Miniaturised Rod-Shaped Polymer Structures with Wire or Fibre Reinforcement—Manufacturing and Testing



Abstract
1. Introduction
2. Materials and Methods
2.1. Manufacturing Methods
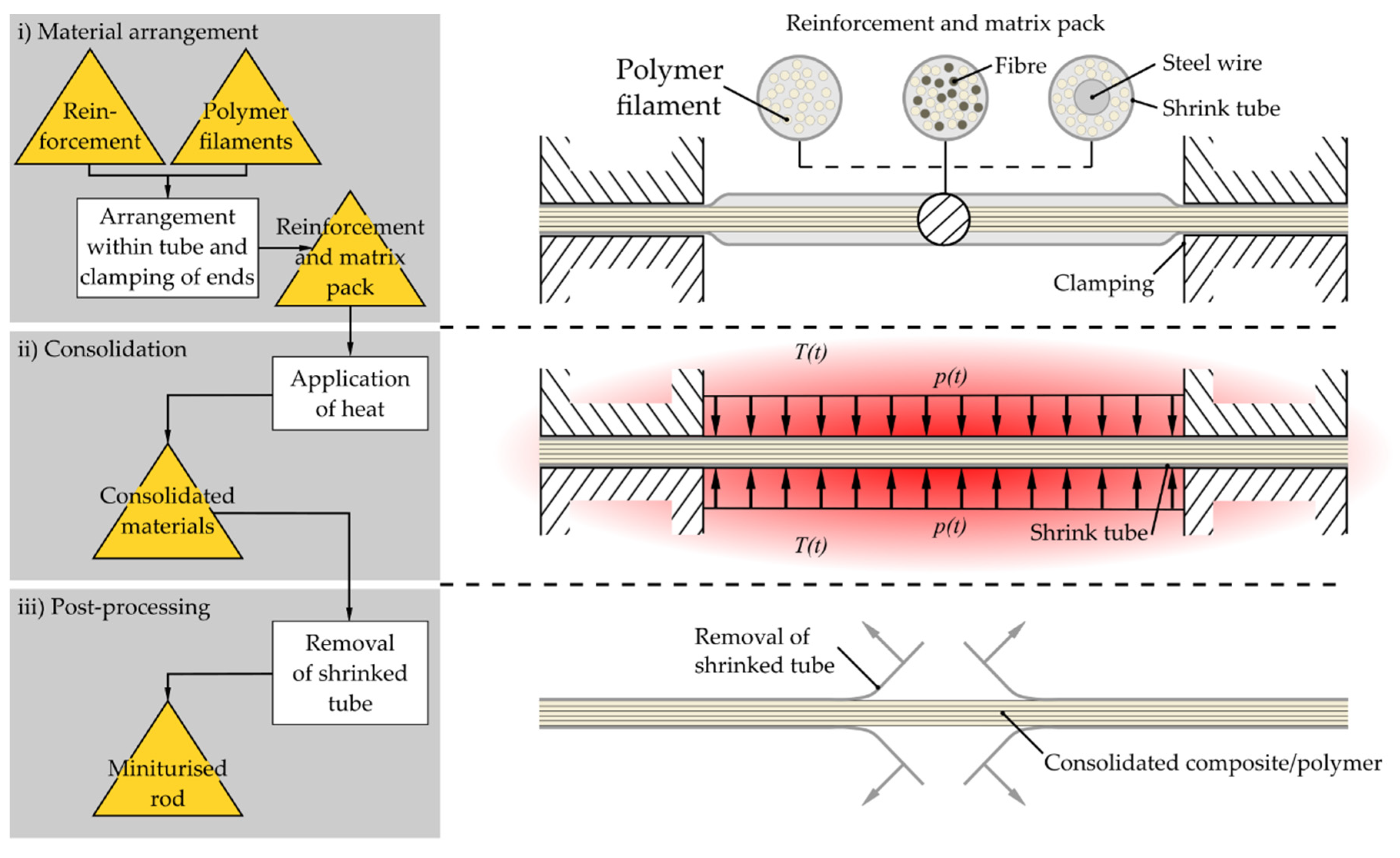
2.1.1. Shaping by Compression of Heat-Shrinkable Tubes—Shrink Tube Consolidation
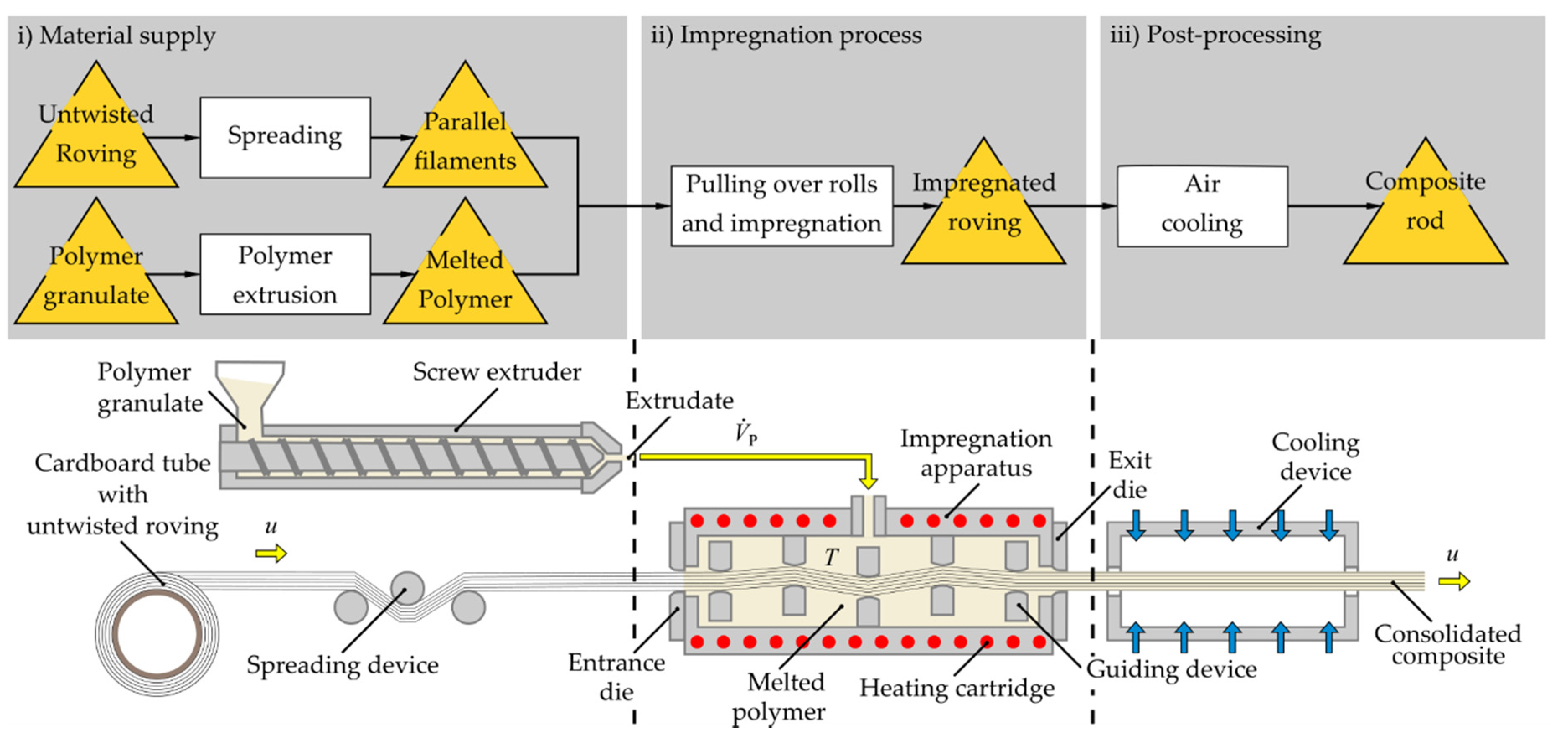
2.1.2. Thermoplastic Micro-Pultrusion
2.2. Investigated Basic Materials and Preparation of Specimens
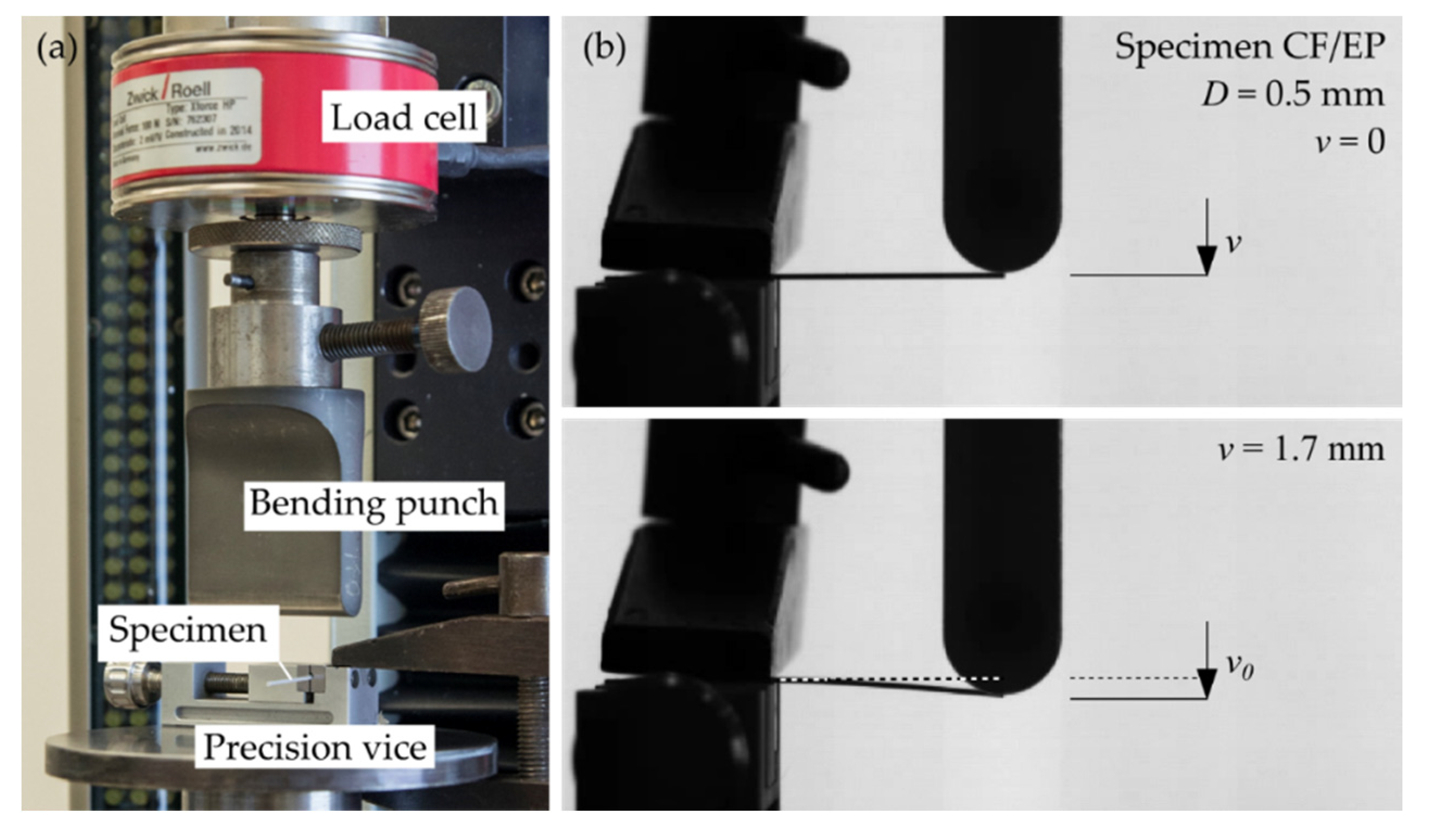
2.3. Experimental Determination of Flexural Modulus
3. Results and Discussion
3.1. Resulting Cross-Sectional Properties of Manufacturing Related Parameters
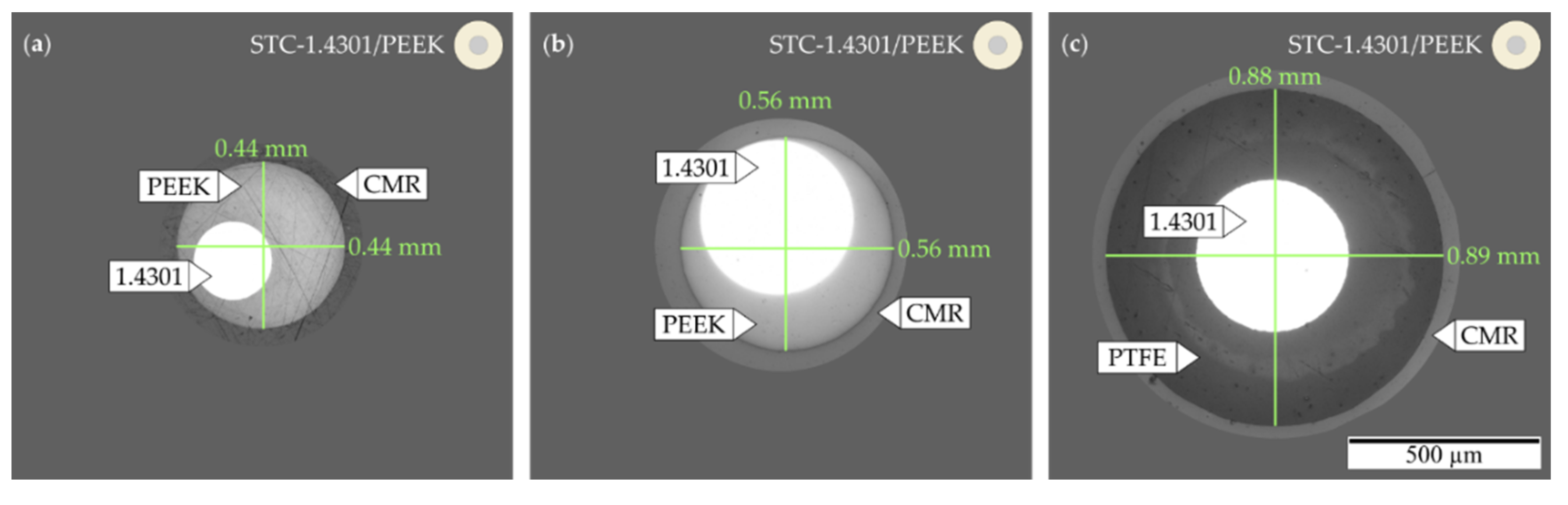
3.1.1. Selection of Parameters of Shrink Tube Consolidation
3.1.2. Selection of Parameters of Thermoplastic Micro-Pultrusion
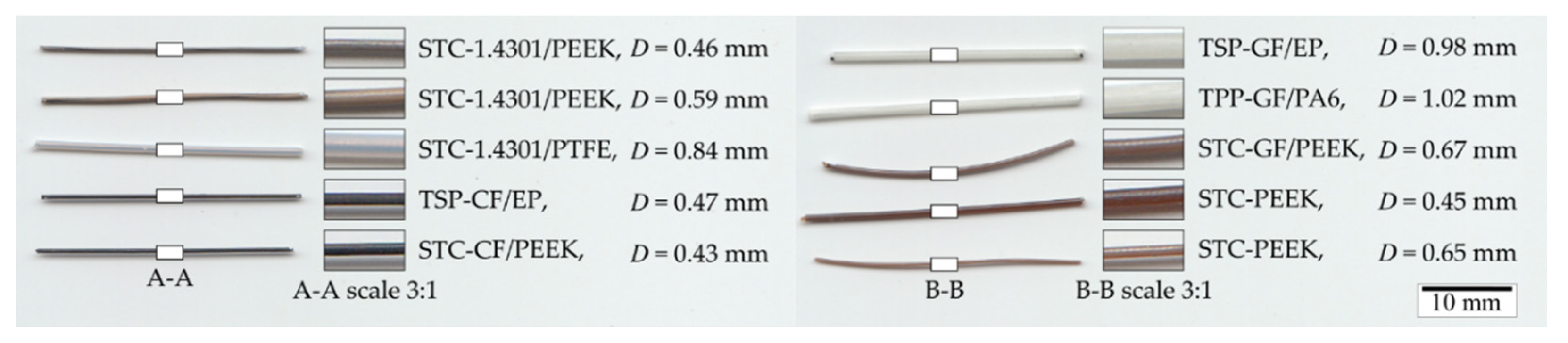
3.2. Investigated Semi-Finished Products and Measurements of Flexural Modulus
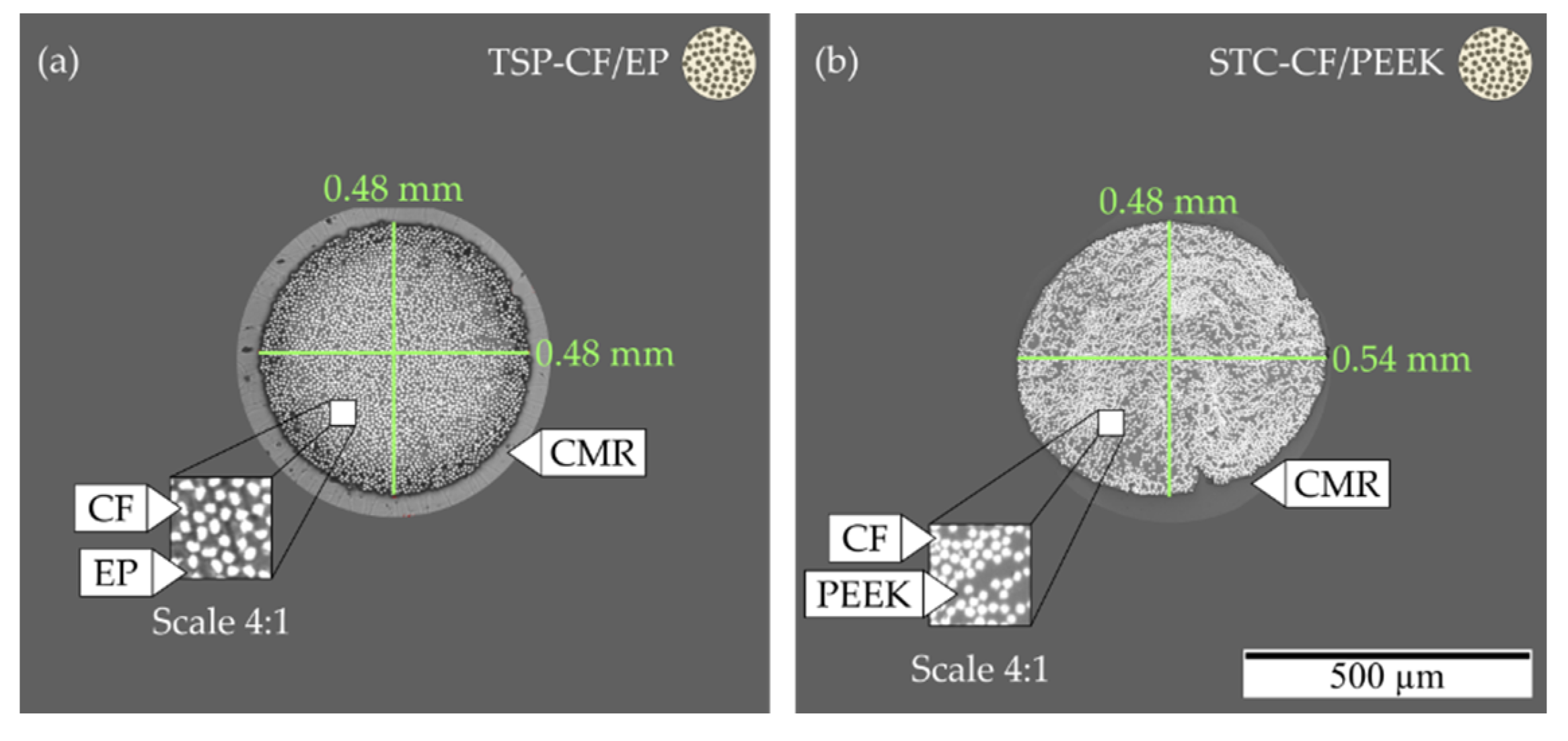
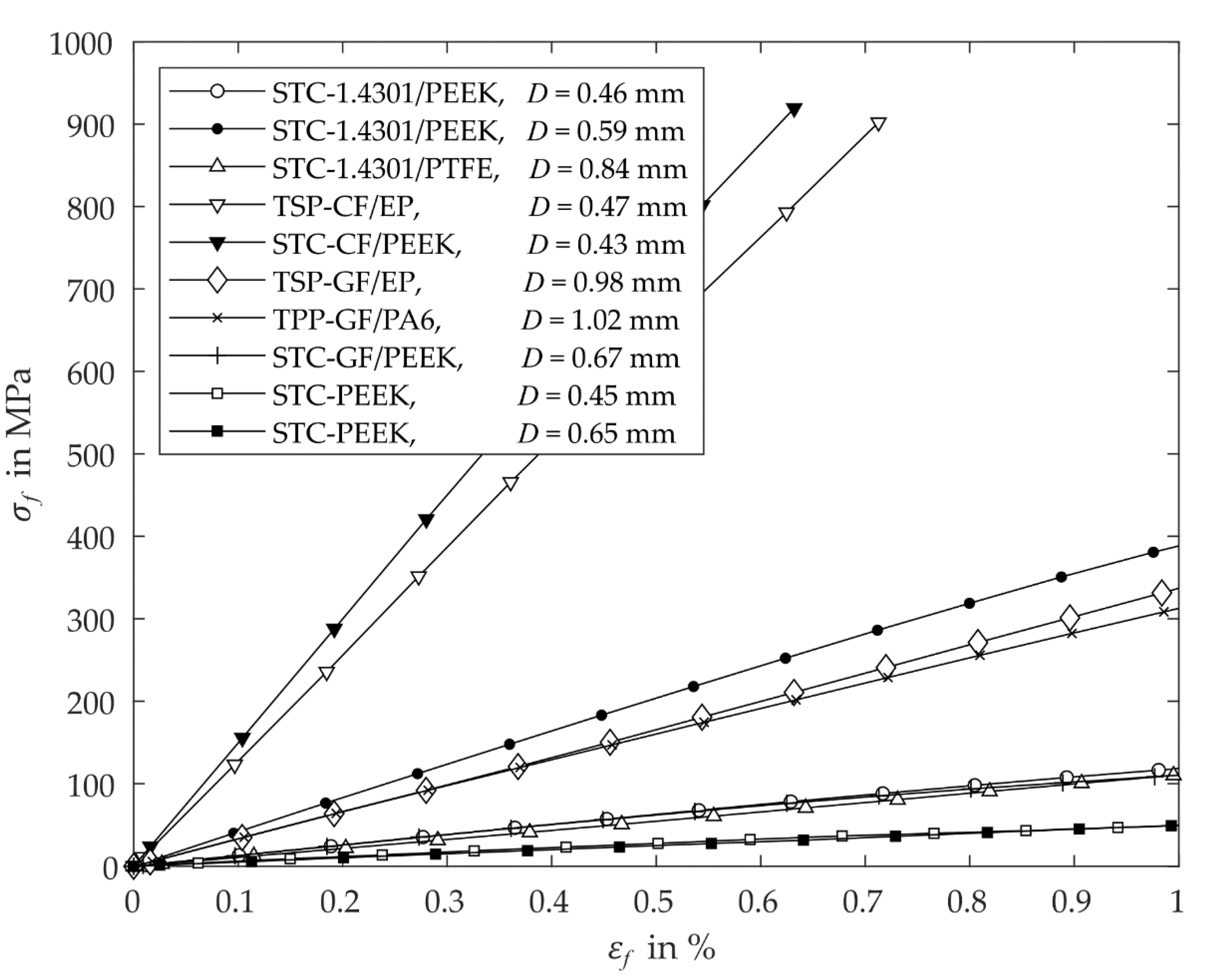
- The used fibre/wire reinforcement and fibre volume content of the composites mainly influences elastic modulus of the fabricated specimens (compare TSP-CF/EP and STC-CF/PEEK, Figure 11).
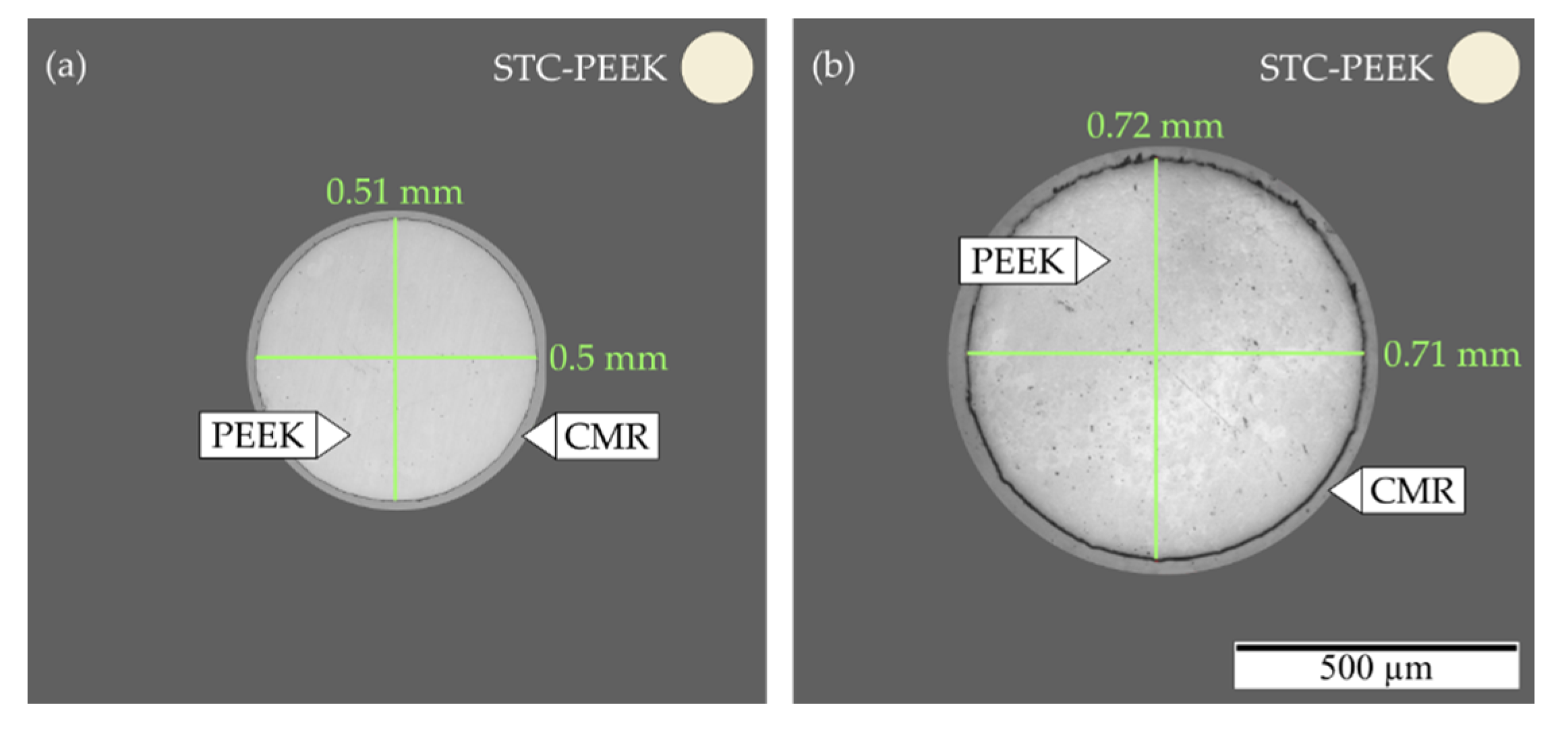
- The manufacturing of semi-finished products with different diameters using the STC process show no significant difference in the elastic properties (compare STC-PEEK Figure 11).
- Solid rods manufactured by means of the STC process resulted in a smooth external surface (see STC-GF/PEEK, Figure 9c).
- After the implementation of a pultrusion process (TSP, TPP), large quantities of continuous composite profiles with a high degree of straightness can be fabricated for low costs within short times.
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
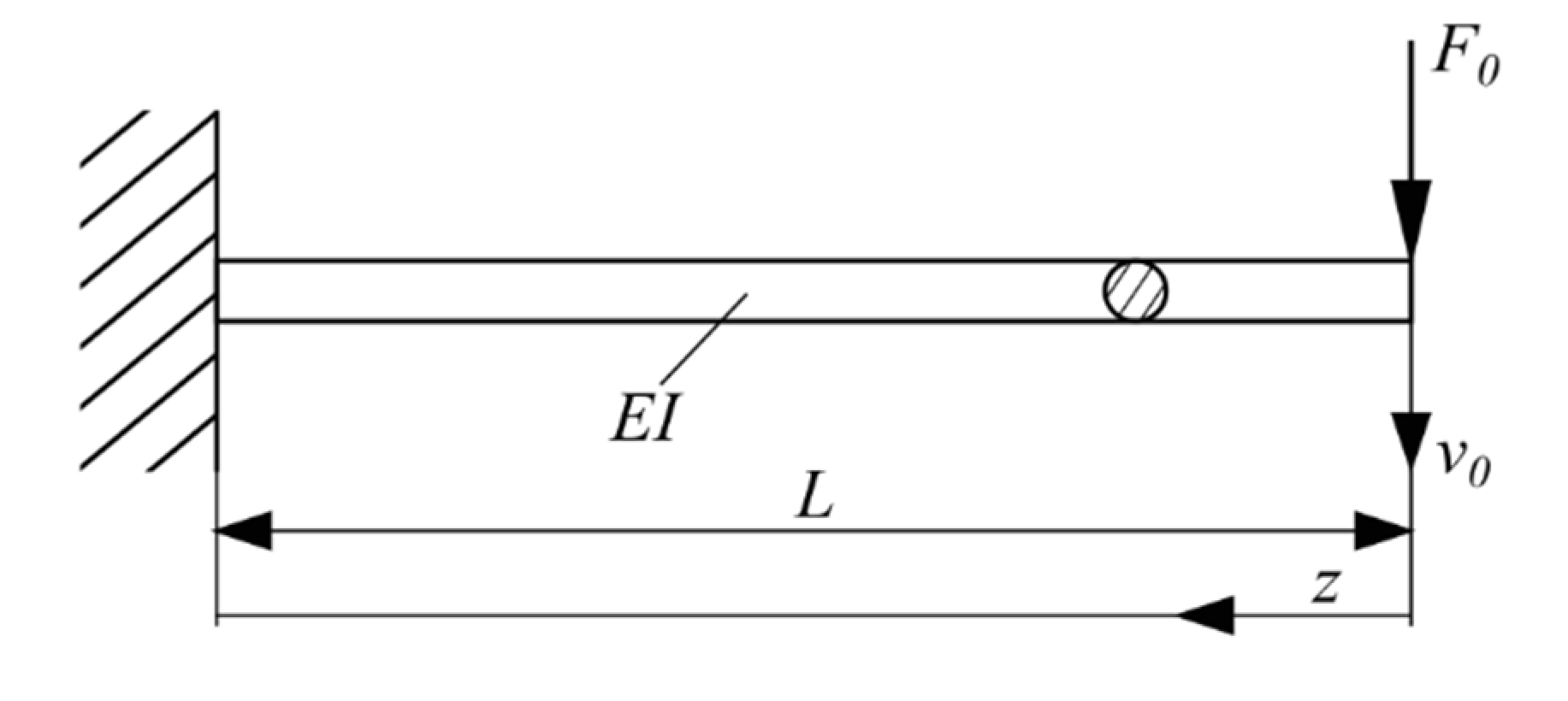
Appendix A. Mechanical Description of Bending Stress and Strain for A Single Clamped Cantilever Beam

References
- Maron, B.; Garthaus, C.; Hornig, A.; Lenz, F.; Hübner, M.; Gude, M. Forming of carbon fiber reinforced thermoplastic composite tubes—Experimental and numerical approaches. CIRP-JMST 2017, 18, 60–64. [Google Scholar] [CrossRef]
- Garthaus, C.; Witschel, B.; Barfuß, D.; Rohkamm, A.; Gude, M. Funktionalisierte Faser-Thermoplast-Profilstrukturen. Lightweight. Des. 2016, 9, 40–45. [Google Scholar] [CrossRef]
- Hufenbach, W.; Garthaus, C.; Behnisch, T.; Witschel, B. European Patent Application—Pultrusion Methods and Arrangements for Manufacturing a Fibre-Reinforced Composite Product. Available online: https://worldwide.espacenet.com/patent/search/family/050033422/publication/EP2905122A1?q=pn%3DEP2905122A1 (accessed on 21 April 2020).
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the interlayer tensile strength of 3D printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Somireddy, M.; Singh, C.V.; Czekanski, A. Mechanical behaviour of 3D printed composite parts with short carbon fiber reinforcements. Eng. Fail. Anal. 2020, 107, 104232. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Stepashkin, A.A.; Chukov, D.I.; Senatov, F.S.; Salimon, A.I.; Korsunsky, A.M.; Kaloshkin, S.D. 3D-printed PEEK-carbon fiber (CF) composites: Structure and thermal properties. Compos. Sci. Technol. 2018, 164, 319–326. [Google Scholar] [CrossRef]
- Hufenbach, W.; Gottwald, R.; Markwardt, J.; Eckelt, U.; Modler, N.; Reitemeier, B. Berechnung und experimentelle Prüfung einer Implantatstruktur in Faserverbundbauweise für die Überbrückung von Kontinuitätsdefekten des Unterkiefers. Biomed. Tech. 2008, 53, 306–313. [Google Scholar] [CrossRef] [PubMed]
- Ehrig, T.; Koschichow, R.; Dannemann, M.; Modler, N.; Filippatos, A. Design and Development of an Active Wheelchair with Improved Lifting Kinematics Using CFRP-Compliant Elements. In Proceedings of the 18th European Conference on Composite Materials ECCM18, Athens, Greece, 24–28 June 2018. [Google Scholar]
- Neubauer, M.; Häntzsche, E.; Pamporaki, C.; Eisenhofer, G.; Dannemann, M.; Nocke, A.; Modler, N.; Filippatos, A. Development of a Function-Integrative Sleeve for Medical Applications. Sensors 2019, 19, 2588. [Google Scholar] [CrossRef] [PubMed]
- Brecher, C.; Emonts, M.; Brack, A.; Wasiak, C.; Schütte, A.; Krämer, N.; Bruhn, R. New concepts and materials for the manufacturing of MR-compatible guide wires. Biomed. Tech. 2014, 59, 147–151. [Google Scholar] [CrossRef] [PubMed]
- Kucher, M.; Dannemann, M.; Modler, N.; Hannig, C.; Weber, M.-T. Effects of Endodontic Irrigants on Material and Surface Properties of Biocompatible Thermoplastics. Dent. J. 2019, 7, 26. [Google Scholar] [CrossRef] [PubMed]
- Kirsch, J.; Reinauer, K.S.; Meissner, H.; Dannemann, M.; Kucher, M.; Modler, N.; Hannig, C.; Weber, M.-T. Ultrasonic and sonic irrigant activation in endodontics: A fractographic examination. Dtsch. Zahnärztl. Z. Int. 2019, 1, 209–221. [Google Scholar] [CrossRef]
- Brack, A.; Senger, S.; Fischer, G.; Janssen, H.; Oertel, J.; Brecher, C. Development of an artifact-free aneurysm clip. Curr. Dir. Biomed. Eng. 2016, 2, 24. [Google Scholar] [CrossRef]
- Tao, Z.; Wang, Y.; Li, J.; Wang, X.; Wu, D. Fabrication of long glass fiber reinforced polyacetal composites: Mechanical performance, microstructures, and isothermal crystallization kinetics. Polym. Compos. 2015, 36, 1826–1839. [Google Scholar] [CrossRef]
- Paužuolis, D. How to Make Shaped Carbon Fiber Rods. Available online: https://www.pauzuolis-rc.com/how-to-tips/make-shaped-carbon-fiber-rods (accessed on 25 March 2020).
- Starr, T.F. Pultrusion for Engineers, 1st ed.; CRC Press: Boca Raton, FL, USA, 2000; pp. 19–230. [Google Scholar]
- Wall, L.A.; Michaelsen, J.D. Thermal decomposition of polytetrafluoroethylene in various gaseous atmospheres. J. Res. Natl. Bur. Stand. 1956, 56, 27–34. [Google Scholar] [CrossRef]
- Hondred, P.R.; Yoon, S.; Bowler, N.; Kessler, M.R. Degradation kinetics of polytetrafluoroethylene and poly(ethylene-alt-tetrafluoroethylene). High. Perform. Polym. 2013, 25, 535–542. [Google Scholar] [CrossRef]
- Bit Bierther GmbH. PTFE 400 Heat-Shrinkable Tube Made from Polytetrafluorethylene. Available online: https://www.bit-gmbh.de/en/product/ptfe-400.html (accessed on 21 April 2020).
- Jaffe, M.; Menczel, J.D. Thermal Analysis of Textiles and Fibers, 1st ed.; Woodhead Publishing: Duxford, UK, 2020; pp. 247–254. [Google Scholar]
- Solvay Engineering Plastics. Product Data Sheet TECHNYLSTAR. Available online: www.rhodia.com (accessed on 18 February 2015).
- Babeau, A.; Comas-Cardona, S.; Binetruy, C.; Orange, G. Modeling of heat transfer and unsaturated flow in woven fiber reinforcements during direct injection-pultrusion process of thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2015, 77, 310–318. [Google Scholar] [CrossRef]
- Balke, H. Einführung in die Technische Mechanik, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 82–110. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Form | Type 1 | Product Name | Supplier | |||
|---|---|---|---|---|---|---|---|
| c | f | w | p | ||||
| 1.4301 | Wire | x | Steel wire | Althoff + Lötters, Iserlohn, Germany | |||
| CF/EP | Solid rod | x | DPP Carbon round solid rod | R&G Faserverbundwerkstoffe, Waldenbuch, Germany | |||
| CF/PEEK | Tape | x | Tenax-E TPUD PEEK-IMS65 | Toho Tenax Europe, Wuppertal, Germany | |||
| GF | Roving | x | StarRov 890 1200 | Johns Manville, Denver, USA | |||
| GF/EP | Solid rod | x | Glass fibre rod | R&G Faserverbundwerkstoffe, Waldenbuch, Germany | |||
| PA6 | Granulate | x | TECHNYLSTAR XS 1352 BL | Solvay Engineering Plastics, Freiburg, Germany | |||
| PEEK | Filament | x | Zyex fibres 230f30 | Zyex, Gloucestershire, UK | |||
| PTFE | Tube | x | PTFE 200 and 400 | BIT Bierther, Swisttal-Heimerzheim, Germany | |||
| Reinforcement | 1.4301 | 1.4301 | 1.4301 | CF | GF | - | - |
|---|---|---|---|---|---|---|---|
| Polymer | PEEK | PEEK | PTFE | PEEK | PEEK | PEEK | PEEK |
| Process parameter | |||||||
| Temperature in °C | 355 | 355 | 350 | 350 | 350 | 350 | 350 |
| Holding time in min | 20 | 20 | 5 | 20 | 20 | 20 | 20 |
| Shrink tube diameter in mm | 0.86 | 2 | 0.86 | 0.86 | 2 | 0.86 | 2 |
| Theoretical preliminary design | |||||||
| Area reinforcement in mm² | 0.03 | 0.13 | 0.13 | 0.12 | 0.06 | - | - |
| Area polymer in mm² | 0.15 | 0.2 | 0.46 | 0.09 | 0.29 | 0.18 | 0.36 |
| Nominal diameter in mm | 0.48 | 0.65 | 0.86 | 0.5 | 0.66 | 0.48 | 0.68 |
| Nominal volume fibre content in % | 18 | 38 | 22 | 59 | 17 | - | - |
| Measurements | |||||||
| Measured diameter mm | 0.46 ± 0.01 | 0.59 ± 0.03 | 0.84 ± 0.01 | 0.43 ± 0.04 | 0.67 ± 0.03 | 0.45 ± 0.02 | 0.66 ± 0.06 |
| Volume fibre content in % | 19 ± 1.4 | 56 ± 1.9 | 20 ± 0.3 | 44 ± 3.2 | 26 ± 3.4 | - | - |
| Fractal diameter | 0.99 ± 0.01 | 0.99 ± 0.01 | 0.99 ± 0.01 | 0.95 ± 0.02 | 0.99 ± 0.01 | 0.99 ± 0.01 | 0.98 ± 0.01 |
| Equivalent diameter in mm | 0.47 ± 0.02 | 0.54 ± 0.01 | 0.89 ± 0.01 | 0.52 ± 0.01 | 0.7 ± 0.01 | 0.49 ± 0.03 | 0.69 ± 0.03 |
| Nominal Pulling Speed in m/s | Inner Pressure in bar 1 | Fibre Volume Content | Fractal Diameter | |
|---|---|---|---|---|
| 0.25 | 6 ± 4.3 | 58 ± 0.7 | 0.87 ± 0.04 | 1.01 ± 0.01 |
| 0.25 | 15 ± 5.2 | 57 ± 1.1 | 0.83 ± 0.01 | 1.01 ± 0.01 |
| 0.5 | 6 ± 4.3 | 59 ± 7 | 0.69 ± 0.28 | 1 ± 0.06 |
| 0.5 | 15 ± 5.2 | 56 ± 1.4 | 0.91 ± 0.03 | 1.02 ± 0.01 |
| 1 | 6 ± 4.3 | 50 ± 1.4 | 0.9 ± 0.03 | 1.08 ± 0.03 |
| 1 | 15 ± 5.2 | 50 ± 3.2 | 0.55 ± 0.1 | 1.05 ± 0.04 |
| 1.5 | 15 ± 5.2 | n/a 1 | n/a 1 | n/a 1 |
| 2 | 15 ± 5.2 | n/a 1 | n/a 1 | n/a 1 |
| 3 | 15 ± 5.2 | n/a 1 | n/a 1 | n/a 1 |
| Material 1 | Manufacturing Method | Fibre Volume Content | Fractal Diameter | Effective | |
|---|---|---|---|---|---|
| 1.4301/PEEK | STC | 0.46 ± 0.006 | 19 ± 1.4 | 0.99 ± 0.01 | 12.9 ± 1.71 |
| STC | 0.59 ± 0.029 | 56 ± 1.9 | 0.99 ± 0.01 | 40.4 ± 8.4 | |
| 1.4301/PTFE 1 | STC | 0.84 ± 0.007 | 20 ± 0.3 | 0.99 ± 0.01 | 8.27 ± 1.71 |
| CF/EP | TSP | 0.47 ± 0.004 | 56 ± 4.1 | 0.95 ± 0.06 | 115 ± 15.81 |
| CF/PEEK | STC | 0.43 ± 0.035 | 44 ± 3.2 | 0.95 ± 0.02 | 134.2 ± 12.56 |
| GF/EP | TSP | 0.98 ± 0.002 | 51 ± 1.8 | 0.99 ± 0.01 | 21.9 ± 3.3 |
| GF/PA6 | TPP | 1.02 ± 0.024 | 57 ± 1.1 | 0.83 ± 0.01 | 28.9 ± 4.89 |
| GF/PEEK | STC | 0.67 ± 0.026 | 26 ± 3.4 | 0.99 ± 0.01 | 10.4 ± 2.1 |
| PEEK | STC | 0.45 ± 0.021 | - | 0.99 ± 0.01 | 5.8 ± 0.89 |
| STC | 0.66 ± 0.056 | - | 0.98 ± 0.01 | 4.9 ± 0.65 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kucher, M.; Dannemann, M.; Heide, A.; Winkler, A.; Modler, N. Miniaturised Rod-Shaped Polymer Structures with Wire or Fibre Reinforcement—Manufacturing and Testing. J. Compos. Sci. 2020, 4, 84. https://doi.org/10.3390/jcs4030084
Kucher M, Dannemann M, Heide A, Winkler A, Modler N. Miniaturised Rod-Shaped Polymer Structures with Wire or Fibre Reinforcement—Manufacturing and Testing. Journal of Composites Science. 2020; 4(3):84. https://doi.org/10.3390/jcs4030084
Chicago/Turabian StyleKucher, Michael, Martin Dannemann, Ansgar Heide, Anja Winkler, and Niels Modler. 2020. "Miniaturised Rod-Shaped Polymer Structures with Wire or Fibre Reinforcement—Manufacturing and Testing" Journal of Composites Science 4, no. 3: 84. https://doi.org/10.3390/jcs4030084
APA StyleKucher, M., Dannemann, M., Heide, A., Winkler, A., & Modler, N. (2020). Miniaturised Rod-Shaped Polymer Structures with Wire or Fibre Reinforcement—Manufacturing and Testing. Journal of Composites Science, 4(3), 84. https://doi.org/10.3390/jcs4030084