1. Introduction
The pultrusion process is an established manufacturing method for obtaining high-quality fiber-reinforced plastic (FRP) profiles with constant high mechanical properties and offers additional advantages such as high productivity and comparatively low investment costs. Pultruded composite profiles are composed of reinforcing fibers (e.g., glass, carbon or basalt) enclosed in a polymer matrix (e.g., unsaturated polyester, vinyl ester or epoxy). The pultrusion process is a high value-added process leading to high performance products at low production and energy costs. All of these aspects have led to an increasing use in a broad variation of applications [
1]. The fields of application of pultrudates range from medical and dental [
2,
3,
4], infrastructure and construction [
5,
6] to the transport and automotive sectors [
7]. In addition to the lightweight construction potential of pultrusion profiles, the general advantages of FRP such as high corrosion resistance and good electrical and thermal insulation properties are the decisive reasons for their use [
1,
5]. The properties of pultrudates depend not only on the raw materials (fibers and matrix) composition but also strongly on the processing history [
8,
9].
The use of epoxy resin systems is increasing because of the good achievable properties of the composites e.g., high glass transition temperature (Tg) and good flex fatigue properties [
10]. Anhydride-curing epoxy resin systems with a long pot life are usually processed in pultrusion with open impregnation baths, but they could also be processed with injection and impregnation chambers (ii_chamber). The state of the art is the open processing of standard resins in pultrusion due to their long pot life [
11]. Epoxy resins are, therefore, also processed mainly in the open process. Closed impregnation processes are an alternative for the reduction of the environmental impact on the resin bath, the reduction of emissions into the environment and the reduction of open resin components and impregnated fiber strands [
12]. In addition, by employing closed-injection pultrusion (CIP), highly reactive amine curing epoxy systems with a short pot life of only a few minutes can also be used. The processing of these highly reactive resin systems is not yet widespread.
One of the most important parameters in pultrusion is the viscosity of the resin [
13,
14,
15,
16,
17]. Other influencing factors that are frequently investigated in further studies—besides the pulling speed—are the fiber volume fraction (FVF), curing temperature, reaction kinetics with resin shrinkage and the compression ratio at the injection point [
16,
18]. In many of these studies, only theoretical investigations are undertaken [
19]. No comparative studies of an epoxy resin with CIP and open bath impregnation are known.
This study investigated how the mechanical properties of the composites behave due to the different impregnation processes. This was studied experimentally in the context of the present work. For this purpose, pultrusion trails were run with two different ii_chamber inner geometries. Furthermore, the influence of the time span between the mixing and use of the resin system in the open bath impregnation system on the mechanical performance of the composite profiles was investigated. It was assumed that a slowly increasing viscosity of the resin system induced by a longer holding time influences the wetting of the fibers. Furthermore, the influence of different pulling-speeds on the mechanical characteristics of the pultrudates was investigated.
2. Materials and Methods
The term pultrusion refers to the process principle: reinforcing fibers impregnated with a matrix resin are pulled through a heated die. In the die, the thermosetting matrix material cures through polymerization and the composite is created in the desired shape in one step. The process for the production of composite profiles with a constant cross-section was developed by W.B. Goldsworthy in the United States in the 1950s [
20]. For the production of high-performance composite profiles using the pultrusion process, it is necessary to achieve a uniform impregnation of uniaxial and multiaxial textiles and semi-finished products with the matrix material. There are various known open and closed process variants for this purpose [
21]. For every system, there are some challenges and also some disadvantages in their use [
22,
23].
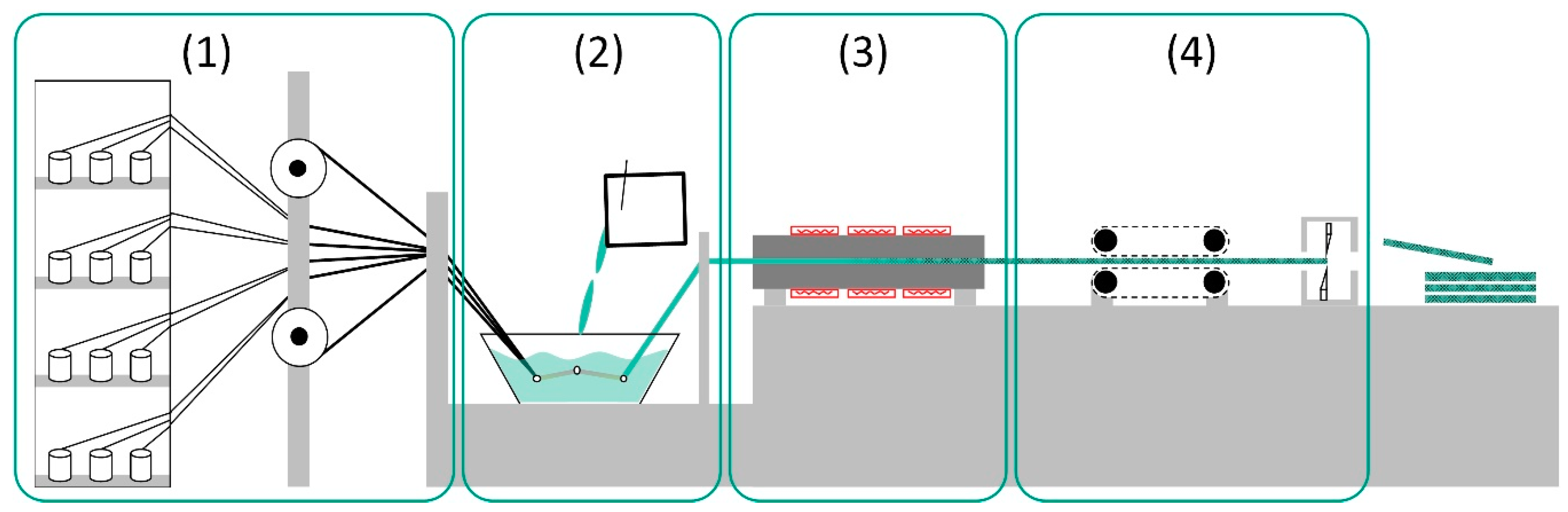
Figure 1 schematically shows the pultrusion process with open bath impregnation. The principal steps of the process are represented by: (1) roving and textile provision with preforming, (2) impregnation (process variant dip bath), (3) die for curing, (4) take-off unit and packaging.
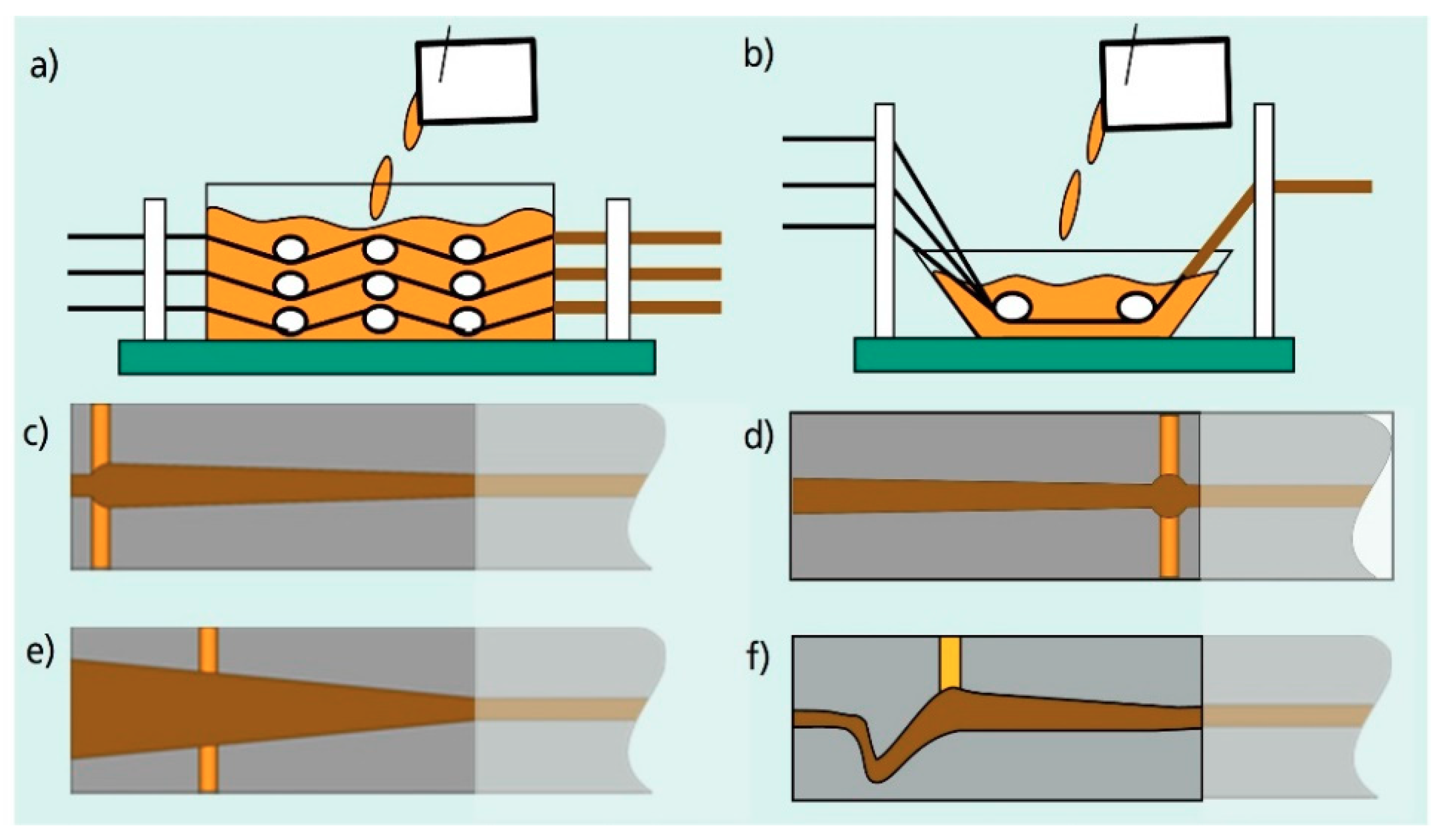
Figure 2 shows the basic impregnation mechanisms for pultrusion applications schematically. The two open bath characteristics are shown in the upper part of the diagram: (a) describes the straight-through process and (b) the dip bath. In (c)–(f) the process variants of the CIP are shown: teardrop (c), high-pressure (d), conical (e) and (f) siphon.
The number of factors influencing composite quality in pultrusion technology is significant [
1,
8]. The intensity of influence varies [
24]. Based on the main influencing variables mentioned above, this study will investigate the temporal influence of the viscosity development for epoxy and its influence on the composite quality. A comparison between two impregnation methods for epoxy will also be investigated: open bath and CIP. The influencing parameters FVF and curing temperature were developed and optimized in preliminary studies and should remain constant. The reaction kinetics and material shrinkage parameters are determined by the material selection. In the preliminary work, ii_chambers were developed that have good processing properties. The influence of the compression ratio is, therefore, not investigated in this study.
The experiments were carried out in two sections. In the first experimental step, the fiber was impregnated with an open bath; in the experimental step two, ii_chambers were used to impregnate the fibers. For all tests, a 120 × 4 mm
2 flat profile pultrusion die was used. The fiber package of the composite was defined as a unidirectional glass-fiber reinforcement. For all experiments, 184 PS4100 single-end rovings from Owens Corning (Toledo, OH, USA) with a fineness of 4800 tex were used. This results in fiber volume content for the composite of 70%. One anhydride-curing pultrusion epoxy resin system from each Huntsman (The Woodlands, TX, USA) and Sika (Baar, Switzerland) was used (see
Table 1). All of the tests were carried out at two pull-off speeds (0.3 and 0.5 m/min); the pultrusion die was tempered with four heating zones (see
Table 2).
In the first trial section, an open bath in the dipping bath variant was used to impregnate the fiber package (see diagram in
Figure 2b). In order to investigate the influence on the impregnation quality of the time span after mixing of the resin system, the resin was used in three time gradations after mixing: immediately after mixing (0 h), three hours after mixing and five hours after mixing.
Table 2 gives an overview of the design of the experiments with the names of the test series.
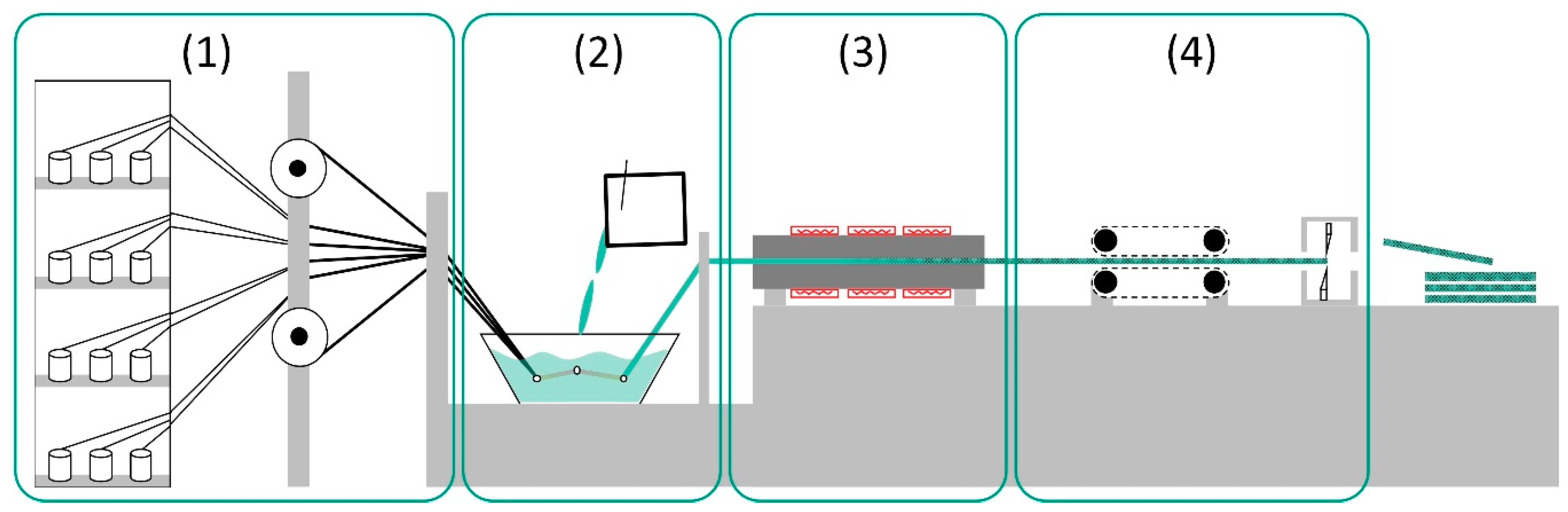
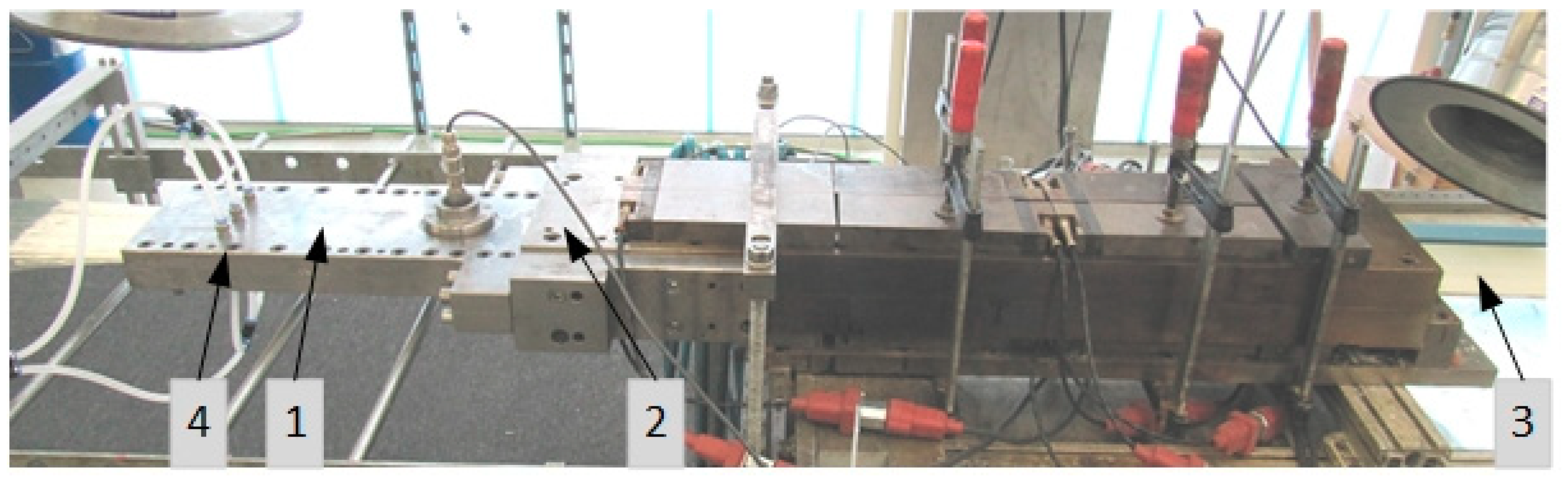
To impregnate the fibers in the second part of the experiment, ii_chambers were used that were directly attached to the die. The fibers were impregnated in an ii_chamber with conical and teardrop geometry (1) and then pulled through a heated die of 1000 mm length and 4 tempering zones (2) (see
Figure 3). A composite profile was continuously pulled out of the die (3). The resin was injected by means of a pressure pot with three injection nozzles located at the top and bottom sides of the ii_chamber (4).
For the study, one pultrusion trial was performed per experimental setup. When the pulling speed was changed, Pultrusion was performed for 20 min to achieve static process conditions again. This was monitored by means of the required heating power and the occurred pull force. Subsequently, three meters of profile were taken for materials testing. The test specimens were taken from the center of each composite profile. Five valid specimens were tested for each mechanical test.
The laminate quality of the pultrudates was evaluated on the basis of mechanical properties. These were determined by the three-point bending test according to DIN EN ISO 14125 and the interlaminar shear strength (ILSS) test according to DIN EN ISO 14130. In accordance with the norms, the dimensions of the test specimens were adapted to a thickness of 4 mm. Rheological measurements were carried out to determine the influence of viscosity on the longer pot life of the resin systems.
3. Results and Discussion
The results of the mechanical testing of the composite are summarized below. These are analyzed on the basis of interlaminar shear strength and bending strength of the composite as well as by optical microscopic analysis.
3.1. Pultrusion with Open Bath Impegnation
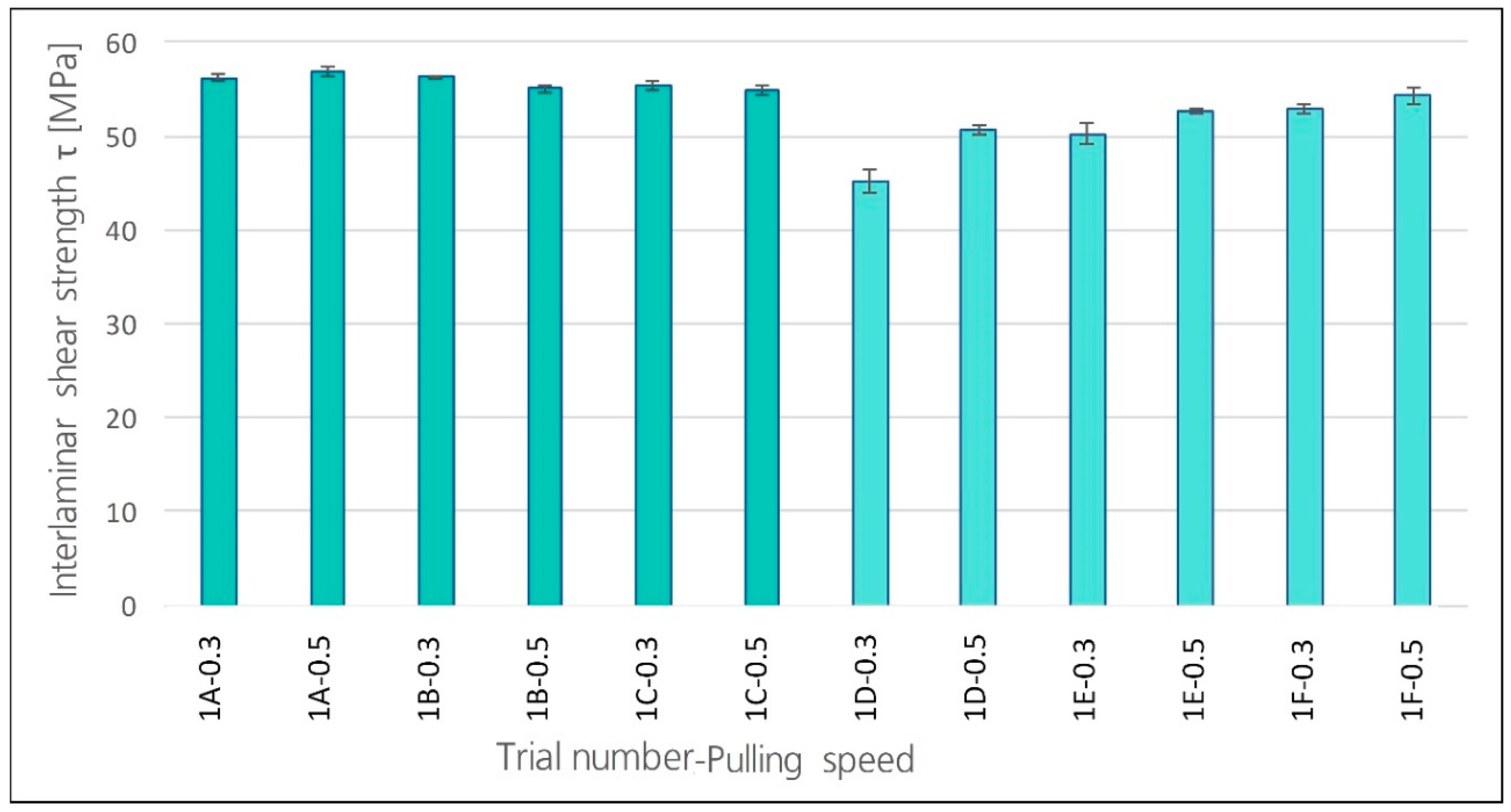
When considering interlaminar shear strength, the two resin systems exhibit different behavior. The ILSS values of the EP 1 resin remain constant over both the variation of the speed and the different processing times after the mixing of the resin. There is no significant influence of the time between mixing of the resin system and the processing point. Variations of the characteristic values are in the range of the standard deviation.
When considering the characteristics of the EP 2 resin with regard to the pull-off speed and processing time of the resin, two effects are seen. The characteristic values for the composite with the higher pull-off speed of 0.5 m/min show higher characteristic values over all three processing times of the resin. This is most evident when the resin is processed immediately after mixing. Here, the ILSS parameter is more than 10% higher than the parameter reached at 0.3 m/min. The effect decreases over the increasing time between mixing and processing of the resin (see
Figure 4). In addition, a slight increase in ILSS properties over the processing time after mixing of the resin EP 2 is seen.
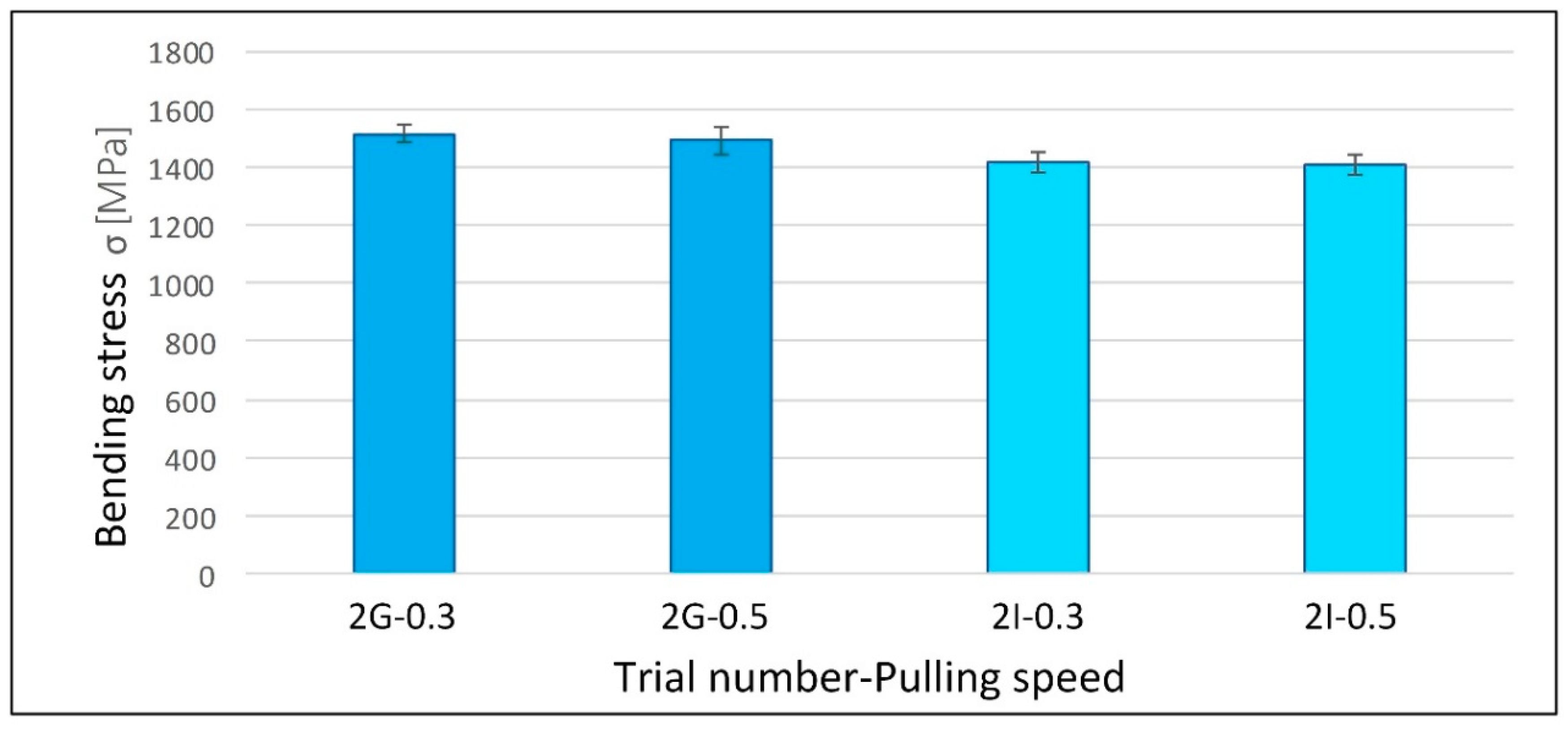
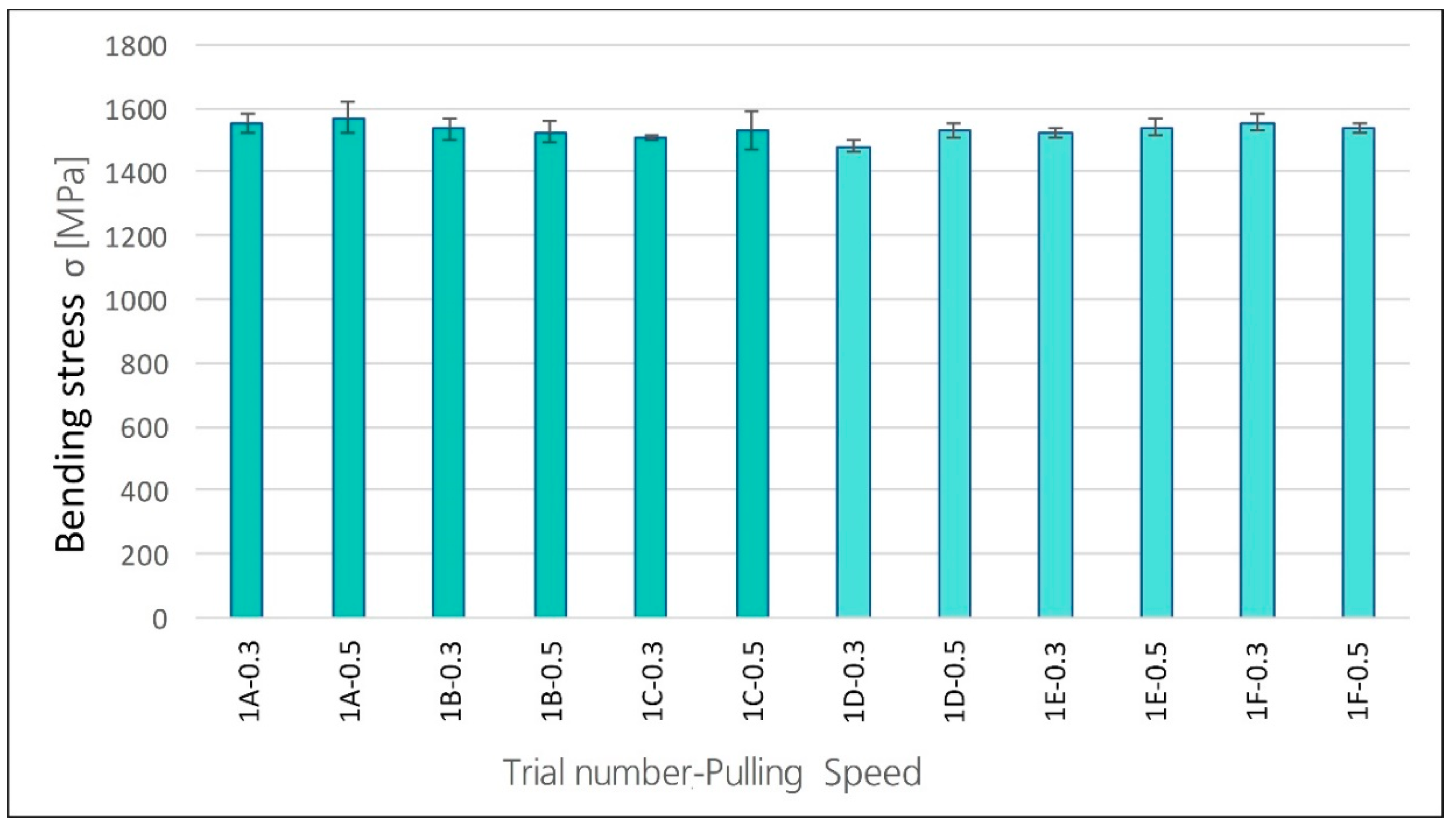
When considering bending stiffness in terms of the pulling speed and processing time of the resin after mixing, no trend of the characteristic values can be found; the values can be regarded as constant for both resin systems. Variations are in the range of the standard deviation (see
Figure 5).
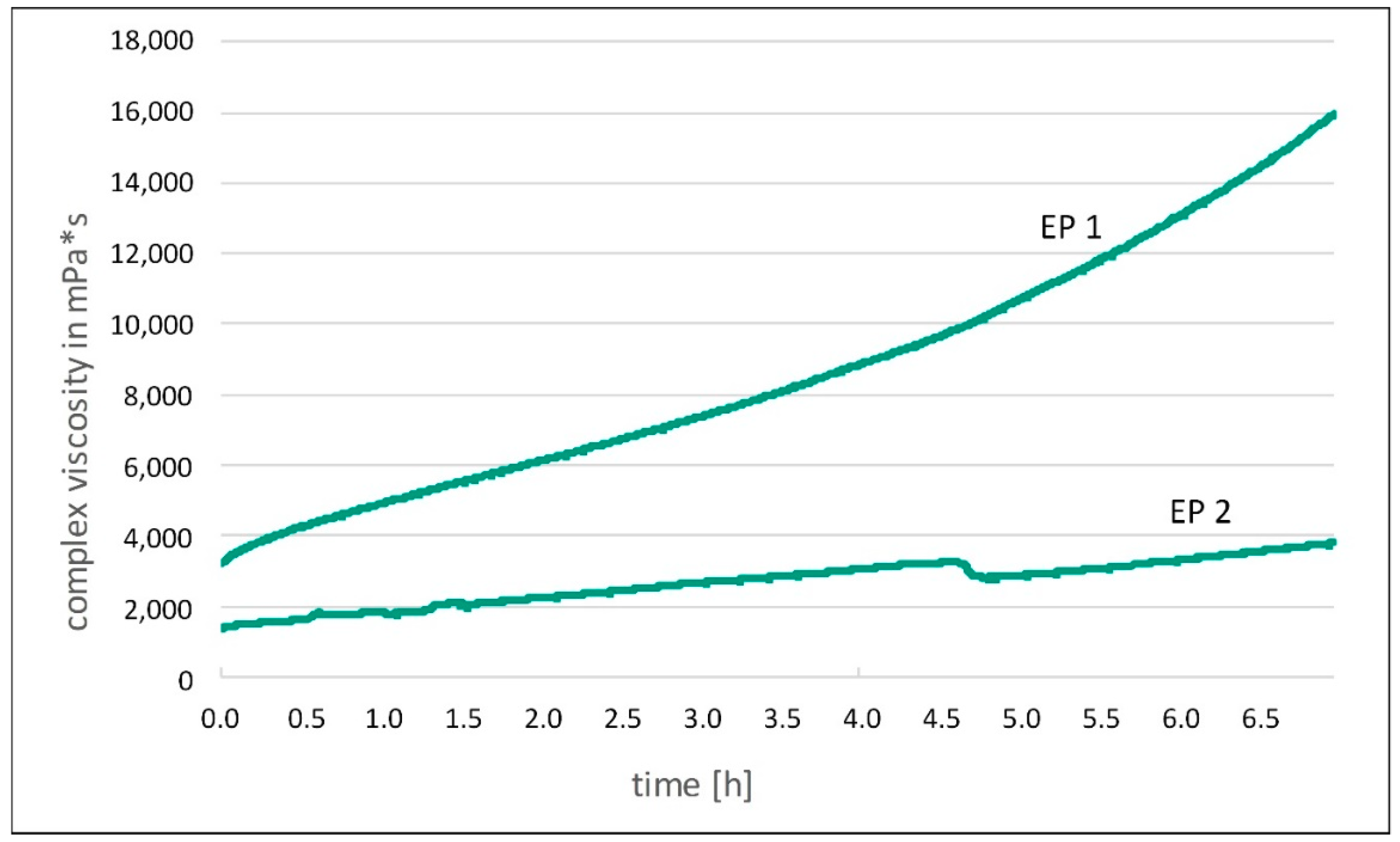
A long-term measurement over seven hours at room temperature using a plate-plate rheometer was carried out to check the viscosity curve after formulation of the resin over time. The viscosity at the beginning of the measurements was about 3200 mPa·s for resin EP 1 and 1400 mPa·s for resin EP 2 (see
Figure 6). A constant increase in viscosity can be seen for EP 1. The viscosity of resin EP 1 almost doubled to 7358 mPa·s after three hours. After a time of five hours, a viscosity of 10,650 mPa·s was measured. A lower initial viscosity was measured for the EP 2 resin. The increase over time is lower than for EP 1. For EP 2, a doubling to 2700 mPa·s was measured after 3 h from the initial value. After five hours, the viscosity was 2872 mPa·s. The increase in viscosity of the EP 2 resin is noticeably slower. The characteristic of the complex viscosity is more complex for EP 2 than for EP 1, which can be approximated linearly.
3.2. Closed-Injection Pultrusion (CIP)
The results of the material analysis of the composites produced with CIP are analyzed as follows.
3.2.1. CIP with ii_Chamber with Inner Teardrop Geometry
The test series for CIP with ii_chamber with inner teardrop geometry was started with EP 2. It was started with a pull-off speed of 0.3 m/min. During optical testing, various defects were detected macroscopically across the profile cross-section. No uniform fiber impregnation was achieved. At a pull-off speed of 0.5 m/min, the fibers were only impregnated at the boundary, while the center of the profile was not impregnated with resin (see
Figure 7). Due to the incomplete impregnation, the profiles were not analyzed further by means of material testing. These results match the results from preliminary experiments and the description from the patent by describing the use of textiles when teardrop ii_chambers are used [
25]. The second series of pultrusion tests with EP 1 (2H) was not carried out.
3.2.2. CIP with ii_Chamber with Inner Conical Geometry
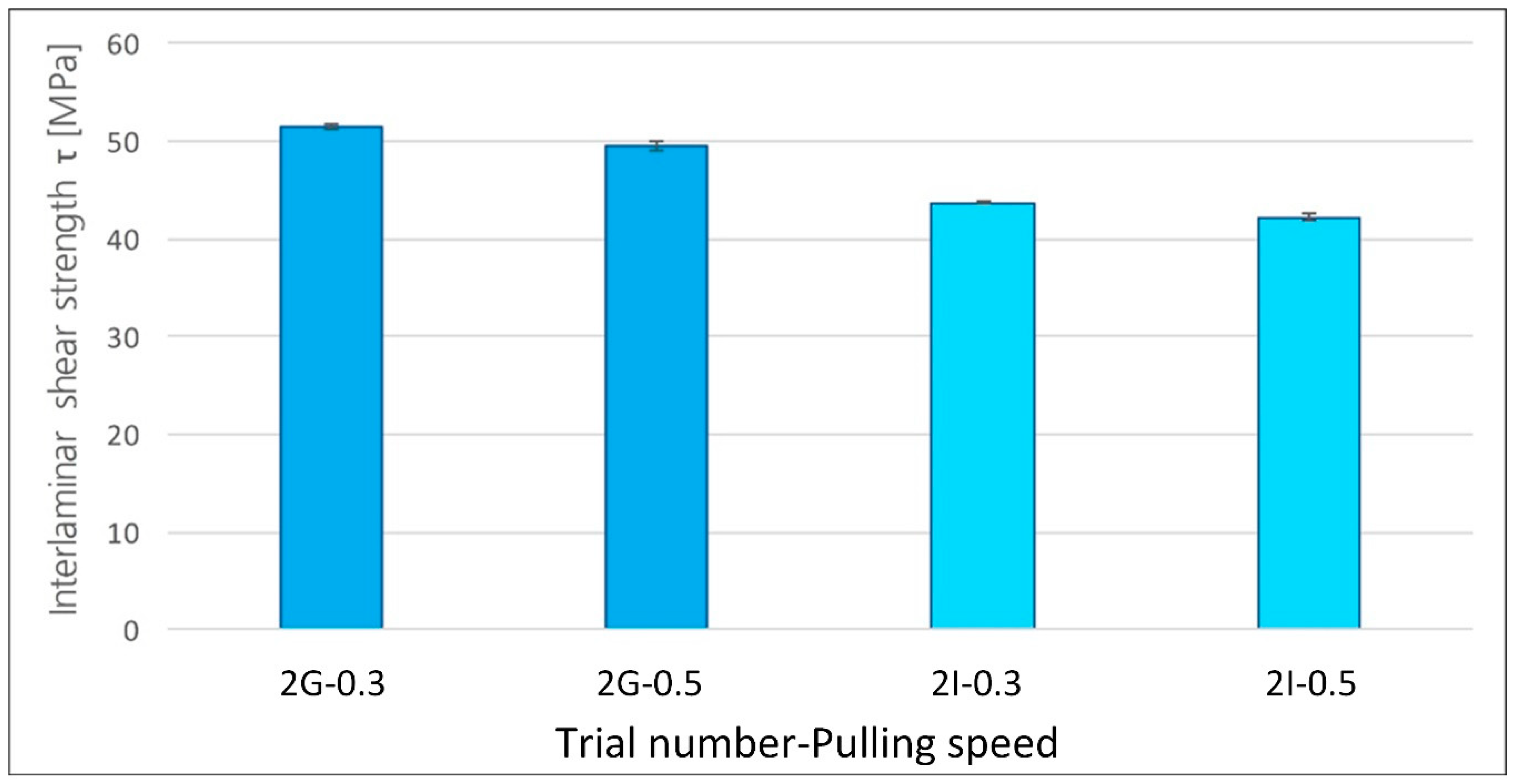
The characteristics of the interlaminar shear strength of the resin when processed with CIP and conical ii_chamber are similar for both resin systems. The characteristic values decrease slightly with increasing pull speed. For both resin systems, a decrease of about 4% can be measured in comparison to the lower pull speed, see
Figure 8.
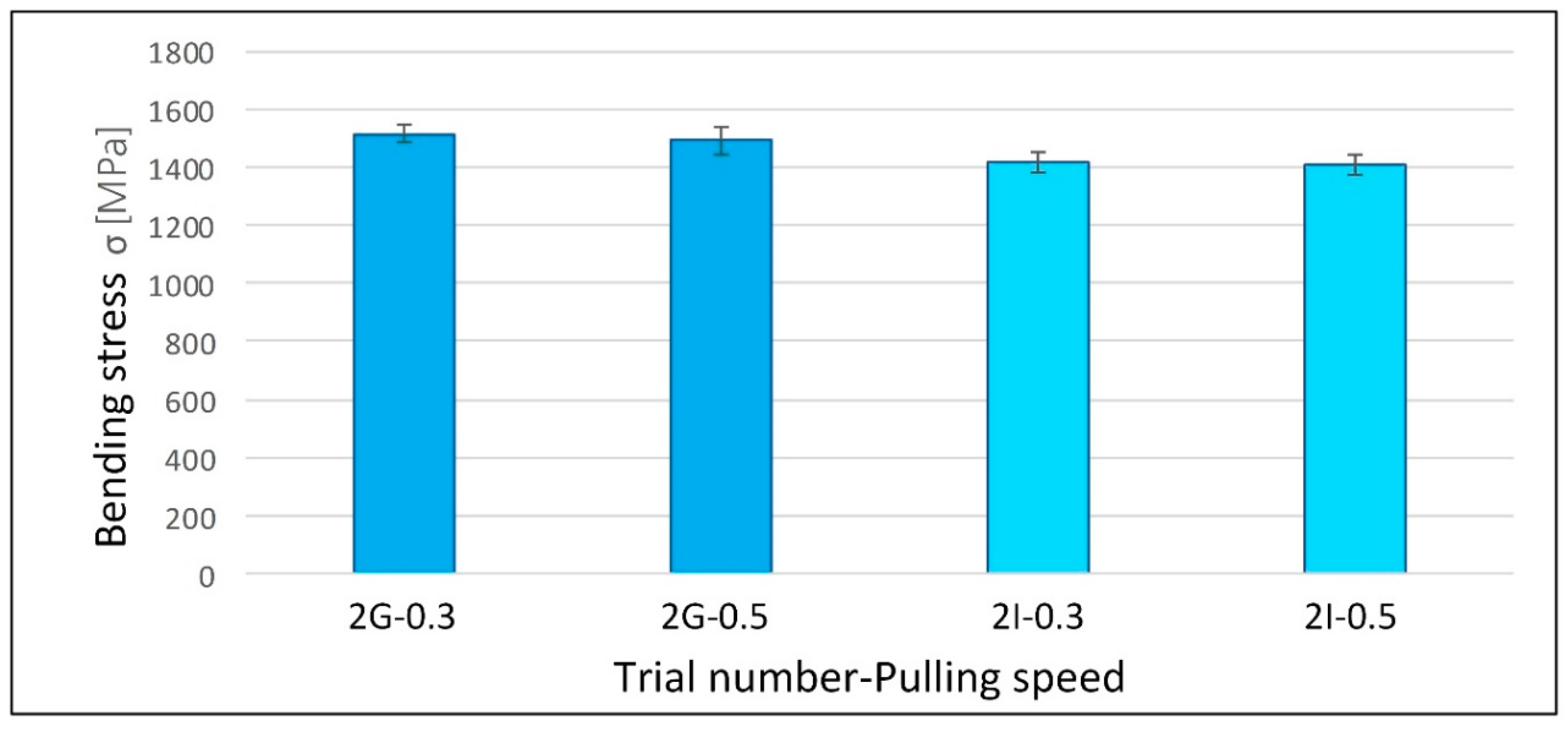
When considering bending stiffness, the increase in pulling speed cannot be used to identify any changes in the characteristic values that are not within the range of the standard deviation (see
Figure 9).
3.3. Microscopy
For a more in-depth examination of the composite, microsections are made and examined with an incident light microscope. An exemplary micrograph of the pultrudates with conical CIP and open bath production is shown for each examination.
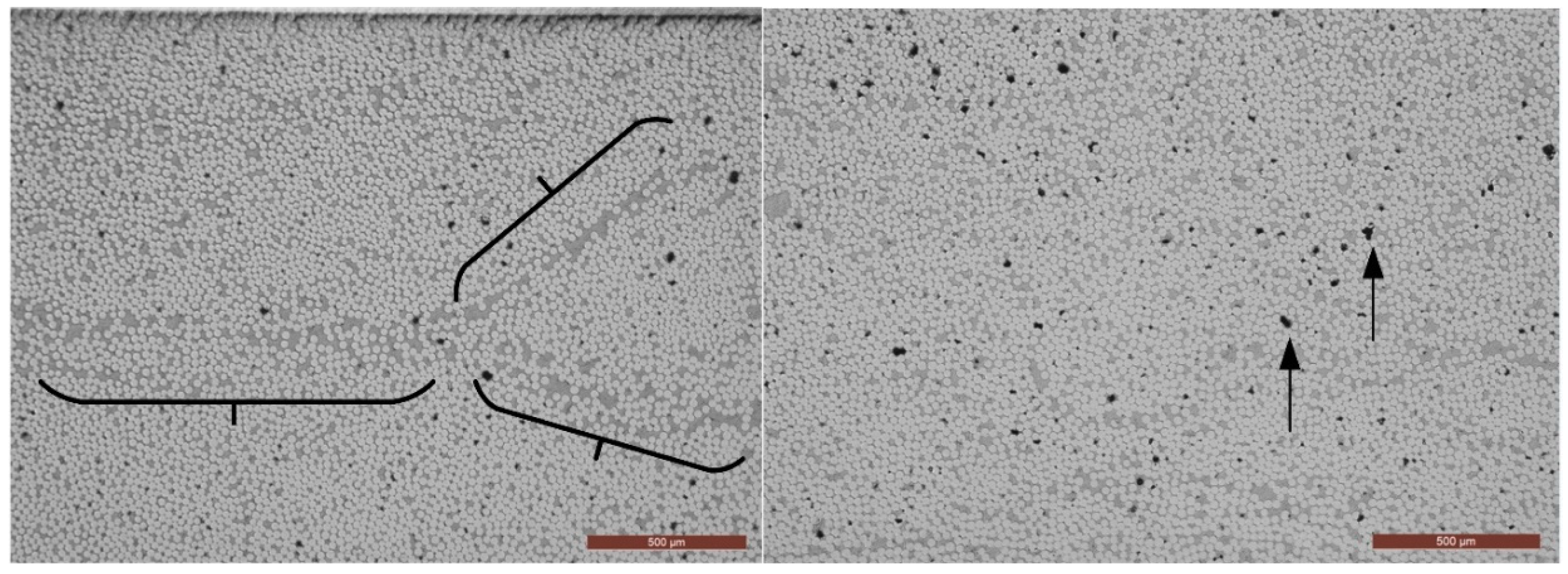
Figure 10 shows a picture of the experiment 1A-03 on the left. The composite was produced by open bath impregnation. On the right, a picture of the test series 2G-03 with the processing method CIP with conical ii_chamber can be seen. In the comparison of the images, it is noticeable that significantly more pores—marked with arrows as an example—are visible in the laminate in the CIP composite, the boundary surfaces of the individual roving bundles—marked with brackets in the left picture—are no longer visible. These are clearly visible in the left image, whereas the number of voids is much lower.
One explanation for the no longer visible bundles of roving in the CIP could be the increased pressure ratios in the ii_chamber. The filaments of the rovings could have been pressed more strongly into each other by this. The boundaries of the roving bundles were overcome; the distribution of the filaments in the composite appears uniform. There is air between and in the dry rovings of the fiber package. This air is drawn into the ii_chamber. The impregnation of the fibers takes place under pressure over a short distance in the ii_chamber. Due to the flow resistances of the resin and the pull-off movement of the fibers and the resin, the air could not completely escape to the inlet side. This could have made trapped air bubbles visible as pores in the composite.
3.4. Discussion
In the first part of the study, it was investigated how the processing behavior of epoxy resin over time affects the properties of pultruded composites after mixing. Two anhydride-curing resins were used for this purpose. The evaluation of the mechanical properties showed that the time influence between 0–5 h is only partially visible in the characteristic values. No influence on the bending stress could be determined. When analyzing the influence on interlaminar shear strength, an improvement of the properties over the longer period between mixing and processing was observed for one of the two resins investigated.
It was shown by rheological measurement that viscosity increases continuously with time after mixing of the resin. This is confirmed by the observation of resin behavior in the open impregnation bath from previous experiments. The assumption that this could make the impregnation of the filaments more difficult was not confirmed for the materials investigated on the basis of the characteristic values used. On the contrary, for resin EP 2, slightly increasing ILSS parameters were determined with increasing time after mixing. No influence on the flexural strength of the two variables investigated, mixture processing time and pulling speed, could be found.
The hypothesis that the quality of the composite deteriorates for a time interval between mixing and processing could not be established for the investigated parameters. No clear trend of the time interval affecting the laminate quality could be found for the two resins that were investigated. It was found that for both resin systems for the period investigated up to five hours, that the characteristic values—which were generated immediately after the mixing of the resin—can be used as a reference for a material or component design. For both systems, no deterioration of the investigated parameters was found within the investigated time period.
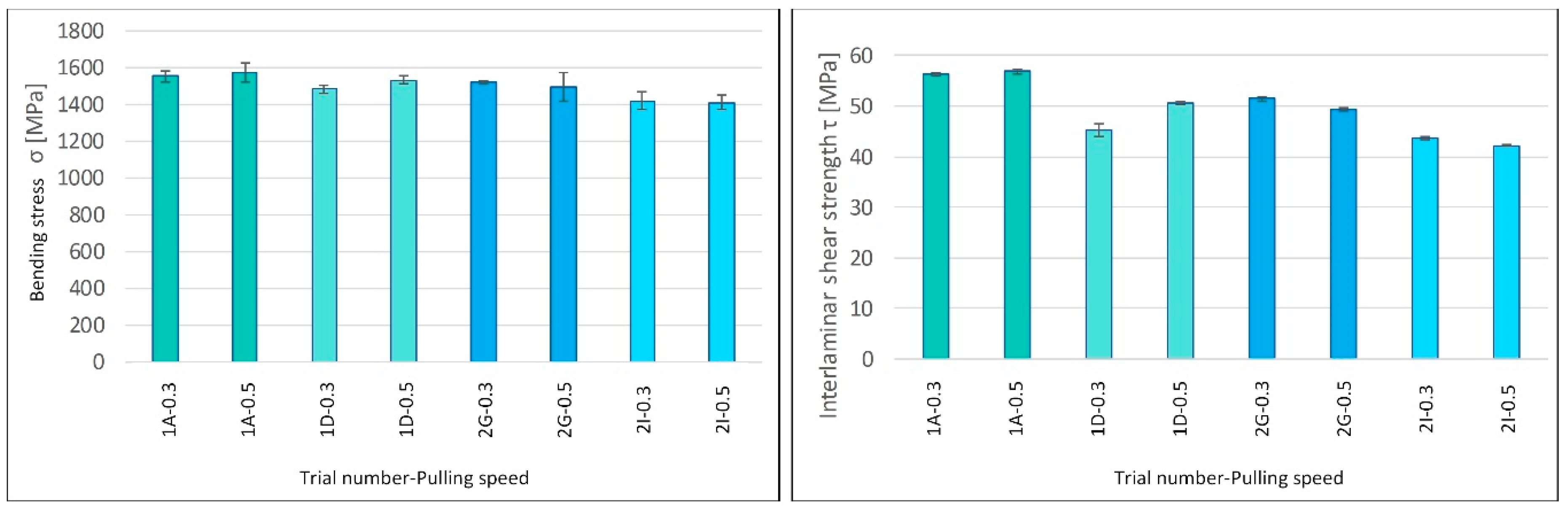
In order to work on the hypothesis of the influence of the impregnation method, the comparison of the composite properties was investigated by different impregnation approaches. The experimental work was carried out for the two aforementioned epoxy systems with three different impregnation mechanisms. A direct comparison of the properties of the open bath and CIP impregnation methods with conical and teardrop ii_chamber enabled the drawing of two conclusions. It was shown that the ii_chamber impregnation method with teardrop design resulted in insufficient impregnation of unidirectional fiber stacks with the EP 2 resin formulation. The comparison of the properties between open bath impregnation and CIP conical ii_chamber shows an up to 8% decrease in the bending stress values for the CIP impregnation case. When comparing the ILSS characteristic values at the higher pulling speeds of 0.5 m/min, property losses of more than 15% became apparent compared to open bath impregnation. This trend can also be observed for the other ILSS parameters. The characteristic values of the CIP are lower than those of the open bath impregnation (see
Figure 11). The increased porosity in the ii_chamber composites could be the reason for the reduced properties compared to the open bath impregnation method.
4. Conclusions
This study investigated the influence of different impregnation methods on the pultrusion process for anhydride curing epoxy resins. The time interval between mixing and processing of the resin was studied for the open bath impregnation case. No effect could be determined from the ILSS results for the EP 1 resin formulation; for EP 2, the ILSS values increased with processing time and speed. No effect on the bending stress could be determined for either system by either influencing variable.
Furthermore, this study focused on the research of CIP with two different ii_chambers. It was observed that the teardrop ii_chamber used in the experiments leads to insufficient impregnation of a unidirectional roving stack with the studied resin systems. This observation is in agreement with the descriptions in the patent specification [
25]. The processing with a conical ii_chamber enabled a stable pultrusion process. The comparison of the properties with the open bath experiments shows reduced properties in bending stress and interlaminar shear strength. The characteristic values obtained—with impregnation with the conical ii_chamber—of bending stress of 1550 MPa (EP 1; 0 h; 0.3 m/min) and 1481 MPa (EP 2; 0 h; 0.3 m/min) are comparable with the values of 1650 MPa from the literature [
26]. The same resin system as EP 2 was used for this, but the glass fibers used differed. No statement is made about the geometry of the conical ii_chamber in [
26].
From the results, it can be deduced that when processing resin systems with long pot lives with glass fibers in the CIP process, slight property decreases may be expected in comparison to the open bath impregnation. Furthermore, it was seen how sensitive materials react to process variants with different impregnation processes. This insight can be used to improve the assembly design and consequently the composite part performance according to the material system to be processed.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}