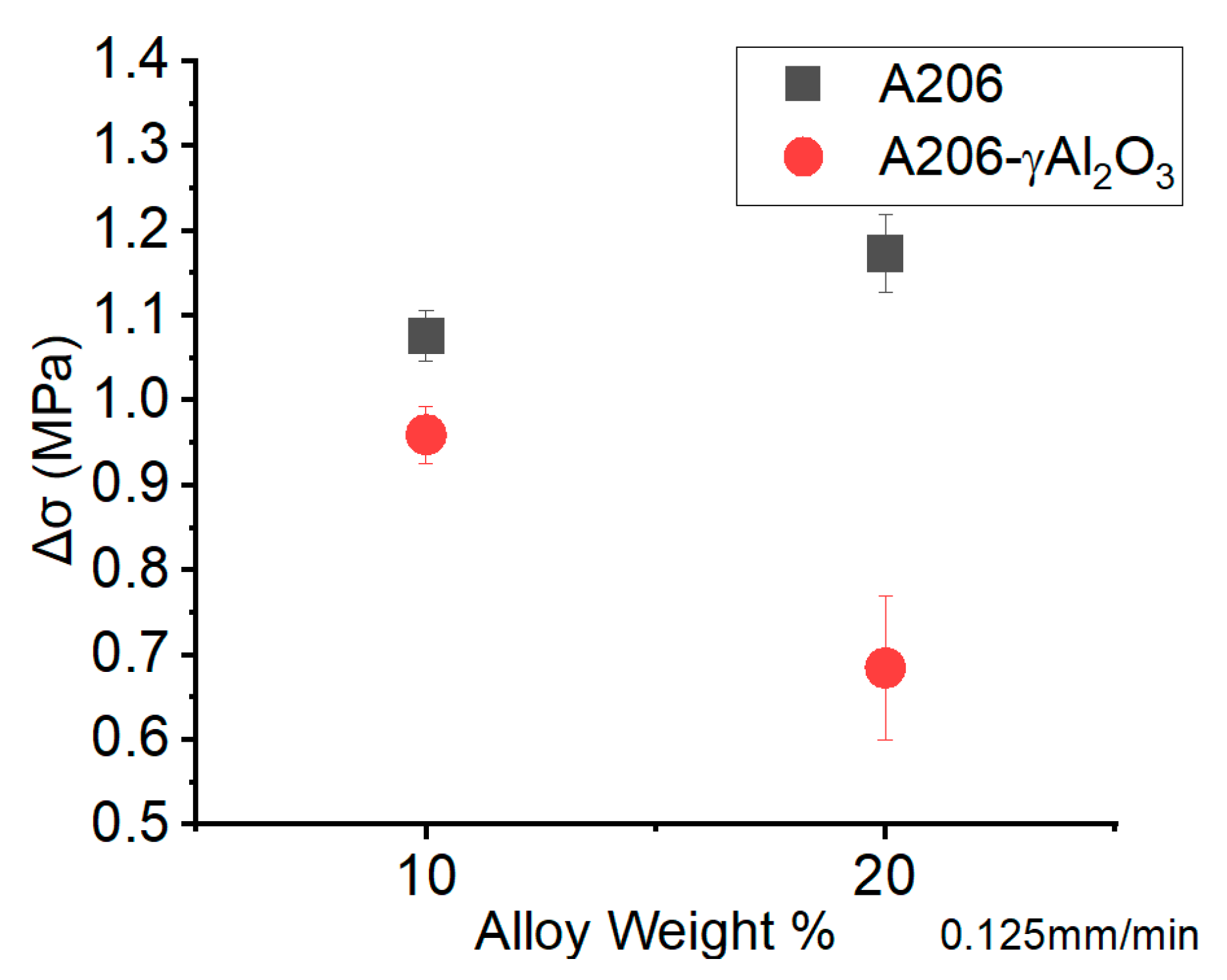
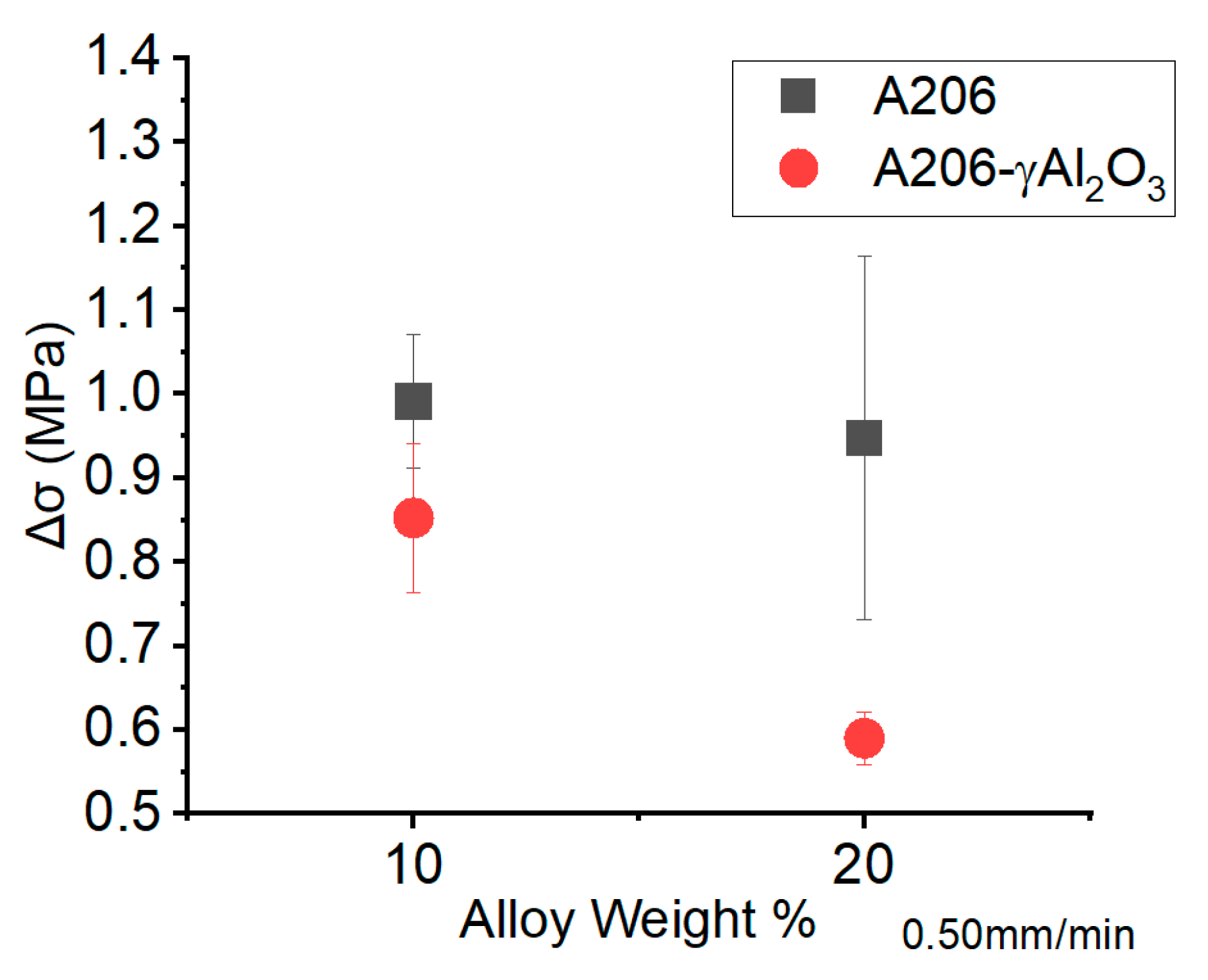
3.4. Amplitude of the PLC Signal Using Fast Fourier Transform
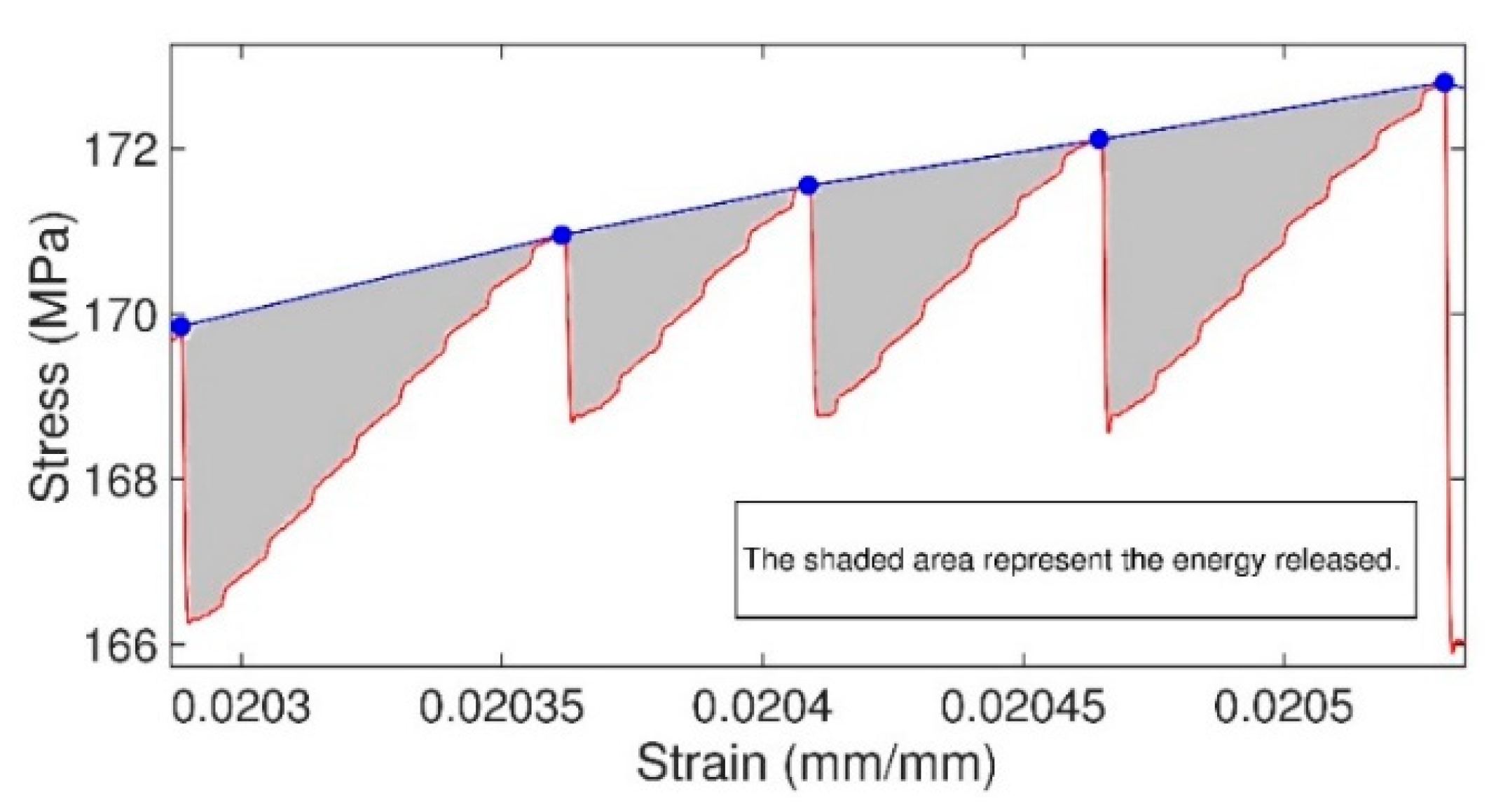
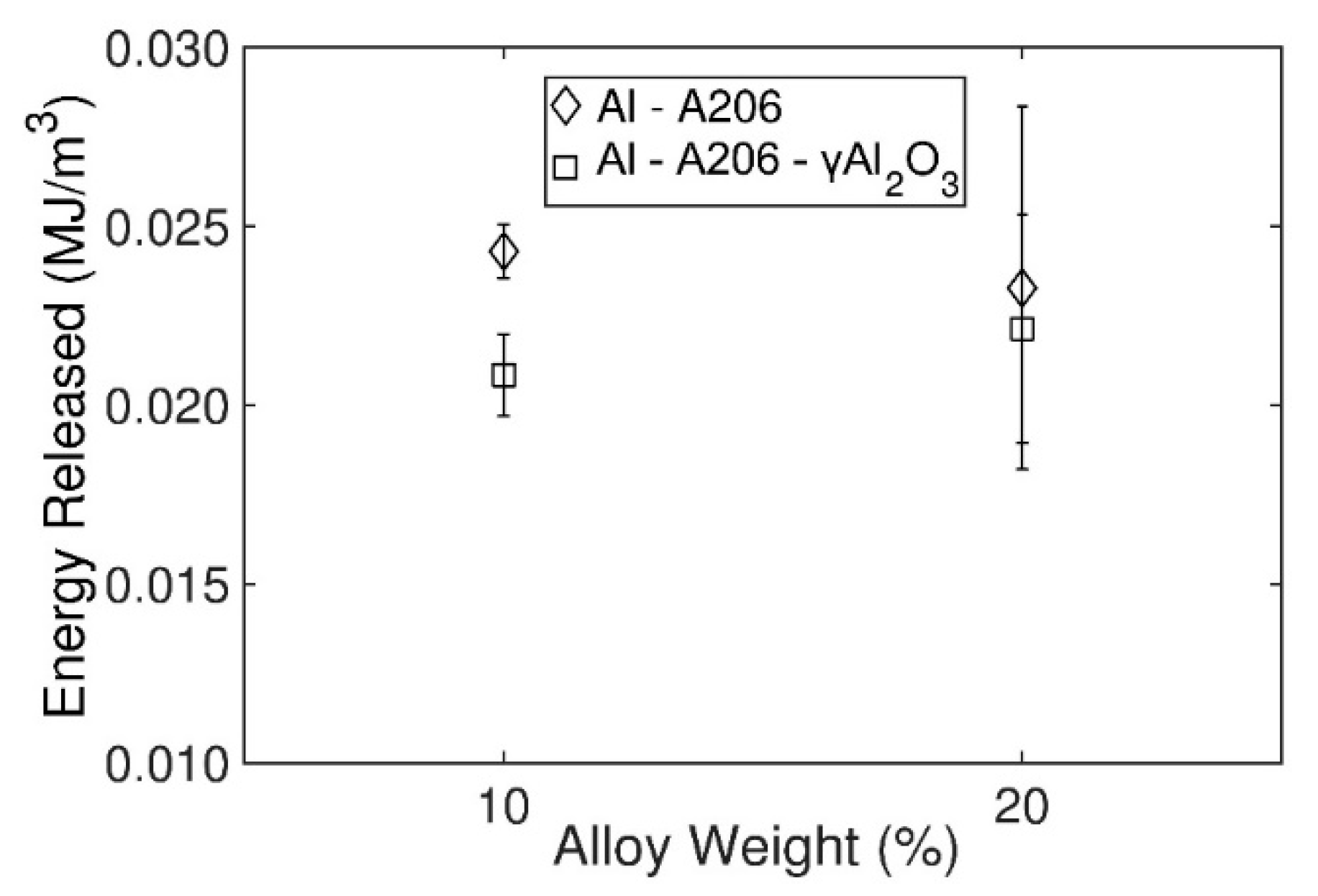
3.5. Energy Released druing the PLC Phenomenon
3.6. Statistical Analysis of Al-Mg-A206/γAl2O3 and Al-Mg-A206 Samples
4. Discussion
5. Conclusions
- The PLC phenomenon is present in all the solution-treated Al-Mg wires.
- MatLab™ codes developed for the present research permitted the quantification of the PLC signal using Fast Fourier Transform that helped shed light on the nanoparticles effect on the stress serration upon tensile testing.
- Because of the non-normality of the residuals upon statistical evaluation of the results, a transformation of amplitude λ was required to further the analysis.
- The wires treated with the 20 wt. % A206/1 wt. % γAl2O3 nanocomposite presented the highest reduction in the serration amplitude upon the tensile stress-strain curves.
- The critical strain is affected by the amount of A 206 added as well as the presence of the Al2O3 nanoparticles.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maj, P.; Zdunek, J.; Gizynski, M.; Mizera, J.; Kurzydlowski, K.J. Statistical analysis of the Portevin-Le Chatelier effect in Inconel 718 at high temperature. Mater. Sci. Eng. A 2014, 619, 158–164. [Google Scholar] [CrossRef]
- Ranc, N.; Wagner, D. Experimental study by pyrometry of Portevin-Le Chatelier plastic instabilities-Type A to type B transition. Mater. Sci. Eng. A 2008, 474, 188–196. [Google Scholar] [CrossRef] [Green Version]
- Sarkar, A.; Webber, C.L.; Barat, P.; Mukherjee, P. Recurrence analysis of the Portevin-Le Chatelier effect. Phys. Lett. Sect. A Gen. At. Solid State Phys. 2008, 372, 1101–1105. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, A. The Portevin–Le Chatelier effect: A review of experimental findings. Sci. Technol. Adv. Mater. 2011, 12, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Zdunek, J.; Spychalski, W.L.; Mizera, J.; Kurzydłowski, K.J. The influence of specimens geometry on the PLC effect in Al-Mg-Mn (5182) alloy. Mater. Charact. 2007, 58, 46–50. [Google Scholar] [CrossRef]
- Jiang, Z.; Zhang, Q.; Jiang, H.; Chen, Z.; Wu, X. Spatial characteristics of the Portevin-Le Chatelier deformation bands in Al-4 at%Cu polycrystals. Mater. Sci. Eng. A 2005, 403, 154–164. [Google Scholar] [CrossRef]
- Estrin, Y.; Lebyodkin, M.A. The influence of dispersion particles on the Portevin-Le Chatelier effect: From average particle characteristics to particle arrangement. Mater. Sci. Eng. A 2004, 387–389, 195–198. [Google Scholar] [CrossRef]
- Wu, J.; Zhou, Z.; Ma, M.; Zhang, Z.; Chen, Z.; Zhao, Y.; Pi, J. Serrated flow and ZrB2 nanoparticle agglomerations of in-situ AA6061 alloy matrix composites. J. Alloys Compd. 2020, 846, 1–7. [Google Scholar] [CrossRef]
- Zhao, S.; Meng, C.; Mao, F.; Hu, W. Influence of severe plastic deformation on dynamic strain aging of ultrafine grained Al-Mg alloys. Acta Mater. 2014, 76, 54–67. [Google Scholar] [CrossRef]
- Meng, X.; Liu, B.; Luo, L.; Ding, Y.; Rao, X.; Hu, B.; Liu, Y.; Lu, J. The Portevin-Le Châtelier effect of gradient nanostructured 5182 aluminum alloy by surface mechanical attrition treatment. J. Mater. Sci. Technol. 2018, 34, 2307–2315. [Google Scholar] [CrossRef]
- Lebedkina, T.A.; Lebyodkin, M.A.; Lamark, T.T.; Janeček, M.; Estrin, Y. Effect of equal channel angular pressing on the Portevin–Le Chatelier effect in an Al3Mg alloy. Mater. Sci. Eng. A 2014, 615, 7–13. [Google Scholar] [CrossRef]
- Yuan, L.; Gao, X.; Zhang, X.; Yang, Y. Mechanical properties and Portevin-Le Chatelier effect of a Ni-Cr-Mo alloy containing ordered phase with Pt2Mo-type structure at elevated temperature. Mater. Sci. Eng. A 2017, 680, 115–120. [Google Scholar] [CrossRef]
- Xu, J.; Chen, G.; Fu, S. Complexity analysis of the Portevin-Le Chatelier in an Al alloy at different temperatures. Theor. Appl. Mech. Lett. 2021, 100–233. [Google Scholar] [CrossRef]
- Florián-Algarín, D.; Marrero, R.; Li, X.; Choi, H.; Suárez, O.M. Strengthening of aluminum wires treated with A206/alumina nanocomposites. Materials 2018, 11, 413. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wu, J.; Zhou, S.; Li, X. Ultrasonic Attenuation Based Inspection Method for Scale-up Production of A206-Al2O3 Metal Matrix Nanocomposites. J. Manuf. Sci. Eng. 2014, 137, 1–10. [Google Scholar] [CrossRef]
- ASTM Committee B557-06. Standard Test Methods for Tension Testing Wrought and Cast Aluminum-and Magnesium-Alloy Products; ASTM International: West Conshohocken, PA, USA, 2010; pp. 1–15. [Google Scholar]
- Chihab, K.; Fressengeas, C. Time distribution of stress drops, critical strain and crossover in the dynamics of jerky flow. Mater. Sci. Eng. 2003, 356, 102–107. [Google Scholar] [CrossRef]
- ASM Handbook. Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, 10th ed.; ASM International: Geauga County, OH, USA, 1990; Volume 2. [Google Scholar]
- ASTM Committee E8/E8M-9. Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013; pp. 1–27. [Google Scholar]
- Florián-Algarín, D.; Marrero-García, M.; Martínez-Santos, J.J.; Montejo Valencia, L.; Suárez, O.M. Al/Niobium Diboride Nanocomposite’s Effect on the Portevin-Le Chatelier Phenomenon in Al-Mg Alloys. J. Compos. Sci. 2019, 3, 70. [Google Scholar] [CrossRef] [Green Version]
- Bali, J.; Luka, P. Inverse critical strains for jerky flow in Al-Mg alloys. Scr. Mater. 2000, 42, 465–471. [Google Scholar] [CrossRef]
- Jarfors, A.E.W.; Andersson, N.; Bogdanoff, T.; Payandeh, M.; Seifeddine, S.; Leickt, A.; Tapper, A. The Portevin-Le Chatelier effect in a Rheocast Al-Si-Cu alloy. Light Met. 2015, 321–325. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Florián-Algarín, D.; Li, X.; Choi, H.; Suárez, O.M. Study of the Effect of the A206/1.0 wt. % γAl2O3 Nanocomposites Content on the Portevin-Le Chatelier Phenomenon in Al/0.5 wt. % Mg Alloys. J. Compos. Sci. 2021, 5, 163. https://doi.org/10.3390/jcs5060163
Florián-Algarín D, Li X, Choi H, Suárez OM. Study of the Effect of the A206/1.0 wt. % γAl2O3 Nanocomposites Content on the Portevin-Le Chatelier Phenomenon in Al/0.5 wt. % Mg Alloys. Journal of Composites Science. 2021; 5(6):163. https://doi.org/10.3390/jcs5060163
Chicago/Turabian StyleFlorián-Algarín, David, Xiaochun Li, Hongseok Choi, and Oscar Marcelo Suárez. 2021. "Study of the Effect of the A206/1.0 wt. % γAl2O3 Nanocomposites Content on the Portevin-Le Chatelier Phenomenon in Al/0.5 wt. % Mg Alloys" Journal of Composites Science 5, no. 6: 163. https://doi.org/10.3390/jcs5060163
APA StyleFlorián-Algarín, D., Li, X., Choi, H., & Suárez, O. M. (2021). Study of the Effect of the A206/1.0 wt. % γAl2O3 Nanocomposites Content on the Portevin-Le Chatelier Phenomenon in Al/0.5 wt. % Mg Alloys. Journal of Composites Science, 5(6), 163. https://doi.org/10.3390/jcs5060163