Effects of Nano Organoclay and Wax on the Machining Temperature and Mechanical Properties of Carbon Fiber Reinforced Plastics (CFRP)


Abstract
:1. Introduction
2. Materials and Methods
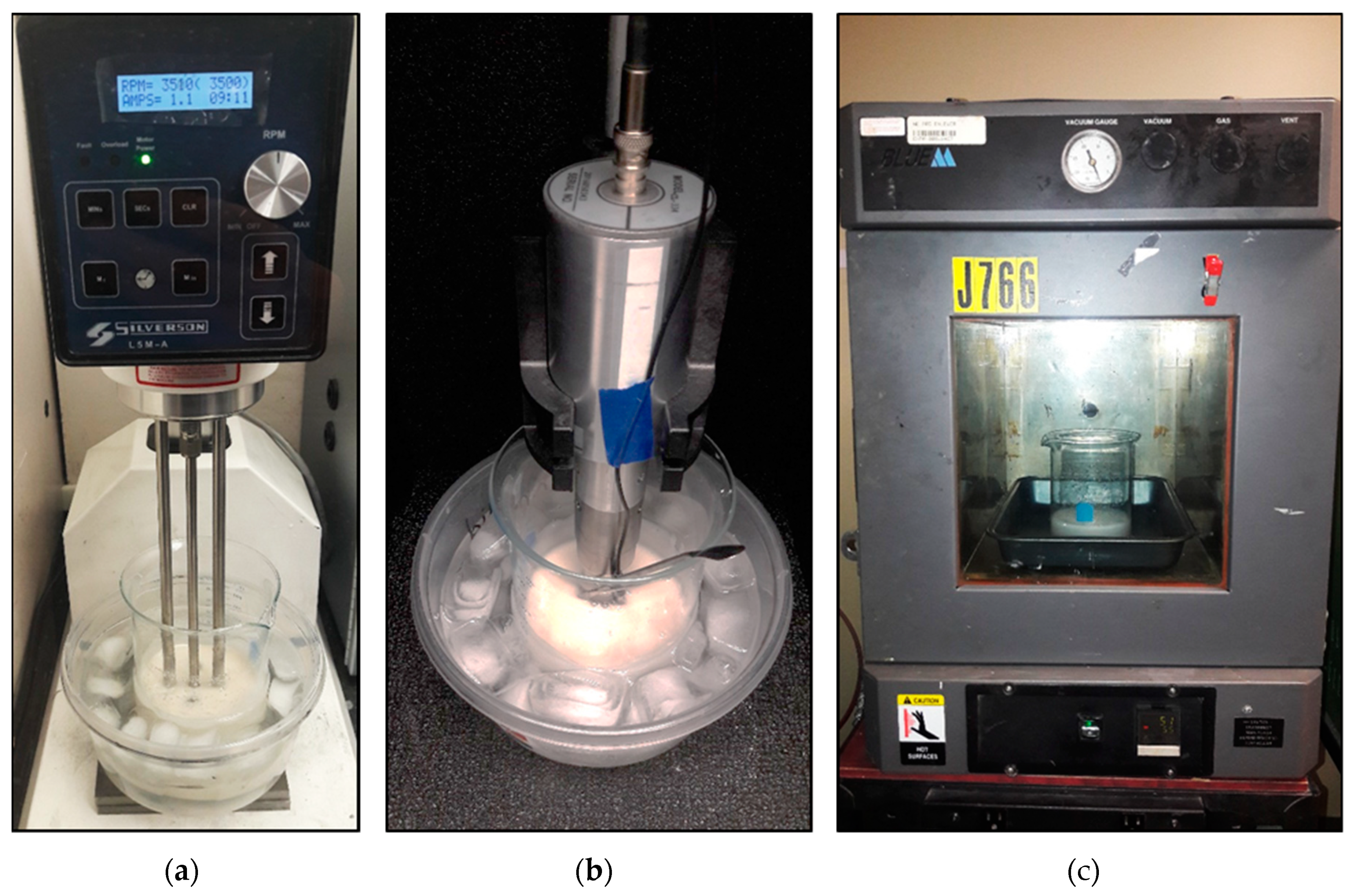
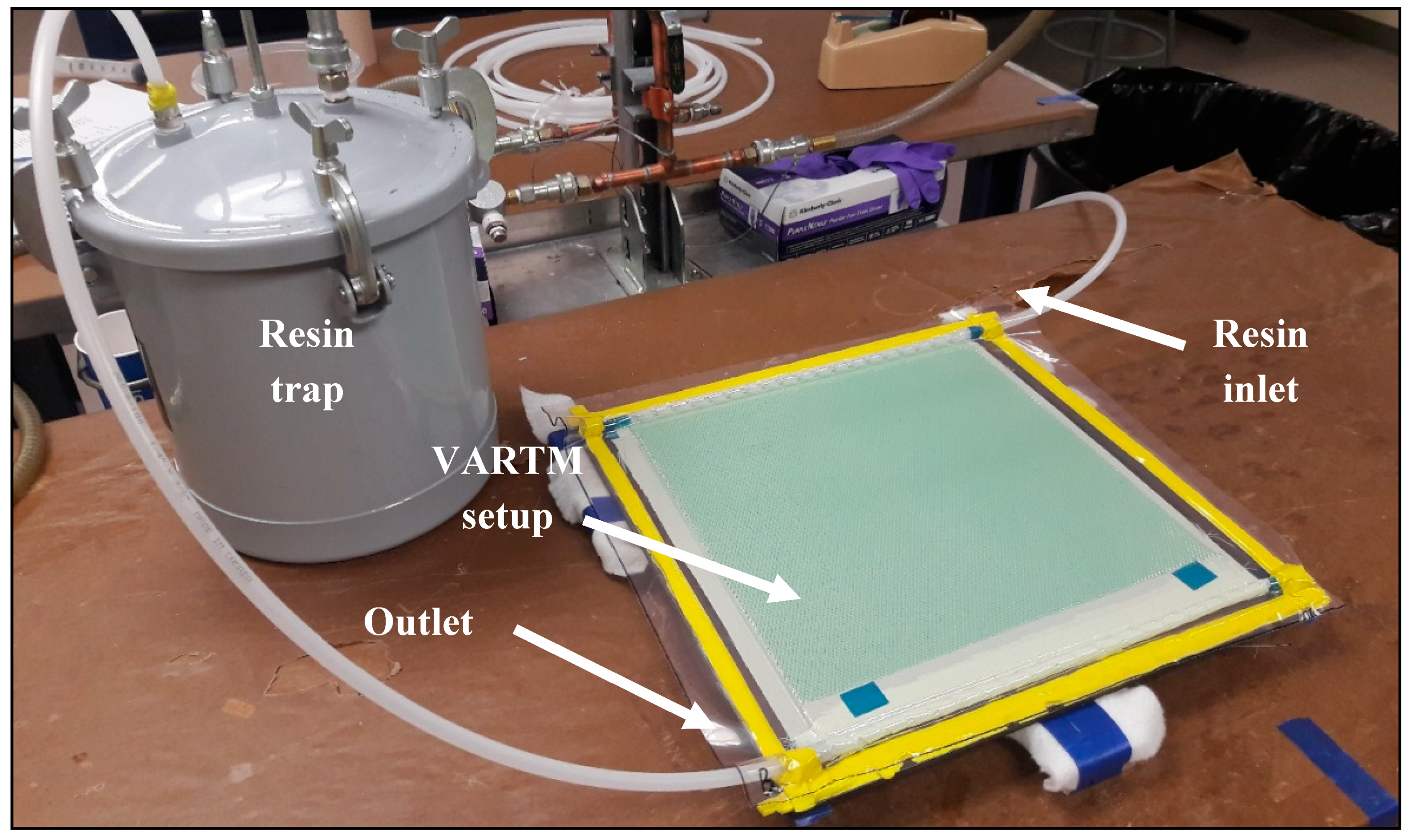
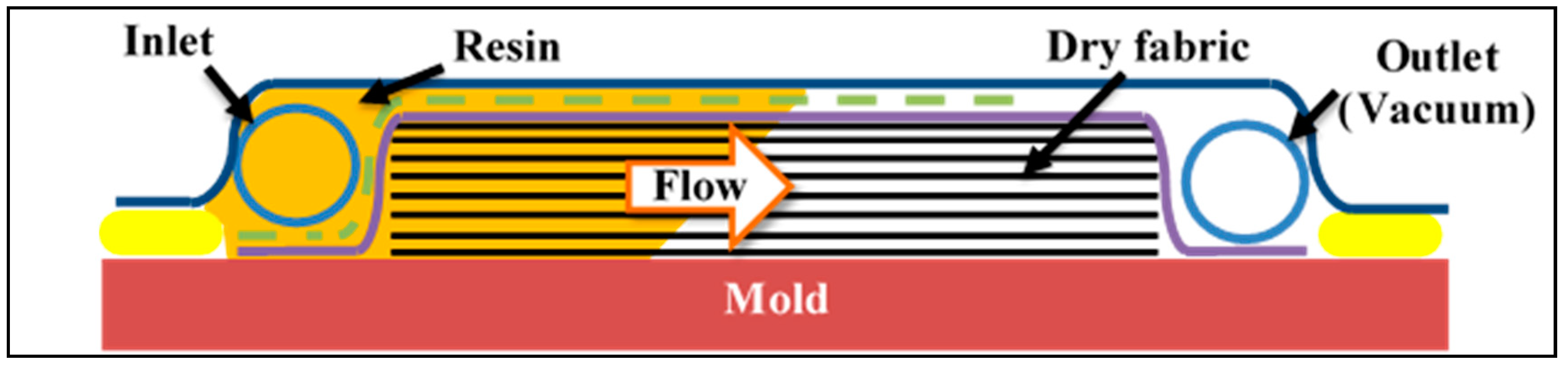
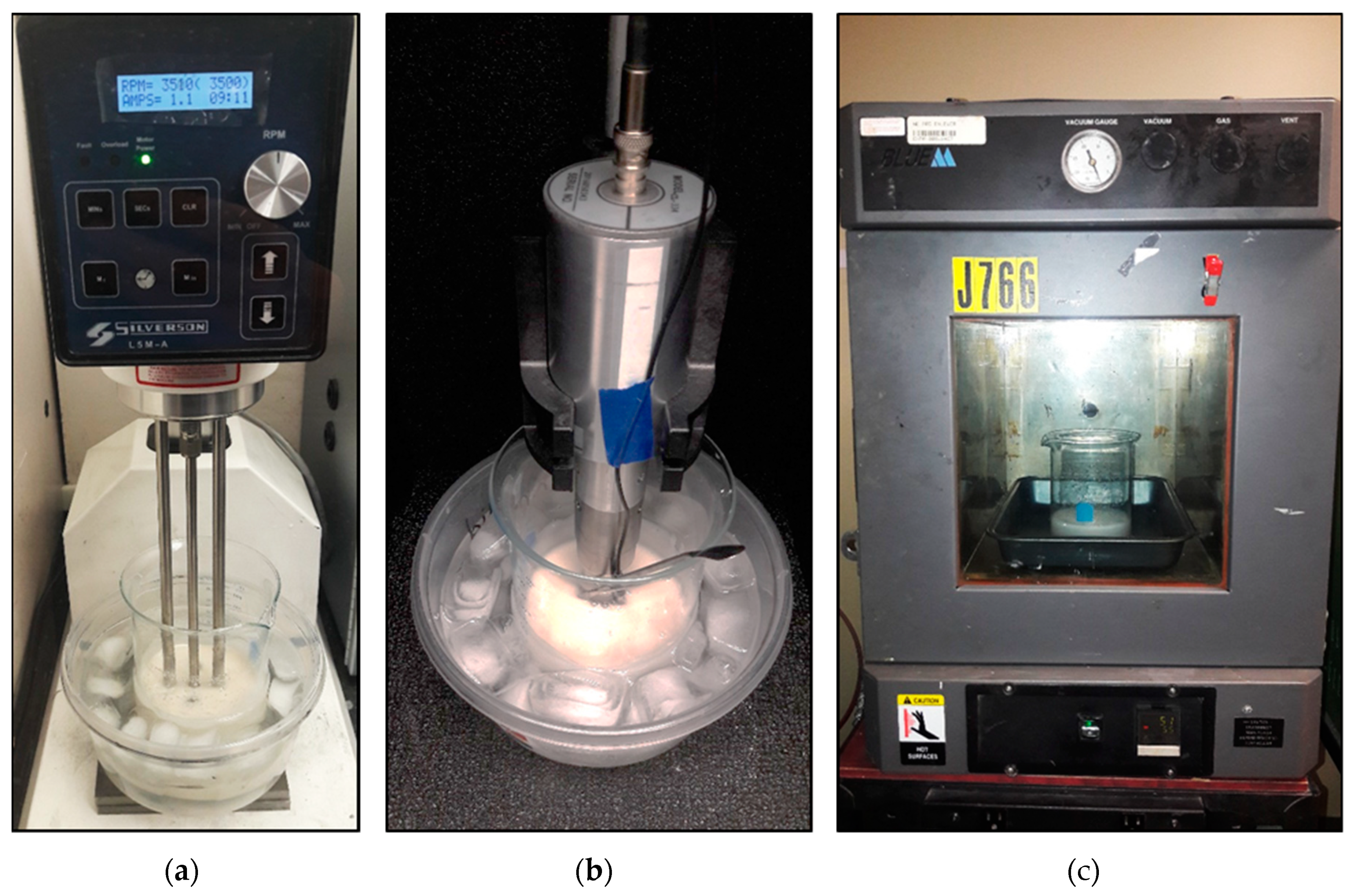
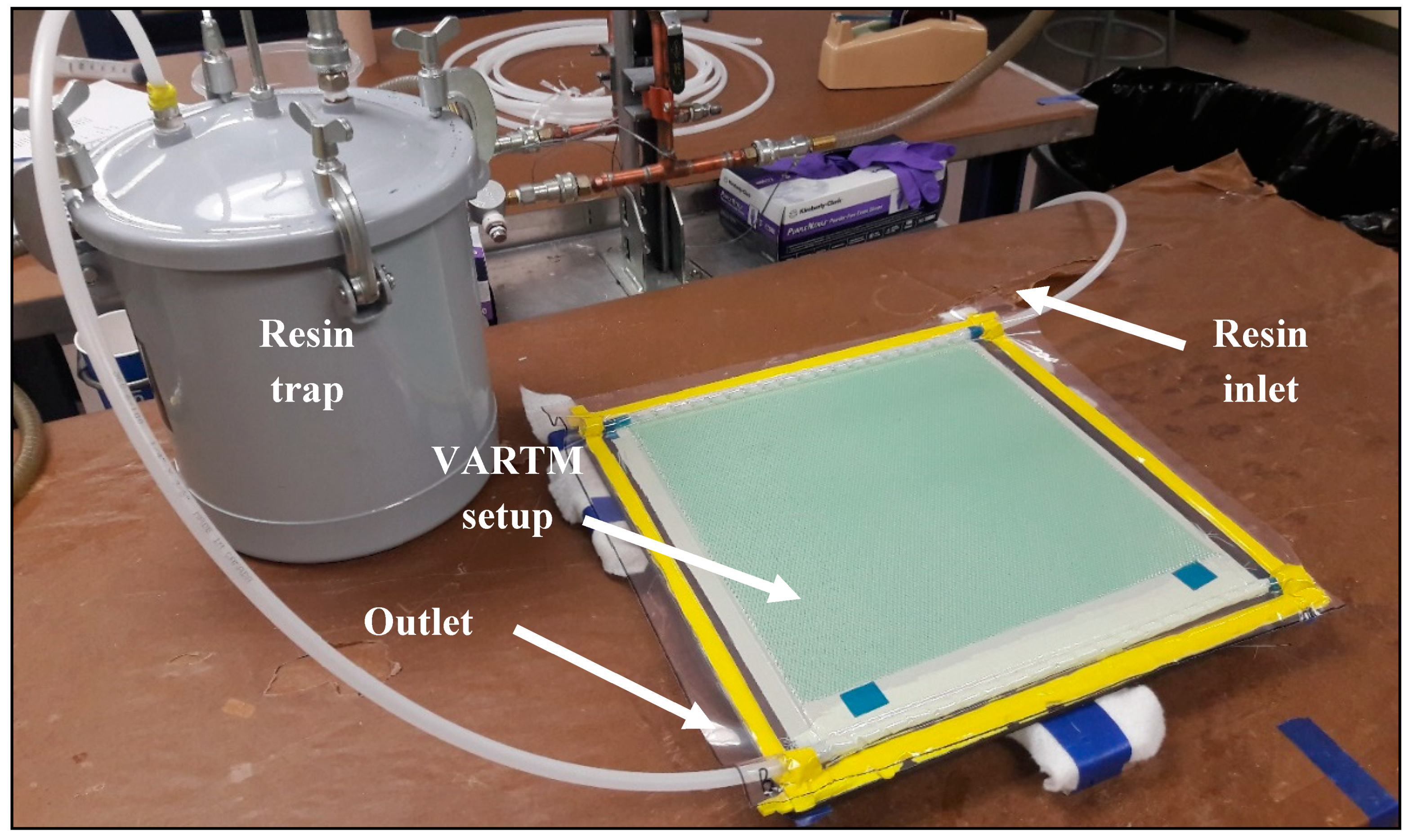
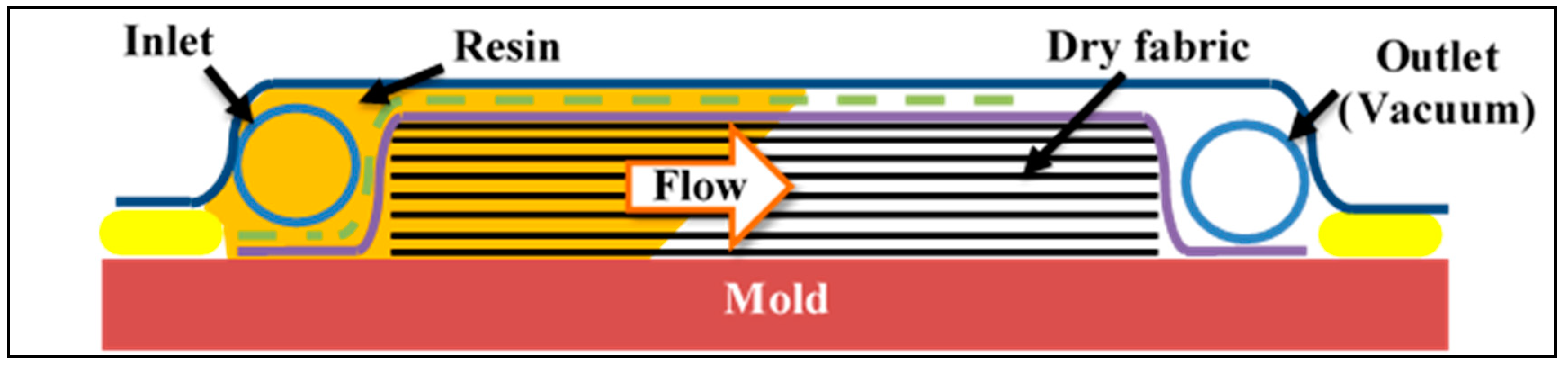
2.1. Materials Preparation
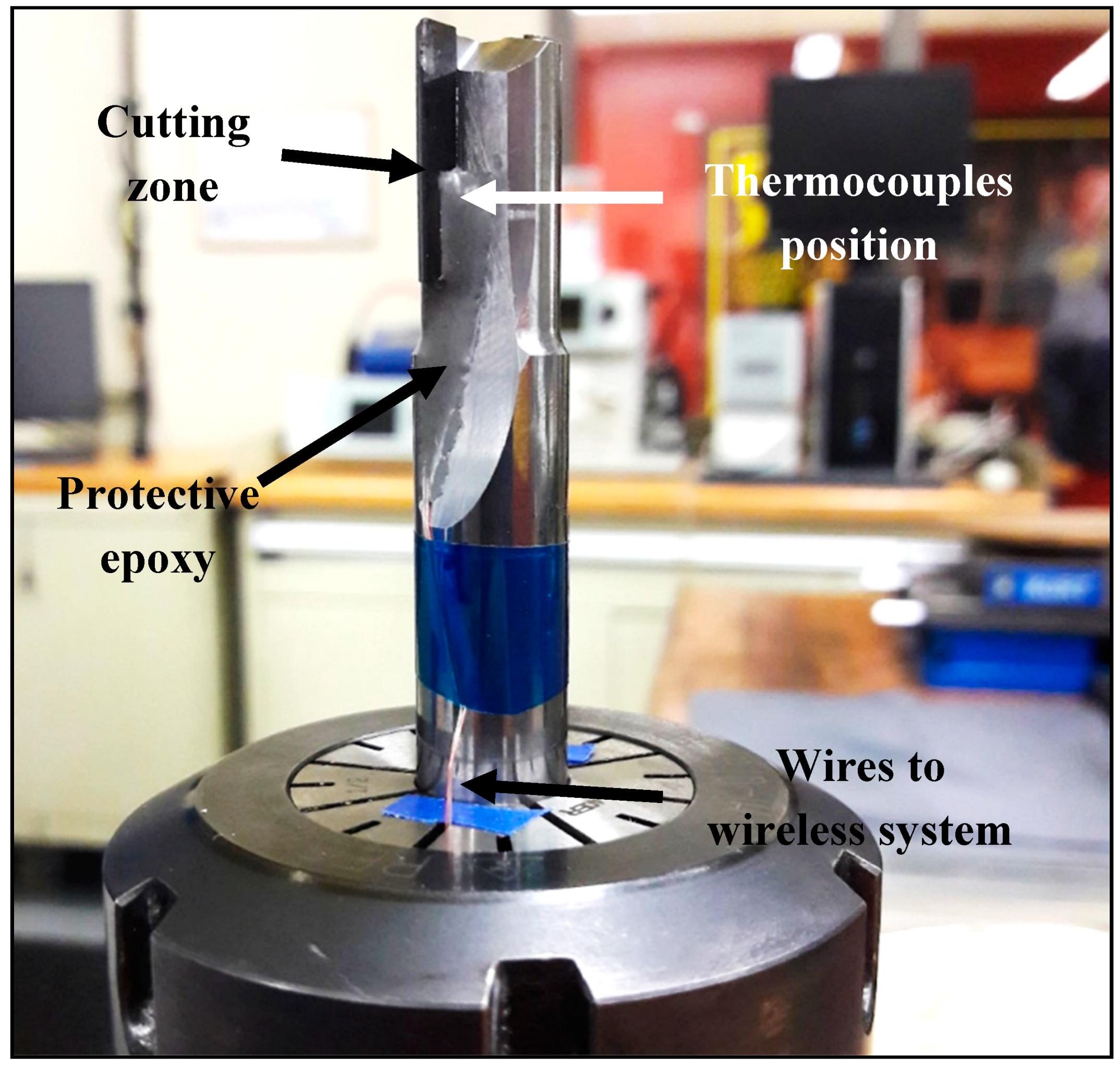
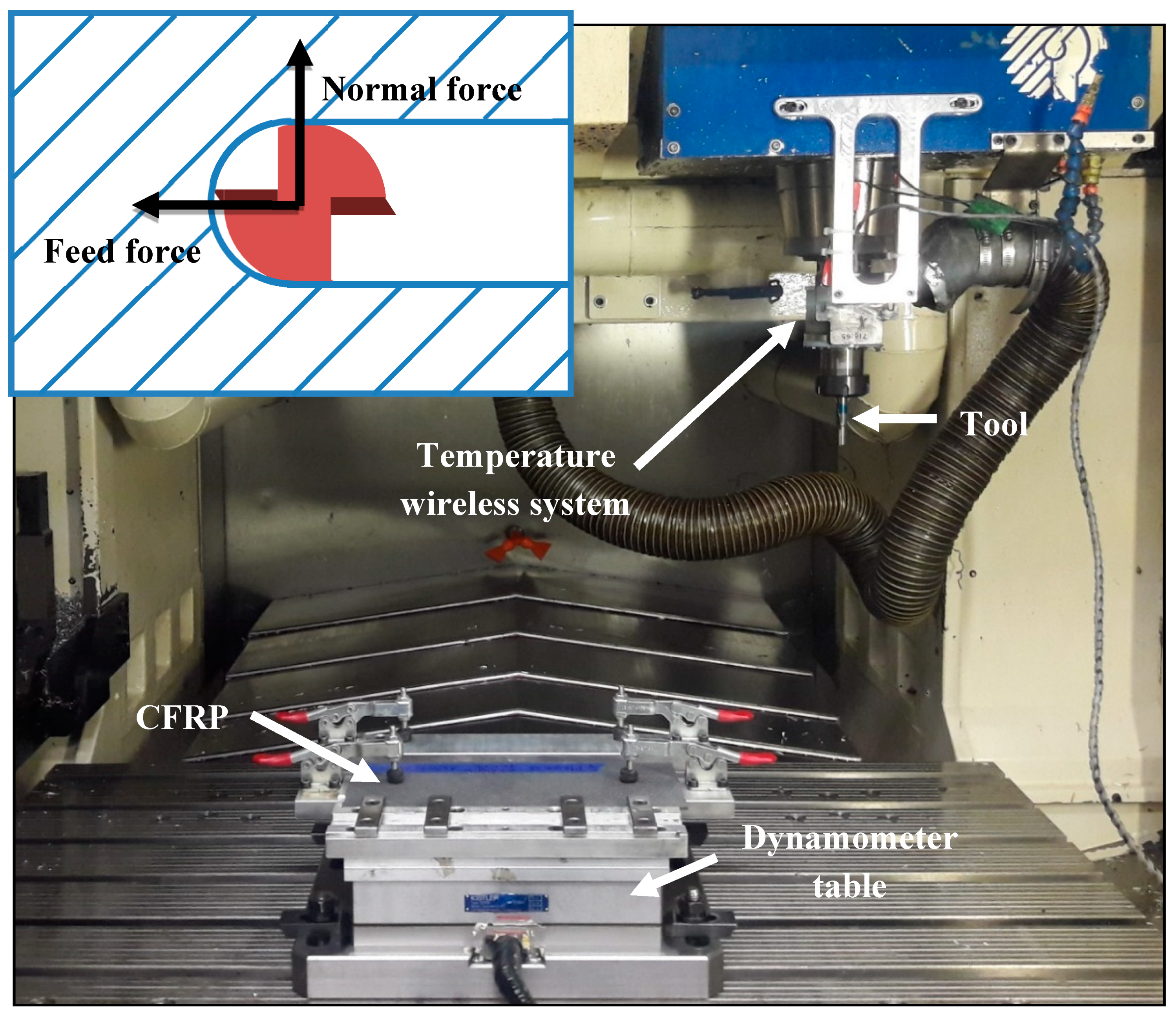
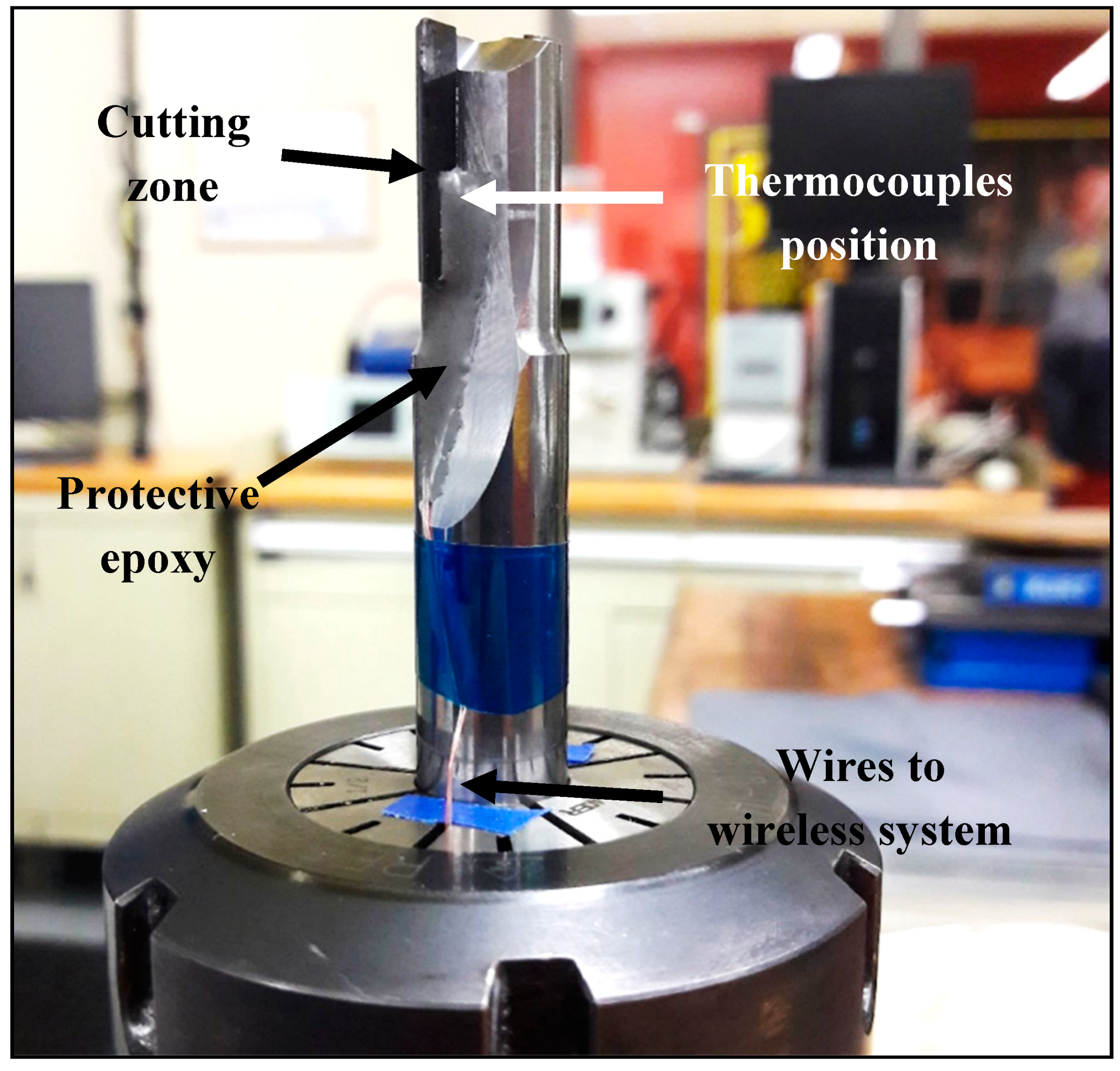
2.2. Machining Tests
2.3. Mechanical Tests
2.4. Constituent Content Tests
3. Results and Discussion
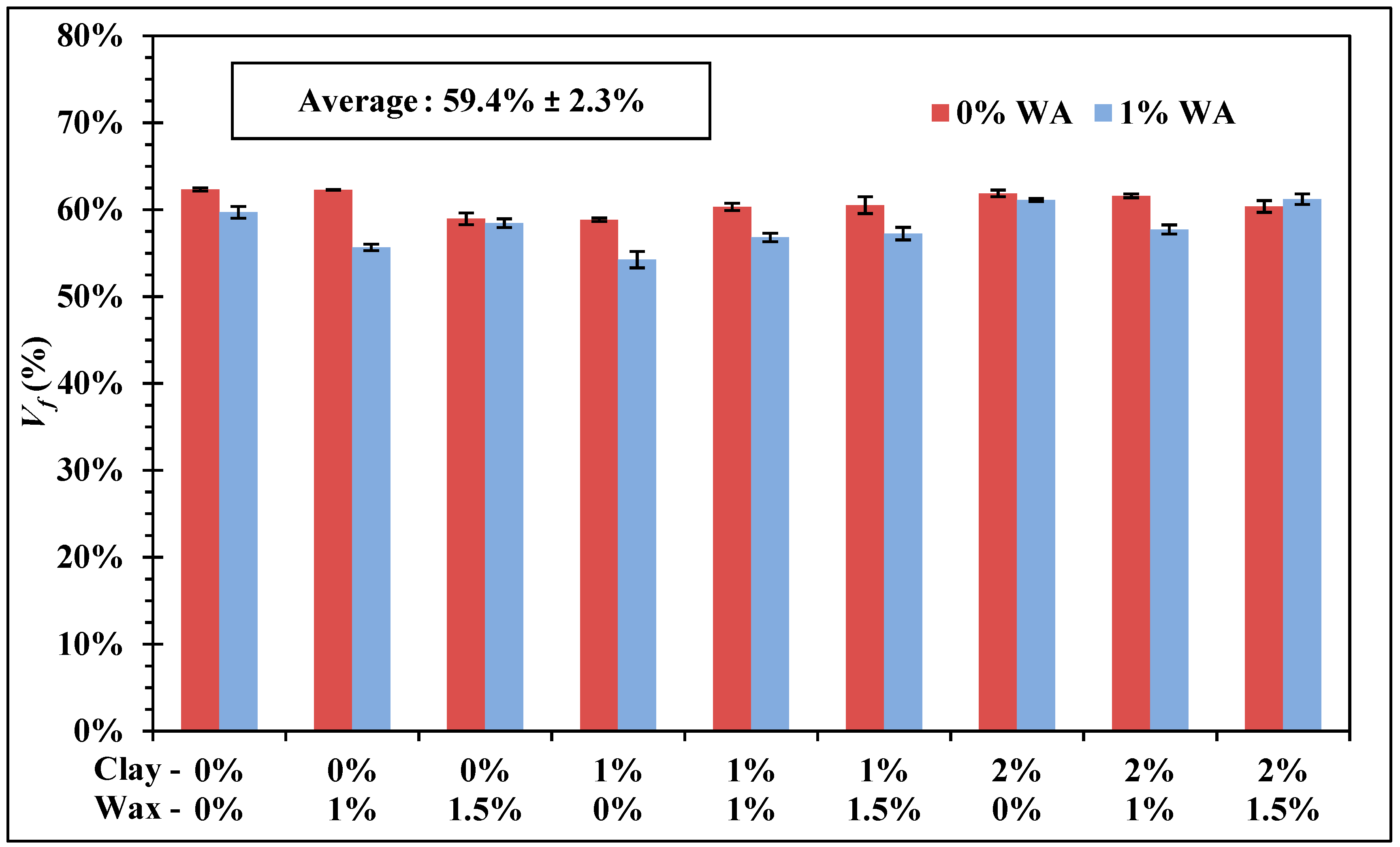
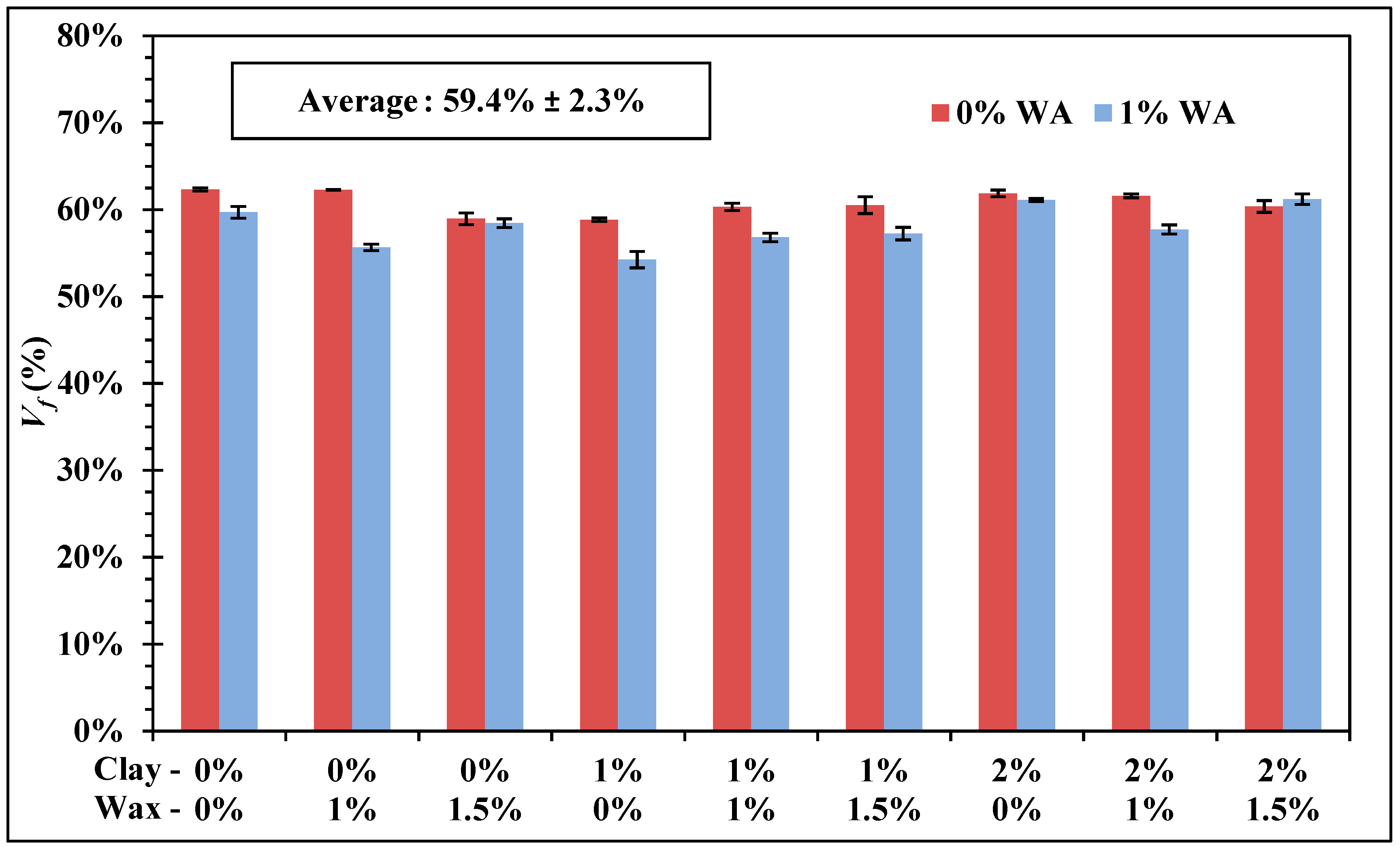
3.1. Fiber Volume Fraction
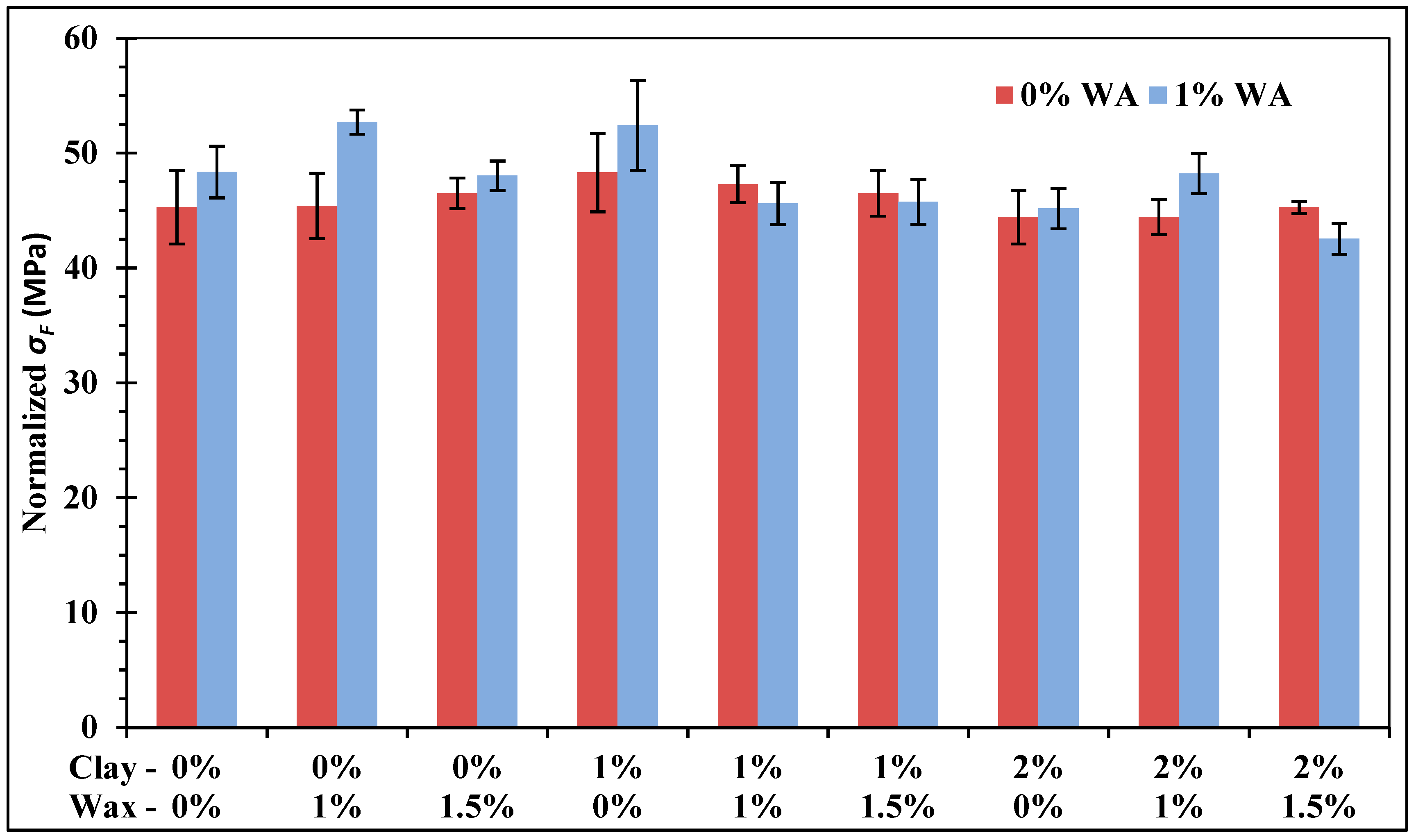
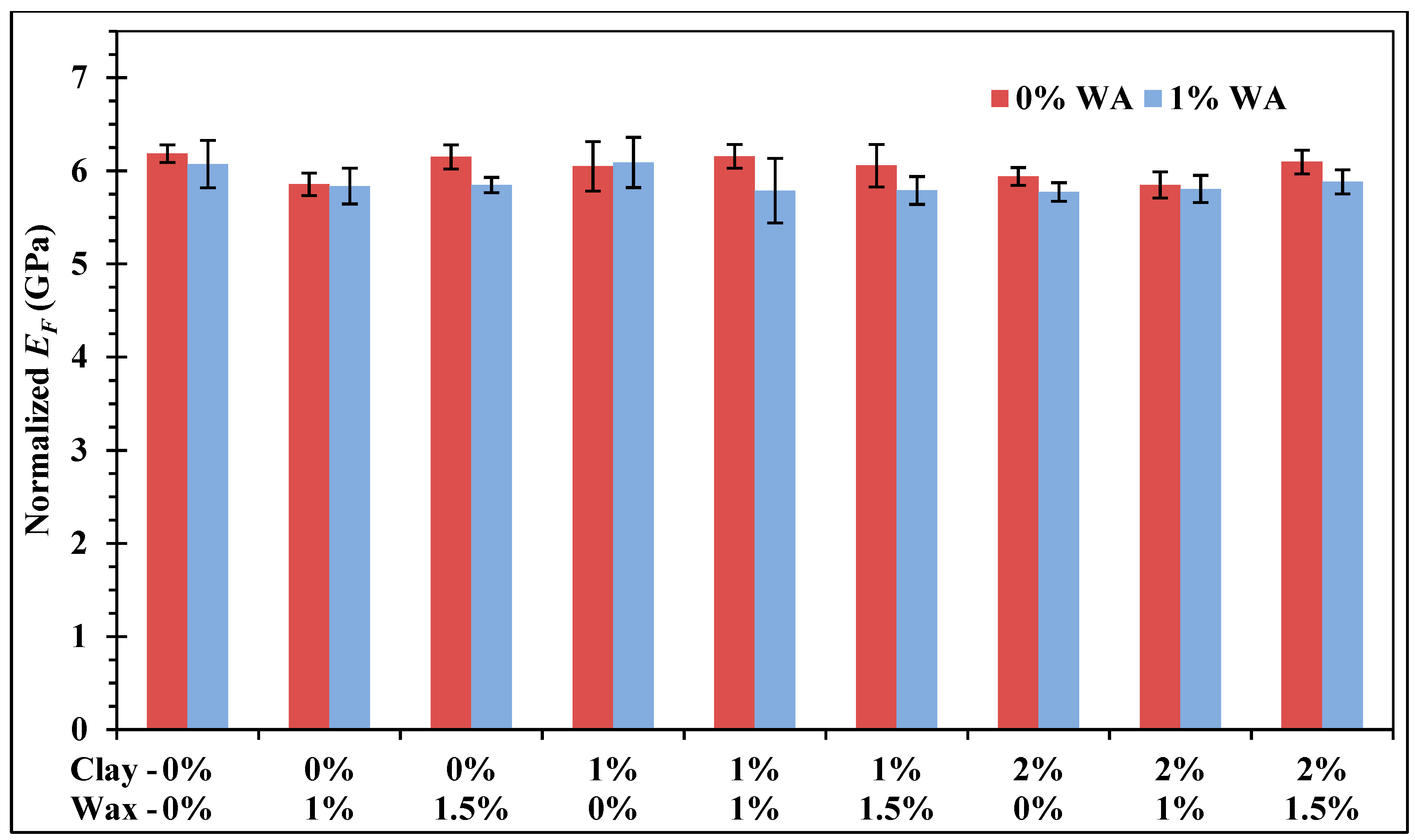
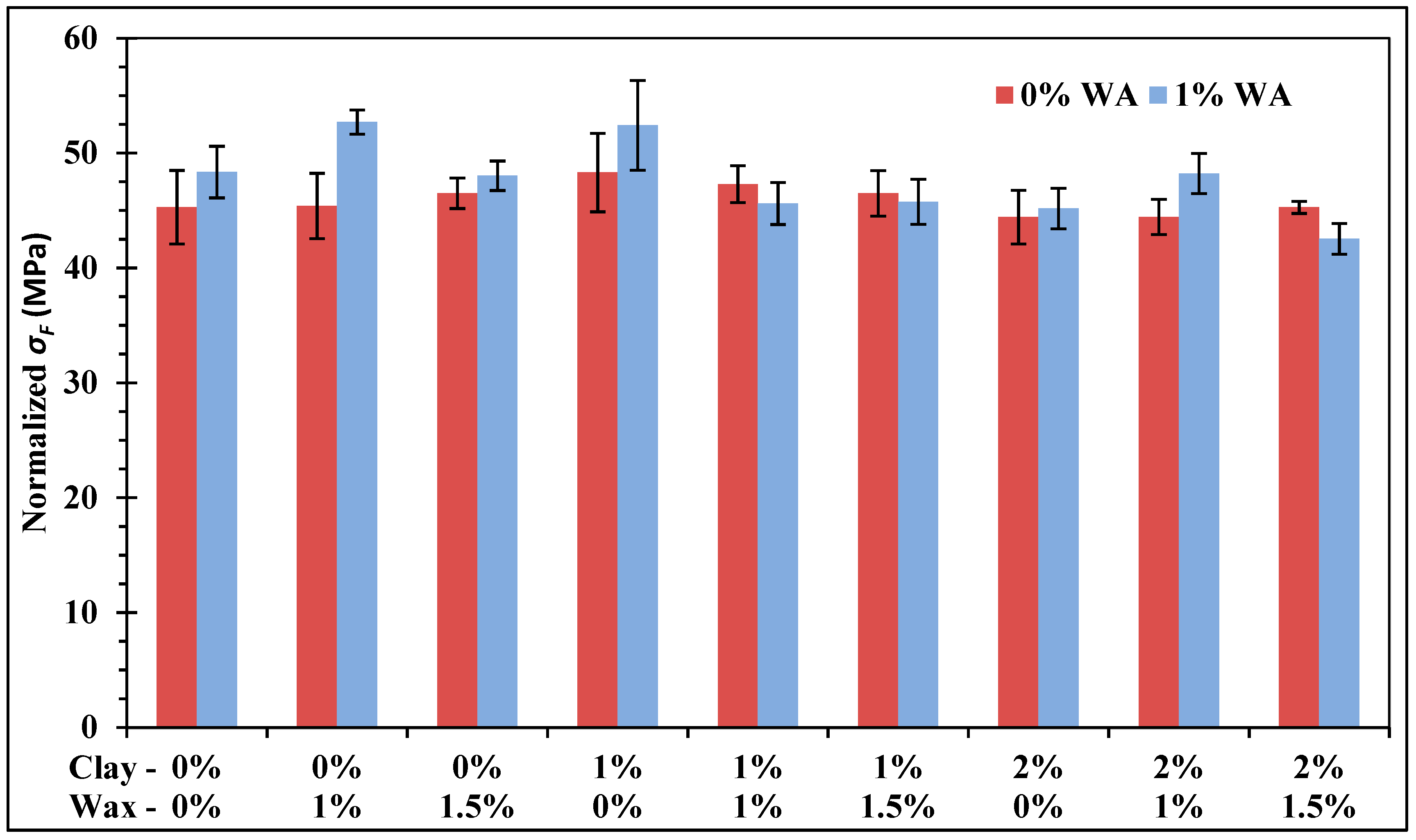
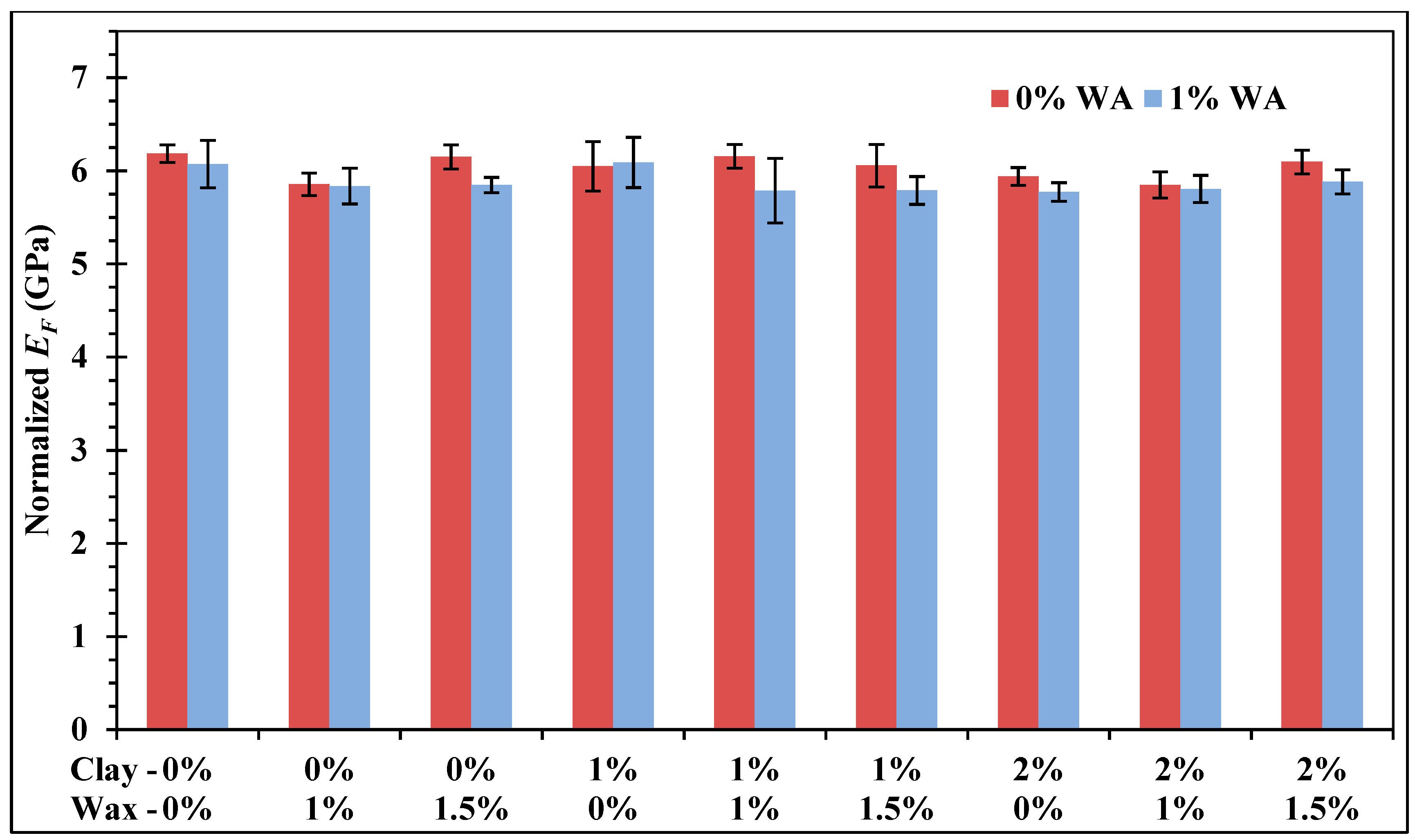
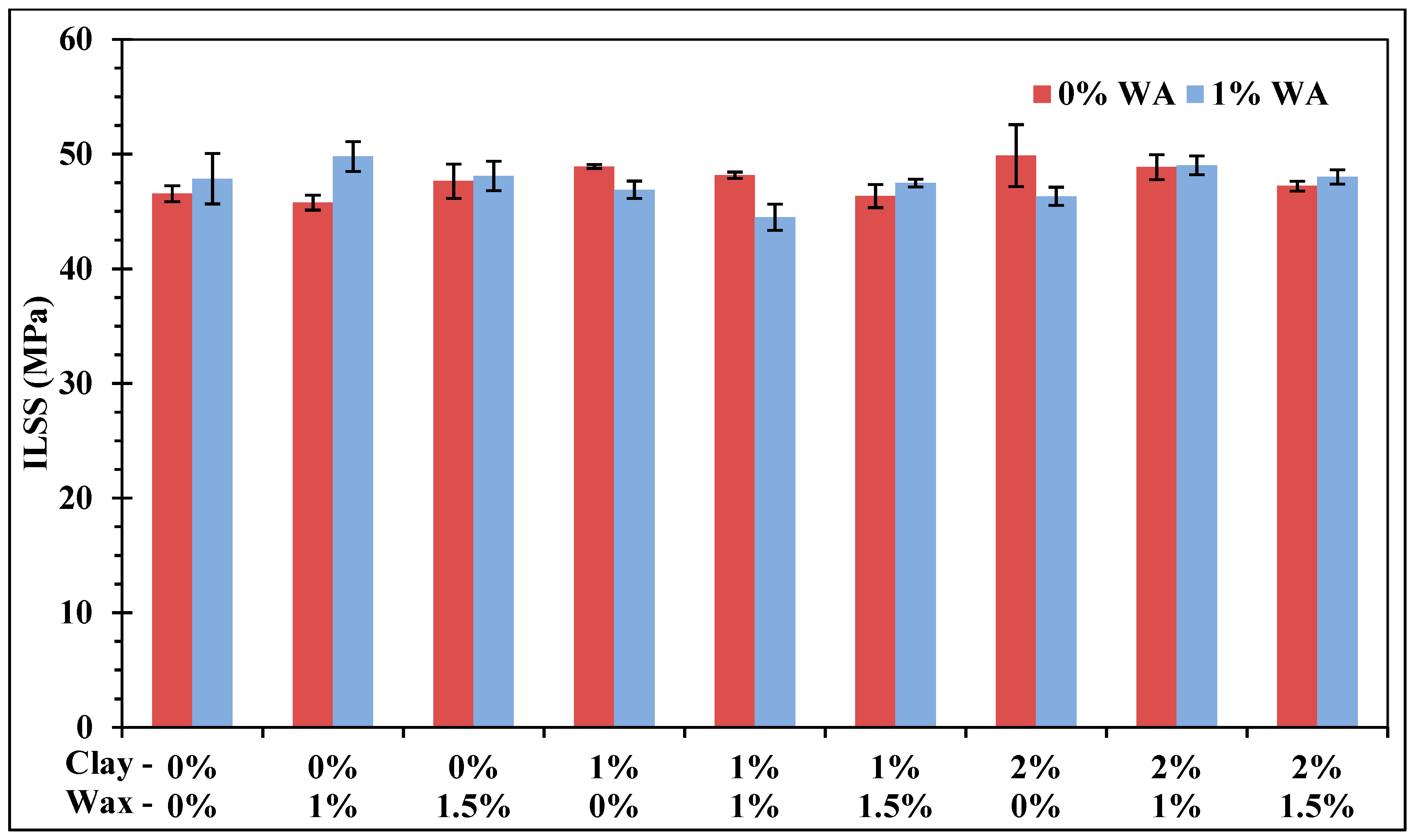
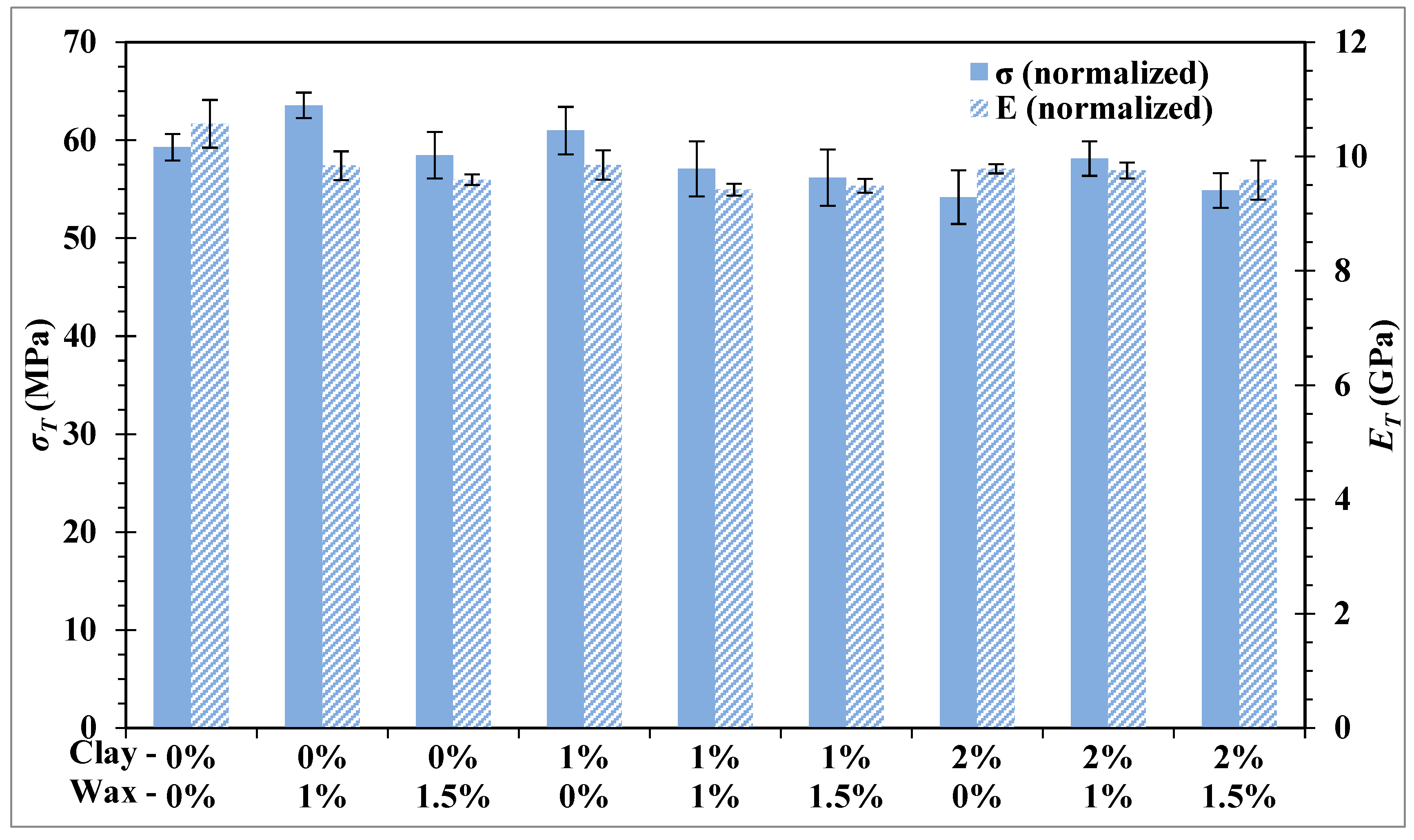
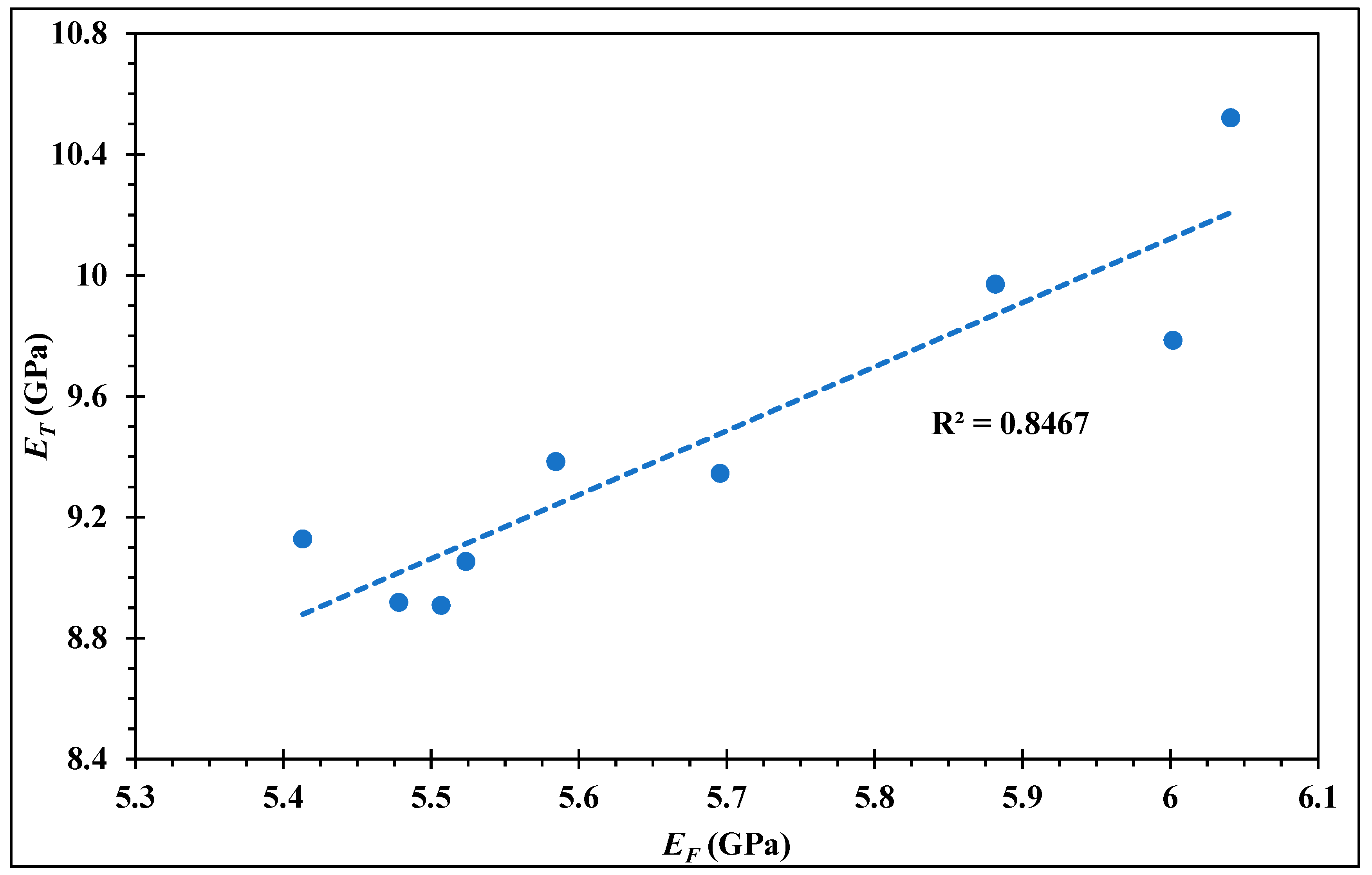
3.2. Mechanical Properties
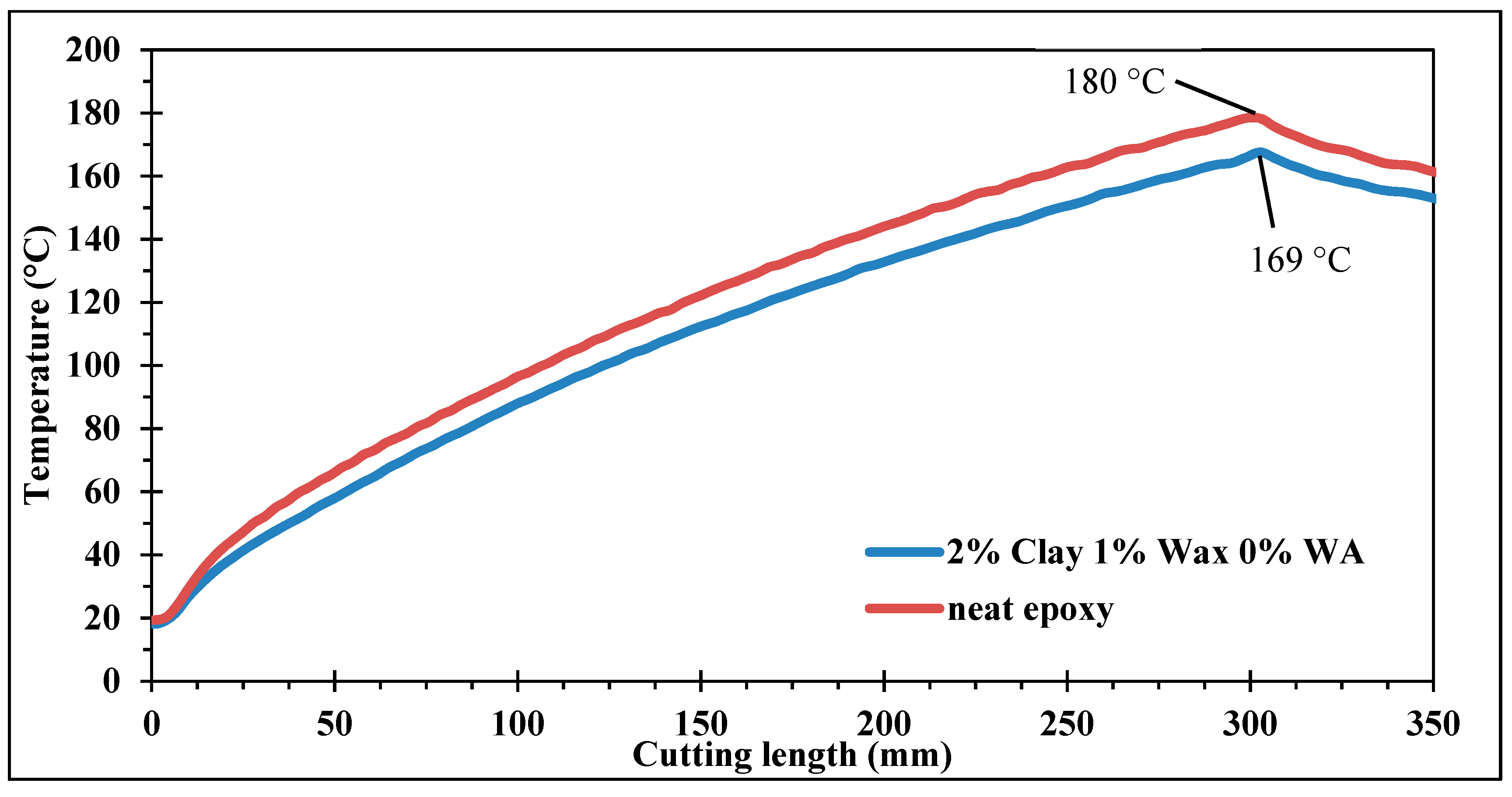
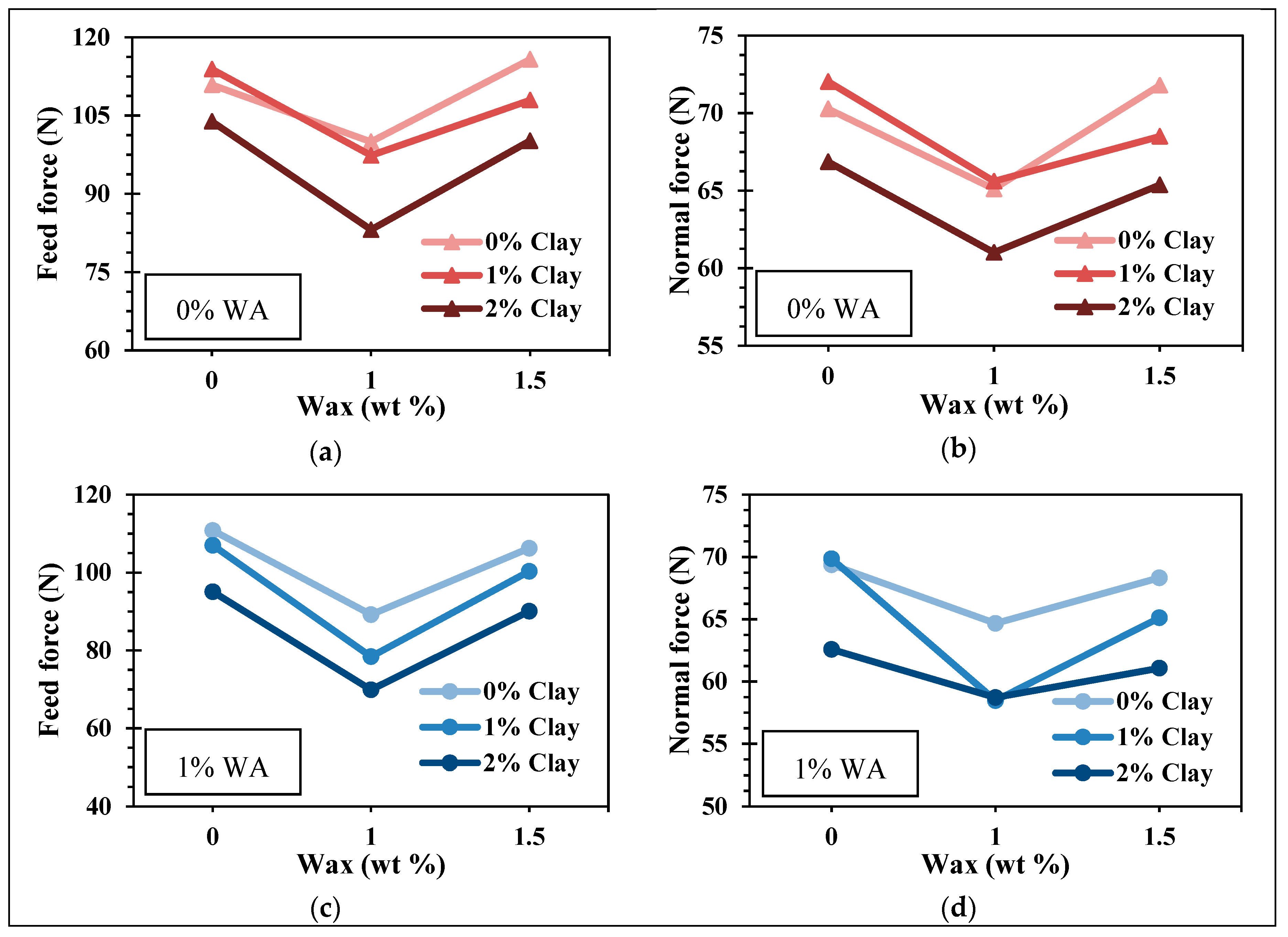
3.3. Machinability
4. Conclusions
- Without wetting agent, a concentration of 2 wt % of organoclay improved the fiber-matrix interface of the CFRP. At this concentration, ILSS had been increased about 7%.
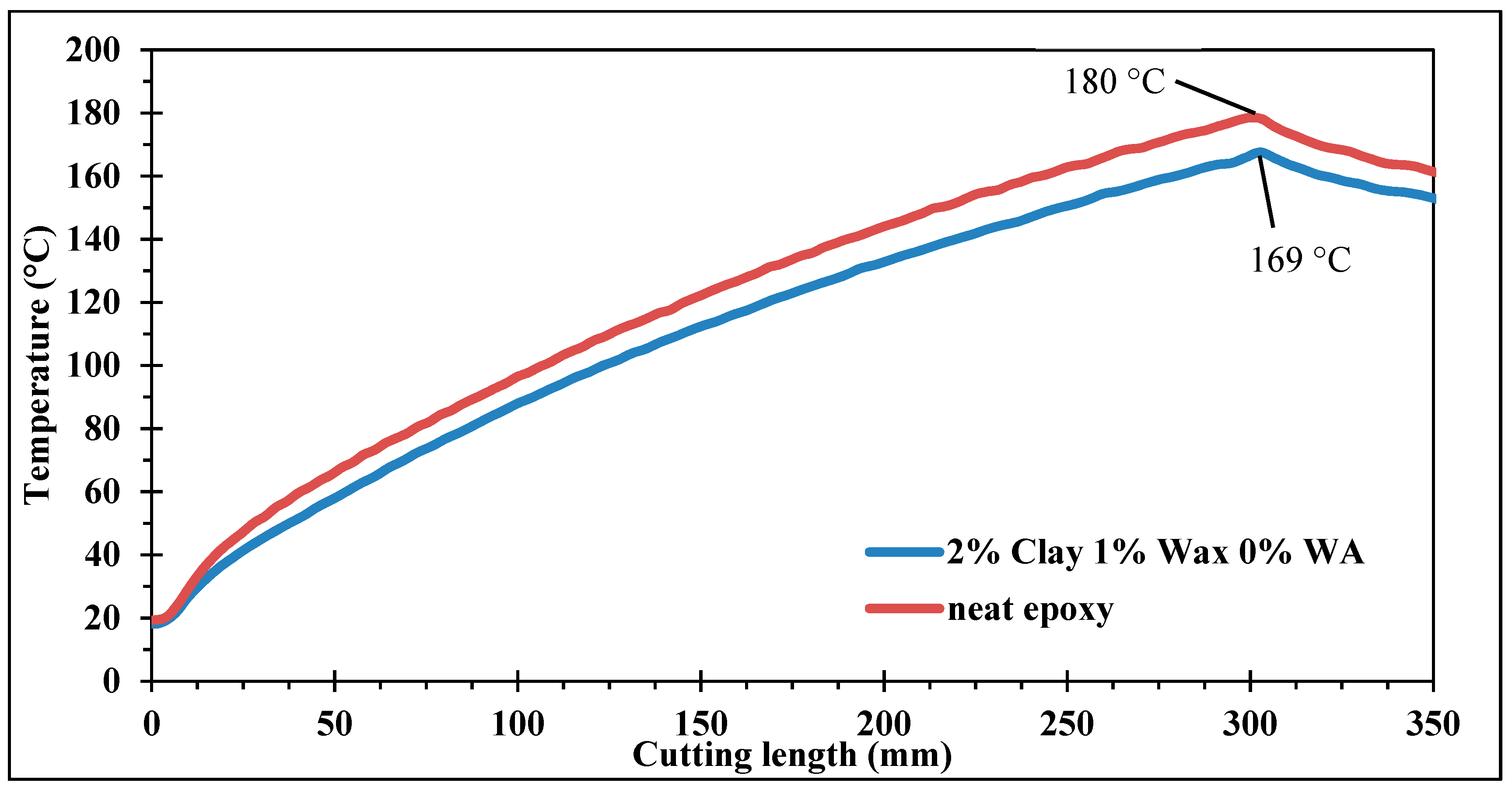
- Tool temperatures quickly exceed matrix glass transition temperature, even with a new sharp tool. Attention to the thermal aspect should be taken during composite machining.
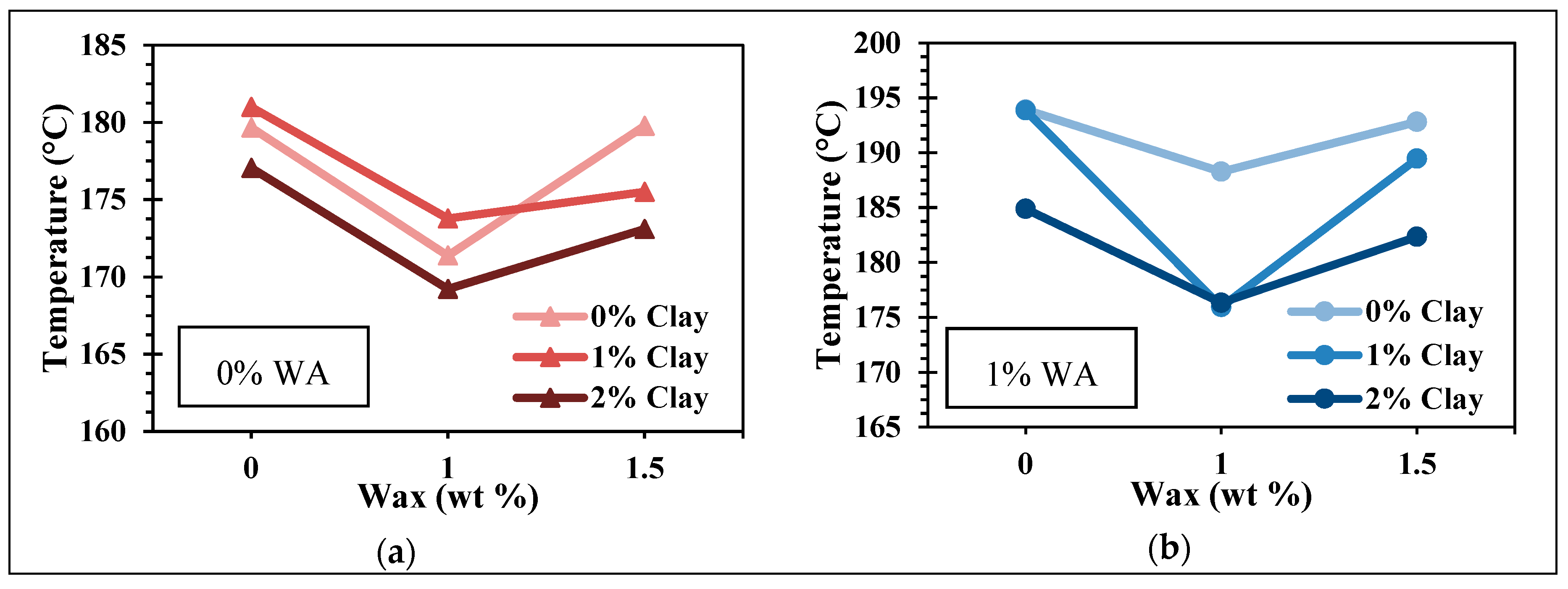
- Independently of clay concentration, 1 wt % of wax in the epoxy matrix decreased cutting forces and temperatures. Organoclay effect was less important than wax, but also allowed increasing machinability at a concentration of 2 wt %. The best improvement was observed with 2% organoclay, 1% wax, and 1% WA, which allows us to decrease feed forces by 37%, normal forces by 15%, and temperatures by 18 °C.
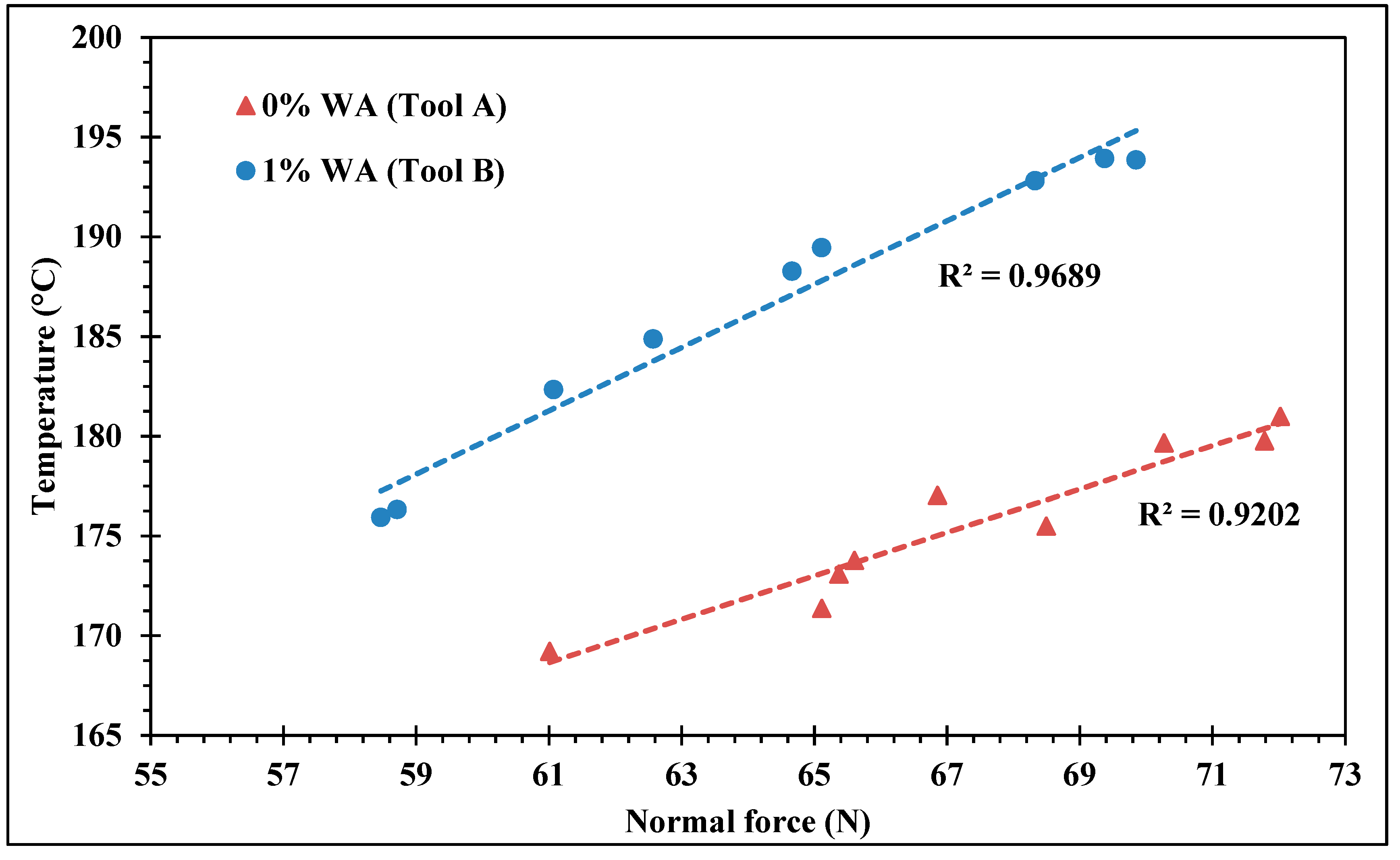
- A strong correlation exists between normal forces and temperatures. This correlation proves that heat is generated largely by friction at the tool/workpiece interface in CFRP machining. The temperature decreases are, hence, fallout of the reduced forces allowed by the additives.
- The laminates filled with additives had a better machinability without altering their mechanical properties.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bathias, C.; Wolff, C. Matériaux Composites; Dunod: Paris, France, 2005; p. 417. [Google Scholar]
- Bouvet, C. Mechanics of Aeronautical Composite Materials; Wiley: Hoboken, NJ, USA, 2017. [Google Scholar]
- Davim, J.P. Machining Composite Materials; John Wiley & Sons: London, UK, 2010; p. 262. [Google Scholar]
- Wang, D.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part I: Unidirectional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1623–1638. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, L. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int. J. Mach. Tools Manuf. 2003, 43, 1015–1022. [Google Scholar] [CrossRef]
- Wang, C.; Ming, W.; An, Q.; Chen, M. Machinability characteristics evolution of CFRP in a continuum of fiber orientation angles. Mater. Manuf. Processes 2017, 32, 1041–1050. [Google Scholar] [CrossRef]
- Ghafarizadeh, S.; Lebrun, G.; Chatelain, J.F. Experimental investigation of the cutting temperature and surface quality during milling of unidirectional carbon fiber reinforced plastic. J. Compos. Mater. 2016, 50, 1059–1071. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Dang, J.; El Mansori, M.; Ren, F. A study on drilling high-strength cfrp laminates: Frictional heat and cutting temperature. Materials 2018, 11, 2366. [Google Scholar] [CrossRef] [PubMed]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature measurement of cutting tool and machined surface layer in milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Delahaigue, J.; Chatelain, J.F.; Lebrun, G. Influence of cutting temperature on the tensile strength of a carbon fiber-reinforced polymer. Fibers 2017, 5, 46. [Google Scholar] [CrossRef]
- Mullier, G.; Chatelain, J.F. Influence of thermal damage on the mechanical strength of trimmed CFRP. Int. J. Mech. Mechatron. Eng. 2015, 9, 1559–1566. [Google Scholar]
- Mkaddem, A.; Ben Soussia, A.; El Mansori, M. Wear resistance of CVD and PVD multilayer coatings when dry cutting fiber reinforced polymers (FRP). Wear 2013, 302, 946–954. [Google Scholar] [CrossRef]
- Azmi, A.I.; Lin, R.J.T.; Bhattacharyya, D. Machinability study of glass fibre-reinforced polymer composites during end milling. Int. J. Adv. Manuf. Technol. 2013, 64, 247–261. [Google Scholar] [CrossRef]
- Hamedanianpour, H.; Chatelain, J.F. Effect of tool wear on quality of carbon fiber reinforced polymer laminate during edge trimming. Appl. Mech. Mater. 2013, 327, 34–39. [Google Scholar] [CrossRef]
- Slamani, M.; Chatelain, J.F.; Hamedanianpour, H. Influence of machining parameters on surface quality during high speed edge trimming of carbon fiber reinforced polymers. Int. J. Mater. Form. 2018, 12, 331–353. [Google Scholar] [CrossRef]
- Azeez, A.A.; Rhee, K.Y.; Park, S.J.; Hui, D. Epoxy clay nanocomposites–processing, properties and applications: A review. Compos. Part B 2013, 45, 308–320. [Google Scholar] [CrossRef]
- Gloaguen, J.M.; Lefebvre, J.M. Nanocomposites polymères/silicates en feuillets. 2007. L'expertise Technique et Scientifique de Référence. Available online: https://www.techniques-ingenieur.fr/base-documentaire/materiaux-th11/materiaux-a-proprietes-mecaniques-42535210/nanocomposites-polymeres-silicates-en-feuillets-n2615/ (accessed on 20 August 2019).
- Aradhana, R.; Mohanty, S.; Nayak, S.K. High performance epoxy nanocomposite adhesive: Effect of nanofillers on adhesive strength, curing and degradation kinetics. Int. J. Adhes. Adhes. 2018, 84, 238–249. [Google Scholar] [CrossRef]
- Chowdhury, F.; Hosur, M.; Jeelani, S.; Chowdhury, F. Studies on the flexural and thermomechanical properties of woven carbon/nanoclay-epoxy laminates. Mater. Sci. Eng. A 2006, 421, 298–306. [Google Scholar] [CrossRef]
- Tcherbi-Narteh, A.; Hosur, M.; Zainuddin, S.; Jeelani, S. Compression and flexural response of carbon/epoxy-nanoclay nanocomposites subjected to UV radiation and condensation. In Proceedings of the 2010 International Mechanical Engineering Congress and Exposition, Vancouver, BC, Canada, 12–18 November 2010. [Google Scholar]
- Zhou, Y.; Pervin, F.; Rangari, V.K.; Jeelani, S. Influence of montmorillonite clay on the thermal and mechanical properties of conventional carbon fiber reinforced composites. J. Mater. Process. Technol. 2007, 191, 347–351. [Google Scholar] [CrossRef]
- Aboubakr, S.H.; Salas, C.; Reda Taha, M.M. Low velocity impact strength of CFRP composites incorporating nanoclay. In Proceedings of the 30th Annual Technical Conference of the American Society for Composites 2015, East Lansing, MI, USA, 28–30 September 2015. [Google Scholar]
- Sakthivel, T.; Prabu, S.B. Influence of addition of nanoclay on the mechanical behavior of polymer nanocomposite. Trans. Indian Inst. Met. 2008, 61, 73–76. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A.; Quaresimin, M. Thermo-mechanical characterization of epoxy/clay nanocomposites as matrices for carbon/nanoclay/epoxy laminates. Mater. Sci. Eng. A 2011, 528, 6324–6333. [Google Scholar] [CrossRef]
- Khan, S.U.; Munir, A.; Hussain, R.; Kim, J.-K. Fatigue damage behaviors of carbon fiber-reinforced epoxy composites containing nanoclay. Compos. Sci. Technol. 2010, 70, 2077–2085. [Google Scholar] [CrossRef]
- Quaresimin, M.; Salviato, M.; Zappalorto, M. Fracture and interlaminar properties of clay-modified epoxies and their glass reinforced laminates. Eng. Fract. Mech. 2012, 81, 80–93. [Google Scholar] [CrossRef]
- Lutz, J.T. Thermoplastic Polymer Additives: Theory and Practice, 1st ed.; Marcel Dekker: New York, NY, USA, 1989; p. 523. [Google Scholar]
- Seymour, R.B. Reinforced Plastics: Properties and Applications; ASM International: Materials Pars, OH, USA, 1991; p. 257. [Google Scholar]
- Otaigbe, J.U.; McAvoy, J.M. Gas atomization of polymers. I. Feasibility studies and process development. Adv. Polym. Technol. 1998, 17, 145–160. [Google Scholar] [CrossRef]
- Peinado, M. Le Plastique Arme: Application au Materiel Tubulaire; Technip: Paris, France, 1986; p. 266. [Google Scholar]
- Lasri, L.; Nouari, M.; El Mansori, M. Modelling of chip separation in machining unidirectional FRP composites by stiffness degradation concept. Compos. Sci. Technol. 2009, 69, 684–692. [Google Scholar] [CrossRef]
- Yasmin, A.; Luo, J.J.; Daniel, I.M. Processing of expanded graphite reinforced polymer nanocomposites. Compos. Sci. Technol. 2006, 66, 1182–1189. [Google Scholar] [CrossRef]
- Bérubé, S. Usinage en détourage de laminés composites carbone/époxy. Master’s Thesis, École de Technologie supérieure, Montreal, QC, Canada, July 2012. [Google Scholar]
- Narkis, M.; Chen, E.J.H.; Pipes, R.B. Review of methods for characterization of interfacial fiber-matrix interactions. Polym. Compos. 1988, 9, 245–251. [Google Scholar] [CrossRef]
- Hodgkinson, J.M. Mechanical Testing of Advanced Fibre Composites; Elsevier: Amsterdam, The Netherlands, 2000; p. 362. [Google Scholar]
- Materials Sciences Corporation; U. S. Army Research Laboratory; American Society for Testing Materials. The Composite Materials Handbook-Mil 17; Technomic: Lancaster, UK, 1997. [Google Scholar]
- Tahir, M.M.; Wang, W.-X.; Matsubara, T. A novel tab for tensile testing of unidirectional thermoplastic composites. J. Thermoplast. Compos. Mater. 2017, 32, 37–51. [Google Scholar] [CrossRef]
- Kedari, V.R.; Farah, B.I.; Hsiao, K.-T. Effects of vacuum pressure, inlet pressure, and mold temperature on the void content, volume fraction of polyester/e-glass fiber composites manufactured with VARTM process. J. Compos. Mater. 2011, 45, 2727–2742. [Google Scholar] [CrossRef]
- Rydarowski, H.; Koziol, M. Repeatability of glass fiber reinforced polymer laminate panels manufactured by hand lay-up and vacuum-assisted resin infusion. J. Compos. Mater. 2015, 49, 573–586. [Google Scholar] [CrossRef]
- Kanny, K.; Mohan, T. Resin infusion analysis of nanoclay filled glass fiber laminates. Compos. Part B Eng. 2014, 58, 328–334. [Google Scholar] [CrossRef]
- Almerich-Chulia, A.; Fenollosa, E.; Cabrera, I.; Almerich, A. GFRP Bar: Determining tensile strength with bending test. Adv. Mater. Res. 2015, 1083, 90–96. [Google Scholar] [CrossRef]
- Arczewska, P.; Polak, M.A.; Penlidis, A. Relation between tensile strength and modulus of rupture for GFRP reinforcing bars. J. Mater. Civ. Eng. 2019, 31, 04018362. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal cutting, 4th ed.; Butterworth-Heinemann: Boston, MA, USA, 2000; p. 446. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fillers | Trade Name | Composition | Concentration |
|---|---|---|---|
| Clay | Garamite-1958 | Organophilic phyllosilicates | 0%, 1%, 2% |
| Wax | Ceraflour-996 | PTFE-modified PE wax | 0%, 1%, 1.5% |
| Wetting agent (WA) | BYK-W-972 | High molecular weight block copolymer | 0%, 1% |
| Number of Teeth | 2 |  |
| Edge radius | 20 µm | |
| Rake angle | 10° | |
| Clearance angle | 10° | |
| Helix angle | 0° |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Ghaoui, K.; Chatelain, J.-F.; Ouellet-Plamondon, C.; Mathieu, R. Effects of Nano Organoclay and Wax on the Machining Temperature and Mechanical Properties of Carbon Fiber Reinforced Plastics (CFRP). J. Compos. Sci. 2019, 3, 85. https://doi.org/10.3390/jcs3030085
El-Ghaoui K, Chatelain J-F, Ouellet-Plamondon C, Mathieu R. Effects of Nano Organoclay and Wax on the Machining Temperature and Mechanical Properties of Carbon Fiber Reinforced Plastics (CFRP). Journal of Composites Science. 2019; 3(3):85. https://doi.org/10.3390/jcs3030085
Chicago/Turabian StyleEl-Ghaoui, Khalid, Jean-Francois Chatelain, Claudiane Ouellet-Plamondon, and Ronan Mathieu. 2019. "Effects of Nano Organoclay and Wax on the Machining Temperature and Mechanical Properties of Carbon Fiber Reinforced Plastics (CFRP)" Journal of Composites Science 3, no. 3: 85. https://doi.org/10.3390/jcs3030085
APA StyleEl-Ghaoui, K., Chatelain, J.-F., Ouellet-Plamondon, C., & Mathieu, R. (2019). Effects of Nano Organoclay and Wax on the Machining Temperature and Mechanical Properties of Carbon Fiber Reinforced Plastics (CFRP). Journal of Composites Science, 3(3), 85. https://doi.org/10.3390/jcs3030085