Characterization of Enhanced ITZ in Engineered Polypropylene Fibers for Bond Improvement



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Polypropylene Fibers
2.1.2. Repair Mortars
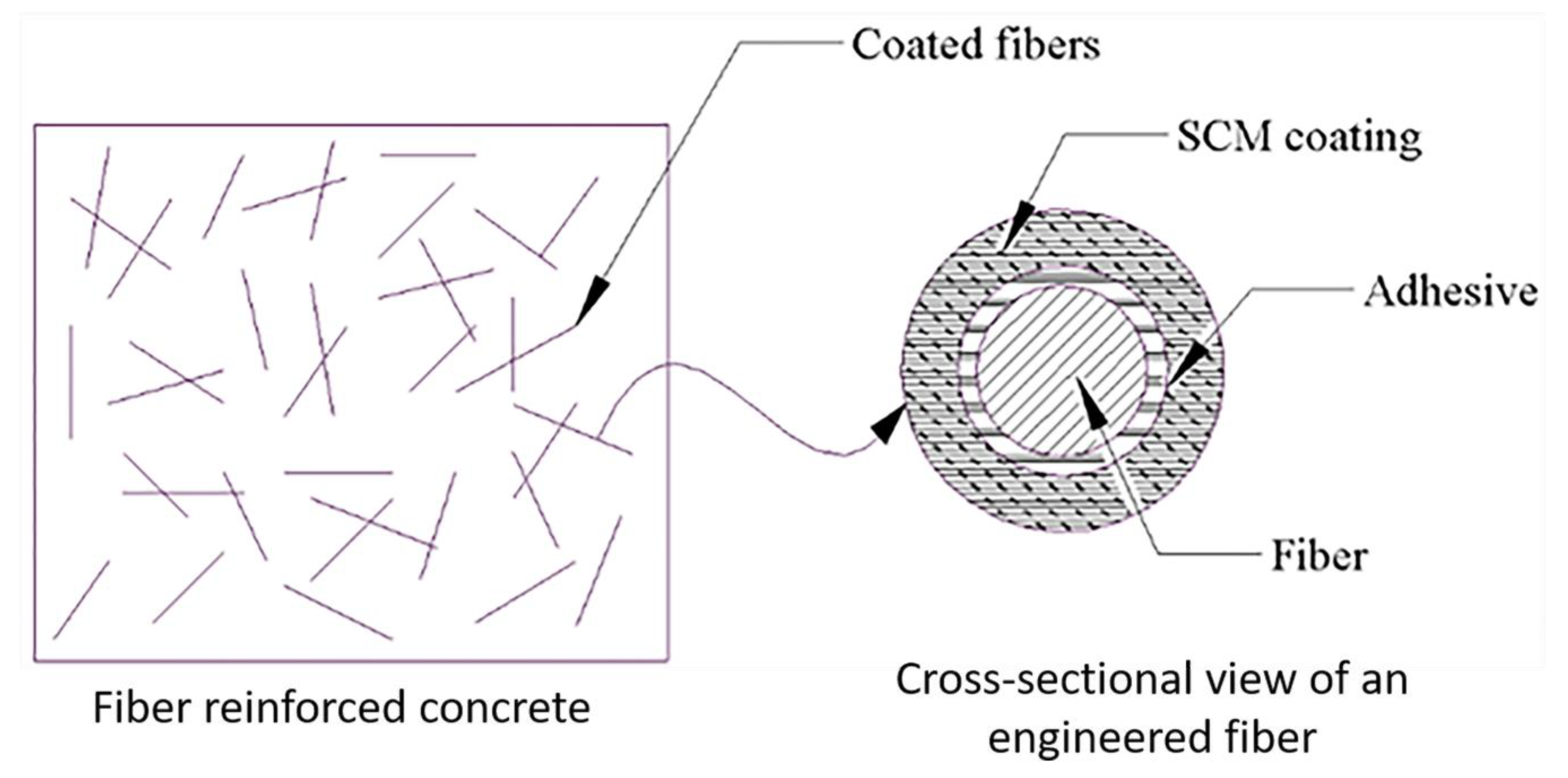
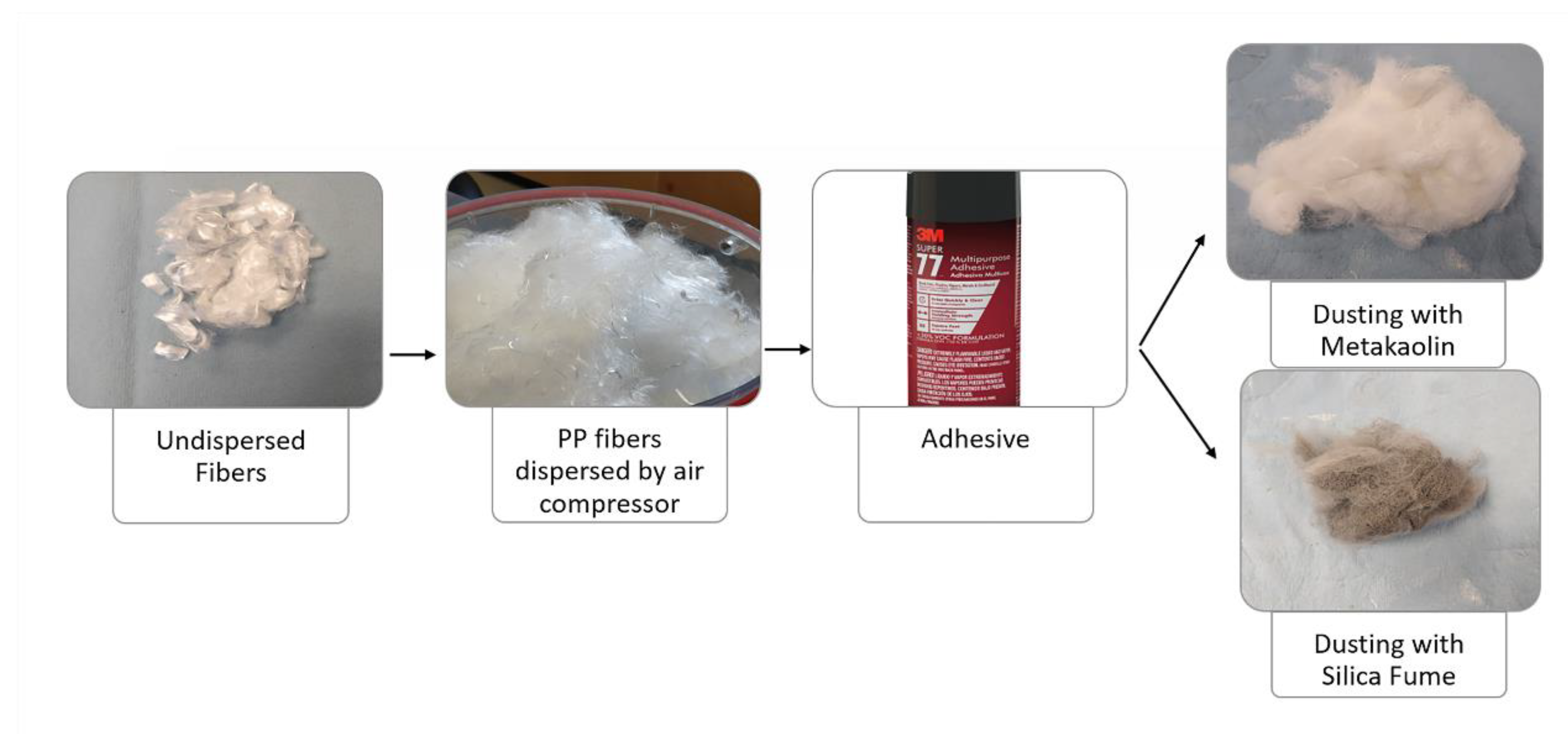
2.1.3. Fiber Coating Materials
2.1.4. Adhesive
2.2. Mixture Proportioning
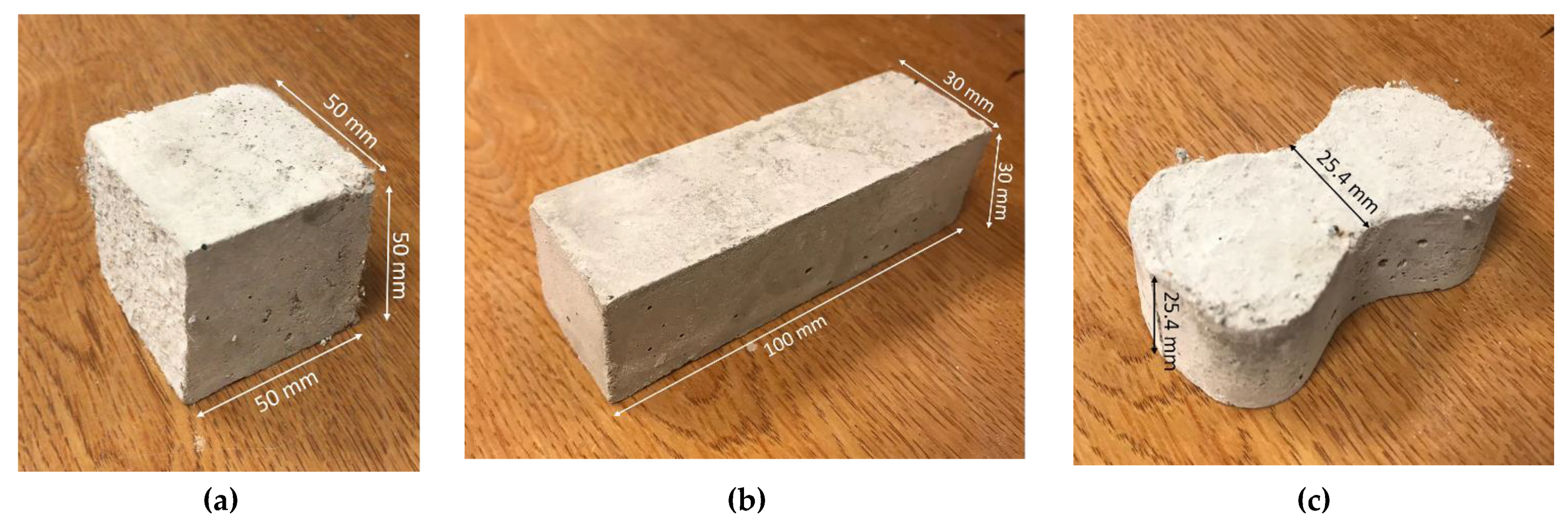
2.3. Specimen Preparation
2.4. Experimental Investigation
2.4.1. Compressive Strength Test
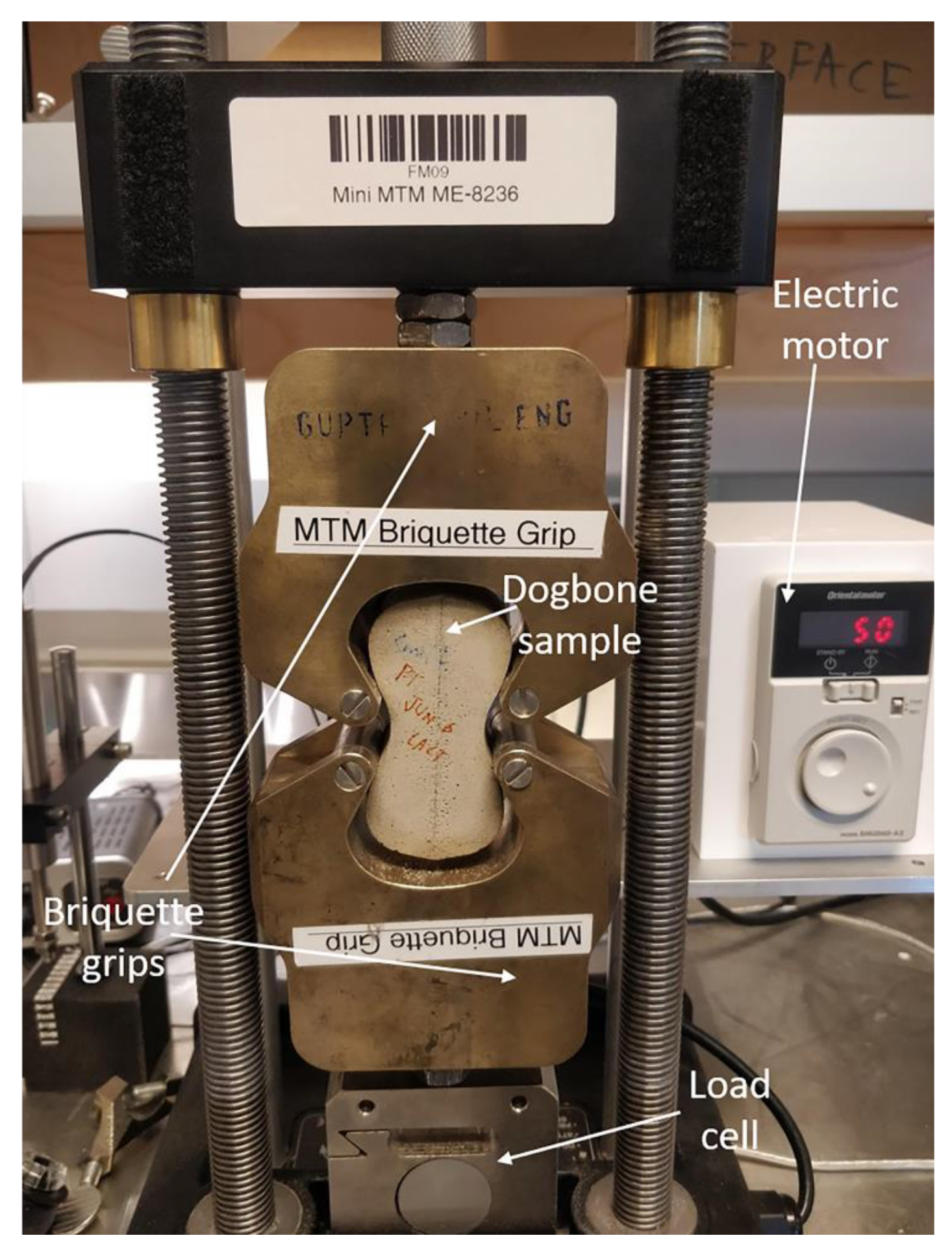
2.4.2. Tensile Strength Test
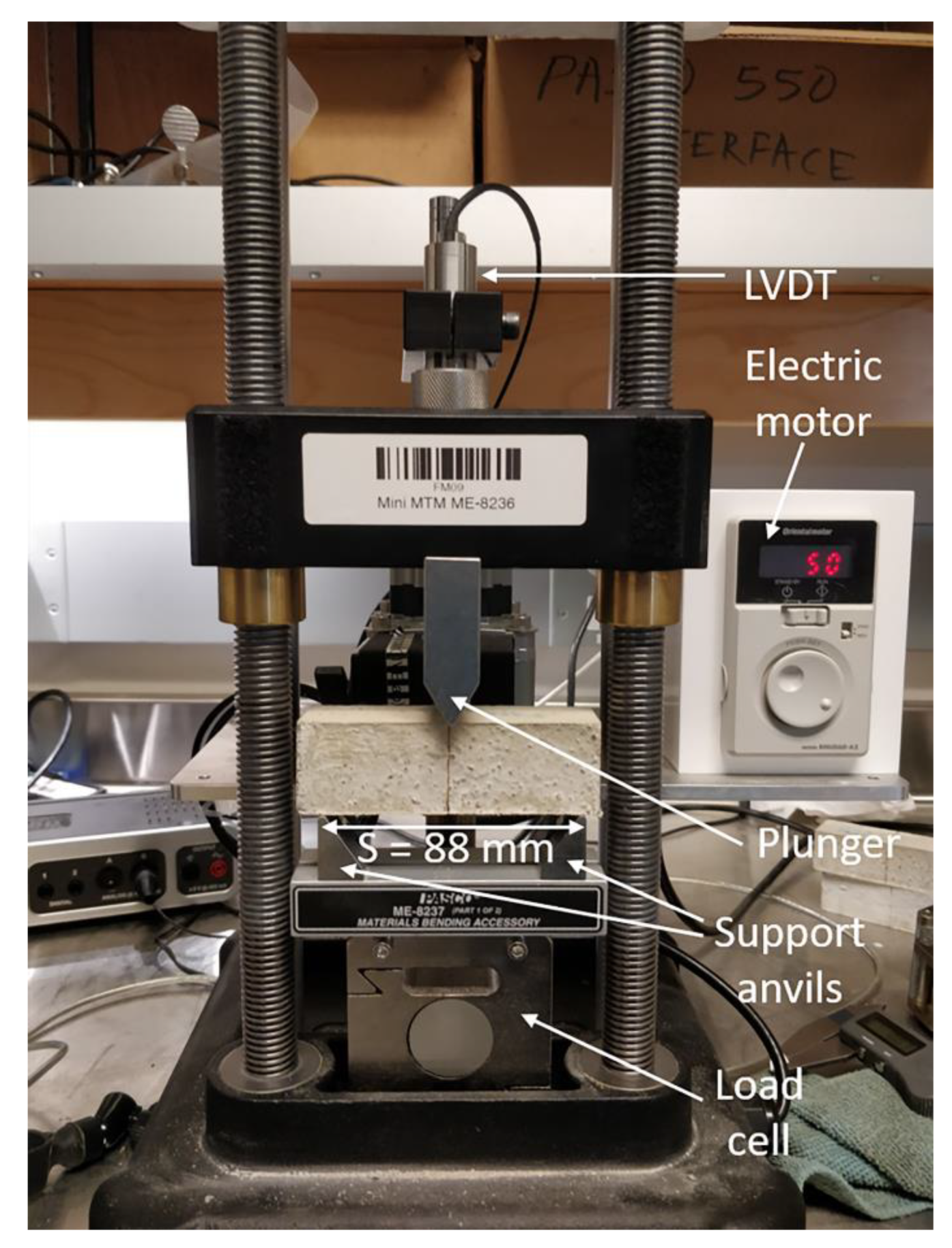
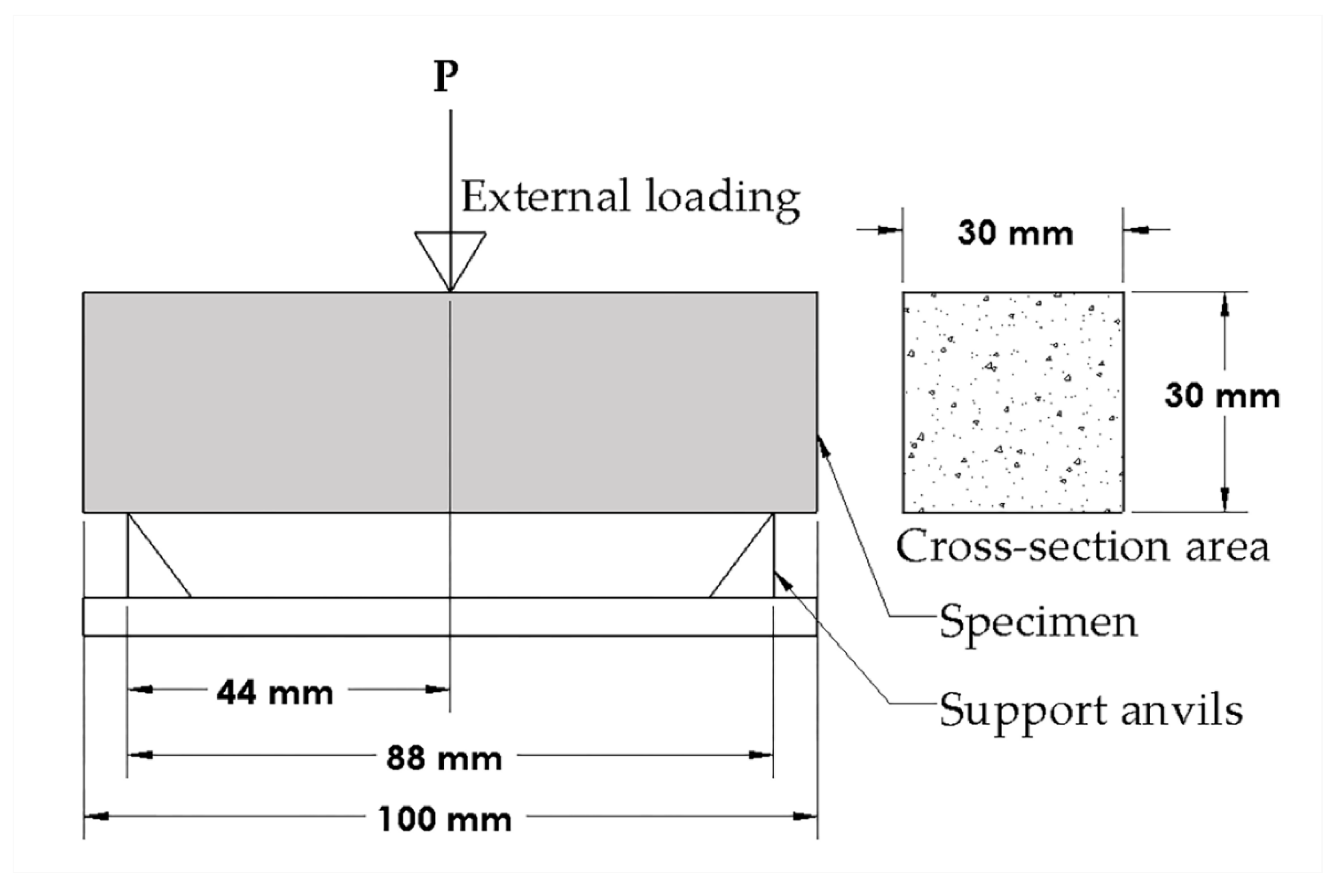
2.4.3. Three-Point Flexural Test
2.4.4. Microscopic Analysis
3. Results and Discussion
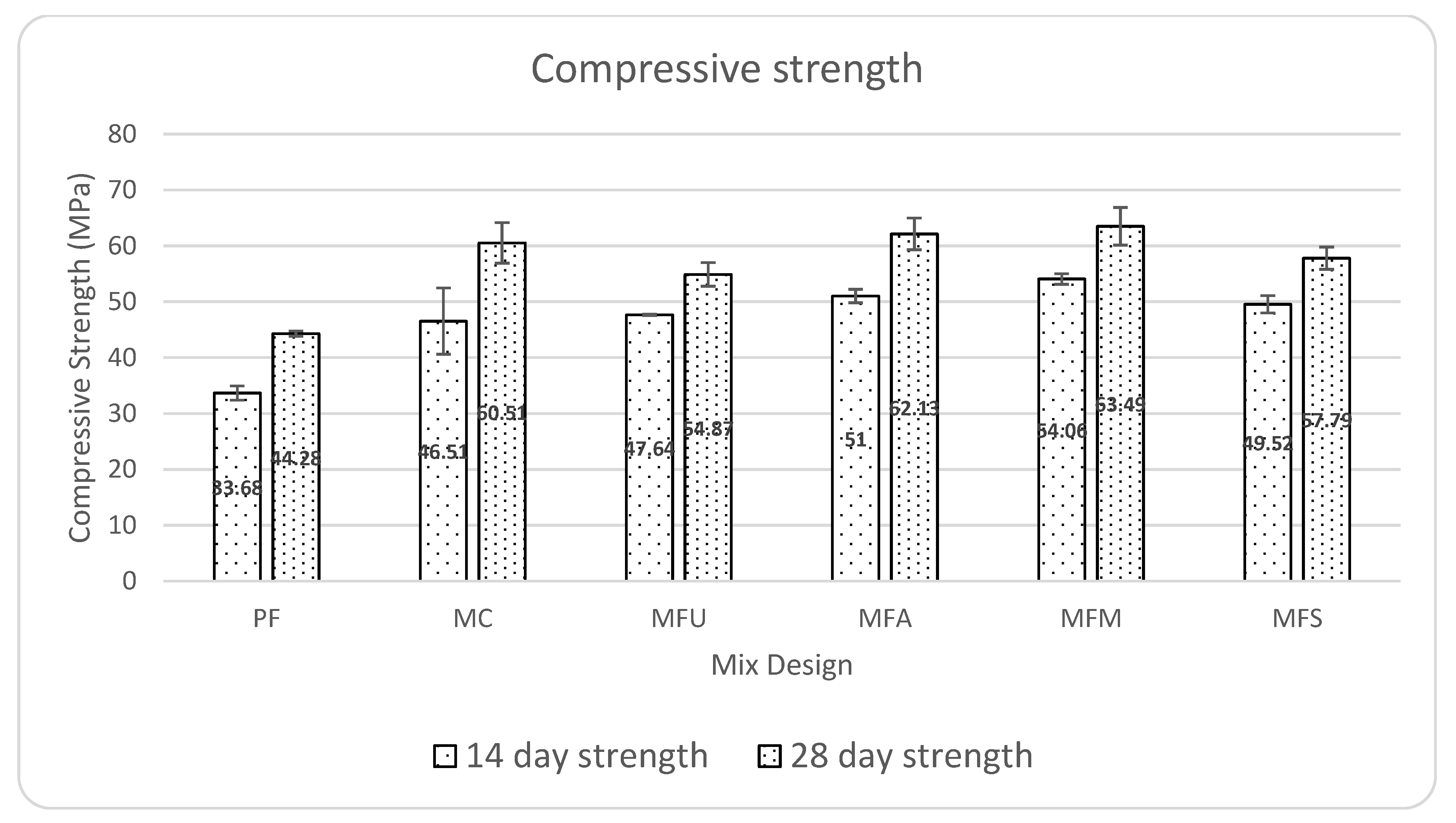
3.1. Strength in Compression
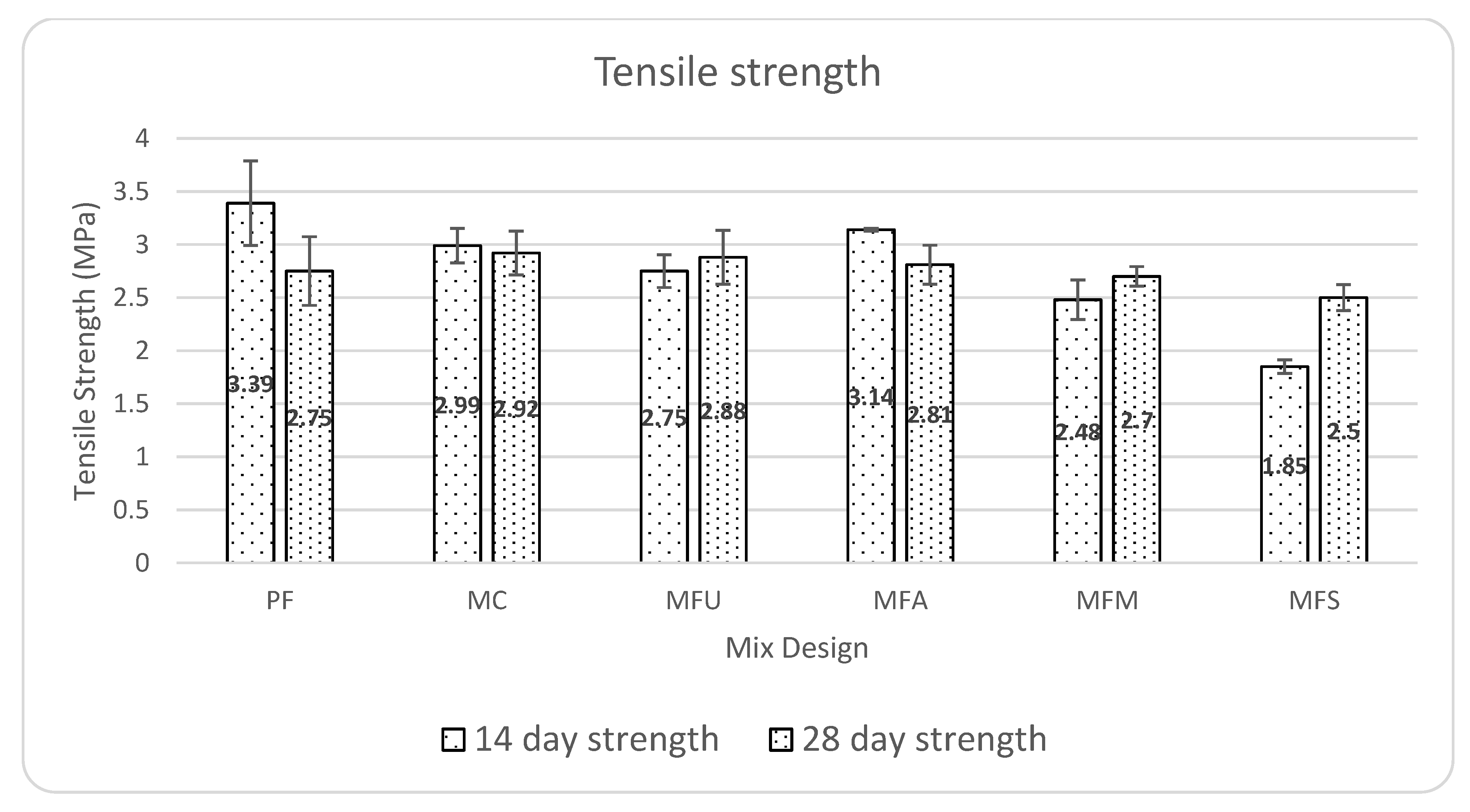
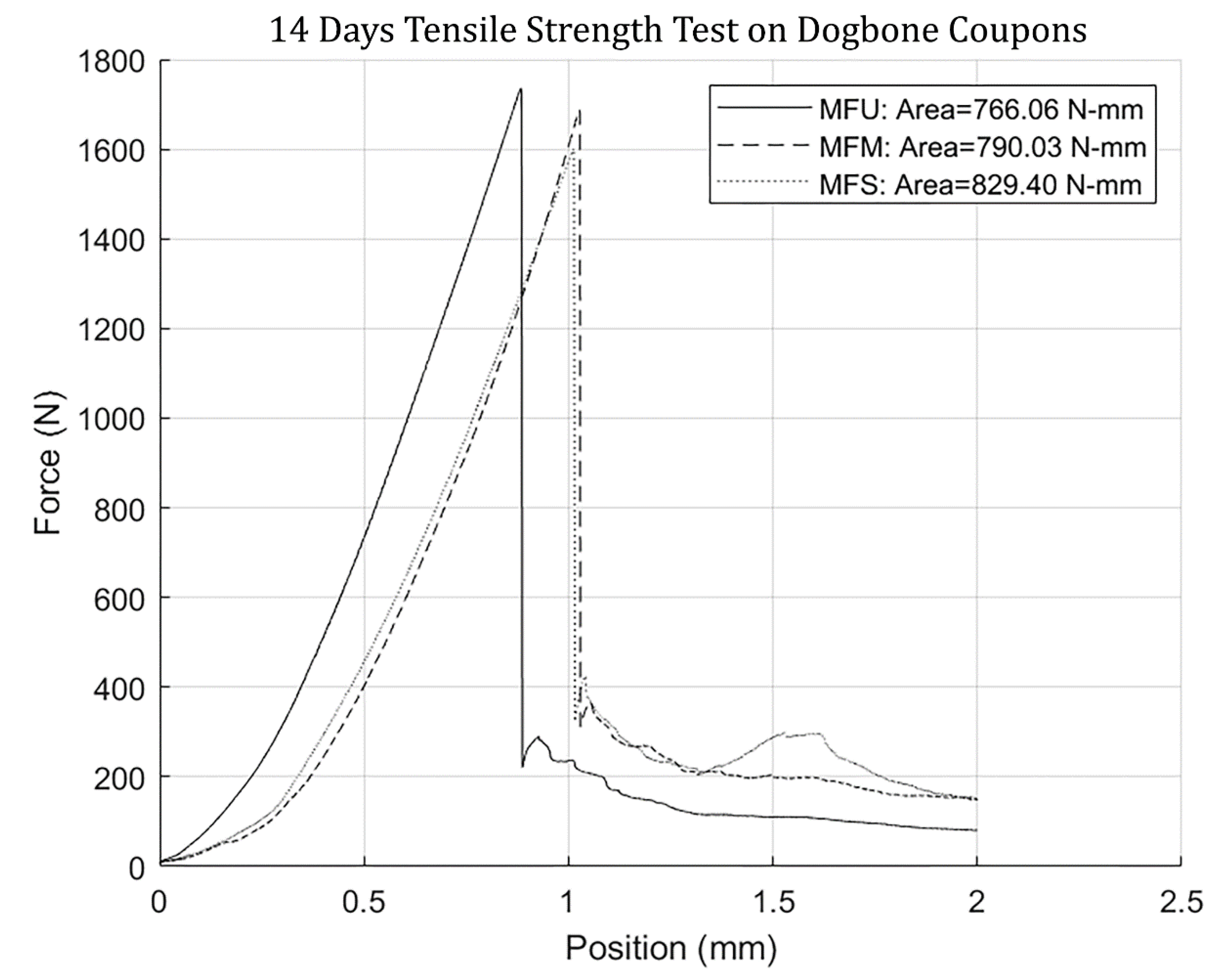
3.2. Strength in Direct Tension
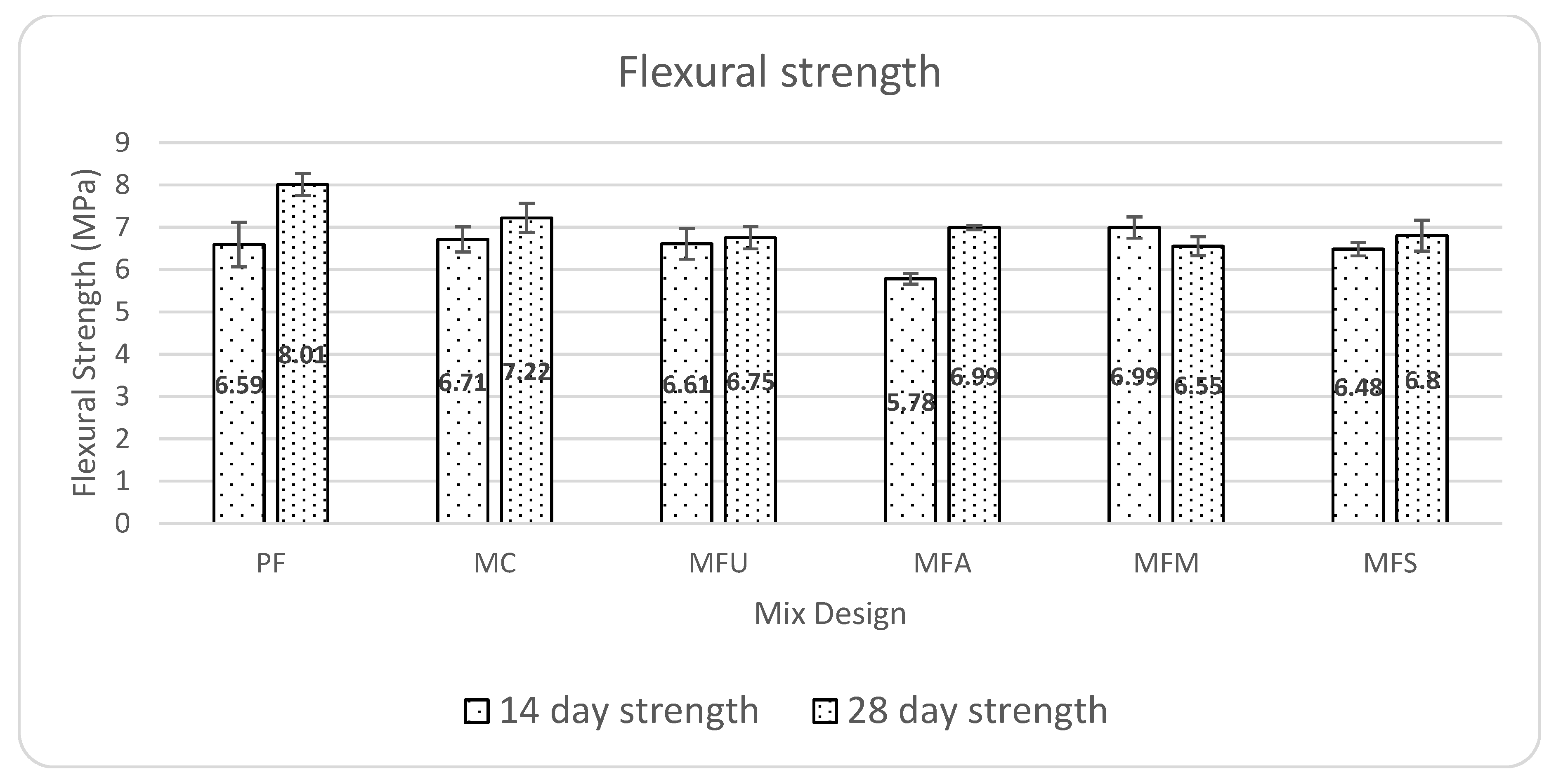
3.3. Flexural Strength
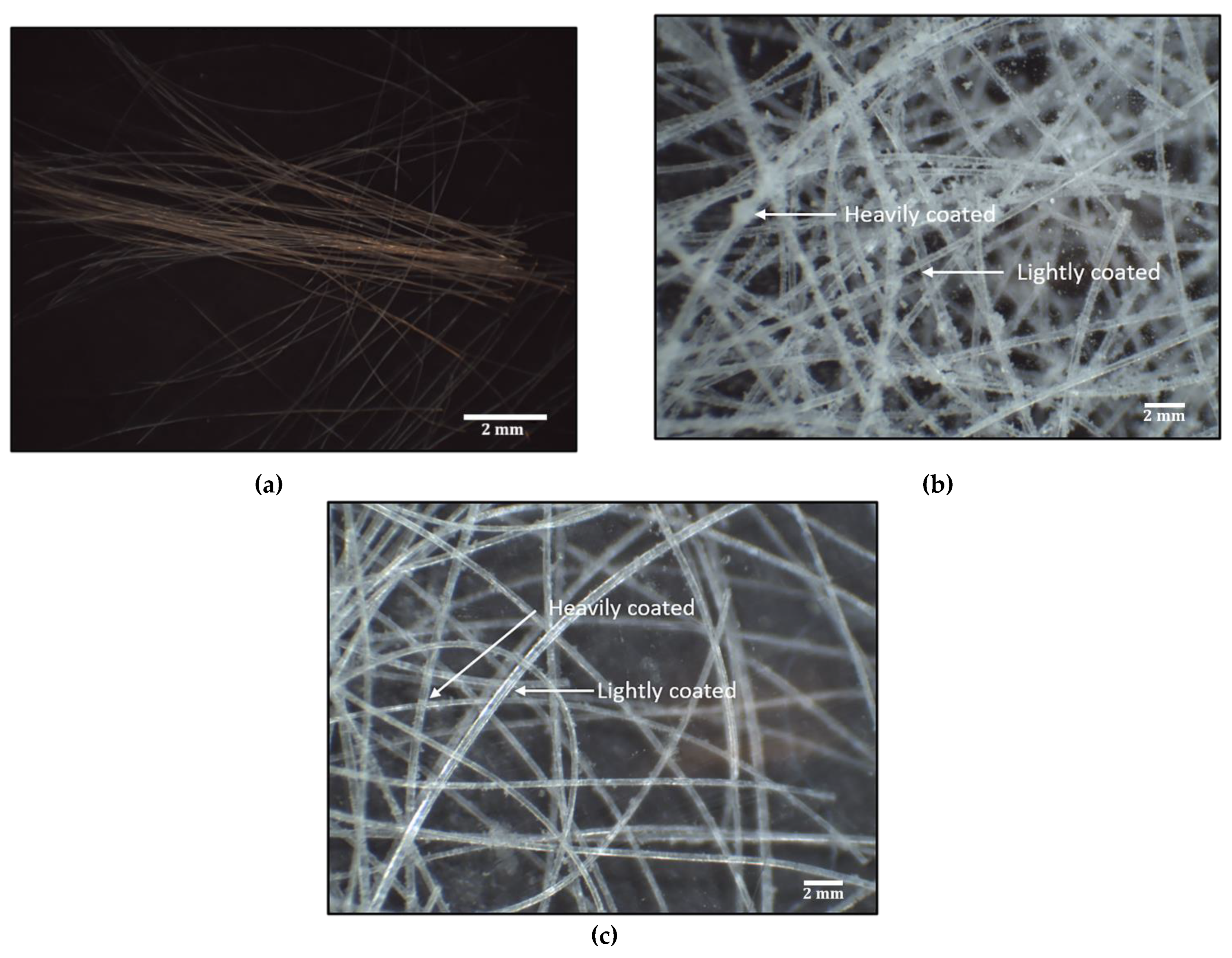
3.4. Optical Microscopy
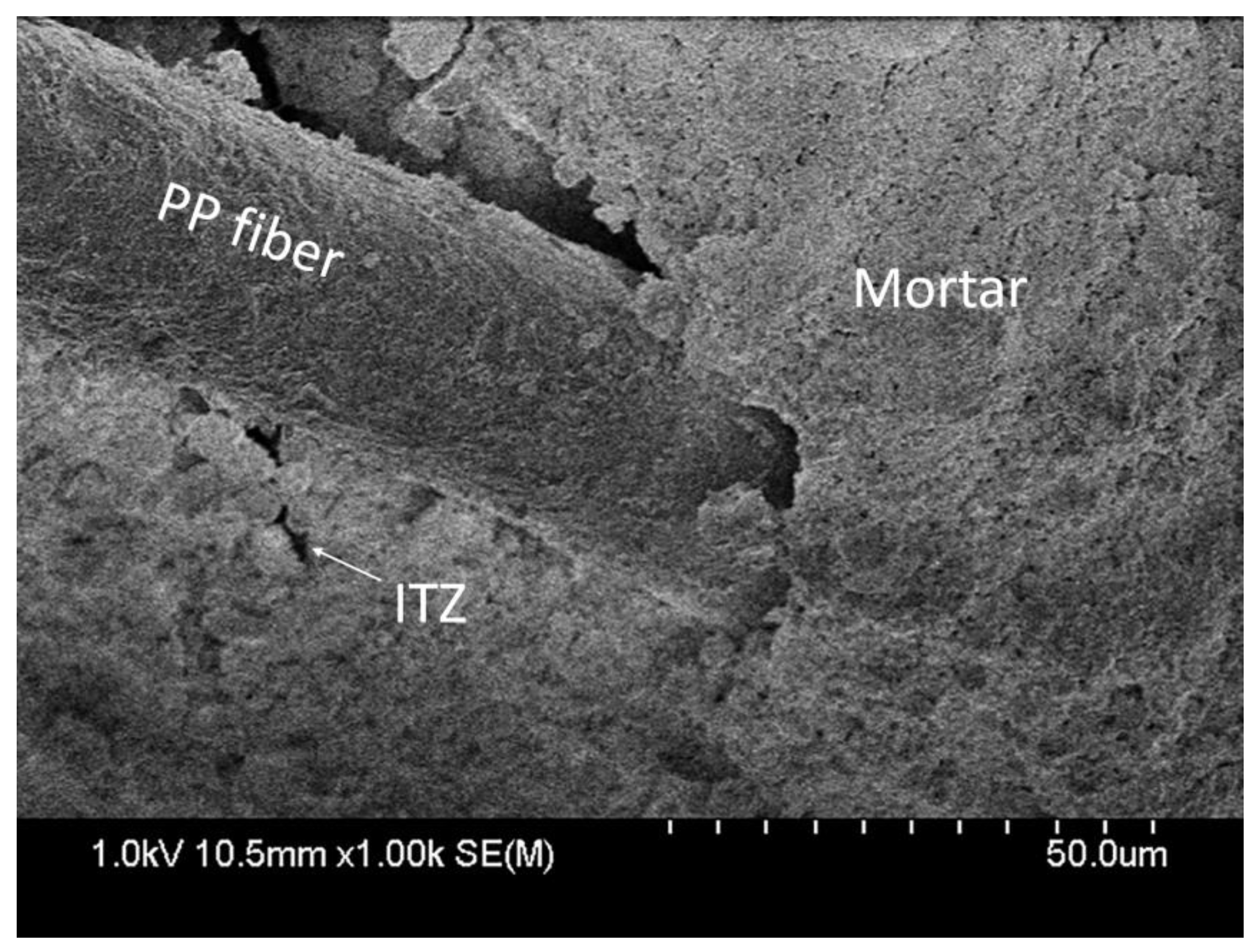
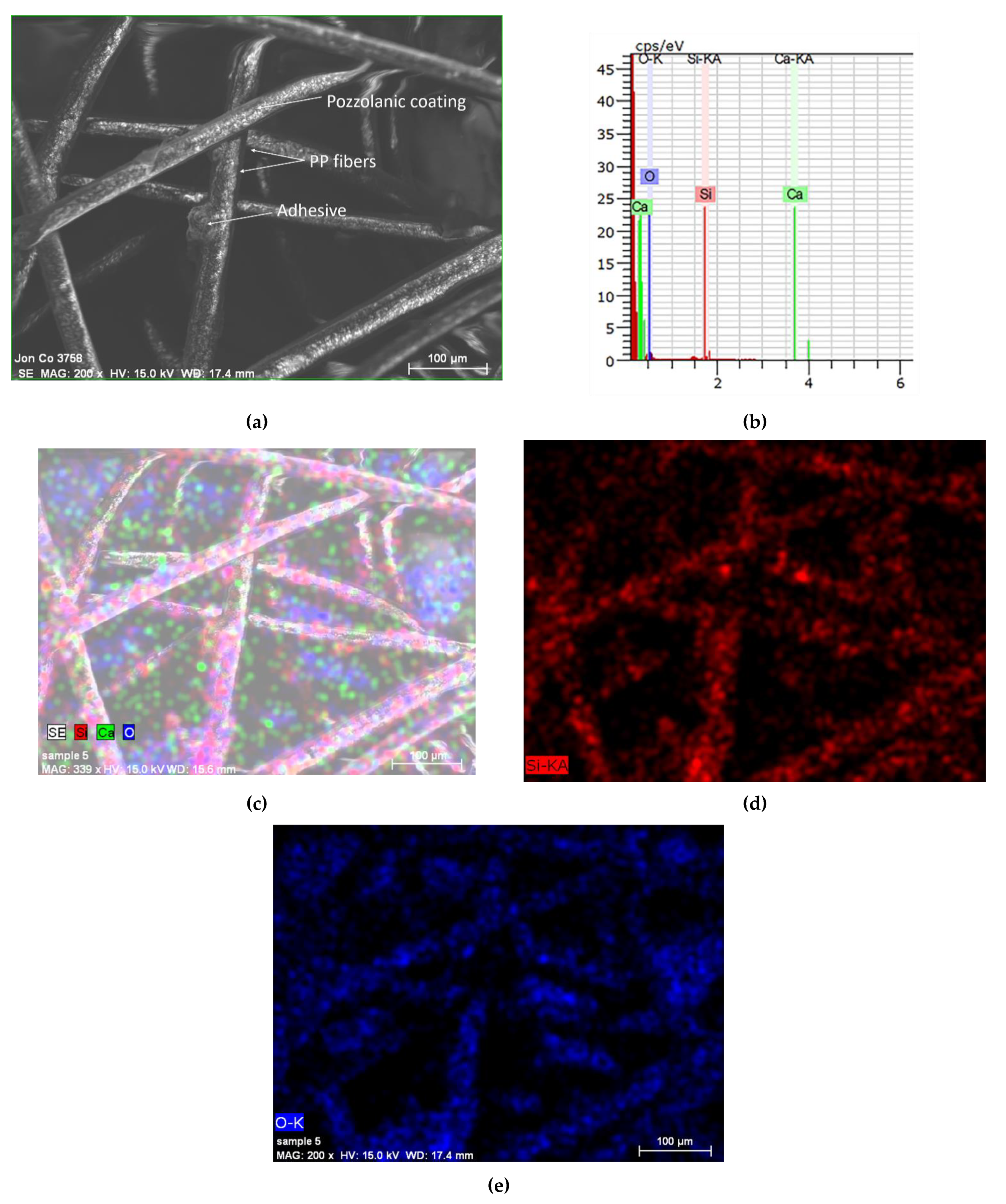
3.5. Scanning Electron Microscopy
4. Conclusions and Recommendations
- The compressive strength improved on addition of metakaolin-coated fibers when comparing MFU and MFM samples. In this study, by using 1/25th of the amount of metakaolin used in other studies, the strength increased by 13.47% as compared to the reported 3.27%.
- The compressive strength of a cementitious composite is affected by not only the amount of SCM but also by the position they occupy in the matrix. By concentrating the SCM on the parts of the matrix where it is needed the most (boundaries of the reinforcement), an improvement of strength can be achieved by using a fraction of the SCM material.
- PF mixture showed the highest strengths both at 14 and 28 days of curing. The relatively high strength in mix PF indicates the presence of an inclusive and compatible mix of fibers by the supplier. This may be further confirmed with the microscopic investigation of Mix P. The material sample of PF mix studied under microscopy showed better dispersion and presence of finer fibers (~15 µ).
- The bending strength tests did not show any significant improvement with the addition of fibers. This was attributed to the small dosage of fibers and low amounts of SCM.
- Spectroscopy on the coated fibers indicated that the surface treatment procedure used in this study successfully coated the PP fibers with SCMs.
- Recommendations for future work include using higher strength fibers at higher dosages to study the effectiveness of fiber coating explicitly. Additionally, developing and modifying existing methods to quantify the improvement in fiber–matrix bond interactions accurately, such as using a core cutter method or fiber pullout method may be done. Conducting 56-day tests to allow for complete interaction between the coated fibers and released lime to take place may also be studied.
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Signorini, C.; Sola, A.; Malchiodi, B.; Nobili, A.; Gatto, A. Failure mechanism of silica coated polypropylene fibres for Fibre Reinforced Concrete (FRC). Constr. Build. Mater. 2020, 236, 117549. [Google Scholar] [CrossRef]
- Usman, M.; Farooq, S.H.; Umair, M.; Hanif, A. Axial compressive behavior of confined steel fiber reinforced high strength concrete. Constr. Build. Mater. 2020, 230, 117043. [Google Scholar] [CrossRef]
- Zollo, R.F. Fiber-reinforced concrete: An overview after 30 years of development. Cem. Concr. Compos. 1997, 19, 107–122. [Google Scholar] [CrossRef]
- Nobili, A.; Lanzoni, L.; Tarantino, A.M. Experimental investigation and monitoring of a polypropylene-based fiber reinforced concrete road pavement. Constr. Build. Mater. 2013, 47, 888–895. [Google Scholar] [CrossRef]
- Lanzoni, L.; Nobili, A.; Tarantino, A.M. Performance evaluation of a polypropylene-based draw-wired fibre for concrete structures. Constr. Build. Mater. 2012, 28, 798–806. [Google Scholar] [CrossRef]
- Scrivener, K.; Crumbie, A.K.; Laugesen, P. The Interfacial Transition Zone (ITZ) Between Cement Paste and Aggregate in Concrete. Interface Sci. 2004, 12, 411–421. [Google Scholar] [CrossRef]
- Diamond, S.; Huang, J. The ITZ in concrete—a different view based on image analysis and SEM observations. Cem. Concr. Compos. 2001, 23, 179–188. [Google Scholar] [CrossRef]
- Mondal, P.; Shah, S.P.; Marks, L.D. Nanomechanical Properties of Interfacial Transition Zone in Concrete. In Nanotechnology in Construction 3; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2009; pp. 315–320. [Google Scholar]
- Felekoğlu, B.; Tosun, K.; Baradan, B. A comparative study on the flexural performance of plasma treated polypropylene fiber reinforced cementitious composites. J. Mater. Process. Technol. 2009, 209, 5133–5144. [Google Scholar] [CrossRef]
- Singh, S.; Shukla, A.; Brown, R. Pullout behavior of polypropylene fibers from cementitious matrix. Cem. Concr. Res. 2004, 34, 1919–1925. [Google Scholar] [CrossRef]
- Cheng, K.-B.; Liu, J.-Y.; Hwang, J.-F.; Lee, M.-H.; Hsieh, C.-C. Study on the electrical and surface properties of Polyamide 6 woven fabrics using pen-type radio frequency plasma treatment. J. Ind. Text. 2011, 41, 185–200. [Google Scholar] [CrossRef]
- Morent, R.; De Geyter, N.; Verschuren, J.; De Clerck, K.; Kiekens, P.; Leys, C. Non-thermal plasma treatment of textiles. Surf. Coatings Technol. 2008, 202, 3427–3449. [Google Scholar] [CrossRef]
- Trejbal, J.; Nežerka, V.; Somr, M.; Fladr, J.; Potocký, Š.; Artemenko, A.; Tesarek, P. Deterioration of bonding capacity of plasma-treated polymer fiber reinforcement. Cem. Concr. Compos. 2018, 89, 205–215. [Google Scholar] [CrossRef]
- Arias, J.P.M.; Vazquez, A.; Escobar, M.M. Use of sand coating to improve bonding between GFRP bars and concrete. J. Compos. Mater. 2012, 46, 2271–2278. [Google Scholar] [CrossRef]
- Guglielmi, M. Sol-gel science. Mater. Chem. Phys. 1990, 26, 211–212. [Google Scholar] [CrossRef]
- Bakera, A.T.; Alexander, M.G. Use of metakaolin as supplementary cementitious material in concrete, with focus on durability properties. RILEM Tech. Lett. 2019, 4, 89–102. [Google Scholar] [CrossRef]
- Badogiannis, E.; Sfikas, I.; Voukia, D.V.; Trezos, K.G.; Tsivilis, S.G. Durability of metakaolin Self-Compacting Concrete. Constr. Build. Mater. 2015, 82, 133–141. [Google Scholar] [CrossRef]
- Guo, Z.; Jiang, T.; Zhang, J.; Kong, X.; Chen, C.; Lehman, D.E. Mechanical and durability properties of sustainable self-compacting concrete with recycled concrete aggregate and fly ash, slag and silica fume. Constr. Build. Mater. 2020, 231, 117115. [Google Scholar] [CrossRef]
- Khatri, R.; Sirivivatnanon, V.; Gross, W. Effect of different supplementary cementitious materials on mechanical properties of high performance concrete. Cem. Concr. Res. 1995, 25, 209–220. [Google Scholar] [CrossRef]
- Lothenbach, B.; Scrivener, K.; Hooton, R. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Ping, X.; Beaudoin, J. Modification of transition zone microstructure—Silica fume coating of aggregate surfaces. Cem. Concr. Res. 1992, 22, 597–604. [Google Scholar] [CrossRef]
- Mindess, S. Bonding in Cementitious Composites: How Important is it. MRS Proc. 1987, 114, 3. [Google Scholar] [CrossRef]
- Cheng-Yi, H.; Feldman, R. Hydration reactions in portland cement-silica fume blends. Cem. Concr. Res. 1985, 15, 585–592. [Google Scholar] [CrossRef]
- Ganesh, Y.S.V.; Durgaiyya, P.; Shivanarayana, C.; Prasad, D.S.V. Compressive strength of concrete by partial replacement of cement with metakaolin. In Proceedings of the International Conference on Functional Materials, Characterization, Solid State Physics, Power, Thermal and Combustion Energy: FCSPTC-2017, Andhra Pradesh, India, 7–8 April 2017; Volume 1859, p. 20059. [Google Scholar]
- Narmatha, M.; Felixkala, T. Meta kaolin–The Best Material for Replacement of Cement in Concrete. IOSR J. Mech. Civ. Eng. 2016, 13, 66–71. [Google Scholar] [CrossRef]
- Chu, S.; Kwan, A. Co-addition of metakaolin and silica fume in mortar: Effects and advantages. Constr. Build. Mater. 2019, 197, 716–724. [Google Scholar] [CrossRef]
- Paiva, H.; Silva, A.M.D.S.; Velosa, A.; Cachim, P.; Ferreira, V. Microstructure and hardened state properties on pozzolan-containing concrete. Constr. Build. Mater. 2017, 140, 374–384. [Google Scholar] [CrossRef]
- Poon, C.; Kou, S.; Lam, L. Compressive strength, chloride diffusivity and pore structure of high performance metakaolin and silica fume concrete. Constr. Build. Mater. 2006, 20, 858–865. [Google Scholar] [CrossRef]
- Gupta, R. US Patent for Surface Treatment for Concrete Reinforcement Patent. U.S. Patent 9,908,813, 6 March 2018. [Google Scholar]
- Wang, B.; Gupta, R.; Dias, P.; Bergen, T. Coefficient of Permeability of Cement-based Repair Materials. In Proceedings of the First International Conference on New Horizons in Civil Engineering, Victoria, BC, Canada, 25–27 April 2018; p. 8. [Google Scholar]
- Al-Zahrani, A.M.; Maslehuddin, M.; Al-Dulaijan, S.; Ibrahim, M. Mechanical properties and durability characteristics of polymer- and cement-based repair materials. Cem. Concr. Compos. 2003, 25, 527–537. [Google Scholar] [CrossRef]
- Durability Performance of Repaired Reinforced Concrete Beams. ACI Mater. J. 1994, 91. [CrossRef]
- Fibermesh- Concrete Solutions by Propex, “Fibermesh150-12mmDatasheet.pdf”. Available online: http://www.rindler-gmbh.at/data-rindler/uploads/hotlinks_appfilelink/Fibermesh150-12mmDatasheet.pdf (accessed on 26 January 2020).
- Burgess Pigment, “Calcined Aluminum Silicate”. Available online: https://www.burgesspigment.com/tds/burgess-optipozz/?pdf=true (accessed on 26 January 2020).
- Kryton International Inc. “TDS-Con-Fume.pdf”. Available online: https://www.kryton.com/technical-info/technical-data-sheets/TDS-Con-Fume.pdf (accessed on 26 January 2020).
- 3M, “Safety Data Sheet: 3M(TM) Super 77(TM) Multipurpose Adhesive (Aerosol)”. Available online: https://multimedia.3m.com/mws/mediawebserver?mwsId=SSSSSuUn_zu8l00x482xN8mvNv70k17zHvu9lxtD7SSSSSS-- (accessed on 26 January 2020).
- C01 Committee Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM Int. 2016. [CrossRef]
- D01 Committee Test Method for Tensile Strength of Chemical-Resistant Mortar, Grouts, and Monolithic Surfacings. ASTM Int. 2018. [CrossRef]
- Wild, S.; Khatib, J.; Jones, A. Relative strength, pozzolanic activity and cement hydration in superplasticised metakaolin concrete. Cem. Concr. Res. 1996, 26, 1537–1544. [Google Scholar] [CrossRef]
- Dinakar, P.; Sahoo, P.K.; Sriram, G. Effect of Metakaolin Content on the Properties of High Strength Concrete. Int. J. Concr. Struct. Mater. 2013, 7, 215–223. [Google Scholar] [CrossRef]
- Wild, S.; Khatib, J. Portlandite consumption in metakaolin cement pastes and mortars. Cem. Concr. Res. 1997, 27, 137–146. [Google Scholar] [CrossRef]
- Khatib, J.; Baalbaki, O.; Elkordi, A.A. Metakaolin. In Waste and Supplementary Cementitious Materials in Concrete; Elsevier BV: Amsterdam, The Netherlands, 2018; pp. 493–511. [Google Scholar]
- Gameiro, A.; Silva, A.M.D.S.; Faria, P.; Grilo, J.; Branco, T.; Veiga, M.D.R.D.S.; Velosa, A. Physical and chemical assessment of lime–metakaolin mortars: Influence of binder:aggregate ratio. Cem. Concr. Compos. 2014, 45, 264–271. [Google Scholar] [CrossRef]
- Zou, D.; Li, K.; Xie, S.; Liu, Y.; Ren, W.; Shi, L.; Liu, Z. Feasibility of assessing segregation in internally cured mortar based on the variation of properties. Constr. Build. Mater. 2017, 147, 750–757. [Google Scholar] [CrossRef]
- Qian, X.; Li, Z. The relationships between stress and strain for high-performance concrete with metakaolin. Cem. Concr. Res. 2001, 31, 1607–1611. [Google Scholar] [CrossRef]
- Ahmed, T.A.H.; Daoud, O.M.A. Influence of Polypropylene Fibres on Concrete Properties. IOSR J. Mech. Civ. Eng. 2016, 13, 9–20. [Google Scholar] [CrossRef]
- Ibrahim, Y.A.; Maroof, N.R.; Abdulrahman, A.R. Influence of Polypropylene Fibre on Strength and Workability Properties of Cement Mortar. In Proceedings of the 2019 International Engineering Conference (IEC), Erbil, Iraq, 23–25 June 2019; pp. 221–226. [Google Scholar]
- Menshaz, A.M.; Johari, M.A.M.; Ahmad, Z.A. Characterization of metakaolin treated at different calcination temperatures. In Proceedings of the International Conference of Global Network for Innovative Technology and Awam International Conference in Civil Engineering (Ignite-Aicce’17): Sustainable Technology And Practice For Infrastructure and Community Resilience, Penang, Malaysia, 8–9 August 2017; Volume 1892, p. 20028. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SI No | Mixture | Mix ID | Water Content (% by Weight of the Repair Mortar) | Working Time (mins) | Fiber Type | Number of Samples Cast | ||
|---|---|---|---|---|---|---|---|---|
| Cubes | Coupons | Beams | ||||||
| 1 | Mix P (commercial mix with fibers) | PF | 17 | 5 | Commercial fiber-reinforced repair mortar | 6 | 6 | 6 |
| 2 | Mix M (control mix M without fibers) | MC | 10 | 45 | No fiber added | 6 | 6 | 6 |
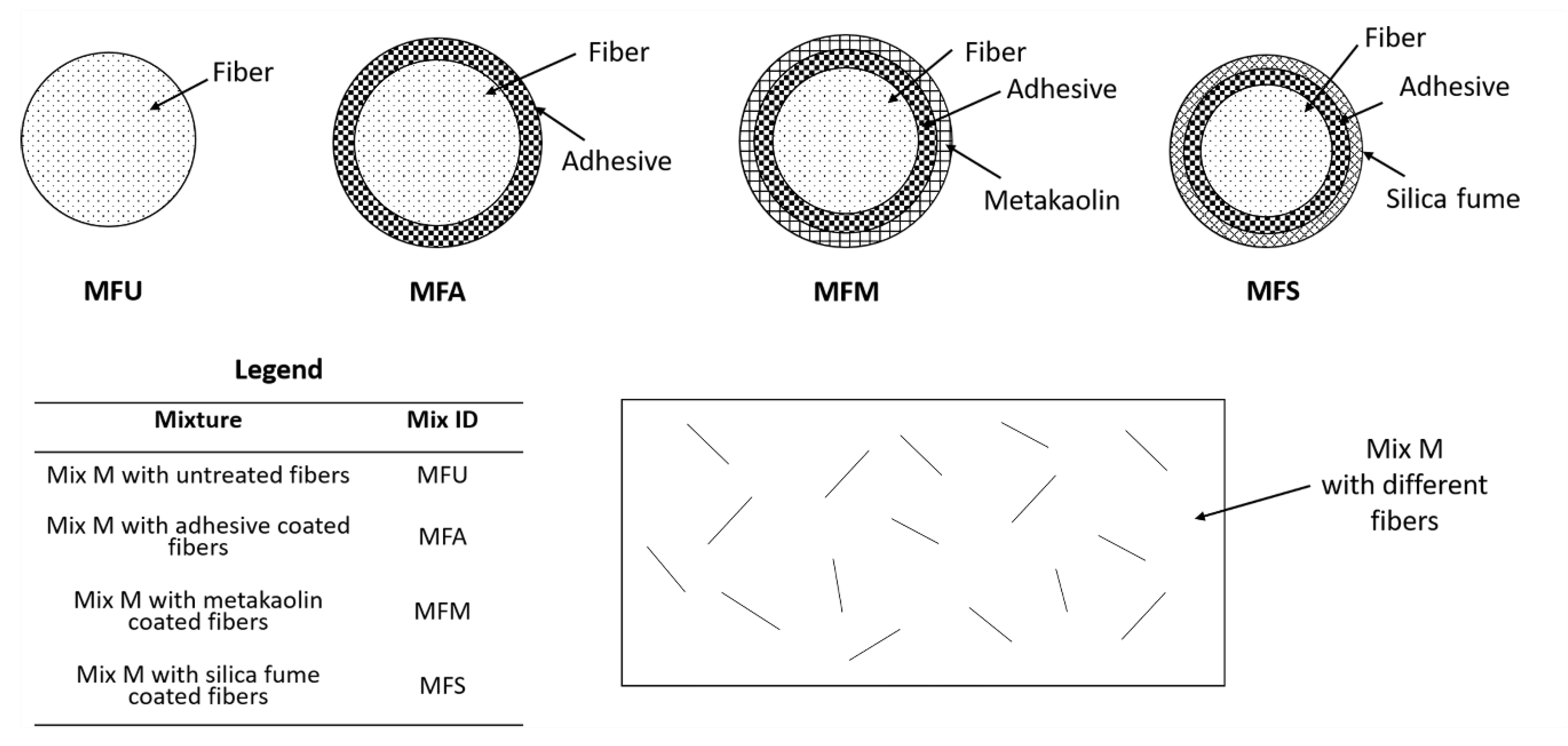
| 3 | Mix M with untreated fibers | MFU | 10 | 45 | Micropolypropylene fibers with no coating | 6 | 6 | 6 |
| 4 | Mix M with adhesive-coated fibers | MFA | 10 | 45 | Micropolypropylene fibers coated with spray adhesive only | 6 | 6 | 6 |
| 5 | Mix M with metakaolin-coated fibers | MFM | 10 | 45 | Micropolypropylene fibers coated with spray adhesive and dusted with metakaolin | 6 | 6 | 6 |
| 6 | Mix M with silica fume-coated fibers | MFS | 10 | 45 | Micropolypropylene fibers coated with spray adhesive and dusted with silica fume | 6 | 6 | 8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bajaj, R.; Wang, B.; Gupta, R. Characterization of Enhanced ITZ in Engineered Polypropylene Fibers for Bond Improvement. J. Compos. Sci. 2020, 4, 53. https://doi.org/10.3390/jcs4020053
Bajaj R, Wang B, Gupta R. Characterization of Enhanced ITZ in Engineered Polypropylene Fibers for Bond Improvement. Journal of Composites Science. 2020; 4(2):53. https://doi.org/10.3390/jcs4020053
Chicago/Turabian StyleBajaj, Rishabh, Boyu Wang, and Rishi Gupta. 2020. "Characterization of Enhanced ITZ in Engineered Polypropylene Fibers for Bond Improvement" Journal of Composites Science 4, no. 2: 53. https://doi.org/10.3390/jcs4020053
APA StyleBajaj, R., Wang, B., & Gupta, R. (2020). Characterization of Enhanced ITZ in Engineered Polypropylene Fibers for Bond Improvement. Journal of Composites Science, 4(2), 53. https://doi.org/10.3390/jcs4020053