
Flexural Characteristics of Functionally Graded Fiber-Reinforced Cementitious Composite with Polyvinyl Alcohol Fiber



Abstract
1. Introduction
2. Experimental Program
2.1. Tested FRCC
2.2. Specimens
2.3. Specimen Fabrication
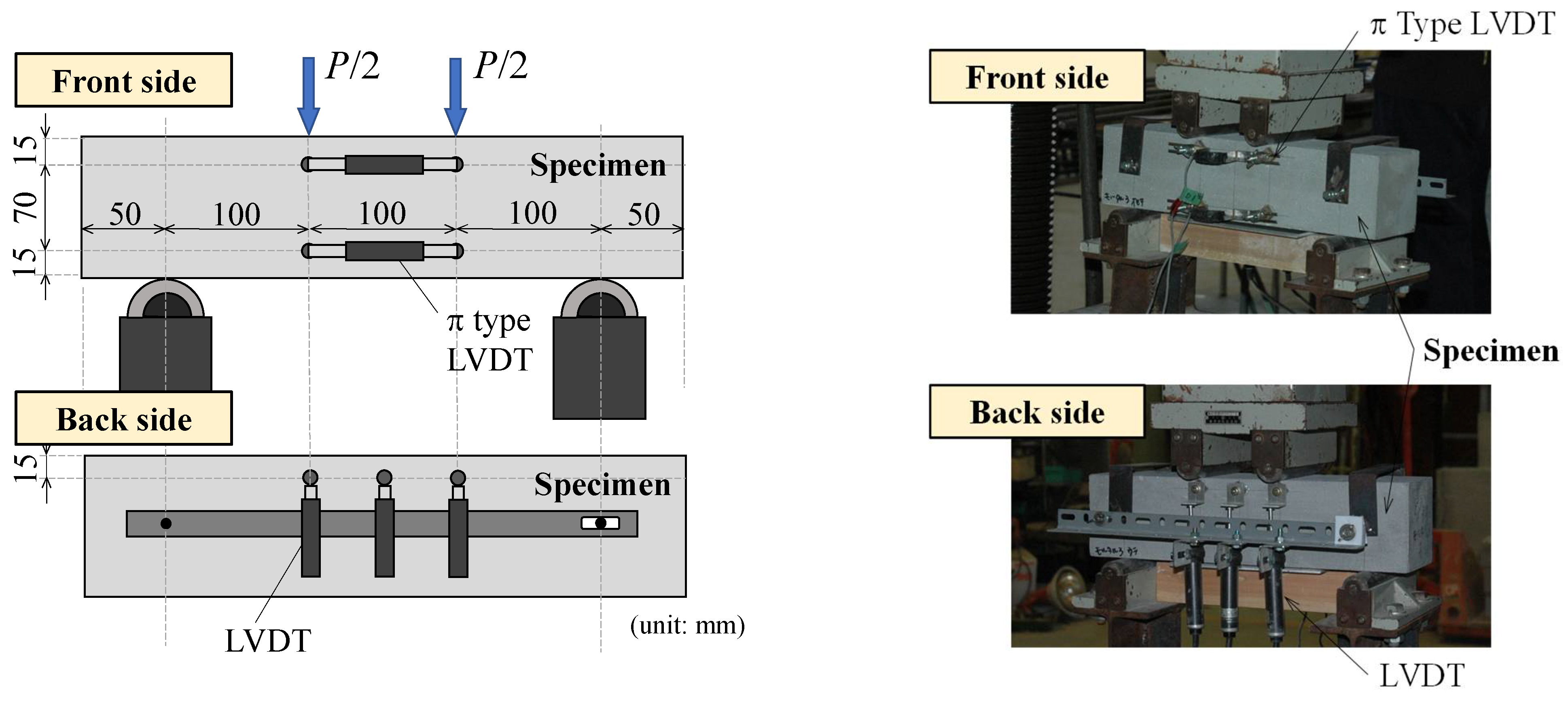
2.4. Loading and Measurement
3. Experimental Results
3.1. Failure Pattern
3.2. Load–Deflection Curve
3.3. Maximum Load
4. Section Analysis and Comparison with Experimental Results
4.1. Method of Section Analysis
4.2. Comparison of Maximum Bending Moment
5. Conclusions
- Clear separation between layers in the FG-FRCC was not observed in the four-point bending test. It is considered that the bond between layers is enough to transmit shear stress under pure bending by the pouring fabrication method for PVA-FRCC having self-consolidating properties.
- The maximum load of the FG-FRCC specimens exhibited almost twice that of the homogeneous specimens, even when the average of fiber volume fraction in whole specimen is 1%.
- The ratio of the maximum load of the three-layered specimens with the same fiber volume fraction to that of the homogeneous specimens is 1.02 and 1.08 for the 1% and 2% volume fractions, respectively. The thinner thickness may be required to show the more effective contribution of the layer causing the two-dimensional fiber orientation.
- Section analysis, in which the stress–strain models based on the bridging law considering the fiber orientation effect was conducted. The ratio of the experimental maximum moment to the analysis result ranges from 0.89 to 1.18. It is considered that the section analysis result considering the fiber orientation shows a good adaptability with the experiment result.
- The analysis result shows that the maximum moment of the FG-FRCC specimen is 1.63 times that of the homogeneous specimen with the same whole fiber volume fraction of 1%. It is considered that the bending moment reaches the maximum when the tensile force in the tension side layer becomes maximum in the case of the FG-FRCC.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Balaguru, P.N.; Shah, S.P. Introduction, Fiber-Reinforced Cement Composites; McGraw-Hill: New York, NY, USA, 1992; pp. 1–15. [Google Scholar]
- Zollo, R.F. Collated Fibrillated Polypropylene Fibers in FRC. In Proceedings of the Fiber Reinforced Concrete International Symposium (ACI SP-81), Detroit, MI, USA, 1 November 1984; pp. 397–409. [Google Scholar]
- Naaman, A.E.; Reinhardt, H.W. High Performance Fiber Reinforced Cement Composites: HPFRCC 2; E. & FN Spon: London, UK, 1996. [Google Scholar]
- Li, V.C. From Micromechanics to Structural Engineering—The Design of Cementitious Composites for Civil Engineering Applications. JSCE J. Struct. Mech. Earthq. Eng. 1993, 10, 37–48. [Google Scholar] [CrossRef]
- Rokugo, K.; Kanda, T. Strain Hardening Cement Composites: Structural Design and Performance; RILEM State-of-the-Art Reports 6; E. & FN Spon: London, UK, 2013. [Google Scholar]
- Li, V.C. Engineered Cementitious Composites (ECC)—Bendable Concrete for Sustainable and Resilient Infrastructure; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Arulanandam, P.M.; Singh, S.B.; Kanakubo, T.; Sivasubramanian, M.V.R. Behavior of Engineered Cementitious Composite Structural Elements—A Review. Indian Concr. J. 2020, 94, 5–28. [Google Scholar]
- Li, V.C. Large volume, high-performance applications of fibers in civil engineering. J. Appl. Polym. Sci. 2002, 83, 660–686. [Google Scholar] [CrossRef]
- Bohidar, S.K.; Sharma, R.; Mishra, P.R. Functionally Graded Materials: A Critical Review. Int. J. Res. 2014, 1, 289–301. [Google Scholar]
- El-Galy, I.M.; Saleh, B.I.; Ahmed, M.H. Functionally graded materials classifications and development trends from industrial point of view. SN Appl. Sci. 2019, 1, 1378. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, R.; Ai, S.; He, R.; Pei, Y.; Fang, D. Load distribution in threads of porous metal–ceramic functionally graded composite joints subjected to thermomechanical loading. Compos. Struct. 2015, 134, 680–688. [Google Scholar] [CrossRef]
- Zhou, W.; Ai, S.; Chen, M.; Zhang, R.; He, R.; Pei, Y.; Fang, D. Preparation and thermodynamic analysis of the porous ZrO2/(ZrO2 + Ni) functionally graded bolted joint. Compos. Part B Eng. 2015, 82, 13–22. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T. Introduction to Functionally Graded Materials. In Functionally Graded Materials, Topics in Mining, Metallurgy and Materials Engineering; Springer: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Saleh, B.; Jiang, J.; Fathi, R.; Al-hababi, T.; Xu, Q.; Wang, L.; Song, D.; Ma, A. 30 Years of functionally graded materials: An overview of manufacturing methods, Applications and Future Challenges. Compos. Part B 2020, 201, 108376. [Google Scholar] [CrossRef]
- Koizumi, M.; Niino, M. Overview of FGM Research in Japan. MRS Bull. 1995, 20, 19–21. [Google Scholar] [CrossRef]
- Roesler, J.; Bordelon, A.; Gaedicke, C.; Park, K.; Paulino, G.H. Fracture behavior and properties of functionally graded fiber-reinforced concrete. AIP Conf. Proc. 2008, 973, 513–518. [Google Scholar] [CrossRef]
- Naghibdehi, M.G.; Mastali, M.; Sharbatdar, K.K.; Naghibdehi, M.G. Flexural performance of functionally graded RC cross-section with steel and PP fibres. Mag. Concr. Res. 2014, 66, 219–233. [Google Scholar] [CrossRef]
- Naghibdehi, M.G.; Naghipour, M.; Rabiee, M. Behaviour of functionally graded reinforced-concrete beams under cyclic loading. Građevinar 2015, 67, 427–439. [Google Scholar] [CrossRef]
- Shen, B.; Hubler, M.; Paulino, H.G.; Struble, J.L. Functionally-graded fiber-reinforced cement composite: Processing, microstructure, and properties. J. Cem. Concr. Compos. 2008, 30, 663–673. [Google Scholar] [CrossRef]
- Ferrara, L.; Park, Y.D.; Shah, S.P. A method for mix-design of fiber-reinforced self-compacting concrete. Cem. Concr. Res. 2007, 37, 957–971. [Google Scholar] [CrossRef]
- Ferrara, L.; Park, Y.D.; Shah, S.P. Correlation among Fresh State Behavior, Fiber Dispersion and Toughness Properties of SFRCs. J. Mater. Civ. Eng. 2008, 20, 493–501. [Google Scholar] [CrossRef]
- Laranjeira, F.; Aguado, A.; Molins, C.; Grünewald, S.; Walraven, J.; Cavalaro, S. Framework to Predict the Orientation of Fibers in FRC: A Novel Philosophy. Cem. Concr. Res. 2012, 42, 752–768. [Google Scholar] [CrossRef]
- Dupont, D.; Vandewalle, L. Distribution of Steel Fibres in Rectangular Sections. Cem. Concr. Compos. 2005, 27, 391–398. [Google Scholar] [CrossRef]
- Kanakubo, T. Tensile Characteristics Evaluation Method for Ductile Fiber-Reinforced Cementitious Composites. J. Adv. Concr. Technol. 2006, 4, 3–17. [Google Scholar] [CrossRef]
- Xia, J.; Mackie, K. Axisymmetric Fiber Orientation Distribution of Short Straight Fiber in Fiber-Reinforced Concrete. ACI Mater. J. 2014, 111, 133–141. [Google Scholar] [CrossRef]
- Li, V.C.; Wang, S. On High Performance Fiber Reinforced Cementitious Composites. In Proceedings of the JCI Symposium on Ductile Fiber-Reinforced Cementitious Composites, Tokyo, Japan, 4–5 December 2003; pp. 13–23. [Google Scholar]
- Kanakubo, T.; Miyaguchi, M.; Asano, K. Influence of Fiber Orientation on Bridging Performance of Polyvinyl Alcohol Fiber-Reinforced Cementitious Composite. ACI Mater. J. 2016, 113, 131–141. [Google Scholar] [CrossRef]
- Japanese Industrial Standards. Fly Ash for Use in Concrete, JIS A 6201:2015. Available online: https://www.jisc.go.jp/app/jis/general/GnrJISSearch.html (accessed on 20 March 2021).
- International Standard. Test Methods for Fibre-Reinforced Cementitious Composites—Bending Moment—Curvature Curve by Four-Point Bending Test. ISO 21914:2019. Available online: https://www.iso.org/standard/72163.html (accessed on 20 March 2021).
- International Standard. Testing of Concrete—Part 4: Strength of Hardened Concrete. ISO 1920-4:2020. Available online: https://www.iso.org/standard/72260.html (accessed on 20 March 2021).
- Ozu, Y.; Miyaguchi, M.; Kanakubo, T. Modeling of Bridging Law for PVA Fiber-Reinforced Cementitious Composite Considering Fiber Orientation. J. Civ. Eng. Archit. 2018, 12, 651–661. [Google Scholar] [CrossRef]
- Kanda, T.; Li, V.C. Interface Property and Apparent Strength of High-Strength Hydrophilic Fiber in Cement Matrix. ASCE J. Mater. Civ. Eng. 1998, 10, 5–13. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water by Binder Ratio | Sand by Binder Ratio | Unit Weight (kg/m3) | |||
|---|---|---|---|---|---|
| Water | Cement | Fly Ash | Sand | ||
| 0.39 | 0.50 | 380 | 678 | 291 | 484 |
| Cement: High early strength Portland cement | |||||
| Fly ash: Type II of Japanese Industrial Standard (JIS A 6201) [28] | |||||
| Sand: Size under 0.2 mm | |||||
| High-range water-reducing admixture: Binder × 0.6% | |||||
| Type | Density (g/cm3) | Diameter (mm) | Length (mm) | Tensile Strength (MPa) | Elastic Modulus (GPa) |
|---|---|---|---|---|---|
| PVA | 1.30 | 0.10 | 12 | 1200 | 28 |
| Test Series (Casting Day) | Specimen ID | Remarks | Fiber Volume Fraction, Vf | Number of Specimens |
|---|---|---|---|---|
| 1st day | FG-FRCC | Functionally graded | 0, 1, 2% | 3 for each parameter |
| Hmg-1% | Homogeneous | 1% | ||
| Hmg-2% | Homogeneous | 2% | ||
| 2nd day | Layer-1% | Three-layer | 1% | 3 for each parameter |
| Layer-2% | Three-layer | 2% | ||
| Hmg-1% | Homogeneous | 1% | ||
| Hmg-2% | Homogeneous | 2% |
| Test Series (Casting Day) | Specimen ID | Comp. Strength (MPa) | Experiment | Section Analysis | Ratio of Experiment to Analysis eMmax/aMmax | |||
|---|---|---|---|---|---|---|---|---|
| Max. Bending Moment eMmax (kN·m) | Curvature at eMmax (μ/mm) | Max. Bending Moment aMmax (kN·m) | Neutral Axis from Comp. Edge (mm) | |||||
| Avg. | STDV | |||||||
| 1stday | FG-FRCC | 1 | 1.079 | 0.047 | 209 | 0.950 | 19.5 | 1.14 |
| Hmg-1% | 46.4 | 0.570 | 0.079 | 129 | 0.583 | 14.7 | 0.98 | |
| Hmg-2% | 41.1 | 1.281 | 0.090 | 178 | 1.087 | 20.6 | 1.18 | |
| 2ndday | Layer-1% | 44.3 | 0.528 | 0.006 | 99 | 0.581 | 15.0 | 0.91 |
| Layer-2% | 42.4 | 1.126 | 0.041 | 157 | 1.090 | 20.3 | 1.03 | |
| Hmg-1% | 44.3 | 0.519 | 0.024 | 107 | 0.581 | 15.0 | 0.89 | |
| Hmg-2% | 42.4 | 1.047 | 0.189 | 205 | 1.090 | 20.3 | 0.96 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kanakubo, T.; Koba, T.; Yamada, K. Flexural Characteristics of Functionally Graded Fiber-Reinforced Cementitious Composite with Polyvinyl Alcohol Fiber. J. Compos. Sci. 2021, 5, 94. https://doi.org/10.3390/jcs5040094
Kanakubo T, Koba T, Yamada K. Flexural Characteristics of Functionally Graded Fiber-Reinforced Cementitious Composite with Polyvinyl Alcohol Fiber. Journal of Composites Science. 2021; 5(4):94. https://doi.org/10.3390/jcs5040094
Chicago/Turabian StyleKanakubo, Toshiyuki, Takumi Koba, and Kohei Yamada. 2021. "Flexural Characteristics of Functionally Graded Fiber-Reinforced Cementitious Composite with Polyvinyl Alcohol Fiber" Journal of Composites Science 5, no. 4: 94. https://doi.org/10.3390/jcs5040094
APA StyleKanakubo, T., Koba, T., & Yamada, K. (2021). Flexural Characteristics of Functionally Graded Fiber-Reinforced Cementitious Composite with Polyvinyl Alcohol Fiber. Journal of Composites Science, 5(4), 94. https://doi.org/10.3390/jcs5040094