
Optimizing Precursors and Reagents for the Development of Alkali-Activated Binders in Ambient Curing Conditions



Abstract
1. Introduction
2. Experimental Program, Methods, and Materials
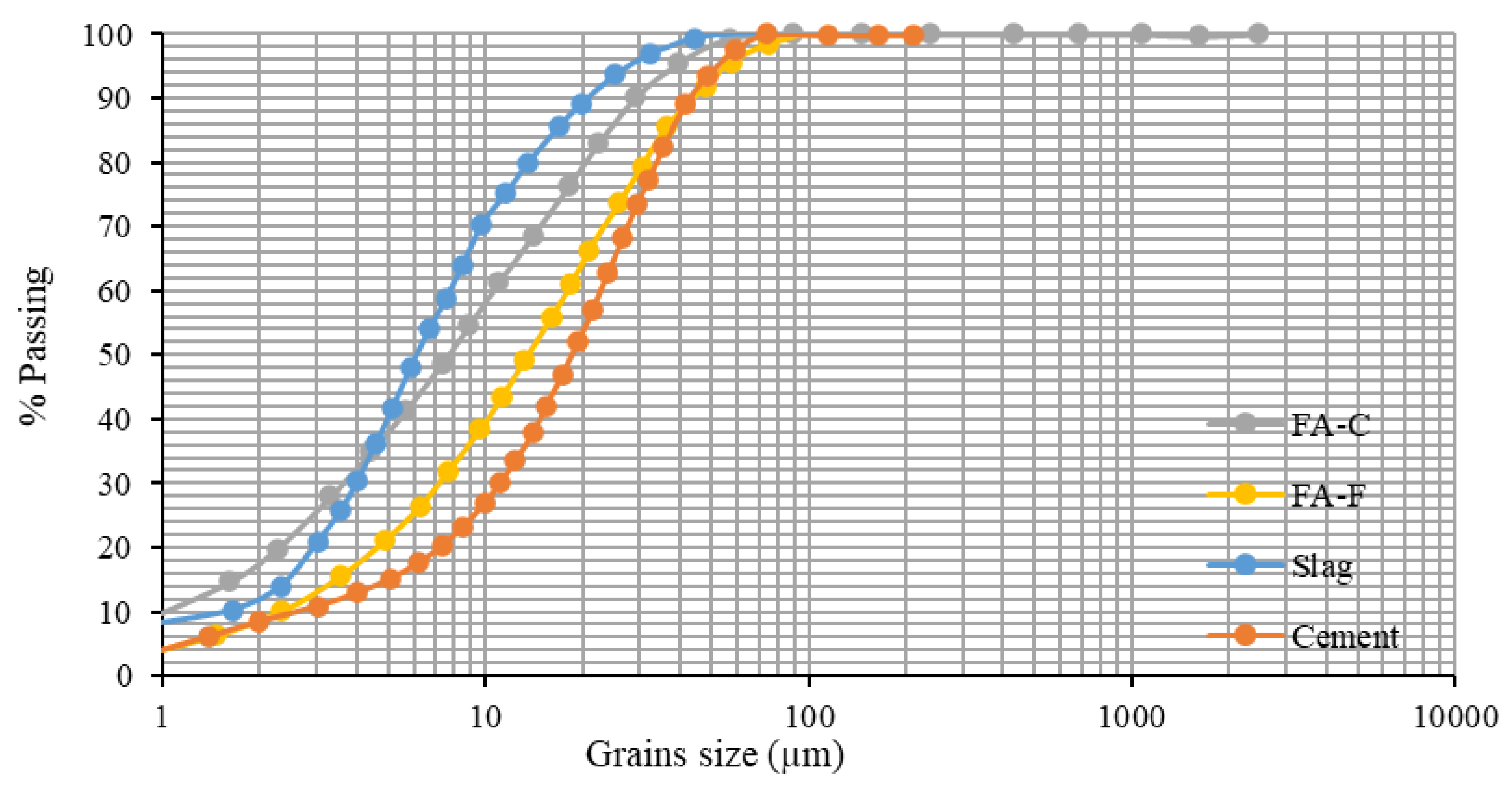
2.1. Aluminosilicate-Rich Materials
2.2. Reagents
2.3. Superplasticizers
2.4. Mix Proportions
2.5. Preparation of Geopolymer Binders with Casting and Curing of Specimens
2.6. Test Methods
3. Results and Discussion
3.1. Analysis of Compressive Strength
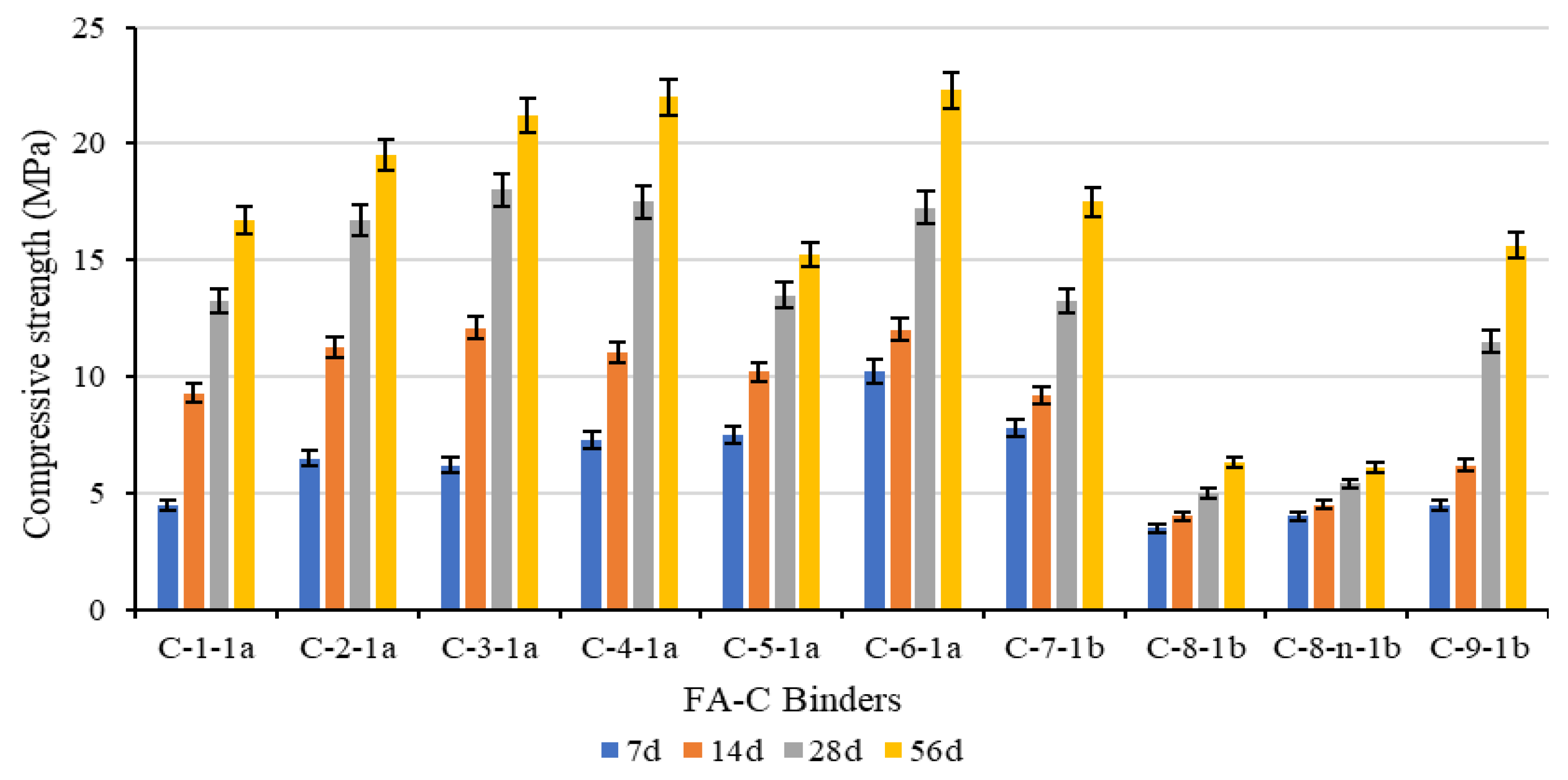
3.1.1. Influence of Solution-Based Reagent Types on Fly Ash Class C-Based Mono Binders
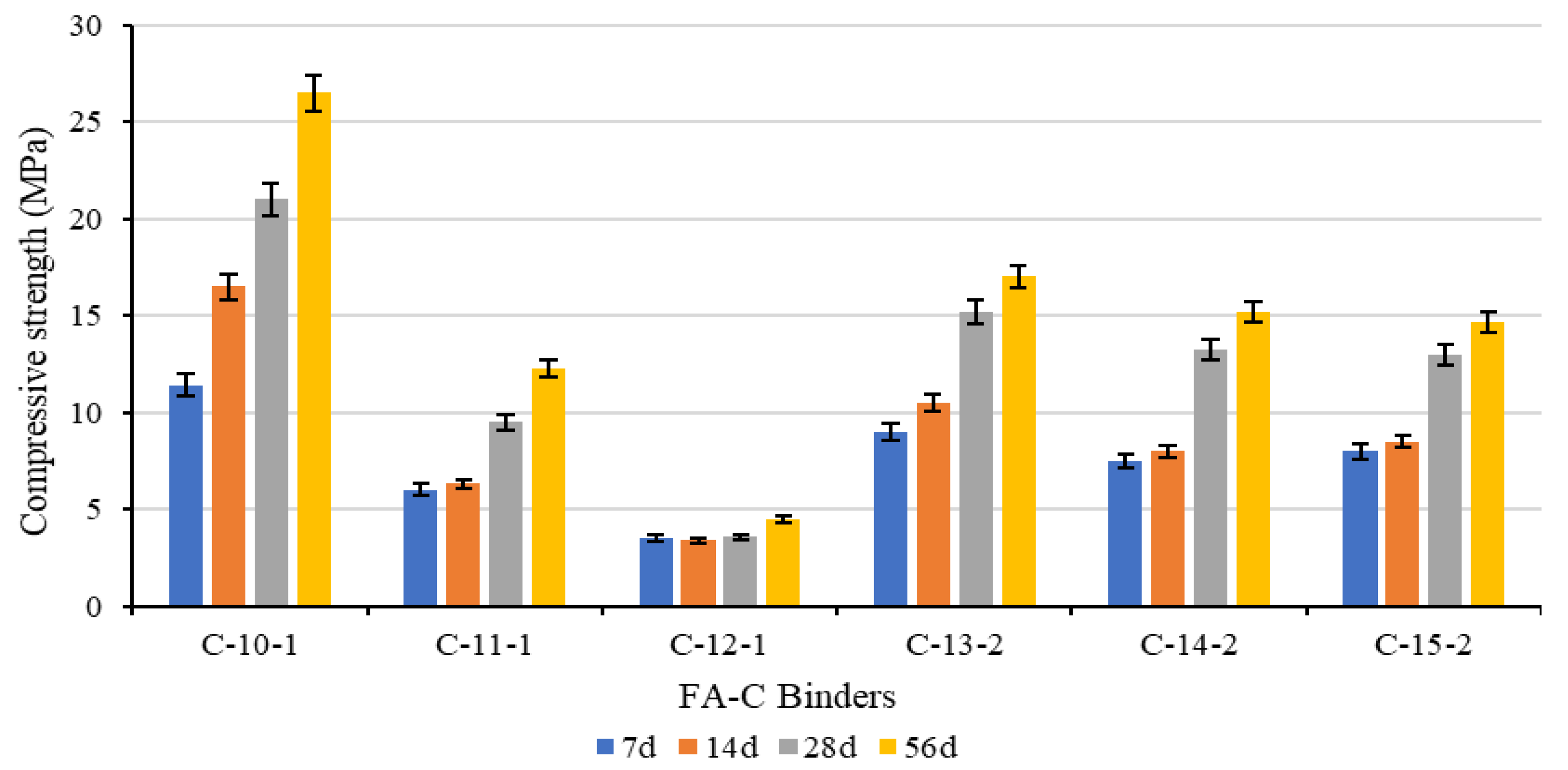
3.1.2. Influence of Powder-Based Reagents on Fly Ash Class F and C Mono Binders
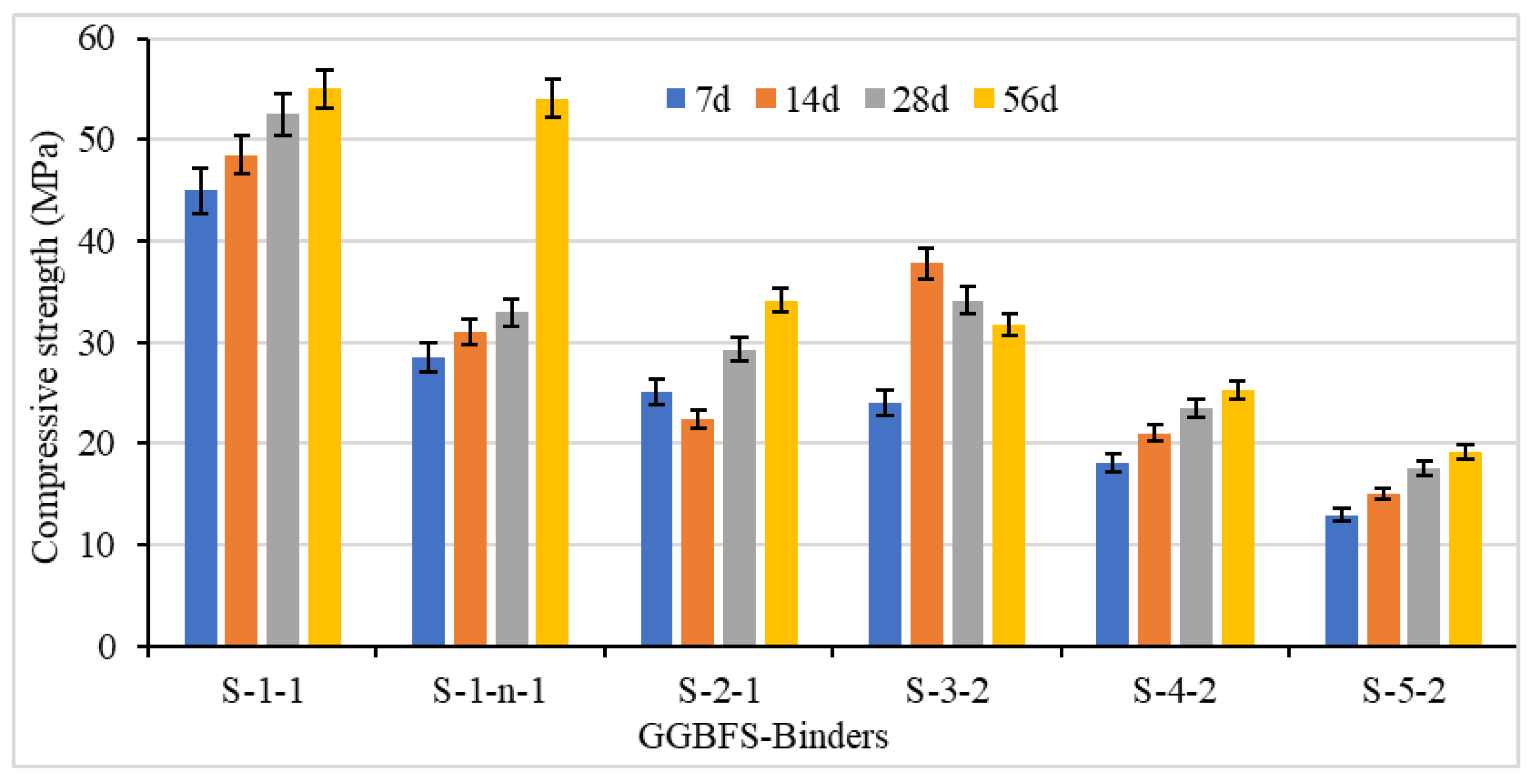
3.1.3. Influence of Powder-Based Reagents on GGBFS-Based Mono Binders
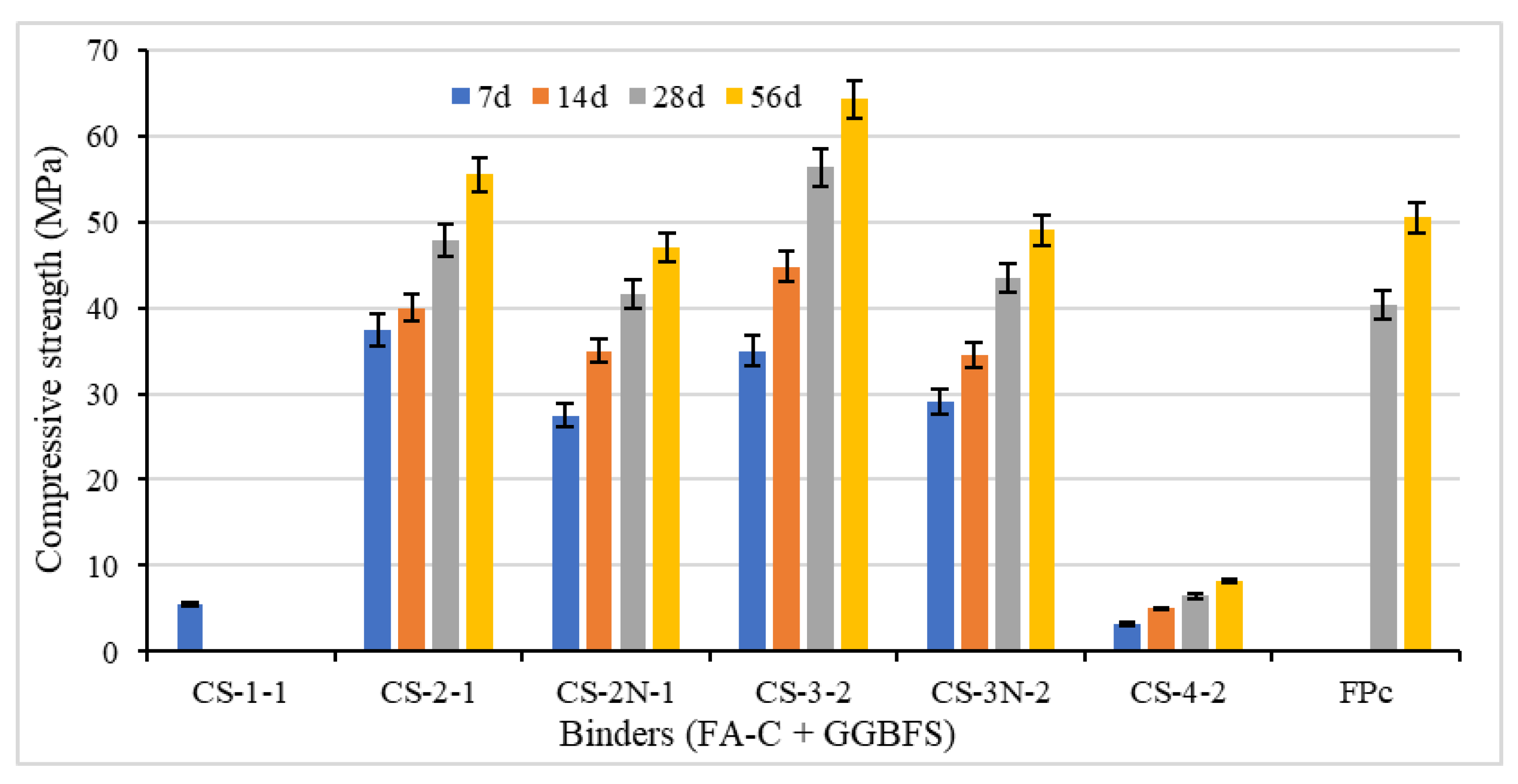
3.1.4. Influence of Powder-Based Reagents on Binary Combinations of FA-C and GGBFS Binders
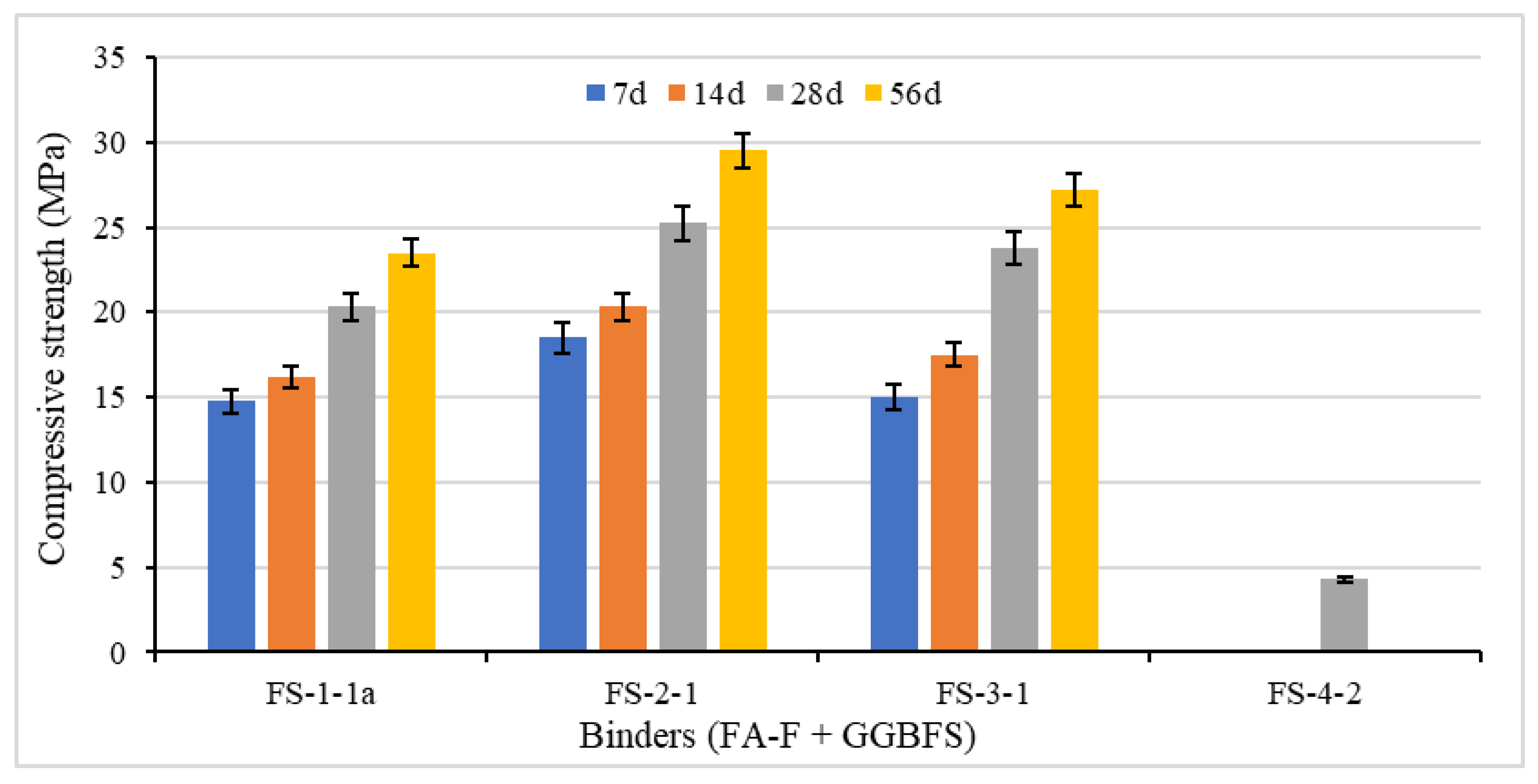
3.1.5. Influence of Powder-Based Reagents on Binary Combinations of FA-C, FA-F, and GGBFS Binders
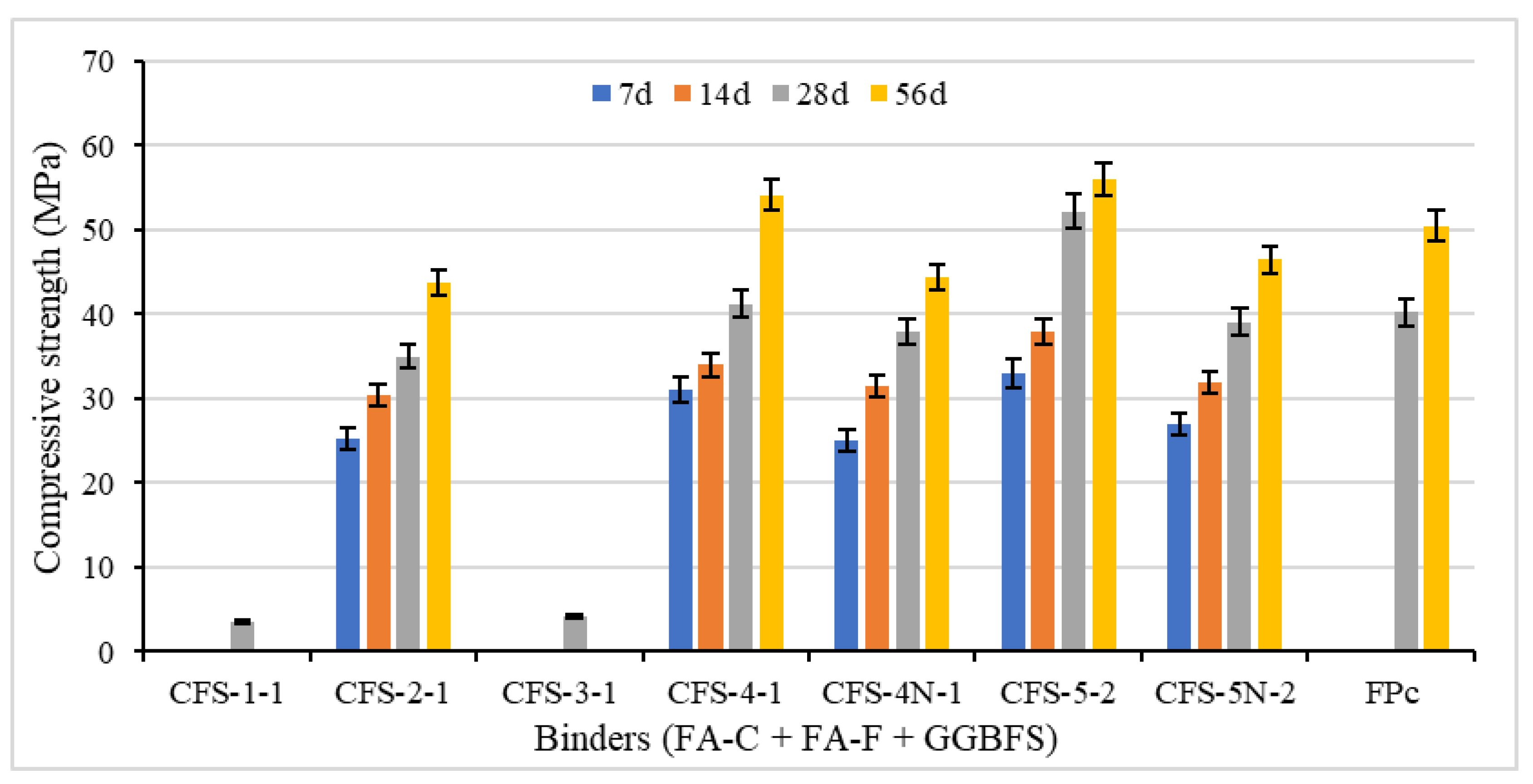
3.1.6. Influence of Powder-Based Reagents on Ternary Combinations of FA-C, FA-F, and GGBFS Binders
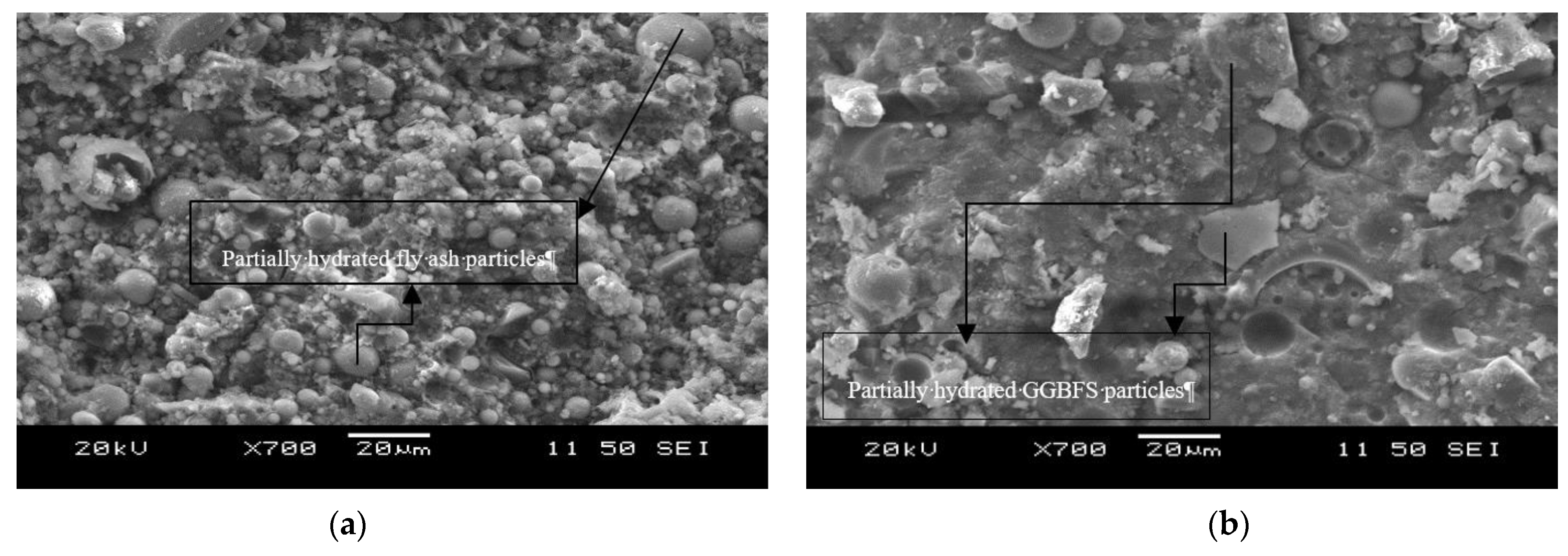
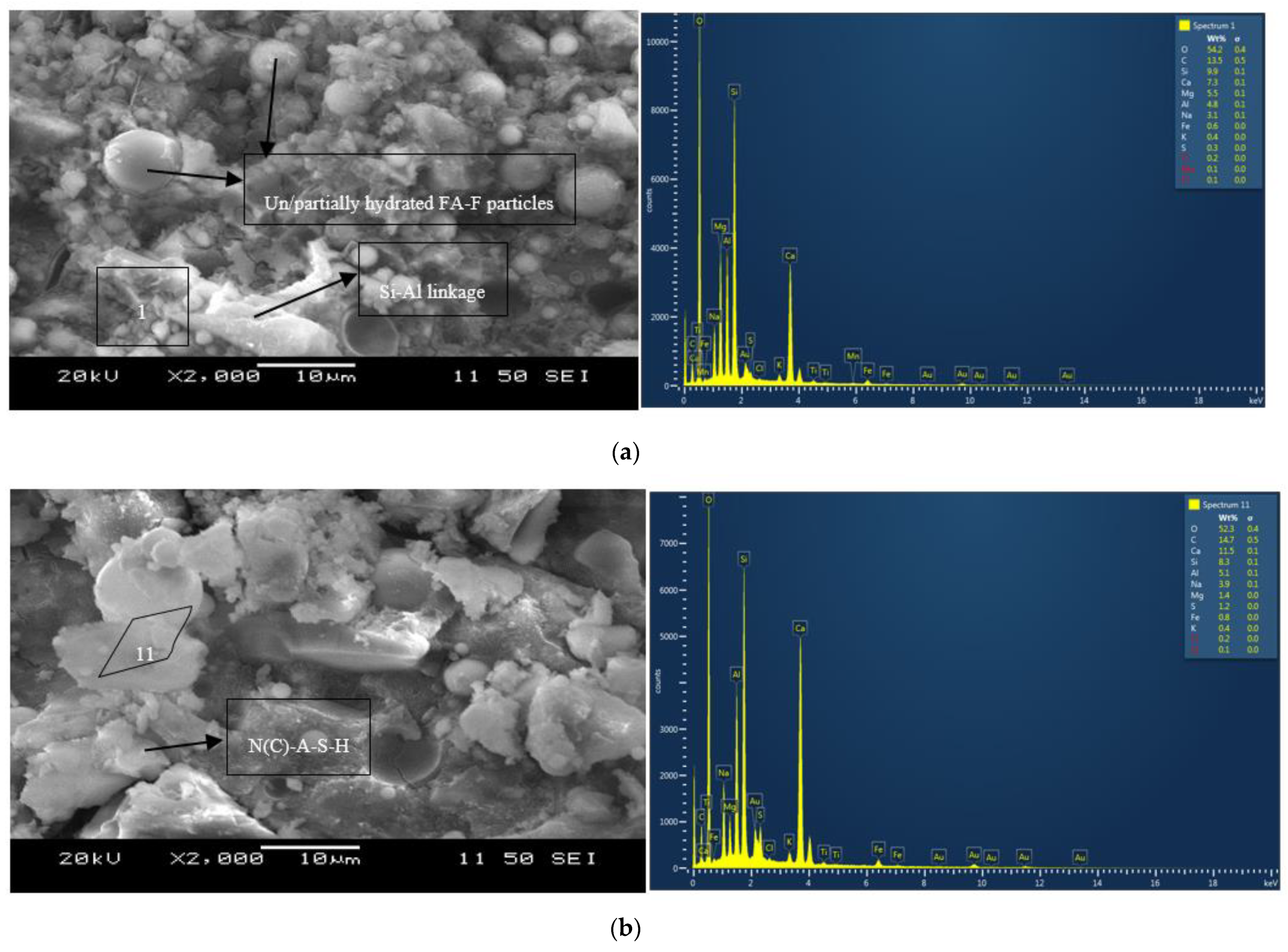
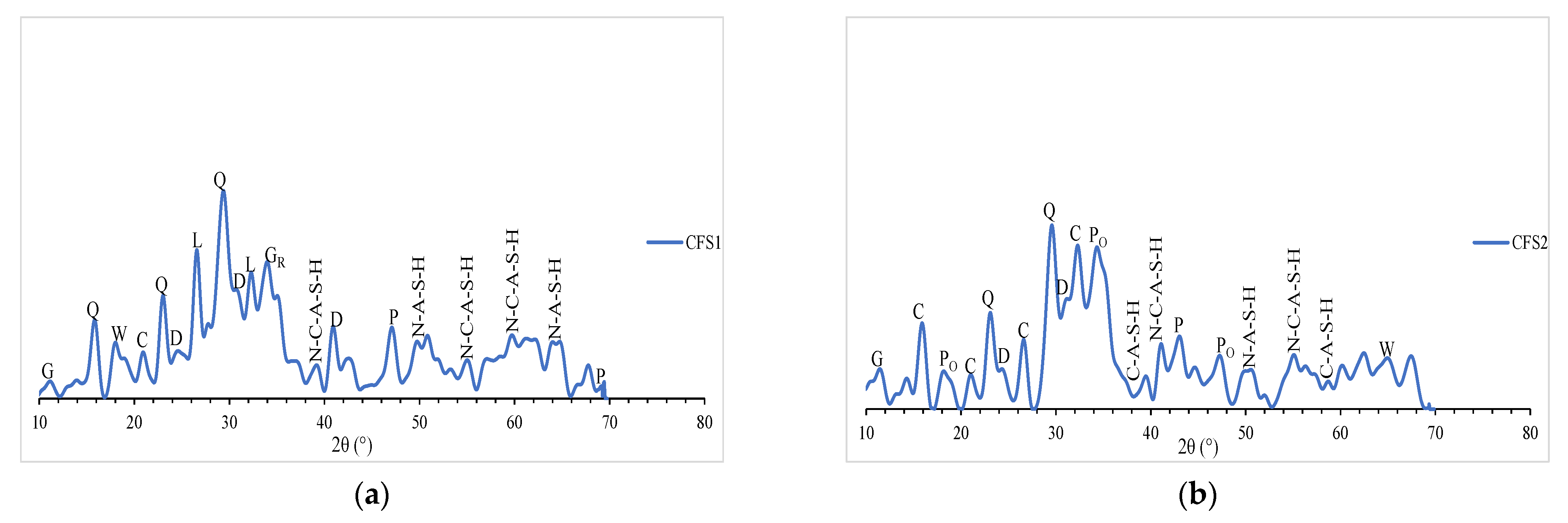
3.2. Identification Best Binder Compositions and Microstructural Analysis
4. Conclusions
- (1)
- Binary (FA-C and GGBFS) and ternary (FA-C, FA-F, and GGBFS) binder compositions having a GGBFS content of 40% to 50% incorporating reagent-1 (Ca(OH)2:Na2SiO3·5H2O = 1:2.5) and reagent-2 (Ca(OH)2:Na2SO4 = 2.5:1) were determined to be optimized compositions in terms of desired workability (slump flow spread >155 mm) and 28-day compressive strength (>38 MPa).
- (2)
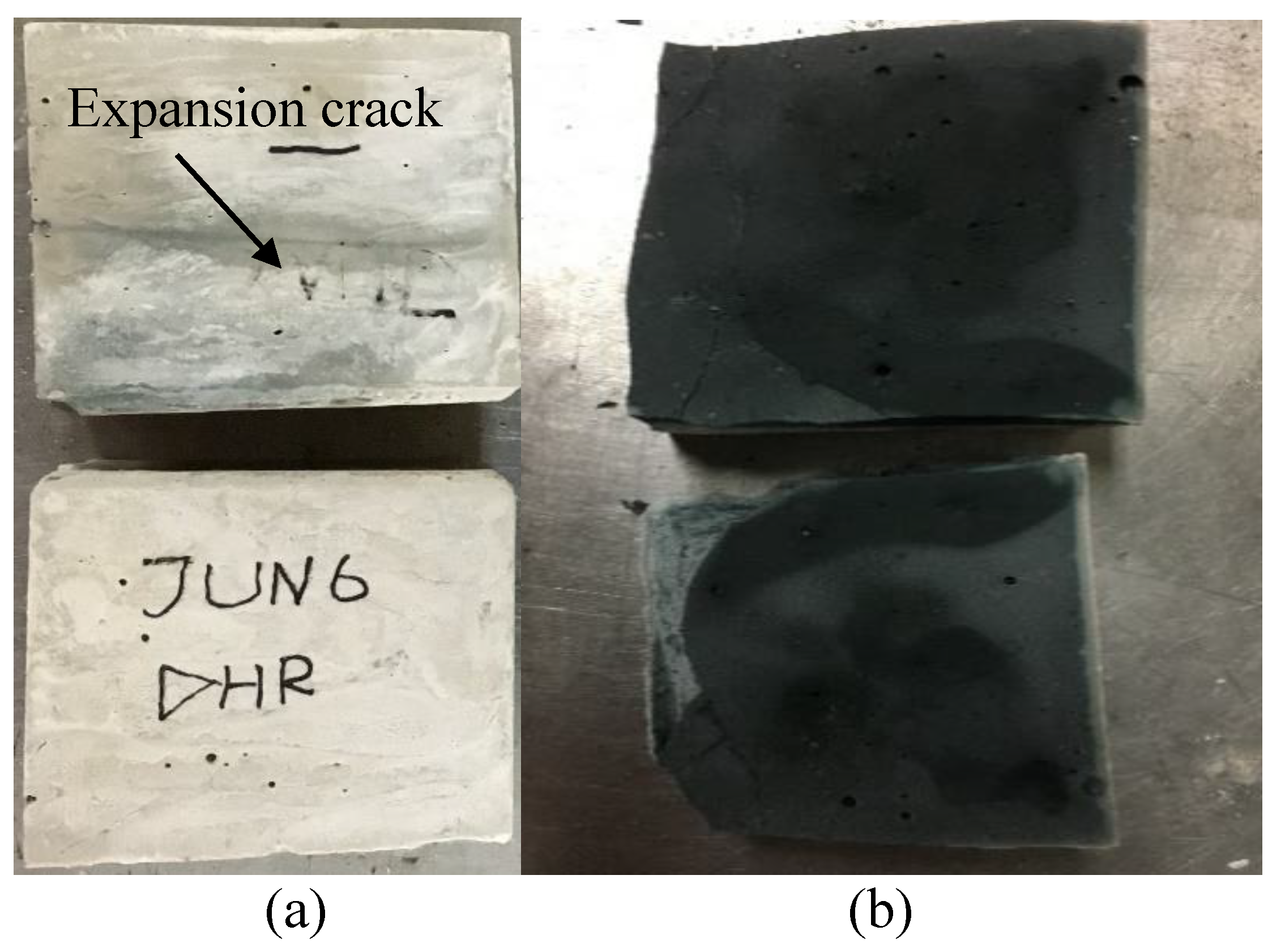
- The utilization of multi-component reagents (combinations of calcium hydroxide with sodium silicates and sodium sulfate) was found to be favorable as compared to the incorporation of single component reagents (sodium silicates alone) in the development of binders. The use of single component reagents resulted in expansive product formation due to the presence of excessive sodium in the system.
- (3)
- Both binary (FA-C and GGBFS) and ternary binders having a GGBFS content of 40 to 45% obtained 8% to 34% higher compressive strengths than their counterparts having equal total fly ash and GGBFS content. Binary binder CS-3-2 composed of 55% FA-C and 45% GGBFS with reagent-2 (calcium hydroxide and sodium sulfate) obtained the highest compressive strength of 64.2 MPa at 56 days.
- (4)
- An increase in GGBFS content by 5% in binary binders and 10% in ternary binders resulted in an 8 to 25% reduction of compressive strength. There seems to be a threshold of GGBFS or calcium content in the system that governs the strength. GGBFS content of 45% in the mix compositions was determined to be optimal based on strength characteristics.
- (5)
- The incorporation of naphthalene-based superplasticizer (SP) in the development of GGBFS-based mono binders led to lower strengths at 7/14/28 days but produced similar strengths at 56 days compared to the binders using polycarboxylate-based SP.
- (6)
- The main binding phases/gels for ternary binders consisted of a combination of N-A-S-H or N(C)-A-S-H and C-A-S-H. The additional formation of C-S-H gel was observed for ternary binders with reagent-2 owing to the high calcium content of the reagent.
- (7)
- Four binary and four ternary one-part binders with 28-day compressive strength ranging between 38 MPa and 56 MPa and suitable workability are identified as the best and can be easily produced in the field using powder-based components and ambient curing conditions. On the other hand, heat curing is required in the two-part (conventional) binder to achieve similar strength in addition to the requirement for a larger amount of highly alkaline/corrosive solution-based reagents, and the handling of large quantities of solution-based reagents and precursors separately, which greatly hinders the ease of field production.
- (8)
- This study further reinforces the feasibility and commercial viability of sustainable alkali-activated binder development using the dry mixing technique based on fresh and hardened state characteristics.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bong, S.H.; Nematollahi, B.; Nazari, A.; Xia, M.; Sanjayan, J. Efficiency of Different Superplasticizers and Retarders on Properties of “One-Part” Fly Ash-Slag Blended Geopolymers with Different Activators. Materials 2019, 12, 3410. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Ghoshal, S.; Hussein, A.A. Geopolymer mortars as sustainable repair material: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 80, 54–74. [Google Scholar] [CrossRef]
- Zhang, P.; Zheng, Y.; Wang, K.; Zhang, J. A review on properties of fresh and hardened geopolymer mortar. Compos. Part B Eng. 2018, 152, 79–95. [Google Scholar] [CrossRef]
- Elyamany, H.E.; Elmoaty, M.A.; Elshaboury, M.A. Setting time and 7-day strength of geopolymer mortar with various binders. Constr. Build. Mater. 2018, 187, 974–983. [Google Scholar] [CrossRef]
- Zhou, W.; Yan, C.; Duan, P.; Liu, Y.; Zhang, Z.; Qiu, X.; Li, D. A comparative study of high- and low-Al2O3 fly ash based-geopolymers: The role of mix proportion factors and curing temperature. Mater. Des. 2016, 95, 63–74. [Google Scholar] [CrossRef]
- Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Alqedra, M.A.; Mo, K.H.; Sumesh, M. Evaluation of Industrial By-Products as Sustainable Pozzolanic Materials in Recycled Aggregate Concrete. Sustainability 2017, 9, 767. [Google Scholar] [CrossRef]
- Baykara, H.; Cornejo, M.H.; Espinoza, A.; García, E.; Ulloa, N. Preparation, characterization, and evaluation of compressive strength of polypropylene fiber reinforced geopolymer mortars. Heliyon 2020, 6, e03755. [Google Scholar] [CrossRef] [PubMed]
- El-Wafa, M.A.; Fukuzawa, K. Early-Age Strength of Alkali-Activated Municipal Slag-Fly Ash-Based Geopolymer Mortar. J. Mater. Civ. Eng. 2018, 30, 04018040. [Google Scholar] [CrossRef]
- Wang, S.; Li, V.C. Engineered Cementitious Composites with High-Volume Fly Ash. ACI Mater. J. 2008, 104, 233–241. [Google Scholar]
- Ng, C.; Alengaram, U.J.; Wong, L.S.; Mo, K.H.; Jumaat, M.Z.; Ramesh, S. A review on microstructural study and compressive strength of geopolymer mortar, paste and concrete. Constr. Build. Mater. 2018, 186, 550–576. [Google Scholar] [CrossRef]
- Sood, D.; Hossain, K.M.A.; Manzur, T.; Hasan, M.J. Developing Geopolymer Pastes Using Dry Mixing Technique. In Proceedings of the 7th International Conference on Engineering Mechanics and Materials (CSCE 2019), Laval, QC, Canada, 12–15 June 2019; pp. 1–8. [Google Scholar]
- Görhan, G.; Aslaner, R.; Şinik, O. The effect of curing on the properties of metakaolin and fly ash-based geopolymer paste. Compos. Part B Eng. 2016, 97, 329–335. [Google Scholar] [CrossRef]
- Duxson, P.; Fernández-Jiménez, A.; Provis, J.L.; Lukey, G.C.; Palomo, A.; van Deventer, J.S.J. Geopolymer technology: The current state of the art. J. Mater. Sci. 2006, 42, 2917–2933. [Google Scholar] [CrossRef]
- Provis, J.L. Geopolymers and other alkali activated materials: Why, how, and what? Mater. Struct. 2014, 47, 11–25. [Google Scholar] [CrossRef]
- Shah, S.F.A.; Chen, B.; Oderji, S.Y.; Haque, M.A.; Ahmad, M.R. Comparative study on the effect of fiber type and content on the performance of one-part alkali-activated mortar. Constr. Build. Mater. 2020, 243, 118221. [Google Scholar] [CrossRef]
- Shah, S.F.A.; Chen, B.; Oderji, S.Y.; Haque, M.A.; Ahmad, M.R. Improvement of early strength of fly ash-slag based one-part alkali activated mortar. Constr. Build. Mater. 2020, 246, 118533. [Google Scholar] [CrossRef]
- Krivenko, P. Alkali Activated Cements versus Geopolymers. Civ. Eng. Res. J. 2017, 1, 4–6. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymers. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Wei, X.; Ming, F.; Li, D.; Chen, L.; Liu, Y. Influence of Water Content on Mechanical Strength and Microstructure of Alkali-Activated Fly Ash/GGBFS Mortars Cured at Cold and Polar Regions. Materials 2019, 13, 138. [Google Scholar] [CrossRef]
- Samantasinghar, S.; Singh, S.P. Fresh and Hardened Properties of Fly Ash-Slag Blended Geopolymer Paste and Mortar. Int. J. Concr. Struct. Mater. 2019, 13, 47. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A. Synthesis of heat and ambient cured one-part geopolymer mixes with different grades of sodium silicate. Ceram. Int. 2015, 41, 5696–5704. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Mastali, M.; Falah, M.; Shaad, M.K.; Luukkonen, T.; Illikainen, M. Durability of the Reinforced One-Part Alkali-Activated Slag Mortars with Different Fibers. Waste Biomass Valorization 2020, 12, 487–501. [Google Scholar] [CrossRef]
- Alrefaei, Y.; Wang, Y.-S.; Dai, J.-G. The effectiveness of different superplasticizers in ambient cured one-part alkali activated pastes. Cem. Concr. Compos. 2019, 97, 166–174. [Google Scholar] [CrossRef]
- Luukkonen, T.; Sreenivasan, H.; Abdollahnejad, Z.; Yliniemi, J.; Kantola, A.; Telkki, V.-V.; Kinnunen, P.; Illikainen, M. Influence of sodium silicate powder silica modulus for mechanical and chemical properties of dry-mix alkali-activated slag mortar. Constr. Build. Mater. 2020, 233, 117354. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. High ductile behavior of a polyethylene fiber-reinforced one-part geopolymer composite: A micromechanics-based investigation. Arch. Civ. Mech. Eng. 2017, 17, 555–563. [Google Scholar] [CrossRef]
- Alrefaei, Y.; Wang, Y.-S.; Dai, J.-G.; Xu, Q. Effect of superplasticizers on properties of one-part Ca(OH)2/Na2SO4 activated geopolymer pastes. Constr. Build. Mater. 2020, 241, 01–14. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.-H. Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr. Build. Mater. 2017, 131, 552–563. [Google Scholar] [CrossRef]
- Alrefaei, Y.; Dai, J.-G. Tensile behavior and microstructure of hybrid fiber ambient cured one-part engineered geopolymer composites. Constr. Build. Mater. 2018, 184, 419–431. [Google Scholar] [CrossRef]
- Hossain, M.A.; Hossain, K.M.A.; Manzur, T.; Hasan, M.J.; Sood, D. Fresh and Hardened Properties of Engineered Geo-Polymer Composite with MgO. In Proceedings of the 5th International Conference on Civil Structural and Transportation Engineering (ICCSTE ’20), Virtual, Niagara, ON, Canada, 12–14 November 2020; pp. 1–8. [Google Scholar]
- Samantasinghar, S.; Singh, S.P. Effect of synthesis parameters on compressive strength of fly ash-slag blended geopolymer. Constr. Build. Mater. 2018, 170, 225–234. [Google Scholar] [CrossRef]
- Luukkonen, T.; Abdollahnejada, Z.; Yliniemia, J.; Kinnunena, P.; Illikainen, M. One-part alkali-activated materials: A review. Cem. Concr. Res. 2017, 103, 21–34. [Google Scholar] [CrossRef]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2018, 114, 40–48. [Google Scholar] [CrossRef]
- Adesanya, E.; Ohenoja, K.; Luukkonen, T.; Kinnunen, P.; Illikainen, M. One-part geopolymer cement from slag and pretreated paper sludge. J. Clean. Prod. 2018, 185, 168–175. [Google Scholar] [CrossRef]
- Khale, D.; Chaudhary, R. Mechanism of geopolymerization and factors influencing its development: A review. J. Mater. Sci. 2007, 42, 729–746. [Google Scholar] [CrossRef]
- Pan, Z.; Tao, Z.; Cao, Y.; Wuhrer, R.; Murphy, T. Compressive strength and microstructure of alkali-activated fly ash/slag binders at high temperature. Cem. Concr. Compos. 2018, 86, 9–18. [Google Scholar] [CrossRef]
- Kovalchuk, O.; Drochytka, R.; Krivenko, P. Mix Design of Hybrid High-Volume Fly Ash Alkali Activated Cement. Adv. Mater. Res. 2015, 1100, 36–43. [Google Scholar] [CrossRef]
- Çelikten, S.; Sarıdemir, M.; Deneme, I.Ö. Mechanical and microstructural properties of alkali-activated slag and slag + fly ash mortars exposed to high temperature. Constr. Build. Mater. 2019, 217, 50–61. [Google Scholar] [CrossRef]
- Yang, K.H.; Song, K.J.; Ashour, F.A.; Lee, T.E. Properties of cement less mortars activated by sodium silicate. Constr. Build. Mater. 2008, 22, 1981–1989. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and Related Alkali-Activated Materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Provis, J.L.; Palomo, A.; Shi, C. Advances in understanding alkali-activated materials. Cem. Concr. Res. 2015, 78, 110–125. [Google Scholar] [CrossRef]
- Chi, M. Effects of dosage of alkali-activated solution and curing conditions on the properties and durability of alkali-activated slag concrete. Constr. Build. Mater. 2012, 35, 240–245. [Google Scholar] [CrossRef]
- Dong, M.; Elchalakani, M.; Karrech, A. Development of high strength one-part geopolymer mortar using sodium metasilicate. Constr. Build. Mater. 2020, 236, 117611. [Google Scholar] [CrossRef]
- Deb, P.S.; Nath, P.; Sarker, P.K. The effects of ground granulated blast-furnace slag blending with fly ash and activator content on the workability and strength properties of geopolymer concrete cured at ambient temperature. Mater. Des. 2014, 62, 32–39. [Google Scholar] [CrossRef]
- Ma, C.; Zhao, B.; Guo, S.; Long, G.; Xie, Y. Properties and characterization of green one-part geopolymer activated by composite activators. J. Clean. Prod. 2019, 220, 188–199. [Google Scholar] [CrossRef]
- Sherir, M.A.; Hossain, K.M.A.; Lachemi, M. Self-healing and expansion characteristics of cementitious composites with high volume fly ash and MgO-type expansive agent. Constr. Build. Mater. 2016, 127, 80–92. [Google Scholar] [CrossRef]
- Sherir, M.A.; Hossain, K.M.A.; Lachemi, M. Permeation and Transport Properties of Self-Healed Cementitious Composite Pro-duced with MgO Expansive Agent. J. Mater. Civil Eng. 2018, 30, 1–19. [Google Scholar] [CrossRef]
- ASTM C109/C109M. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM C1437. Standard Test Method for Flow of Hydraulic Cement Mortar; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Longhi, M.A.; Zhang, Z.; Rodríguez, E.D.; Kirchheim, A.P.; Wang, H. Efflorescence of Alkali-Activated Cements (Geo-Polymers) and the Impacts on Material Structures: A Critical Analysis. Front. Mater. 2019, 6, 89. [Google Scholar] [CrossRef]
- Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A. Tensile Strain Hardening Behavior of PVA Fiber-Reinforced Engineered Geopolymer Composite. J. Mater. Civil Eng. 2015, 27, 1–12. [Google Scholar] [CrossRef]
- Chi, M.; Huang, R. Binding mechanism and properties of alkali-activated fly ash/slag mortars. Constr. Build. Mater. 2012, 40, 291–298. [Google Scholar] [CrossRef]
- Sasui, S.; Kim, G.; Nam, J.; Koyama, T.; Chansomsak, S. Strength and Microstructure of Class-C Fly Ash and GGBS Blend Geopolymer Activated in NaOH & NaOH+ Na2SiO3. Materials 2020, 13, 59. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (%) | Fly Ash Class C (FA-C) | Fly Ash Class F (FA-F) | Ground Granulated Blast Furnace Slag (GGBFS) | Cement |
|---|---|---|---|---|
| SiO2 | 36.53 | 55.66 | 35.97 | 19.35 |
| Al2O3 | 18.26 | 22.09 | 9.18 | 5.31 |
| Fe2O3 | 5.66 | 4.26 | 0.50 | 3.10 |
| CaO | 20.97 | 7.97 | 38.61 | 62 |
| MgO | 5.08 | 1.16 | 10.99 | 3 |
| K2O | 0.68 | 1.49 | 0.36 | - |
| Na2O | 4.04 | 4.10 | 0.28 | 0.23 |
| MnO | 0.03 | 0.03 | 0.25 | - |
| TiO2 | 1.26 | 0.61 | 0.39 | - |
| P2O5 | 0.96 | 0.43 | 0.01 | - |
| L.O.I. | 2.18 | 1.05 | 0.74 | 2.40 |
| Physical properties | FA-C | FA-F | GGBFS | Cement |
| Density (g/cm3) | 2.61 | 2.02 | 2.87 | 3.15 |
| Retained on 45 µ, % Blaine fineness (m2/kg) | - 315 | 18 306 | - 489.30 | 3 410 |
| Reagent Type (R. Type) | Reagent Components (R. Components) | Modulus Ratio (MR = SiO2/Na2O) | Specific Gravity (g/cm3) | pH | Purity (%) | |||
|---|---|---|---|---|---|---|---|---|
| p (solution) | Na2SiO3 | NaOH | 2 | 1.53 | 2.13 | 12.9 | 14 | 95–100 |
| q (solution) | NaOH | - | 2.13 | 14 | 95–100 | |||
| 1a (powder) | Ca(OH)2 | Na2SiO3 (Grade G) | 3.22 | 2.24 | 0.70 | 12.4–12.6 | 11.3 | 95–100 |
| 1b (powder) | Ca(OH)2 | Na2SiO3 (Grade GD) | 2 | 2.24 | 0.73 | 12.4–12.6 | 12.3 | 95–100 |
| 1 (powder) | Ca(OH)2 | Na2SiO3.5H2O | 1 | 2.24 | 1.81 | 12.4–12.6 | 14 | 95–100 |
| 2 (powder) | Ca(OH)2 | Na2SO4 | - | 2.24 | 2.70 | 12.4–12.6 | 7 | 95–100 |
| ID | Industrial Name | Chemical Base | Color | pH | Specific Gravity (g/cm3) | Approx. Solids (%) |
|---|---|---|---|---|---|---|
| 1 | Master Rheobuild 1000 NT | Naphthalene | Dark brown | 6–10 | 1.17–1.22 | 41 |
| 2 | Adva Cast 575 | Polycarboxylate | Blue | 6 | 1.06 | 40 |
| Mix Designation | FA-C (Binder *) | R. Type | R. Component Ratio | Reagent/Binder | Extra Water | Water/Total Solids | 28-Day Compressive Strength (MPa) |
|---|---|---|---|---|---|---|---|
| CSB-1 | 1 | p | 2.5:1 | 0.35 | 0.014 | 0.20 | 56.3 |
| CSB-2 | 1 | q | 1 | 0.29 | 0 | 0.20 | 26.3 |
| Table 5a | ||||||||||||
| Mix des. | Total SCMs (Binder) | SCMs | R. Component Ratio | R./B | Chemical Ratios (SCMs + Reagent) | Compressive Strength (MPa) | ||||||
| PC | FA-C | FA-F | GGBFS | SiO2 /Al2O3 | Na2O /SiO2 | CaO /SiO2 | Na2O/Al2O3 | 28 Days | ||||
| C-1-1a | 1 | 0 | 1 | 0 | 0 | 7.5:1 | 0.09 | 2.02 | 0.11 | 0.77 | 0.23 | 13.3 |
| C-2-1a | 1 | 0 | 1 | 0 | 0 | 5:1 | 0.09 | 2.03 | 0.11 | 0.76 | 0.23 | 16.7 |
| C-3-1a | 1 | 0 | 1 | 0 | 0 | 2.5:1 | 0.09 | 2.05 | 0.11 | 0.72 | 0.24 | 18.0 |
| C-4-1a | 1 | 0 | 1 | 0 | 0 | 1:1 | 0.09 | 2.08 | 0.12 | 0.66 | 0.25 | 17.5 |
| C-5-1a | 1 | 0 | 1 | 0 | 0 | 0:1 | 0.09 | 2.16 | 0.12 | 0.53 | 0.27 | 13.5 |
| C-6-1a | 1 | 0 | 1 | 0 | 0 | 1:2.5 | 0.09 | 2.11 | 0.12 | 0.61 | 0.26 | 17.3 |
| C-7-1b | 1 | 0 | 1 | 0 | 0 | 1:2.5 | 0.09 | 2.10 | 0.13 | 0.61 | 0.27 | 13.3 |
| C-8-1b | 1 | 0 | 1 | 0 | 0 | 0:1 | 0.09 | 2.13 | 0.13 | 0.54 | 0.29 | 5.0 |
| C-8n-1b | 1 | 0 | 1 | 0 | 0 | 0:1 | 0.09 | 2.13 | 0.13 | 0.54 | 0.29 | 5.4 |
| C-9-1b | 1 | 0 | 1 | 0 | 0 | 1:1 | 0.09 | 2.07 | 0.12 | 0.67 | 0.25 | 11.5 |
| C-10-1 | 1 | 0 | 1 | 0 | 0 | 2.5:1 | 0.09 | 2.02 | 0.12 | 0.73 | 0.24 | 21.0 |
| C-11-1 | 1 | 0 | 1 | 0 | 0 | 1:1 | 0.09 | 2.04 | 0.13 | 0.68 | 0.26 | 9.5 |
| C-12-1 | 1 | 0 | 1 | 0 | 0 | 1:2.5 | 0.09 | 2.05 | 0.13 | 0.63 | 0.27 | 3.6 |
| F-1-1 | 1 | 0 | 0 | 1 | 0 | 1:2.5 | 0.09 | 2.56 | 0.09 | 0.18 | 0.23 | 4.3 |
| F-2-1 | 1 | 0 | 0 | 1 | 0 | 1:1 | 0.09 | 2.55 | 0.08 | 0.22 | 0.22 | 4.8 |
| F-3-1 | 1 | 0 | 0 | 1 | 0 | 2.5:1 | 0.09 | 2.54 | 0.08 | 0.25 | 0.20 | 5.5 |
| S-1-1 | 1 | 0 | 0 | 0 | 1 | 0:1 | 0.09 | 4.06 | 0.04 | 1.04 | 0.17 | 52.5 |
| S-1n -1 | 1 | 0 | 0 | 0 | 1 | 0:1 | 0.09 | 4.06 | 0.04 | 1.04 | 0.17 | 32.9 |
| S-2-1 | 1 | 0 | 0 | 0 | 1 | 1:2.5 | 0.09 | 4.02 | 0.03 | 1.11 | 0.13 | 29.3 |
| S-3-2 | 1 | 0 | 0 | 0 | 1 | 2.5:1 | 0.12 | 3.92 | 0.08 | 1.30 | 0.32 | 34.1 |
| S-4-2 | 1 | 0 | 0 | 0 | 1 | 1:1 | 0.12 | 3.92 | 0.14 | 1.23 | 0.54 | 23.5 |
| S-5-2 | 1 | 0 | 0 | 0 | 1 | 1:2.5 | 0.12 | 3.92 | 0.19 | 1.16 | 0.76 | 17.5 |
| C-13-2 | 1 | 0 | 1 | 0 | 0 | 2.5:1 | 0.12 | 2.00 | 0.18 | 0.80 | 0.37 | 15.2 |
| C-14-2 | 1 | 0 | 1 | 0 | 0 | 1:1 | 0.12 | 2.00 | 0.24 | 0.73 | 0.48 | 13.3 |
| C-15-2 | 1 | 0 | 1 | 0 | 0 | 1:2.5 | 0.12 | 2.00 | 0.29 | 0.66 | 0.59 | 13.0 |
| Table 5b | ||||||||||||
| Mix des. | Total SCMs + PC (Binder *) | PC | SCMs | R. Component Ratio | R./B | Chemical Ratios (SCMs + Reagent) | Compressive Strength (MPa) | |||||
| FA-C | FA-F | GGBFS | SiO2/Al2O3 | Na2O/SiO2 | CaO/SiO2 | Na2O/Al2O3 | 28 Days | |||||
| CS-1-1 | 1 | 0 | 0.55 | 0 | 0.45 | 0:1 | 0.09 | 2.65 | 0.10 | 0.77 | 0.26 | 5.5 |
| CS-2-1 | 1 | 0 | 0.55 | 0 | 0.45 | 1:2.5 | 0.09 | 2.62 | 0.09 | 0.84 | 0.23 | 47.8 |
| CS-3-2 | 1 | 0 | 0.55 | 0 | 0.45 | 2.5:1 | 0.12 | 2.56 | 0.14 | 1.02 | 0.35 | 56.3 |
| CS-4-2 | 1 | 0 | 0.55 | 0 | 0.45 | 1:1 | 0.12 | 2.56 | 0.19 | 0.95 | 0.49 | 6.5 |
| FS-1-1a | 1 | 0 | 0 | 0.55 | 0.45 | 2.5:1 | 0.09 | 2.92 | 0.06 | 0.58 | 0.16 | 20.3 |
| FS-2-1 | 1 | 0 | 0 | 0.55 | 0.45 | 2.5:1 | 0.09 | 2.90 | 0.06 | 0.59 | 0.17 | 25.3 |
| FS-3-1 | 1 | 0 | 0 | 0.55 | 0.45 | 1:2.5 | 0.09 | 2.93 | 0.07 | 0.51 | 0.20 | 23.8 |
| FS-4-2 | 1 | 0 | 0 | 0.55 | 0.45 | 2.5:1 | 0.12 | 2.87 | 0.11 | 0.64 | 0.31 | 4.3 |
| CFS-1-1 | 1 | 0 | 0.25 | 0.35 | 0.40 | 0:1 | 0.09 | 2.77 | 0.09 | 0.53 | 0.24 | 3.5 |
| CFS-2-1 | 1 | 0 | 0.25 | 0.35 | 0.40 | 2.5:1 | 0.09 | 2.72 | 0.07 | 0.68 | 0.18 | 35.0 |
| CFS-3-1 | 1 | 0 | 0.25 | 0.35 | 0.40 | 1:1 | 0.09 | 2.73 | 0.07 | 0.63 | 0.20 | 4.2 |
| CFS-4-1 | 1 | 0 | 0.25 | 0.35 | 0.40 | 1:2.5 | 0.09 | 2.75 | 0.08 | 0.59 | 0.22 | 41.3 |
| CFS-5-2 | 1 | 0 | 0.25 | 0.35 | 0.40 | 2.5:1 | 0.12 | 2.69 | 0.12 | 0.73 | 0.32 | 52.2 |
| CS-2N-1 | 1 | 0 | 0.5 | 0 | 0.5 | 1:2.5 | 0.09 | 2.71 | 0.08 | 0.87 | 0.23 | 41.5 |
| CFS-4N-1 | 1 | 0 | 0.25 | 0.25 | 0.5 | 1:2.5 | 0.09 | 2.86 | 0.07 | 0.69 | 0.21 | 38 |
| CS-3N-2 | 1 | 0 | 0.5 | 0 | 0.5 | 2.5:1 | 0.12 | 2.64 | 0.13 | 1.02 | 0.35 | 43.5 |
| CFS-5N-2 | 1 | 0 | 0.25 | 0.25 | 0.5 | 2.5:1 | 0.12 | 2.80 | 0.12 | 0.84 | 0.33 | 39.1 |
| FPC | 1 | 0.45 | 0 | 0.55 | 0 | - | - | 2.70 | 0.06 | 0.82 | 0.16 | 40.3 |
| Symbol | Name | Chemical Formula/Composition |
|---|---|---|
| C | Calcite | CaCO3 |
| D | Dolomite | CaMg(CO3)2 |
| G | Gypsum | CaSO4·2H2O |
| GR | Grossular | Ca3Al2(SiO4)3 |
| L | Lalondeite | (Na,Ca)6(Ca,Na)3Si16O38(F,OH)2·3H2O |
| P | Periclase | MgO |
| PO | Portlandite | Ca(OH)2 |
| Q | Quartz | SiO2 |
| W | Wadalite | (Ca,Mg)6(Al,Fe3+)4((Si,Al)O4)3O4Cl3 |
| C-A-S-H | Calcium-aluminate-silicate-hydrates | C, N, A, S and H denote CaO, Na2O, Al2O3, SiO2, and H2O |
| C-S-H | Calcium-silicate-hydrate | |
| N-A-S-H | Sodium-alumino-silicate-hydrate | |
| N-C-A-S-H | Sodium-calcium-aluminate-silicate-hydrates |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sood, D.; Hossain, K.M.A. Optimizing Precursors and Reagents for the Development of Alkali-Activated Binders in Ambient Curing Conditions. J. Compos. Sci. 2021, 5, 59. https://doi.org/10.3390/jcs5020059
Sood D, Hossain KMA. Optimizing Precursors and Reagents for the Development of Alkali-Activated Binders in Ambient Curing Conditions. Journal of Composites Science. 2021; 5(2):59. https://doi.org/10.3390/jcs5020059
Chicago/Turabian StyleSood, Dhruv, and Khandaker M. Anwar Hossain. 2021. "Optimizing Precursors and Reagents for the Development of Alkali-Activated Binders in Ambient Curing Conditions" Journal of Composites Science 5, no. 2: 59. https://doi.org/10.3390/jcs5020059
APA StyleSood, D., & Hossain, K. M. A. (2021). Optimizing Precursors and Reagents for the Development of Alkali-Activated Binders in Ambient Curing Conditions. Journal of Composites Science, 5(2), 59. https://doi.org/10.3390/jcs5020059