Surface Modification of Flax Fibers for Manufacture of Engineering Thermoplastic Biocomposites


 , , and
, , and 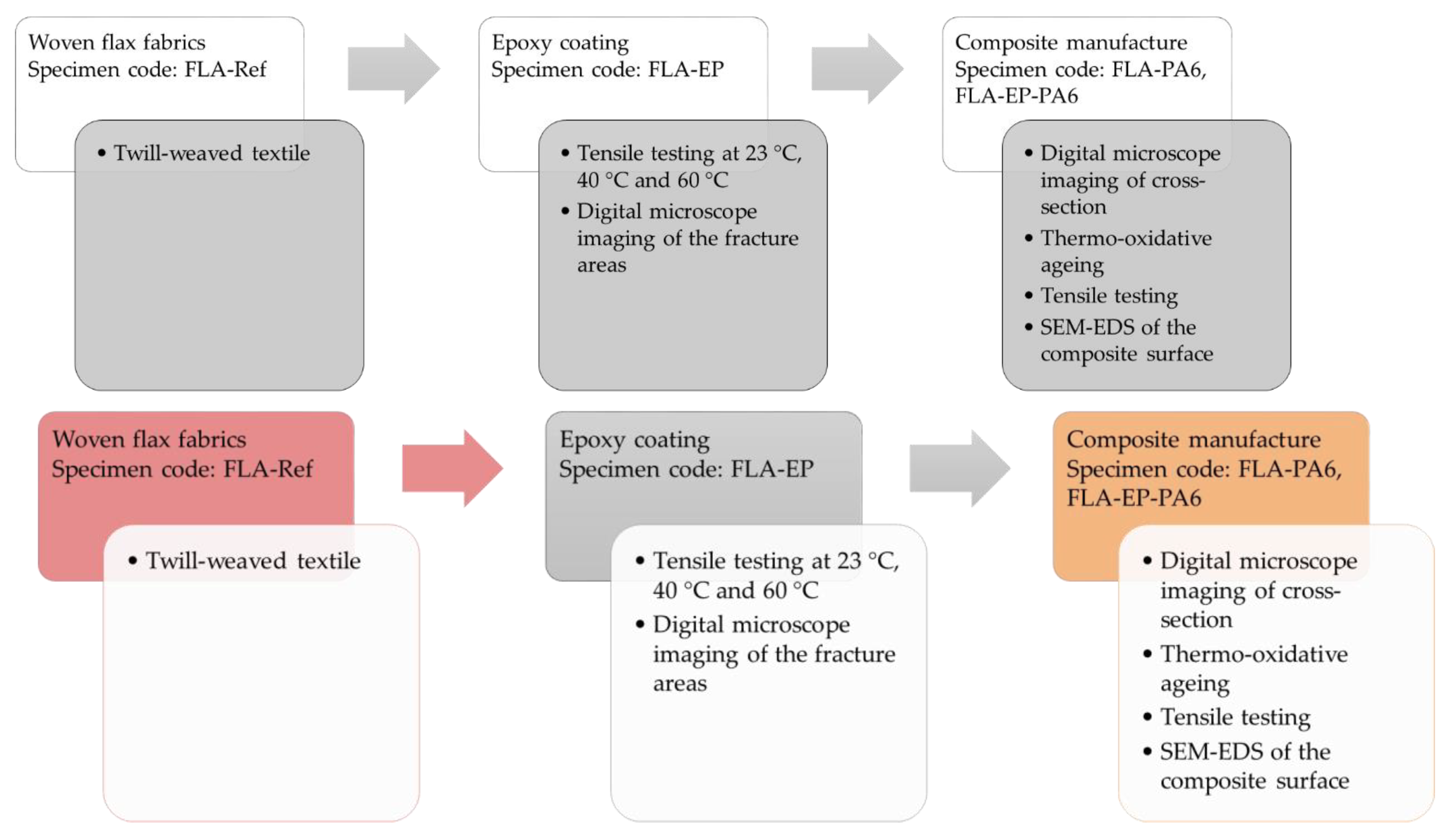{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Coating of the Weaved Textiles and Composite Manufacture
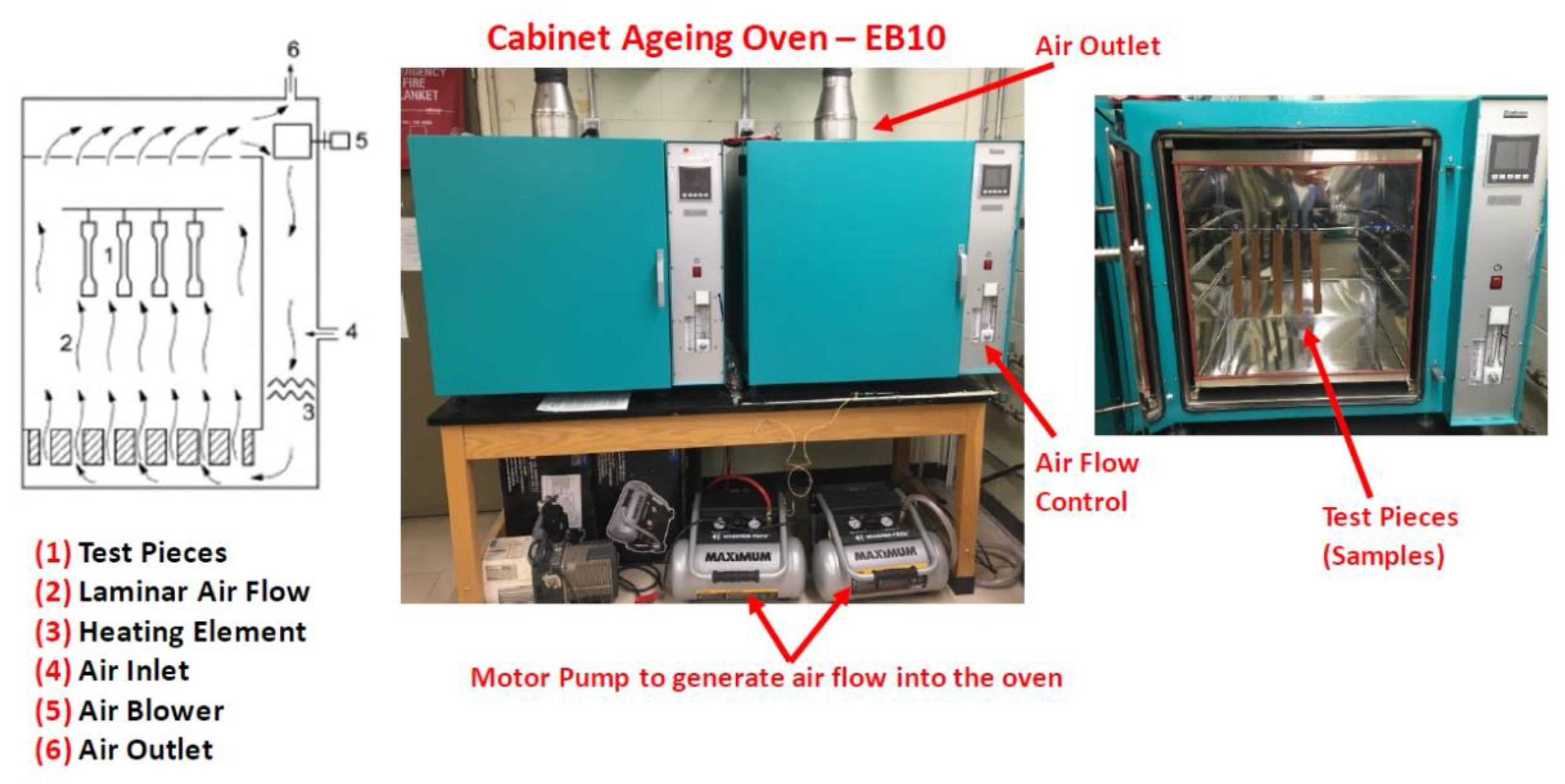
2.3. Accelerated Thermo-Oxidative Ageing
2.4. Mechanical Testing
2.5. Digital Microscope Imaging
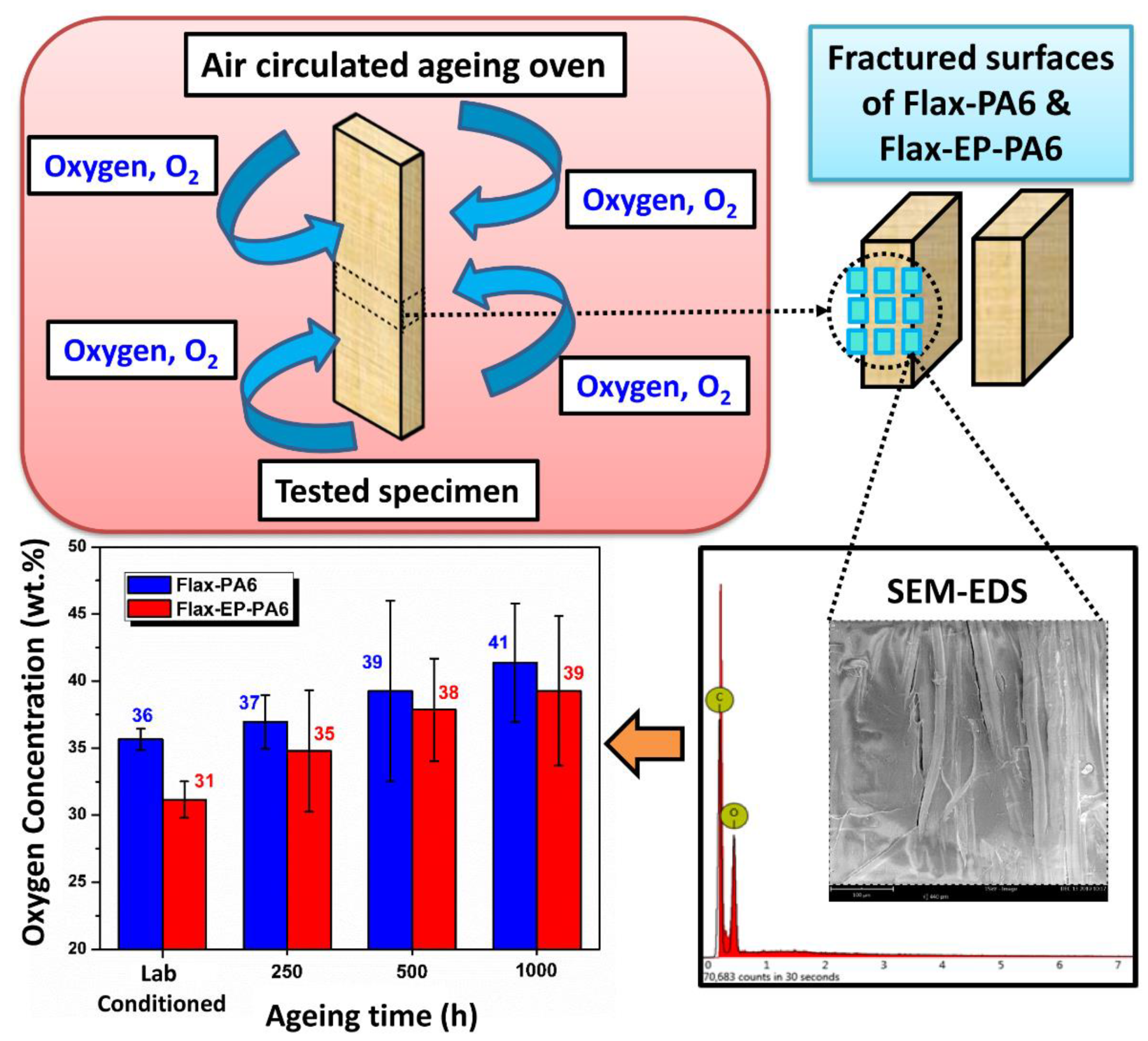
2.6. Scanning Electron Microscopy and Energy-Dispersive X-ray Spectroscopy Analysis
3. Results and Discussion
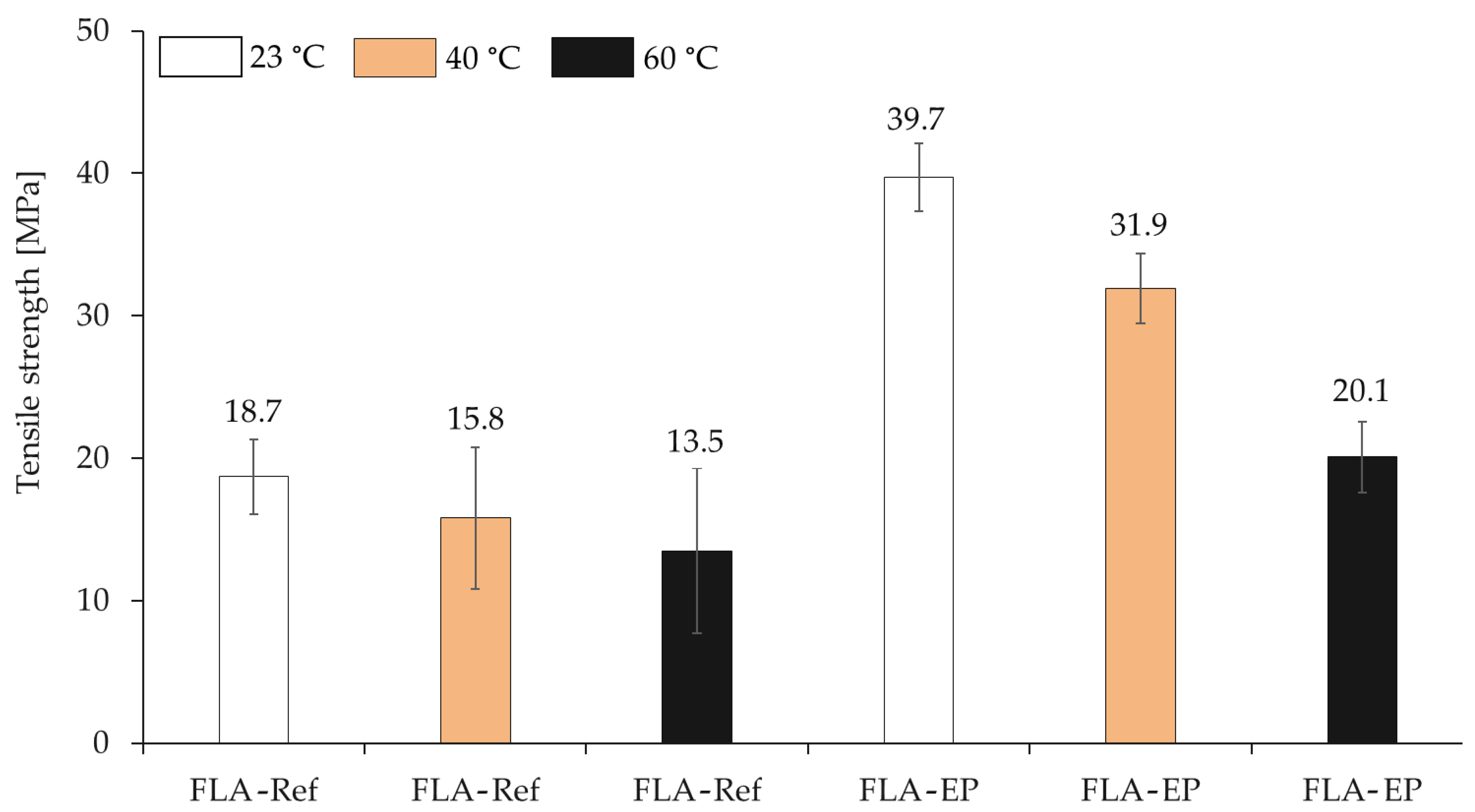
3.1. Tensile Strength of Fabrics
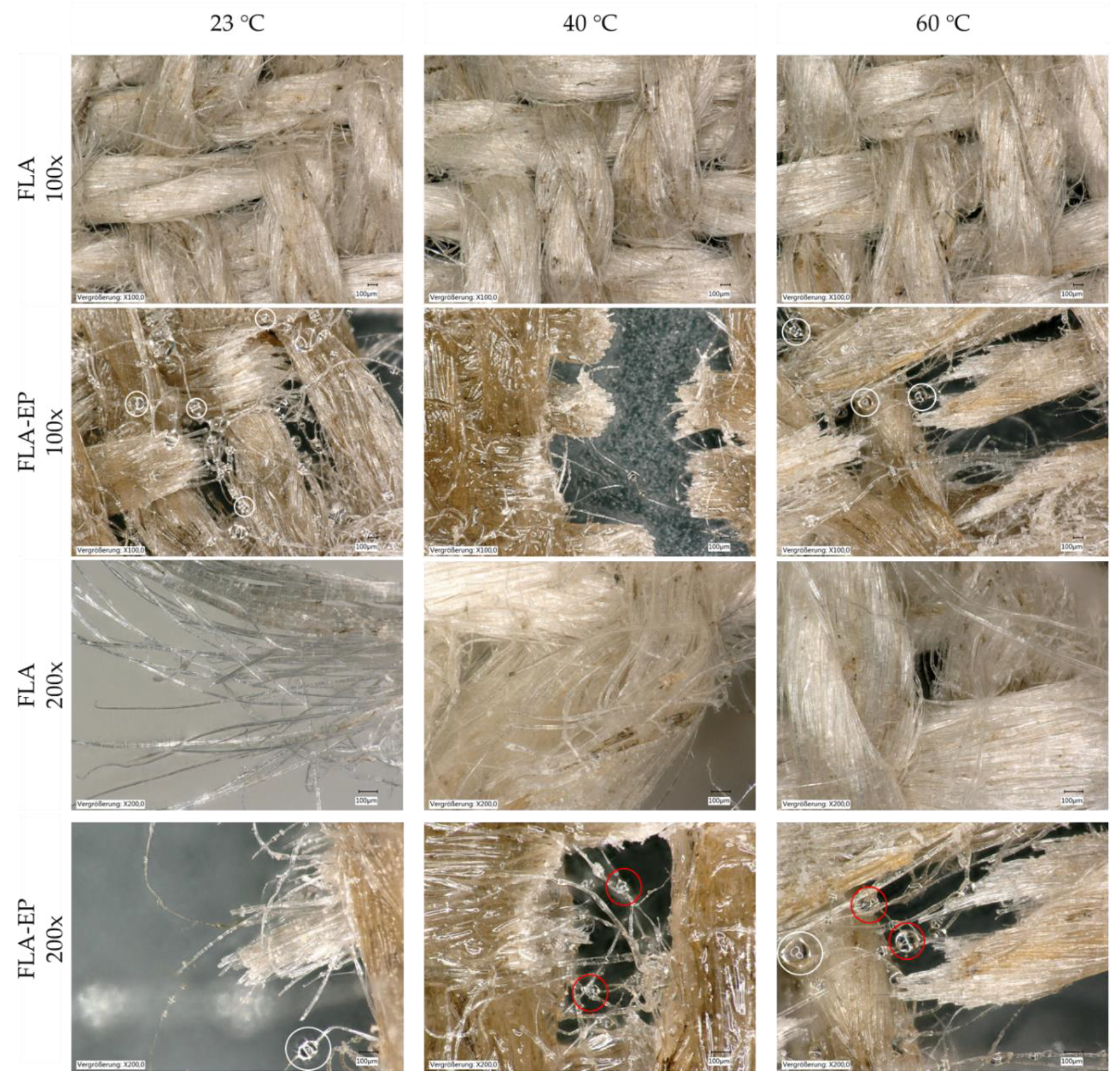
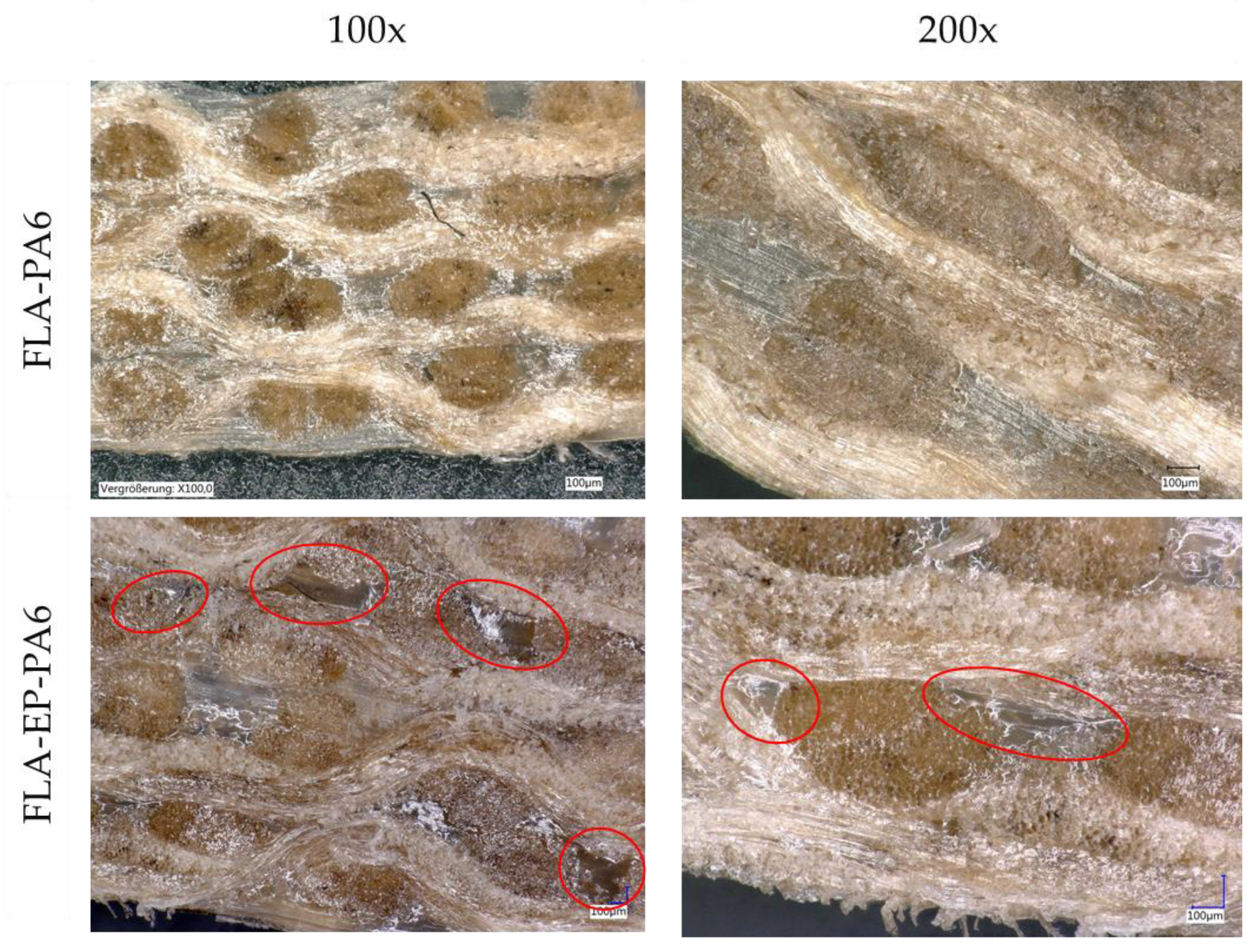
3.2. Digital Microscope Imaging of Flax Fabrics and Biocomposites
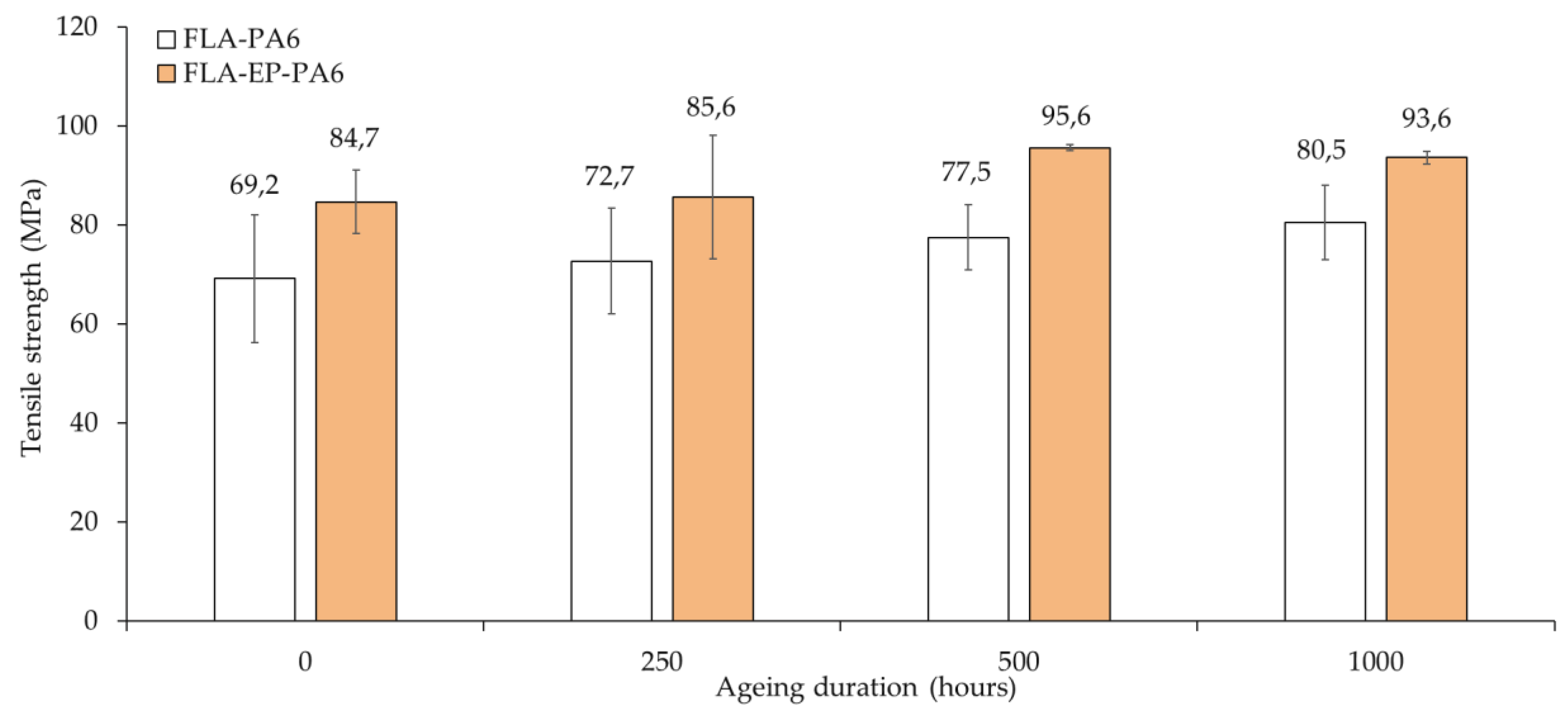
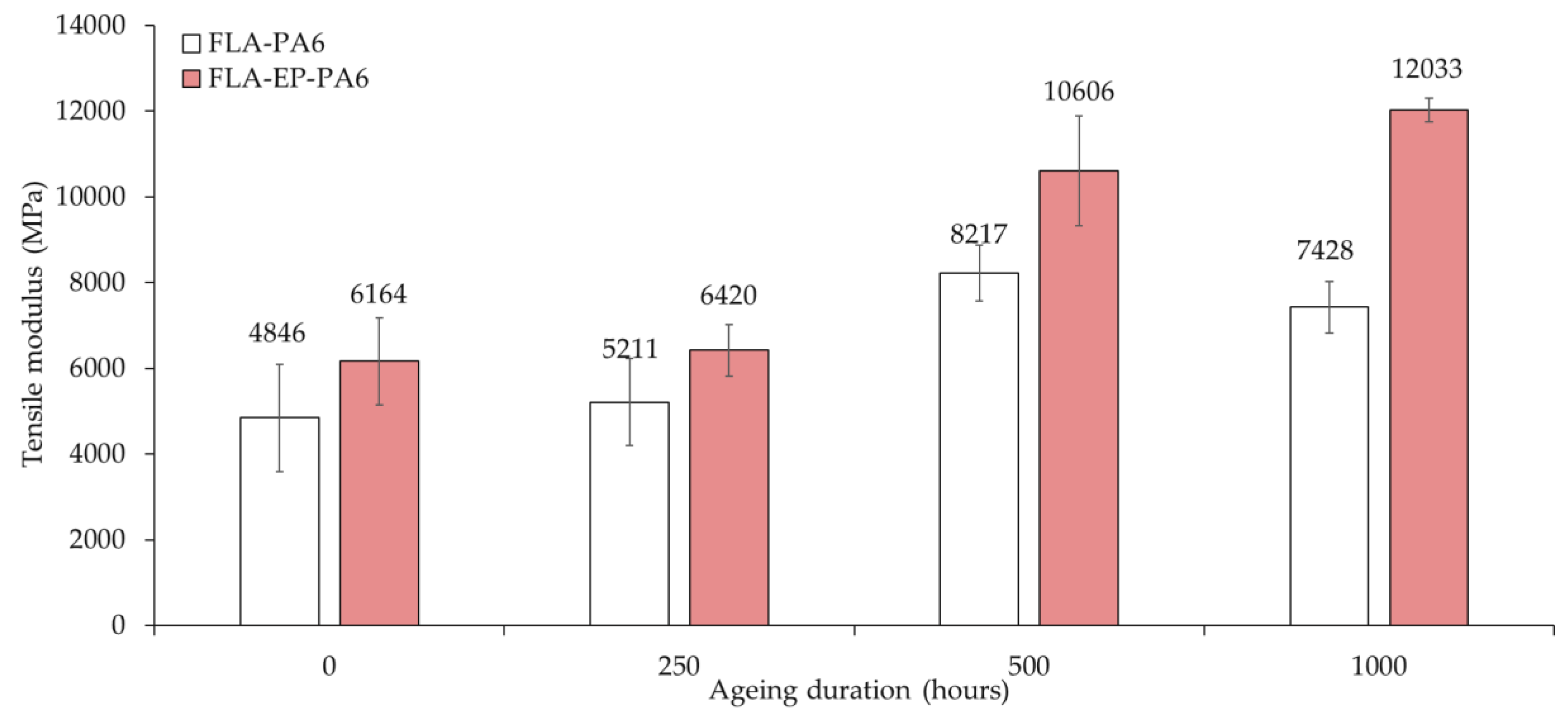
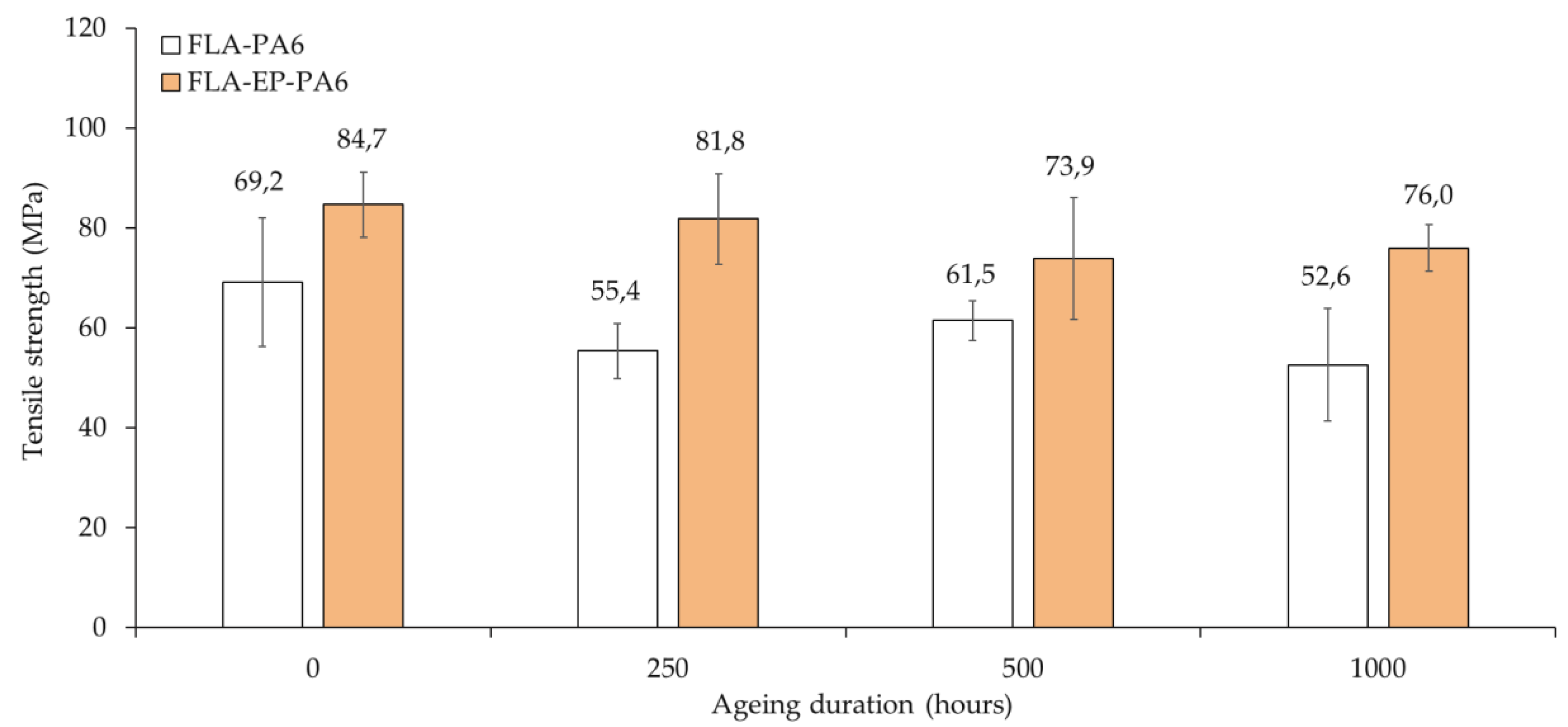
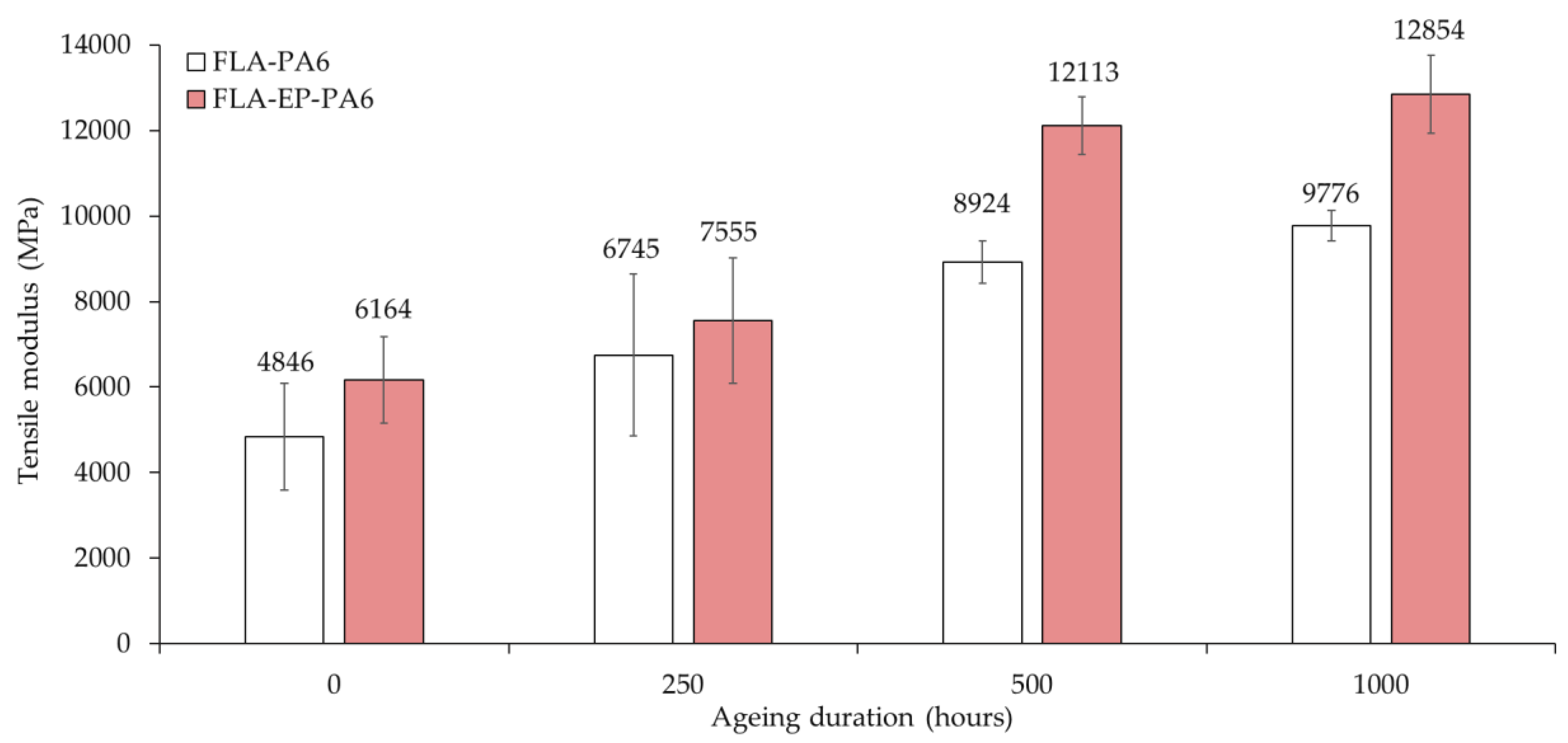
3.3. Tensile Properties of Biocomposites
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sanjay, M.R.; Madhu, P.; Jawaid, M.; Senthamaraikannan, P.; Senthil, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Pickering, K.L.; Efendy, M.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A-Appl. S. 2016, 83, 98–112. [Google Scholar] [CrossRef]
- Yashas Gowda, T.G.; Sanjay, M.R.; Subrahmanya Bhat, K.; Madhu, P.; Senthamaraikannan, P.; Yogesha, B. Polymer matrix-natural fiber composites: An overview. Cogent Eng. 2018, 5, 979. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G. (Ed.) Natural Fiber Composites; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2016; ISBN 9781482239003. [Google Scholar]
- Monteiro, S.N.; Calado, V.; Rodriguez, R.J.S.; Margem, F.M. Thermogravimetric Stability of Polymer Composites Reinforced with Less Common Lignocellulosic Fibers–an Overview. J. Mater. Res. Technol. 2012, 1, 117–126. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. A critical review on the fabrication processes and performance of polyamide biocomposites from a biofiller perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Liang, S.; Nouri, H.; Lafranche, E. Thermo-compression forming of flax fibre-reinforced polyamide 6 composites: Influence of the fibre thermal degradation on mechanical properties. J. Mater. Sci. 2015, 50, 7660–7672. [Google Scholar] [CrossRef]
- Thitithanasarn, S.; Yamada, K.; Ishiaku, U.S.; Hamada, H. The Effect of Curative Concentration on Thermal and Mechanical Properties of Flexible Epoxy Coated Jute Fabric Reinforced Polyamide 6 Composites. OJCM 2012, 02, 133–138. [Google Scholar] [CrossRef][Green Version]
- Vellguth, N.; Rudeck, T.; Shamsuyeva, M.; Renz, F.; Endres, H.J. Thermal Stability of Natural Fibers via Thermoset Coating for Application in Engineering Thermoplastics. KEM 2019, 809, 433–438. [Google Scholar] [CrossRef]
- Deng, S.; Ye, L. Influence of Fiber-Matrix Adhesion on Mechanical Properties of Graphite/Epoxy Composites: I. Tensile, Flexure, and Fatigue Properties. J. Reinf. Plast. Comp. 2016, 18, 1021–1040. [Google Scholar] [CrossRef]
- Tjong, S.C.; Meng, Y.Z. Structural-mechanical relationship of epoxy compatibilized polyamide 6/polycarbonate blends. Mater. Res. Bull. 2004, 39, 1791–1801. [Google Scholar] [CrossRef]
- Chiou, K.-C.; Chang, F.-C. Reactive compatibilization of polyamide-6 (PA 6)/polybutylene terephthalate (PBT) blends by a multifunctional epoxy resin. J. Polym. Sci. Pol. Phys. 2000, 38, 23–33. [Google Scholar] [CrossRef]
- An, J.; Ge, J.; Liu, Y. Special effect of epoxy resin E-44 on compatibility and mechanical properties of poly(butylene terephthalate)/polyamide-6 blends. J. Appl. Polym. 1996, 60, 1803–1810. [Google Scholar] [CrossRef]
- Chiang, C.-R.; Chang, F.-C. Polymer blends of polyamide-6 (PA6) and poly(phenylene ether) (PPE) compatibilized by a multifunctional epoxy coupler. J. Polym. Sci. Pol. Phys. 1998, 36, 1805–1819. [Google Scholar] [CrossRef]
- Xu, Z.; Lin, X.; Luo, C.; Xiao, W. The Application of a Tri-Functional Epoxy Resin as a Crosslinking Agent in Extruded Polyamide-6 Foam. Polym. Sci. Ser. B 2019, 61, 574–581. [Google Scholar] [CrossRef]
- Shamsuyeva, M.; Winkelmann, J.; Endres, H.-J. Manufacture of Hybrid Natural/Synthetic Fiber Woven Textiles for Use in Technical Biocomposites with Maximum Biobased Content. J. Compos. Sci. 2019, 3, 43. [Google Scholar] [CrossRef]
- Goodship, V. Practical Guide to Injection Moulding; RAPRA Technology: Shrewsbury, UK, 2004; ISBN 9781859574447. [Google Scholar]
- Almeida, L. (Ed.) Functional Finishes for Textiles: Improving Comfort, Performance and Protection; Woodhead Publishing: Cambridge, UK, 2015; ISBN 978-0-85709-845-0. [Google Scholar]
- Cherif, C. (Ed.) Textile Werkstoffe für den Leichtbau. In Techniken, Verfahren, Materialien, Eigenschaften; Springer: Berlin/Heidelberg, Germany, 2011; ISBN 978-3-642-17992-1. [Google Scholar]
- Van de Velde, K.; Baetens, E. Thermal and Mechanical Properties of Flax Fibres as Potential Composite Reinforcement. Macromol. Mater. Eng. 2001, 286, 342–349. [Google Scholar] [CrossRef]
- Busse, W.F.; Lessig, E.T.; Loughborough, D.L.; Larrick, L. Fatigue of Fabrics. J. Appl. Phys. 1942, 13, 715–724. [Google Scholar] [CrossRef]
- Muralidhar, B.A. Study of flax hybrid preforms reinforced epoxy composites. Mater. Des. 2013, 52, 835–840. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Effect of UV and water spraying on the mechanical properties of flax fabric reinforced polymer composites used for civil engineering applications. Mater. Des. 2015, 71, 17–25. [Google Scholar] [CrossRef]
- Akin, D.E.; Dodd, R.B.; Perkins, W.; Henriksson, G.; Eriksson, K.-E.L. Spray Enzymatic Retting: A New Method for Processing Flax Fibers. Text. Res. J. 2000, 70, 486–494. [Google Scholar] [CrossRef]
- Kim, S.; Kim, J.; Lim, S.H.; Jo, W.H.; Choe, C.R. Effects of mixing temperatures on the morphology and toughness of epoxy/polyamide blends. J. Appl. Polym. 1999, 72, 1055–1063. [Google Scholar] [CrossRef]
- Le Gall, M.; Davies, P.; Martin, N.; Baley, C. Recommended flax fibre density values for composite property predictions. Ind. Crop Prod. 2018, 114, 52–58. [Google Scholar] [CrossRef]
- Shi, X.; Fernando, B.M.D.; Croll, S.G. Concurrent physical aging and degradation of crosslinked coating systems in accelerated weathering. J. Coat. Technol. Res. 2008, 5, 299–309. [Google Scholar] [CrossRef]
- Behazin, E.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Long-term performance of β-nucleated toughened polypropylene-biocarbon composites. Compos. Part A-Appl. S. 2018, 105, 274–280. [Google Scholar] [CrossRef]
- Shu, Y.; Ye, L.; Yang, T. Study on the long-term thermal-oxidative aging behavior of polyamide 6. J. Appl. Polym. Sci. 2008, 110, 945–957. [Google Scholar] [CrossRef]
- Wright, D.C. Failure of Polymer Products Due to Thermo-Oxidation; Rapra Technology Limited: Shrewsbury, UK, 2001; ISBN 9781859572719. [Google Scholar]
- Jubinville, D.; Abdelwahab, M.; Mohanty, A.K.; Misra, M. Comparison in composite performance after thermooxidative aging of injection molded polyamide 6 with glass fiber, talc, and a sustainable biocarbon filler. J. Appl. Polym. 2020, 137, 48618. [Google Scholar] [CrossRef]
- Chang, B.P.; Mohanty, A.K.; Misra, M. Sustainable biocarbon as an alternative of traditional fillers for poly(butylene terephthalate)-based composites: Thermo-oxidative aging and durability. J. Appl. Polym. Sci. 2019, 136. [Google Scholar] [CrossRef]










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shamsuyeva, M.; Chang, B.P.; Vellguth, N.; Misra, M.; Mohanty, A.; Endres, H.-J. Surface Modification of Flax Fibers for Manufacture of Engineering Thermoplastic Biocomposites. J. Compos. Sci. 2020, 4, 64. https://doi.org/10.3390/jcs4020064
Shamsuyeva M, Chang BP, Vellguth N, Misra M, Mohanty A, Endres H-J. Surface Modification of Flax Fibers for Manufacture of Engineering Thermoplastic Biocomposites. Journal of Composites Science. 2020; 4(2):64. https://doi.org/10.3390/jcs4020064
Chicago/Turabian StyleShamsuyeva, Madina, Boon Peng Chang, Natalie Vellguth, Manjusri Misra, Amar Mohanty, and Hans-Josef Endres. 2020. "Surface Modification of Flax Fibers for Manufacture of Engineering Thermoplastic Biocomposites" Journal of Composites Science 4, no. 2: 64. https://doi.org/10.3390/jcs4020064
APA StyleShamsuyeva, M., Chang, B. P., Vellguth, N., Misra, M., Mohanty, A., & Endres, H.-J. (2020). Surface Modification of Flax Fibers for Manufacture of Engineering Thermoplastic Biocomposites. Journal of Composites Science, 4(2), 64. https://doi.org/10.3390/jcs4020064