
Influence of Temperature on Interlayer Adhesion and Structural Integrity in Material Extrusion: A Comprehensive Review



Abstract
1. Introduction
- Interfacial bonding between layers (interlayer bonding and intralayer cohesion).
- Crystallinity of material after it cools down.
2. Overview of MEX-TRB/P 3D Printing
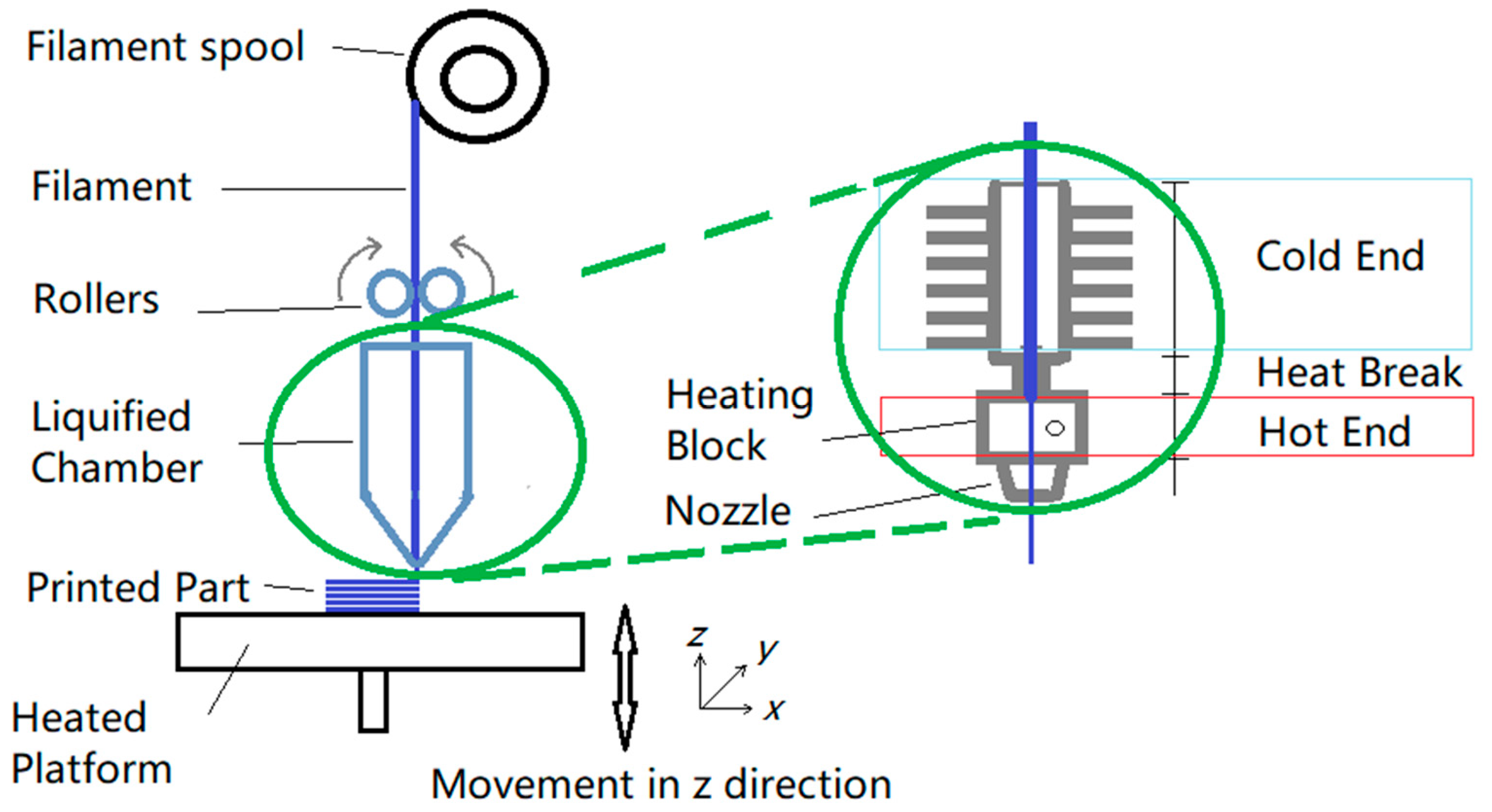
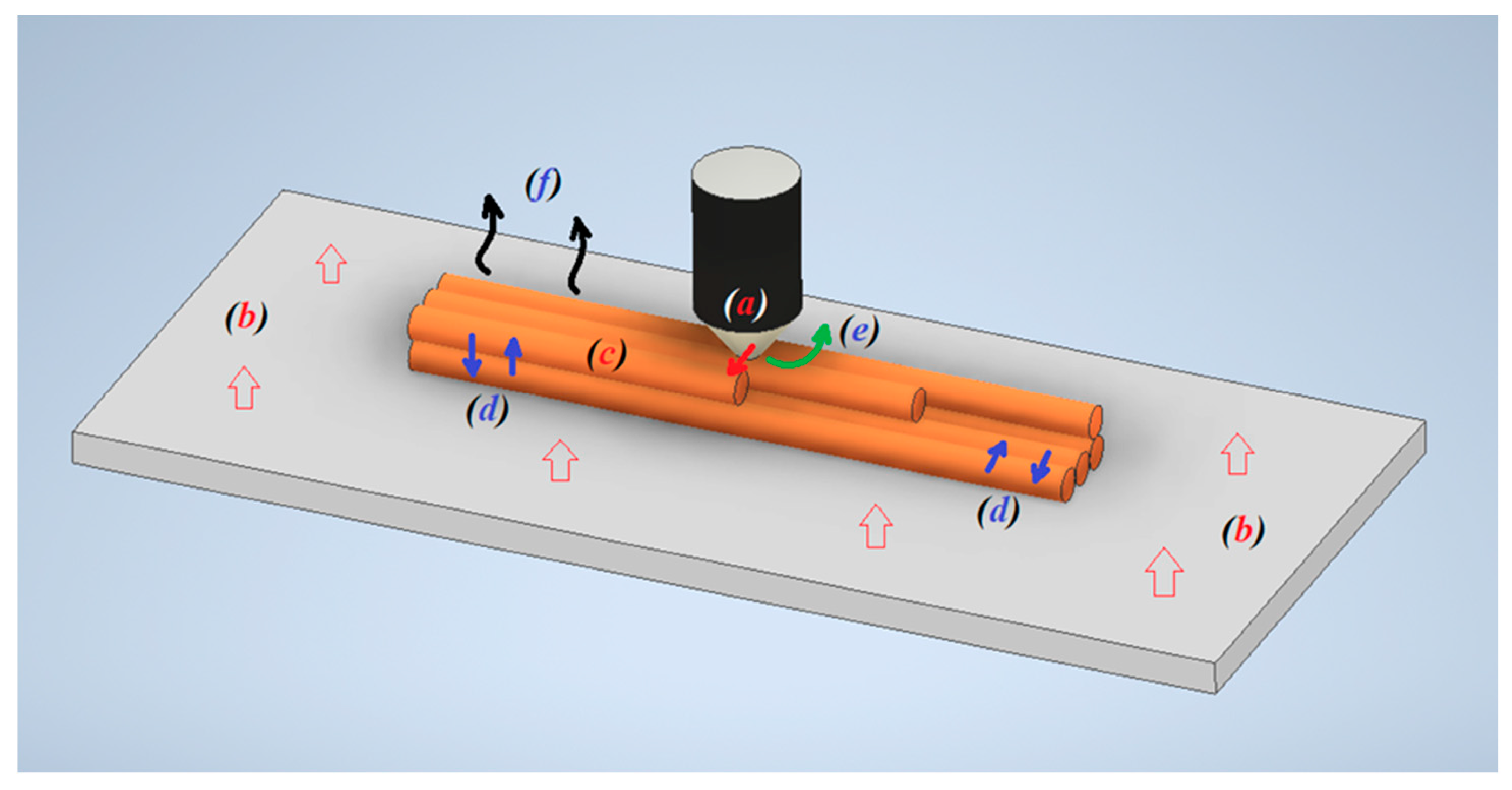
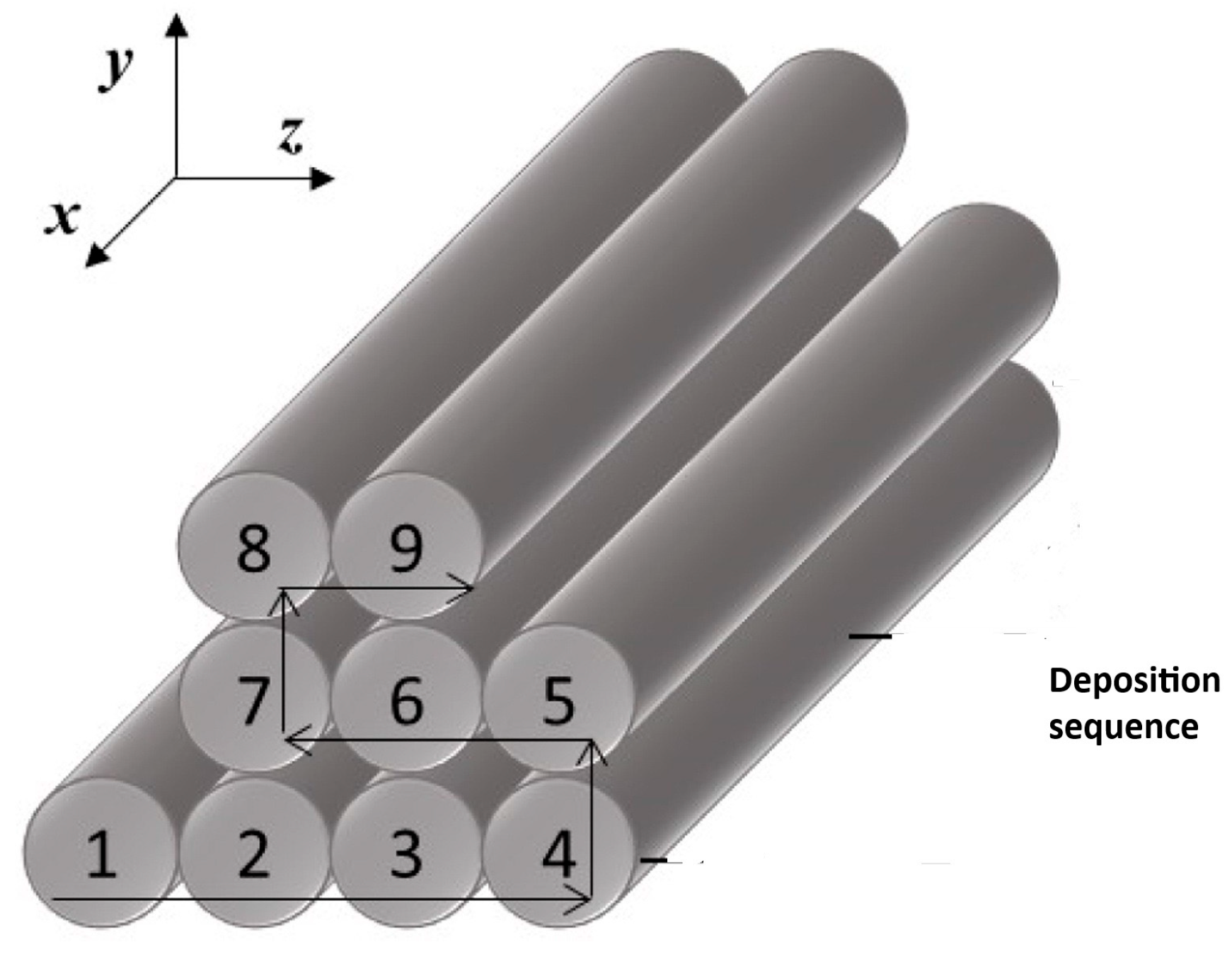
2.1. Process Overview
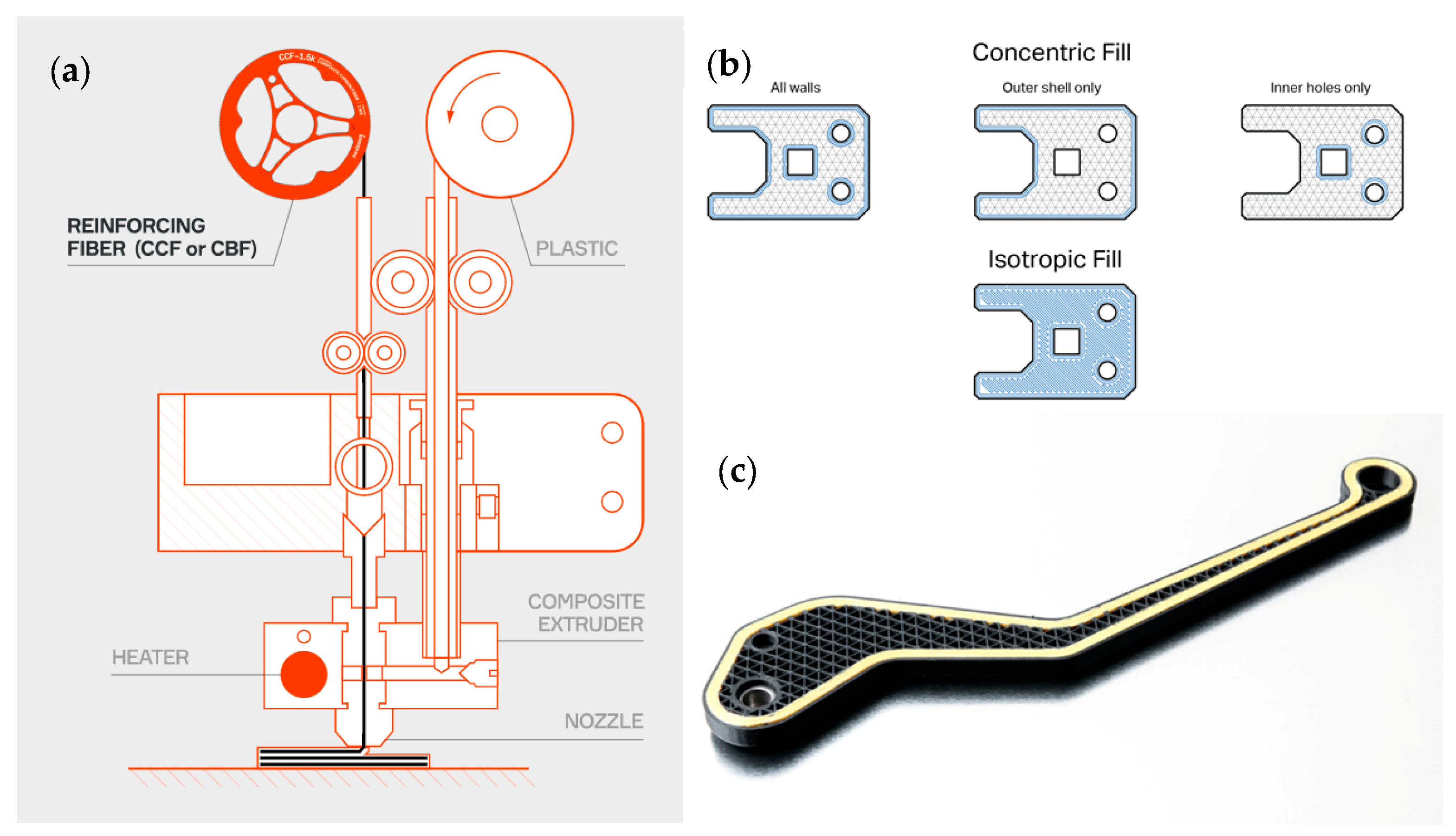
2.2. Extrusion System
2.3. Application and Current Development
2.4. Materials in MEX-TRB/P 3D Printing
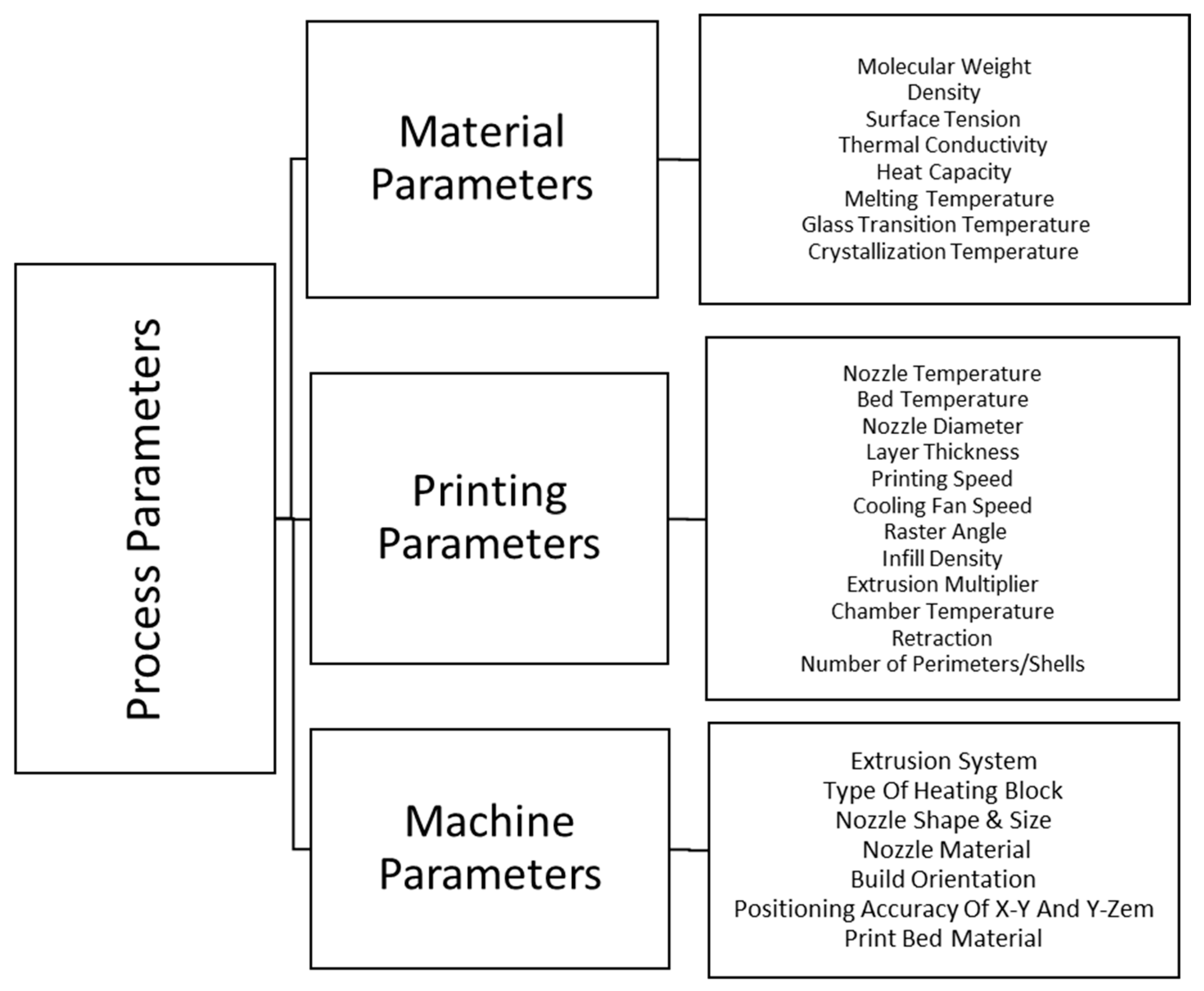
3. Processing Parameters in MEX-TRB/P 3D Printing
3.1. Temperature Sensitive Parameters
3.1.1. Nozzle Temperature
3.1.2. Platform Temperature
3.1.3. Surrounding Temperature, Chamber Temperature, and Cooling Fan Speed
3.1.4. Printing Speed
4. Temperature and Interlayer Bond Strength
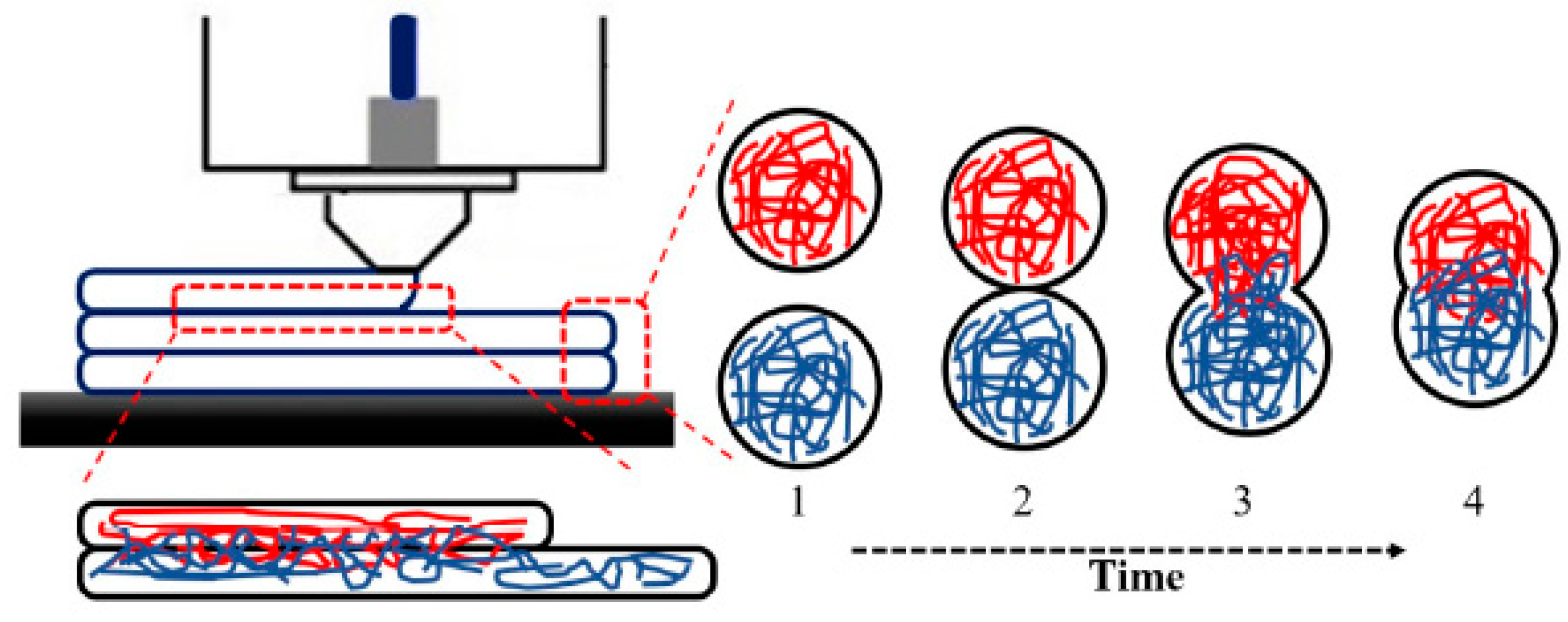
4.1. Influence of Temperature on Bonding Quality
4.2. Influence of Temperature on Material Properties
Temperature and Crystallinity of a Polymer
- Molecular Weight—An increase in molecular weight will lead to a decrease in chain concentration. This decreases the free volume at the end group region, causing an increase in glass transition temperature.
- Molecular Structure—The presence bulky, inflexible side group increases the glass transition temperature of material compared to straight chains.
- Chemical Cross-linking—Cross-linking decreases the mobility of chains, which leads to a decrease in free volume and increases the glass transition temperature.
- Polar Groups—The presence of polar groups increases the intermolecular forces. This increases the inter-chain attraction and cohesion, which leads to a decrease in free volume, resulting in a higher glass transition temperature.
4.3. Relationship Between Material Properties and Bonding Quality
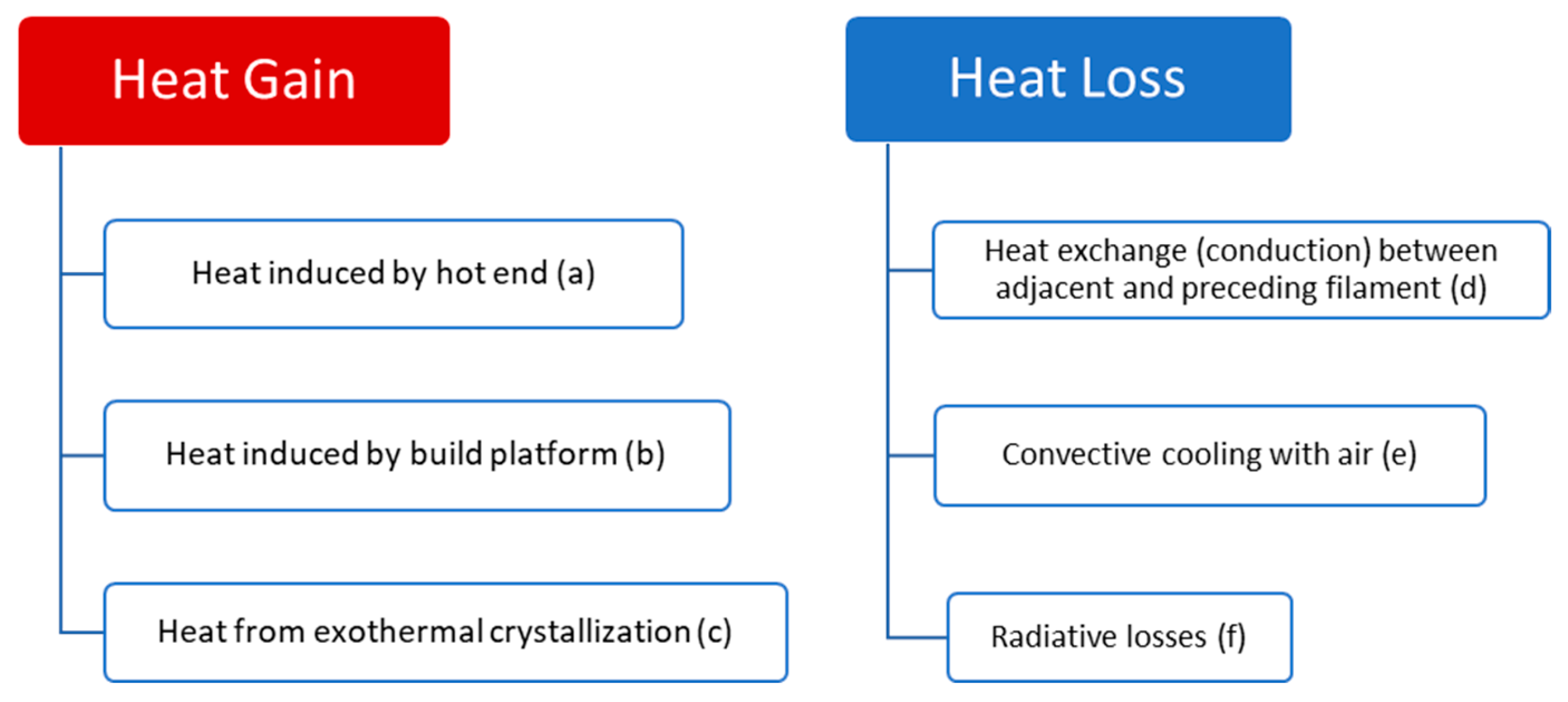
4.4. Temperature Evolution in MEX-TRB/P Process
5. Experimental and Numerical Studies of Thermal Behavior in MEX-TRB/P
5.1. Global Temperature Measurement on External Surface of Layers
5.2. Local Temperature Measurement at Bond Interface
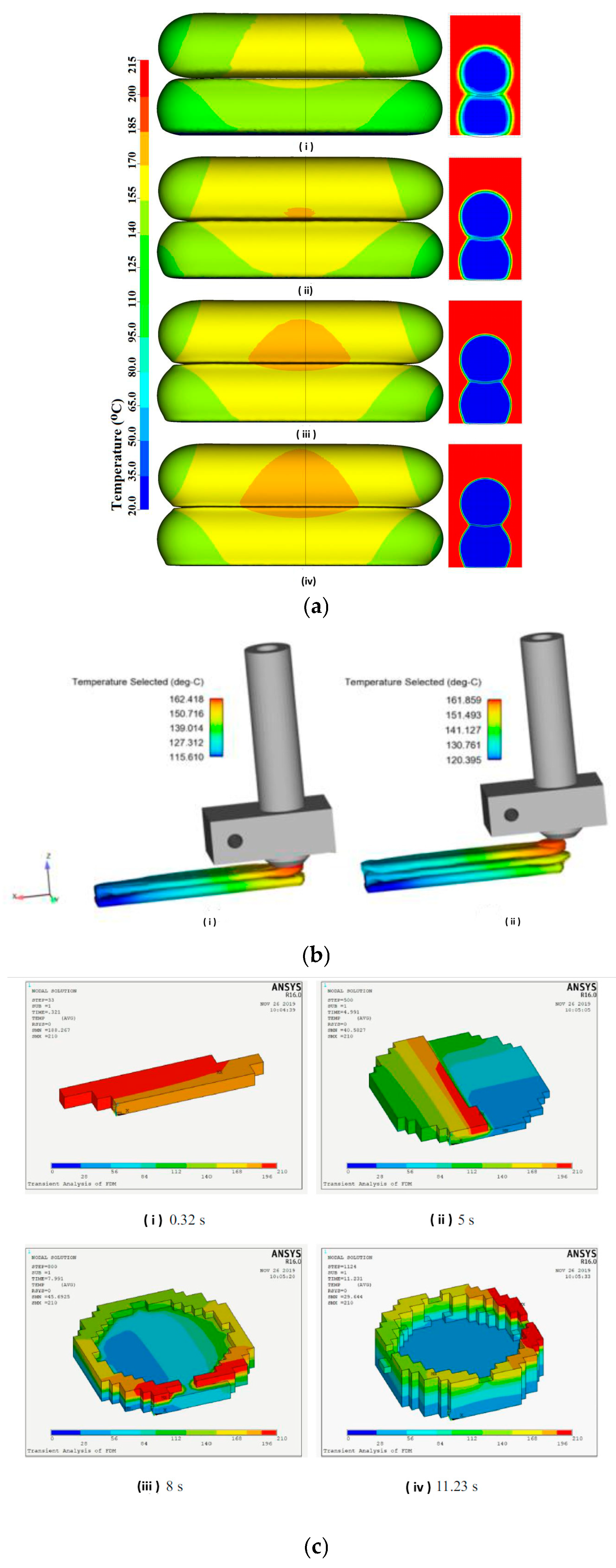
5.3. Numerical Studies
6. Opportunities for Future Developments
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Song, Y.; Yan, Y.; Zhang, R.; Xu, D.; Wang, F. Manufacture of the Die of an Automobile Deck Part Based on Rapid Prototyping and Rapid Tooling Technology. J. Mater. Process. Technol. 2002, 120, 237–242. [Google Scholar] [CrossRef]
- Thomas, C.L.; Gaffney, T.M.; Kaza, S.; Lee, C.H. Rapid Prototyping of Large Scale Aerospace Structures. In Proceedings of the IEEE Aerospace Applications Conference Proceedings, Aspen, CO, USA, 10 February 1996; pp. 219–230. [Google Scholar]
- Giannatsis, J.; Dedoussis, V. Additive Fabrication Technologies Applied to Medicine and Health Care: A Review. Int. J. Adv. Manuf. Technol. 2009, 40, 116–127. [Google Scholar] [CrossRef]
- Sachlos, E.; Czernuszka, J.T. Making Tissue Engineering Scaffolds Work. Review: The Application of Solid Freeform Fabrication Technology to the Production of Tissue Engineering Scaffolds. Eur. Cells Mater. 2003, 5, 29–40. [Google Scholar] [CrossRef] [PubMed]
- Bird, D.T.; Ravindra, N.M. Additive Manufacturing of Sensors for Military Monitoring Applications. Polymers 2021, 13, 1455. [Google Scholar] [CrossRef]
- Jagoda, J.; Diggs-McGee, B.; Kreiger, M.; Schuldt, S. The Viability and Simplicity of 3D-Printed Construction: A Military Case Study. Infrastructures 2020, 5, 35. [Google Scholar] [CrossRef]
- History of 3D Printing: When Was 3D Printing Invented? Available online: https://all3dp.com/2/history-of-3d-printing-when-was-3d-printing-invented/ (accessed on 2 October 2022).
- Onuh, S.O.; Yusuf, Y.Y. Rapid Prototyping Technology: Applications and Benefits for Rapid Product Development. J. Intell. Manuf. 1999, 10, 301–311. [Google Scholar] [CrossRef]
- Calignano, F.; Manfredi, D.; Ambrosio, E.P.; Biamino, S.; Lombardi, M.; Atzeni, E.; Salmi, A.; Minetola, P.; Iuliano, L.; Fino, P. Overview on Additive Manufacturing Technologies. Proc. IEEE 2017, 105, 593–612. [Google Scholar] [CrossRef]
- Huang, B.; Meng, S.; He, H.; Jia, Y.; Xu, Y.; Huang, H. Study of Processing Parameters in Fused Deposition Modeling Based on Mechanical Properties of Acrylonitrile-Butadiene-Styrene Filament. Polym. Eng. Sci. 2019, 59, 120–128. [Google Scholar] [CrossRef]
- Costa, S.F.; Duarte, F.M.; Covas, J.A. Estimation of Filament Temperature and Adhesion Development in Fused Deposition Techniques. J. Mater. Process. Technol. 2017, 245, 167–179. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Li, L.; Huang, C. Effects of FDM-3D Printing Parameters on Mechanical Properties and Microstructure of CF/PEEK and GF/PEEK. Chin. J. Aeronaut. 2021, 34, 236–246. [Google Scholar] [CrossRef]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM Process Parameters Influence over the Mechanical Properties of Polymer Specimens: A Review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Jaisingh Sheoran, A.; Kumar, H. Fused Deposition Modeling Process Parameters Optimization and Effect on Mechanical Properties and Part Quality: Review and Reflection on Present Research. Mater. Today Proc. 2020, 21, 1659–1672. [Google Scholar] [CrossRef]
- Kamaal, M.; Anas, M.; Rastogi, H.; Bhardwaj, N.; Rahaman, A. Effect of FDM Process Parameters on Mechanical Properties of 3D-Printed Carbon Fibre–PLA Composite. Prog. Addit. Manuf. 2021, 6, 63–69. [Google Scholar] [CrossRef]
- Wu, H.; Fahy, W.P.; Kim, S.; Kim, H.; Zhao, N.; Pilato, L.; Kafi, A.; Bateman, S.; Koo, J.H. Recent Developments in Polymers/Polymer Nanocomposites for Additive Manufacturing. Prog. Mater. Sci. 2020, 111, 100638. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: II. Materials, Dimensional Accuracy, and Surface Roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Xia, H.; Lu, J.; Tryggvason, G. A Numerical Study of the Effect of Viscoelastic Stresses in Fused Filament Fabrication. Comput. Methods Appl. Mech. Eng. 2019, 346, 242–259. [Google Scholar] [CrossRef]
- Daminabo, S.C.; Goel, S.; Grammatikos, S.A.; Nezhad, H.Y.; Thakur, V.K. Fused Deposition Modeling-Based Additive Manufacturing (3D Printing): Techniques for Polymer Material Systems. Mater. Today Chem. 2020, 16, 100248. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: I. Process Design and Modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Spoerk, M.; Holzer, C.; Gonzalez-Gutierrez, J. Material Extrusion-Based Additive Manufacturing of Polypropylene: A Review on How to Improve Dimensional Inaccuracy and Warpage. J. Appl. Polym. Sci. 2020, 137, 48545. [Google Scholar] [CrossRef]
- Goh, G.D.; Yap, Y.L.; Agarwala, S.; Yeong, W.Y. Recent Progress in Additive Manufacturing of Fiber Reinforced Polymer Composite. Adv. Mater. Technol. 2019, 4, 1800271. [Google Scholar] [CrossRef]
- Ismail, K.I.; Yap, T.C.; Ahmed, R. 3D-Printed Fiber-Reinforced Polymer Composites by Fused Deposition Modelling (FDM): Fiber Length and Fiber Implementation Techniques. Polymers 2022, 14, 4659. [Google Scholar] [CrossRef] [PubMed]
- Bruère, V.M.; Lion, A.; Holtmannspötter, J.; Johlitz, M. Under-Extrusion Challenges for Elastic Filaments: The Influence of Moisture on Additive Manufacturing. Prog. Addit. Manuf. 2022, 7, 445–452. [Google Scholar] [CrossRef]
- Sommacal, S.; Matschinski, A.; Drechsler, K.; Compston, P. Characterisation of Void and Fiber Distribution in 3D Printed Carbon-Fiber/PEEK Using X-Ray Computed Tomography. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106487. [Google Scholar] [CrossRef]
- Battling Bowden Tube Physics|E3D. Available online: https://e3d-online.com/blogs/news/battling-bowden-tube-physics (accessed on 22 May 2025).
- Dudek, P. FDM 3D Printing Technology in Manufacturing Composite Elements. Arch. Metall. Mater. 2013, 58, 1415–1418. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive Manufacturing: Technology, Applications and Research Needs. Front. Mech. Eng. 2013, 120, 237–242. [Google Scholar] [CrossRef]
- Desktop Anisoprinting|Anisoprint. Available online: https://anisoprint.com/solutions/desktop/ (accessed on 24 May 2023).
- Zanelli, M.; Ronconi, G.; Pritoni, N.; D’Iorio, A.; Bertoldo, M.; Mazzanti, V.; Mollica, F. 3D Printing of Continuous Basalt Fiber-Reinforced Composites: Characterization of the In-Plane Mechanical Properties and Anisotropy Evaluation. Polymers 2024, 16, 3377. [Google Scholar] [CrossRef]
- 3D Printing Composites with Markforged|Markforged. Available online: https://markforged.com/it/resources/learn/design-for-additive-manufacturing-plastics-composites/3d-printing-composites-introduction/3d-printing-composites-with-markforged (accessed on 24 May 2025).
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of Continuous Carbon, Glass and Kevlar Fibre Reinforced Polymer Composites Using Additive Manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- PLA 3D Printing: All You Need to Know|AMFG. Available online: https://amfg.ai/2018/07/02/pla-3d-printing-all-you-need-to-know/ (accessed on 5 April 2023).
- PLA, vs. ABS Plastic—The Pros and Cons|3D Insider. Available online: https://3dinsider.com/pla-vs-abs-plastic-pros-cons/ (accessed on 20 July 2021).
- Kondo, H. Polycarbonate (PC) 3D Printer Filament—Explained & Compared|All3DP. Available online: https://all3dp.com/2/polycarbonate-pc-filament-explained-and-compared/ (accessed on 4 April 2022).
- Simplify3D Ultimate Materials Guide—Tips for 3D Printing with Polycarbonate. Available online: https://www.simplify3d.com/resources/materials-guide/polycarbonate/ (accessed on 7 May 2023).
- Simplify3D Ultimate Materials Guide—3D Printing Flexible Filament. Available online: https://www.simplify3d.com/resources/materials-guide/flexible (accessed on 26 April 2025).
- SpecialChem Polyvinylidene Fluoride (PVDF) Plastic: Material Properties & Other Info. Available online: https://omnexus.specialchem.com/selection-guide/polyvinylidene-fluoride-pvdf-plastic (accessed on 25 April 2025).
- Sher, D. Everything About Today’s PEEK 3D Printing Market—3D Printing Media Network. Available online: https://www.voxelmatters.com/everything-about-peek-3d-printing/ (accessed on 24 April 2025).
- PEEK Plastic Material & Properties|High Temp, Chemical Resistant Plastic|Curbell Plastics. Available online: https://www.curbellplastics.com/materials/plastics/peek/ (accessed on 21 April 2025).
- Polyetherimide (PEI) Polymer: Uses, Applications & Material Properties|SpecialChem. Available online: https://omnexus.specialchem.com/selection-guide/polyetherimide-pei-high-heat-plastic/key-applications (accessed on 21 April 2025).
- Singh, S.; Hubert, P. High-Performance Polymer Blends: Manufacturing of Polyetherimide (PEI)–Polycarbonate (PC)-Based Filaments for 3D Printing. Polymers 2024, 16, 3384. [Google Scholar] [CrossRef]
- Radhwan, H.; Shayfull, Z.; Abdellah, A.E.-H.; Irfan, A.R.; Kamarudin, K. Optimization Parameter Effects on the Strength of 3D-Printing Process Using Taguchi Method. AIP Conf. Proc. 2019, 2129, 20154. [Google Scholar] [CrossRef]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The Influence of Manufacturing Parameters on the Mechanical Behaviour of PLA and ABS Pieces Manufactured by FDM: A Comparative Analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef]
- Gao, G.; Xu, F.; Xu, J.; Tang, G.; Liu, Z. A Survey of the Influence of Process Parameters on Mechanical Properties of Fused Deposition Modeling Parts. Micromachines 2022, 13, 553. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.; Ma, Y.; Deng, Z.; Zhang, S.; Cai, J. Effects of Fused Deposition Modeling Process Parameters on Tensile, Dynamic Mechanical Properties of 3D Printed Polylactic Acid Materials. Polym. Test. 2020, 86, 106483. [Google Scholar] [CrossRef]
- Zaoutsos, S.P.; Kechagias, J.D. Optimizing Bonding Conditions between Multilayer FFF Material Extrusion. Mater. Manuf. Process. 2025, 40, 499–506. [Google Scholar] [CrossRef]
- Portoacă, A.I.; Diniță, A.; Tănase, M.; Săvulescu, A.; Sirbu, E.E.; Călin, C.; Brănoiu, G. Analyzing Sustainable 3D Printing Processes: Mechanical, Thermal, and Crystallographic Insights. Polymers 2024, 16, 1364. [Google Scholar] [CrossRef]
- Kumar, M.S.; Farooq, M.U.; Ross, N.S.; Yang, C.H.; Kavimani, V.; Adediran, A.A. Achieving Effective Interlayer Bonding of PLA Parts during the Material Extrusion Process with Enhanced Mechanical Properties. Sci. Rep. 2023, 13, 6800. [Google Scholar] [CrossRef]
- Pang, R.; Lai, M.K.; Ismail, K.I.; Yap, T.C. Characterization of the Dimensional Precision, Physical Bonding, and Tensile Performance of 3D-Printed PLA Parts with Different Printing Temperature. J. Manuf. Mater. Process. 2024, 8, 56. [Google Scholar] [CrossRef]
- Campo, E.A. 2—Mechanical Properties of Polymeric Materials. In Plastics Design Library, Selection of Polymeric Materials; Campo, E.A., Ed.; William Andrew Publishing: Norwich, NY, USA, 2008; pp. 41–101. ISBN 978-0-8155-1551-7. [Google Scholar]
- Jatti, V.S.; Jatti, S.V.; Patel, A.; Jatti, V.S. A Study On Effect Of Fused Deposition Modeling Process Parameters On Mechanical Properties. Int. J. Sci. Technol. Res. 2019, 8, 689–693. [Google Scholar]
- Rivera-López, F.; Pavón, M.M.L.; Correa, E.C.; Molina, M.H. Effects of Nozzle Temperature on Mechanical Properties of Polylactic Acid Specimens Fabricated by Fused Deposition Modeling. Polymers 2024, 16, 1867. [Google Scholar] [CrossRef]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the Impact Strength and Heat Resistance of 3D Printed Models: Structure, Property, and Processing Correlationships during Fused Deposition Modeling (FDM) of Poly(Lactic Acid). ACS Omega 2018, 3, 4400–4411. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Alrawi, B.; Guzman, A. Experimental Optimization of Fused Deposition Modelling Processing Parameters: A Design-for-Manufacturing Approach. Procedia Manuf. 2017, 10, 791–803. [Google Scholar] [CrossRef]
- Pang, R.; Lai, M.K.; Ismail, K.I.; Yap, T.C. The Effect of Printing Temperature on Bonding Quality and Tensile Properties of Fused Deposition Modelling 3D-Printed Parts. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1257, 012031. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive Manufacturing of Carbon Fiber Reinforced Thermoplastic Composites Using Fused Deposition Modeling. Compos. Part B Eng. 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Valerga, A.P.; Batista, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef] [PubMed]
- Shanmugam, V.; Babu, K.; Kannan, G.; Mensah, R.A.; Samantaray, S.K.; Das, O. The Thermal Properties of FDM Printed Polymeric Materials: A Review. Polym. Degrad. Stab. 2024, 228, 110902. [Google Scholar] [CrossRef]
- Vanaei, H.; Shirinbayan, M.; Deligant, M.; Raissi, K.; Fitoussi, J.; KHELLADI, S.; Tcharkhtchi, A. Influence of Process Parameters on Thermal and Mechanical Properties of Polylactic Acid Fabricated by Fused Filament Fabrication. Polym. Eng. Sci. 2020, 60, 1822–1831. [Google Scholar] [CrossRef]
- Pandey, D.; Pandey, R.; Mishra, A.; Tewari, R.P. Effect of Printing Temperature on Fatigue and Impact Performance of 3-D Printed Carbon Fiber Reinforced PLA Composites for Ankle Foot Orthotic Device. Mech. Compos. Mater. 2024, 60, 549–560. [Google Scholar] [CrossRef]
- Chadha, A.; Ul Haq, M.I.; Raina, A.; Singh, R.R.; Penumarti, N.B.; Bishnoi, M.S. Effect of Fused Deposition Modelling Process Parameters on Mechanical Properties of 3D Printed Parts. World J. Eng. 2019, 16, 550–559. [Google Scholar] [CrossRef]
- Thumsorn, S.; Prasong, W.; Kurose, T.; Ishigami, A.; Kobayashi, Y.; Ito, H. Rheological Behavior and Dynamic Mechanical Properties for Interpretation of Layer Adhesion in FDM 3D Printing. Polymers 2022, 14, 2721. [Google Scholar] [CrossRef]
- Box3d Warping and Cracking with Closed Environment FDM 3D Printers, Box3d. Available online: https://www.box3d.eu/warping-cracking-closed-environment-3d-printers/#:~:text=ImportantfailuremodesofFDM,betterperformingFDM3Dprinter (accessed on 4 April 2025).
- Giri, J.; Chiwande, A.; Gupta, Y.; Mahatme, C.; Giri, P. Effect of Process Parameters on Mechanical Properties of 3d Printed Samples Using FDM Process. Mater. Today Proc. 2021, 47, 5856–5861. [Google Scholar] [CrossRef]
- Lee, C.-Y.; Liu, C.-Y. The Influence of Forced-Air Cooling on a 3D Printed PLA Part Manufactured by Fused Filament Fabrication. Addit. Manuf. 2019, 25, 196–203. [Google Scholar] [CrossRef]
- Thumsorn, S.; Prasong, W.; Ishigami, A.; Kurose, T.; Kobayashi, Y.; Ito, H. Influence of Ambient Temperature and Crystalline Structure on Fracture Toughness and Production of Thermoplastic by Enclosure FDM 3D Printer. J. Manuf. Mater. Process. 2023, 7, 44. [Google Scholar] [CrossRef]
- Chalgham, A.; Ehrmann, A.; Wickenkamp, I. Mechanical Properties of Fdm Printed Pla Parts before and after Thermal Treatment. Polymers 2021, 13, 1239. [Google Scholar] [CrossRef] [PubMed]
- Muthu Natarajan, S.; Senthil, S.; Narayanasamy, P. Investigation of Mechanical Properties of FDM-Processed Acacia Concinna–Filled Polylactic Acid Filament. Int. J. Polym. Sci. 2022, 2022, 4761481. [Google Scholar] [CrossRef]
- Daly, M.; Tarfaoui, M.; Chihi, M.; Bouraoui, C. FDM Technology and the Effect of Printing Parameters on the Tensile Strength of ABS Parts. Int. J. Adv. Manuf. Technol. 2023, 126, 5307–5323. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Sun, J.; Yu, Z. The Effect of Process Parameters in Fused Deposition Modelling on Bonding Degree and Mechanical Properties. Rapid Prototyp. J. 2018, 24, 80–92. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental Investigation and Empirical Modelling of FDM Process for Compressive Strength Improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef]
- Zaldivar, R.J.; Witkin, D.B.; McLouth, T.; Patel, D.N.; Schmitt, K.; Nokes, J.P. Influence of Processing and Orientation Print Effects on the Mechanical and Thermal Behavior of 3D-Printed ULTEM ® 9085 Material. Addit. Manuf. 2017, 13, 71–80. [Google Scholar] [CrossRef]
- Ahn, S.H.; Montero, M.; Wright, P.K.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic Material Properties of Fused Deposition Modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Deligant, M.; Shirinbayan, M.; Raissi, K.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. A Comparative In-Process Monitoring of Temperature Profile in Fused Filament Fabrication. Polym. Eng. Sci. 2020, 61, 68–76. [Google Scholar] [CrossRef]
- Al Rashid, A.; Koç, M. Fused Filament Fabrication Process: A Review of Numerical Simulation Techniques. Polymers 2021, 13, 3534. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. Part Strength Evolution with Bonding between Filaments in Fused Deposition Modelling: This Paper Studies How Coalescence of Filaments Contributes to the Strength of Final FDM Part. Virtual Phys. Prototyp. 2014, 9, 141–149. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Healing Simulation for Bond Strength Prediction of FDM. Rapid Prototyp. J. 2017, 23, 551–561. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of Processing Conditions on the Bonding Quality of FDM Polymer Filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of Bond Formation between Polymer Filaments in the Fused Deposition Modeling Process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Basgul, C.; Thieringer, F.M.; Kurtz, S.M. Heat Transfer-Based Non-Isothermal Healing Model for the Interfacial Bonding Strength of Fused Filament Fabricated Polyetheretherketone. Addit. Manuf. 2021, 46, 102097. [Google Scholar] [CrossRef]
- Lee, W.I.; Springer, G.S. A Model of the Manufacturing Process of Thermoplastic Matrix Composites. J. Compos. Mater. 1987, 21, 1017–1055. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Prediction of Interlayer Strength in Material Extrusion Additive Manufacturing. Addit. Manuf. 2020, 35, 101368. [Google Scholar] [CrossRef]
- Morales, N.G.; Fleck, T.J.; Rhoads, J.F. The Effect of Interlayer Cooling on the Mechanical Properties of Components Printed via Fused Deposition. Addit. Manuf. 2018, 24, 243–248. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Raissi, K.; Deligant, M.; Shirinbayan, M.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Toward the Understanding of Temperature Effect on Bonding Strength, Dimensions and Geometry of 3D-Printed Parts. J. Mater. Sci. 2020, 55, 14677–14689. [Google Scholar] [CrossRef]
- Tao, Y.; Kong, F.; Li, Z.; Zhang, J.; Zhao, X.; Yin, Q.; Xing, D.; Li, P. A Review on Voids of 3D Printed Parts by Fused Filament Fabrication. J. Mater. Res. Technol. 2021, 15, 4860–4879. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Shirinbayan, M.; Costa, S.F.; Duarte, F.M.; Covas, J.A.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. Experimental Study of PLA Thermal Behavior during Fused Filament Fabrication. J. Appl. Polym. Sci. 2021, 138, 49747. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Vadori, R.; Mohanty, A.K.; Misra, M. The Effect of Mold Temperature on the Performance of Injection Molded Poly(Lactic Acid)-Based Bioplastic. Macromol. Mater. Eng. 2013, 298, 981–990. [Google Scholar] [CrossRef]
- The Difference Between Amorphous & Semi-Crystalline Polymers|Impact Plastics. Available online: https://blog.impactplastics.co/blog/the-difference-between-amorphous-semi-crystalline-polymers (accessed on 20 April 2025).
- Ma, B.; Wang, X.; He, Y.; Dong, Z.; Zhang, X.; Chen, X.; Liu, T. Effect of Poly(Lactic Acid) Crystallization on Its Mechanical and Heat Resistance Performances. Polymer 2021, 212, 123280. [Google Scholar] [CrossRef]
- Mills, N.; Jenkins, M.; Kukureka, S. Chapter 3—Amorphous Polymers and the Glass Transition. In Plastics, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2020; pp. 33–48. ISBN 978-0-08-102499-7. [Google Scholar]
- Harris, A.M.; Lee, E.C. Improving Mechanical Performance of Injection Molded PLA by Controlling Crystallinity. J. Appl. Polym. Sci. 2008, 107, 2246–2255. [Google Scholar] [CrossRef]
- De Santis, F.; Volpe, V.; Pantani, R. Effect of Molding Conditions on Crystallization Kinetics and Mechanical Properties of Poly(Lactic Acid). Polym. Eng. Sci. 2017, 57, 306–311. [Google Scholar] [CrossRef]
- Zhang, M.C.; Guo, B.H.; Xu, J. A Review on Polymer Crystallization Theories. Crystals 2017, 7, 4. [Google Scholar] [CrossRef]
- Mills, N.; Jenkins, M.; Kukureka, S. Chapter 4—Semi-Crystalline Polymers. In Plastics, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2020; pp. 49–66. ISBN 978-0-08-102499-7. [Google Scholar]
- Balani, K.; Verma, V.; Agarwal, A.; Narayan, R. Physical, Thermal, and Mechanical Properties of Polymers. In Biosurfaces: A Materials Science and Engineering Perspective; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 329–344. [Google Scholar] [CrossRef]
- Avinc, O.; Khoddami, A. Overview of Poly(Lactic Acid) (PLA) Fibre. Fibre Chem. 2009, 41, 391–401. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Filho, R.M. Poly-Lactic Acid Synthesis for Application in Biomedical Devices—A Review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef]
- Battegazzore, D.; Bocchini, S.; Frache, A. Crystallization Kinetics of Poly(Lactic Acid)-Talc Composites. Express Polym. Lett. 2011, 5, 849–858. [Google Scholar] [CrossRef]
- Pantani, R.; De Santis, F.; Sorrentino, A.; De Maio, F.; Titomanlio, G. Crystallization Kinetics of Virgin and Processed Poly(Lactic Acid). Polym. Degrad. Stab. 2010, 95, 1148–1159. [Google Scholar] [CrossRef]
- Glass Transition Temperature|SpecialChem. Available online: https://omnexus.specialchem.com/polymer-property/glass-transition-temperature (accessed on 5 April 2023).
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical Behaviour of ABS: An Experimental Study Using FDM and Injection Moulding Techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Yang, F.; Pitchumani, R. Healing of Thermoplastic Polymers at an Interface under Nonisothermal Conditions. Macromolecules 2002, 35, 3213–3224. [Google Scholar] [CrossRef]
- Lepoivre, A.; Boyard, N.; Levy, A.; Sobotka, V. Heat Transfer and Adhesion Study for the FFF Additive Manufacturing Process. Procedia Manuf. 2020, 47, 948–955. [Google Scholar] [CrossRef]
- Pourali, M.; Adisa, A.; Salunke, S.; Peterson, A.M. Crystallization Modeling of Two Semi-Crystalline Polyamides during Material Extrusion Additive Manufacturing. Sci. Rep. 2024, 14, 26297. [Google Scholar] [CrossRef]
- Zhou, X.; Hsieh, S.J.; Sun, Y. Experimental and Numerical Investigation of the Thermal Behaviour of Polylactic Acid during the Fused Deposition Process. Virtual Phys. Prototyp. 2017, 138, 49747. [Google Scholar] [CrossRef]
- Polychronopoulos, N.D.; Vlachopoulos, J. The Role of Heating and Cooling in Viscous Sintering of Pairs of Spheres and Pairs of Cylinders. Rapid Prototyp. J. 2020, 26, 719–726. [Google Scholar] [CrossRef]
- Yin, J.; Lu, C.; Fu, J.; Huang, Y.; Zheng, Y. Interfacial Bonding during Multi-Material Fused Deposition Modeling (FDM) Process Due to Inter-Molecular Diffusion. Mater. Des. 2018, 150, 104–112. [Google Scholar] [CrossRef]
- Rudolph, N.; Chen, J.; Dick, T. Understanding the Temperature Field in Fused Filament Fabrication for Enhanced Mechanical Part Performance. AIP Conf. Proc. 2019, 2055, 140003. [Google Scholar] [CrossRef]
- Ferraris, E.; Zhang, J.; Van Hooreweder, B. Thermography Based In-Process Monitoring of Fused Filament Fabrication of Polymeric Parts. CIRP Ann. 2019, 68, 213–216. [Google Scholar] [CrossRef]
- Xu, D.; Zhang, Y.; Pigeonneau, F. Thermal Analysis of the Fused Filament Fabrication Printing Process: Experimental and Numerical Investigations. Int. J. Mater. Form. 2021, 14, 763–776. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared Thermography of Welding Zones Produced by Polymer Extrusion Additive Manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef] [PubMed]
- Seppala, J.E.; Hoon Han, S.; Hillgartner, K.E.; Davis, C.S.; Migler, K.B. Weld Formation during Material Extrusion Additive Manufacturing. Soft Matter 2017, 13, 6761–6769. [Google Scholar] [CrossRef] [PubMed]
- Vanaei, H.R.; Shirinbayan, M.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. In-Process Monitoring of Temperature Evolution during Fused Filament Fabrication: A Journey from Numerical to Experimental Approaches. Thermo 2021, 1, 332–360. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Tavitov, A.; Urzhumtsev, O.; Vakulik, A. Increasing Strength of FFF Three-Dimensional Printed Parts by Influencing on Temperature-Related Parameters of the Process. Rapid Prototyp. J. 2020, 26, 107–121. [Google Scholar] [CrossRef]
- Yardimci, M.A.; Güçeri, S. Conceptual Framework for the Thermal Process Modelling of Fused Deposition. Rapid Prototyp. J. 1996, 2, 26–31. [Google Scholar] [CrossRef]
- Yardimci, M.A.; Hattori, T.; Guceri, S.I.; Danforth, S.C. Thermal Analysis of Fused Deposition. In Proceedings of the 1997 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 11–13 August 1997; pp. 689–698. [Google Scholar]
- Rodriguez, J.F.; Thomas, J.P.; Renaud, J.E. Characterization of the Mesostructure of Fused-Deposition Acrylonitrile-Butadiene-Styrene Materials. Rapid Prototyp. J. 2000, 6, 175–185. [Google Scholar] [CrossRef]
- Rodríguez, J.F.; Thomas, J.P.; Renaud, J.E. Design of Fused-Deposition ABS Components for Stiffness and Strength. J. Mech. Des. 2003, 125, 545–551. [Google Scholar] [CrossRef]
- Costa, S.F.; Duarte, F.M.; Covas, J.A. Thermal Conditions Affecting Heat Transfer in FDM/FFE: A Contribution towards the Numerical Modelling of the Process. Virtual Phys. Prototyp. 2014, 10, 35–46. [Google Scholar] [CrossRef]
- Yang, F.; Pitchumani, R. Nonisothermal Healing and Interlaminar Bond Strength Evolution during Thermoplastic Matrix Composites Processing. Polym. Compos. 2003, 24, 263–278. [Google Scholar] [CrossRef]
- Xia, H.; Lu, J.; Dabiri, S.; Tryggvason, G. Fully Resolved Numerical Simulations of Fused Deposition Modeling. Part I: Fluid Flow. Rapid Prototyp. J. 2018, 24, 463–476. [Google Scholar] [CrossRef]
- Verma, A.; Vishnoi, P.; Sukhotskiy, V.; Furlani, E.P. Numerical Simulation of Extrusion Additive Manufacturing: Fused Deposition Modeling. TechConnect Briefs 2018, 4, 118–121. [Google Scholar]
- Vanaei, H.R.; Khelladi, S.; Deligant, M.; Shirinbayan, M.; Tcharkhtchi, A. Numerical Prediction for Temperature Profile of Parts Manufactured Using Fused Filament Fabrication. J. Manuf. Process. 2022, 76, 548–558. [Google Scholar] [CrossRef]
- Zhou, Y.; Lu, H.; Wang, G.; Wang, J.; Li, W. Voxelization Modelling Based Finite Element Simulation and Process Parameter Optimization for Fused Filament Fabrication. Mater. Des. 2020, 187, 108409. [Google Scholar] [CrossRef]
- Zhang, Y.; Chou, Y.K. Three-Dimensional Finite Element Analysis Simulations of the Fused Deposition Modelling Process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 1663–1671. [Google Scholar] [CrossRef]
- Chatzidai, N.; Karalekas, D. Experimental and Numerical Study on the Influence of Critical 3D Printing Processing Parameters. Fract. Struct. Integr. 2019, 50, 407–413. [Google Scholar] [CrossRef]
- Zhang, Y.; Shapiro, V. Linear-Time Thermal Simulation of As-Manufactured Fused Deposition Modeling Components. J. Manuf. Sci. Eng. 2018, 140, 071002. [Google Scholar] [CrossRef]
- Ramos, N.; Mittermeier, C.; Kiendl, J. Efficient Simulation of the Heat Transfer in Fused Filament Fabrication. J. Manuf. Process. 2023, 94, 550–563. [Google Scholar] [CrossRef]
- Bakrani Balani, S.; Mokhtarian, H.; Coatanéa, E.; Chabert, F.; Nassiet, V.; Cantarel, A. Integrated Modeling of Heat Transfer, Shear Rate, and Viscosity for Simulation-Based Characterization of Polymer Coalescence during Material Extrusion. J. Manuf. Process. 2023, 90, 443–459. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of Printing Parameters of Fused Deposition Modeling on Mechanical Properties, Surface Quality, and Microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Zekavat, A.R.; Jansson, A.; Larsson, J.; Pejryd, L. Investigating the Effect of Fabrication Temperature on Mechanical Properties of Fused Deposition Modeling Parts Using X-Ray Computed Tomography. Int. J. Adv. Manuf. Technol. 2019, 100, 287–296. [Google Scholar] [CrossRef]
- Lyu, W.; Zhou, Z.; Chen, L.; Zhou, Y. A Survey on Image and Video Stitching. Virtual Real. Intell. Hardw. 2019, 1, 55–83. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Y.; Han, Y.; Wen, J. AI Video Editing: A Survey. Preprints 2022. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Extrusion Temperature (°C) | Benefits | Drawbacks | Ref. |
|---|---|---|---|---|
| PLA | 175–220 |
|
| [33] |
| ABS | 230–260 |
|
| [34] |
| HIPS | 220–250 |
|
| [35] |
| PC | 290–315 |
|
| [35,36] |
| PA (Nylon) | 240–280 |
|
| [35] |
| TPU | 195–230 |
|
| [37] |
| PVDF | 210–215 |
|
| [38] |
| PEEK | 360–400 |
|
| [39,40] |
| PEI | 330–360 |
|
| [41,42] |
| Process Parameter | Description | ||
|---|---|---|---|
| Temperature Sensitive | Heating Factors | Nozzle Temperature |
|
| Platform Temperature (heating bed temperature) |
| ||
| Cooling Factors | Surrounding Temperature |
| |
| Printing Speed |
| ||
| Cooling Fan Speed |
|
| Research Focus | Method | Material | Outcome | Ref. |
|---|---|---|---|---|
| Temperature Effect on Bonding Strength, Dimension, and Geometry | Experimental (local temperature) | PLA | Improvement of bonding strength when temperature of deposited filament is higher | [85] |
| Heat Transfer between Filaments during Deposition | Analytical and experimental, (local and global temperature) | ABS | Prediction of temperature and adhesion quality | [11] |
| Thermal Driven Bonding Phenomenon | Experimental (local temperature) | ABS | Temperature strongly affects the mesostructured and overall quality of bonding strengths | [79] |
| Effects of Process Parameters on Effective Diffusion Time, Distortion, and Thermal Stress | Experimental (local temperature) and Numerical | PLA | Simulation of deposition process and prediction of effective diffusion time at varying process parameters | [107] |
| Determination of the Effects of Heating or Cooling on Neck Growth | Analytical, Numerical | - | Develop a mathematical model for prediction of sintering process and neck growth under non-isothermal conditions for spheres and cylinder | [108] |
| Influence of Processing Parameters on Interfacial Bonding Strength | Numerical and Experimental (local temperature) | TPU and ABS | Development of heat transfer-based inter-molecular diffusion model to investigate the interfacial bonding mechanism | [109] |
| Temperature Development of Filaments During Deposition Sequence | Experimental (global and local temperature) | PLA | Construction of a global temperature profile by combination of IR-camera and in situ temperature reading from thermocouple | [75] |
| Understanding the Temperature Field in Fused Filament Fabrication for Enhanced Mechanical Part Performance | Experimental (global temperature) and Numerical | PLA | Study cooling and reheating effect using and IR-camera, numerical analysis suggests that radiation should be included, and presence and size of voids affect reheating and cooling effects | [110] |
| Thermography-Based In-Process Monitoring of Fused Filament Fabrication of Polymeric Parts | Experimental (global temperature) and Numerical | PLA | IR-based set up capturing spatial and temporal variations in temperature, correlation between acquired temperature, and bond lengths were identified | [111] |
| Heat Transfer-Based Non-Isothermal Healing Model for the Interfacial Bonding Strength of Fused Filament Fabricated PEEK | Experimental (global temperature) and Numerical | PEEK | Investigation of interlayer strength using a 1D non-isothermal heat transfer model; parts should be above a critical temperature to achieve 100% interlayer strength and can be enhanced by adjusting bed, nozzle and chamber temperature | [81] |
| Thermal Analysis of The Fused Filament Fabrication Printing Process: Experimental and Numerical Investigations | Experimental (local temperature) and Numerical | ABS | Study the influence of strand shape by varying nozzle velocity. Cooling kinetics is studied through numerical simulation and agrees well with the experimental measurements | [112] |
| Research | Method | Outcome | Ref. |
|---|---|---|---|
| Thermal Conditions Affecting the Heat Transfer in MEX-TRB/P/FFE | Finite element method (ABAQUS) | Heat exchange by convection with environment and conduction with adjacent filaments have the highest impact Heat exchange by radiation is negligible in practice | [121] |
| Conceptual Framework for the Thermal Process Modeling of MEX-TRB/P | Finite volume method | Higher heat transfer coefficient (Hconv) results in better bonding Bonding is less at edges | [117] |
| 3-D Finite Element Simulations of MEX-TRB/P Process | Finite element method (ANSYS) | Temperature profile of cooling and reheating during deposition Temperature effects on dimensional accuracy Relationship between residual stress and temperature profile | [127] |
| Experimental and Numerical Study on the Influence Of 3D Printing Processing Parameters | Finite element method (ABAQUS) | Higher printing speed and shorter printing path lead to better preservation of temperature Thermal behavior influenced by material and heated build platform, even at the end of printing process | [128] |
| Linear-Time Thermal Simulation of As-Manufactured MEX-TRB/P Components | Explicit finite difference method | Simulation formulated directly on manufacturing process geometry. Covers all thermal effects (convection, radiation, and conduction) Discretized model organized into efficient spatial–temporal data and can be scaled to handle 3D printed components | [129] |
| Numerical Simulation of Extrusion Additive Manufacturing: MEX-TRB/P | Finite volume method (Flow-3D) | Single layer and multi-layer numerical simulations temperature evolution. Solidification model to simulate effects of solid–liquid phase change | [124] |
| Estimation of Filament Temperature and Adhesion Development in Fused Deposition Techniques (MEX-TRB/P) | Analytical solution (MATLAB) | Transient heat transfer and cooling during filament deposition process Prediction of filament temperature based on time evolution and bonding using adhesion quality assessment criterion | [11] |
| Fully Resolved Numerical Simulations of MEX-TRB/P | Finite volume method | Modeling of fluid flow and cooling during MEX-TRB/P Simulation of contact area between two filaments to analyze bonding quality | [123] |
| Numerical Prediction for Temperature Profile of Parts Manufactured Using FFF (MEX-TRB/P) | Finite volume method | 2D unsteady heat conduction on a vertical wall Cooling rate of previously deposited filament will not be affected after 4–5 deposition sequence | [125] |
| Voxelization Modeling Based FE Simulation and Process Parameter Optimization For FFF (MEX-TRB/P) | Finite element method (ANSYS) | Meshing method based voxelization modeling to simulate temperature evolution during deposition process Simulation of optimal combination of parameters when using ABS material | [126] |
| Efficient Simulation of the Heat Transfer in Fused Filament Fabrication (MEX-TRB/P) | Finite element method (ANSYS Mechanical APDL V19.2) | Hybrid element activation approach and adaptive coarsening to reduce the computation expense Computational time achieved was approximately one fifth compared to geometry with fine mesh without efficiency measures | [130] |
| Integrated Modeling of Heat Transfer, Shear Rate, and Viscosity for Simulation-Based Characterization of Polymer Coalescence during Material Extrusion | Finite element method (COMSOL Multiphysics 6.0) | Utilization of novel two-phase flow-level set equation (TPF-LS) simulation method combined with heat transfer and shear rate model to determine coalescence of two adjacent beads, which agreed well with results obtained from experimental results | [131] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pang, R.; Lai, M.K.; Teo, H.H.; Yap, T.C. Influence of Temperature on Interlayer Adhesion and Structural Integrity in Material Extrusion: A Comprehensive Review. J. Manuf. Mater. Process. 2025, 9, 196. https://doi.org/10.3390/jmmp9060196
Pang R, Lai MK, Teo HH, Yap TC. Influence of Temperature on Interlayer Adhesion and Structural Integrity in Material Extrusion: A Comprehensive Review. Journal of Manufacturing and Materials Processing. 2025; 9(6):196. https://doi.org/10.3390/jmmp9060196
Chicago/Turabian StylePang, Rayson, Mun Kou Lai, Hiu Hong Teo, and Tze Chuen Yap. 2025. "Influence of Temperature on Interlayer Adhesion and Structural Integrity in Material Extrusion: A Comprehensive Review" Journal of Manufacturing and Materials Processing 9, no. 6: 196. https://doi.org/10.3390/jmmp9060196
APA StylePang, R., Lai, M. K., Teo, H. H., & Yap, T. C. (2025). Influence of Temperature on Interlayer Adhesion and Structural Integrity in Material Extrusion: A Comprehensive Review. Journal of Manufacturing and Materials Processing, 9(6), 196. https://doi.org/10.3390/jmmp9060196