
Green Innovation Practices: A Case Study in a Foundry


Abstract
1. Introduction
2. Green Innovation Practices
2.1. Definition and State of the Art
2.2. Proposed GIP
- Stakeholder management;
- Process mapping;
- Sub-processes analysis;
- Design and planning of the modified manufacturing process;
- Implementation and control.
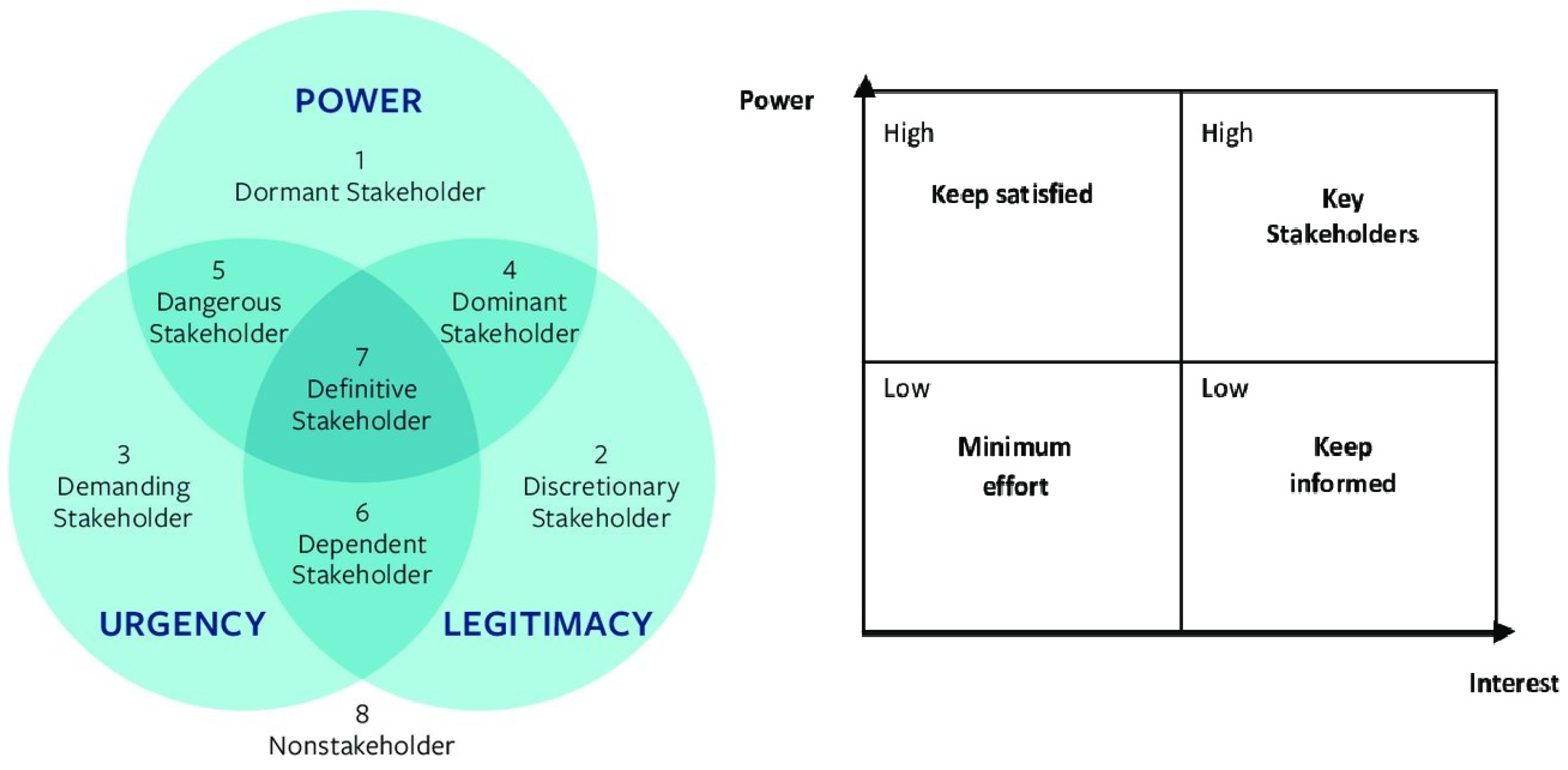
2.2.1. Stakeholder Management
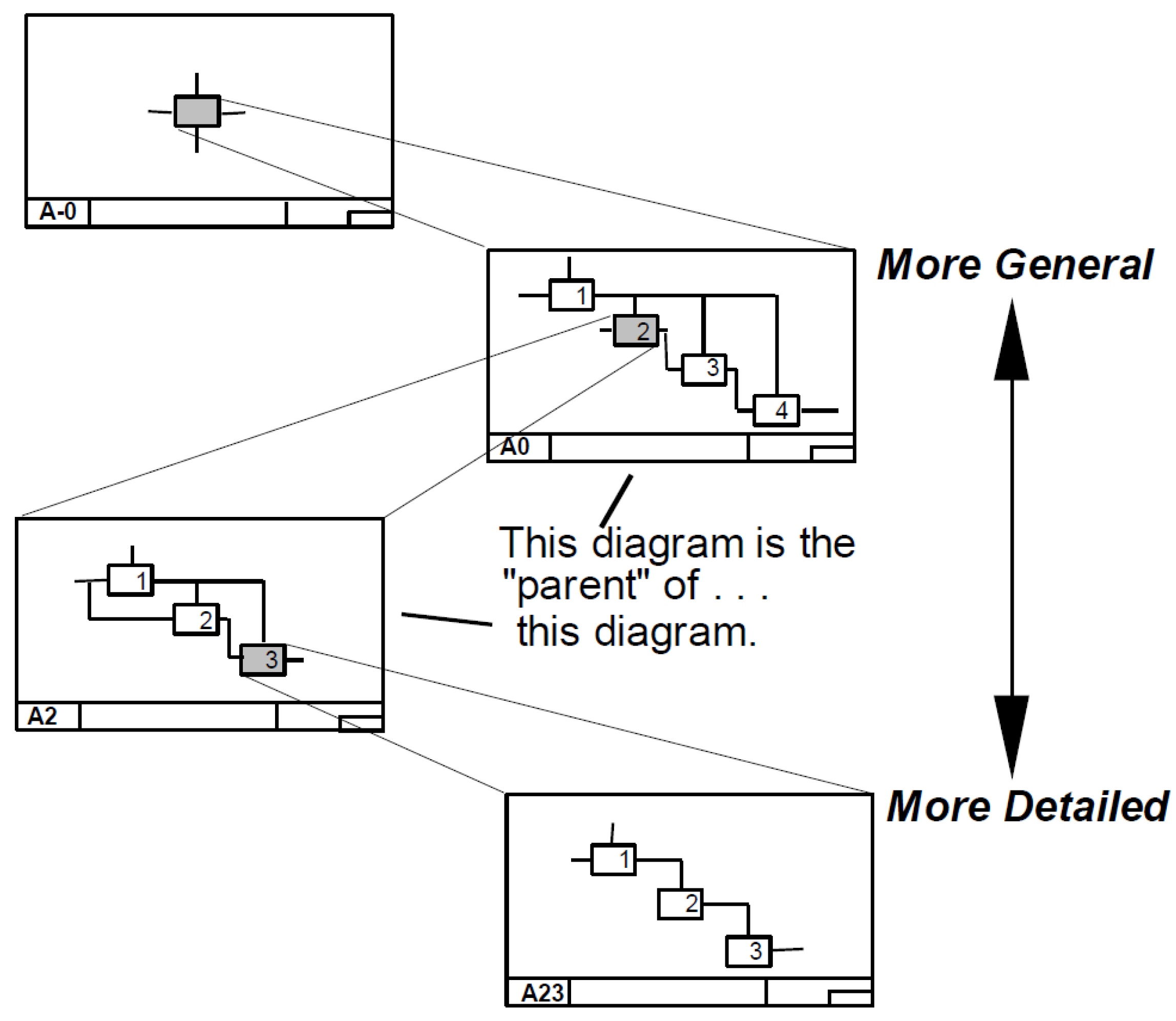
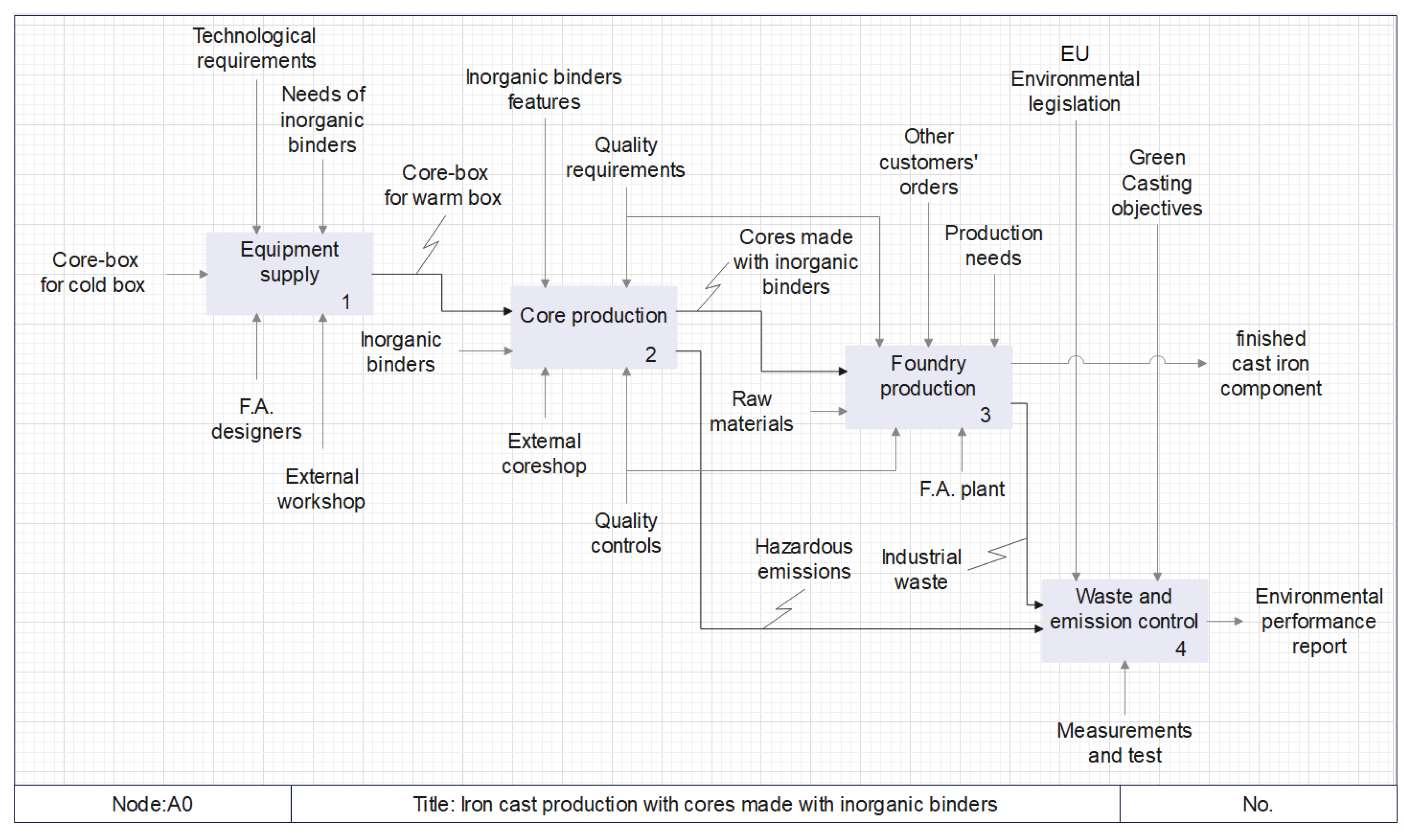
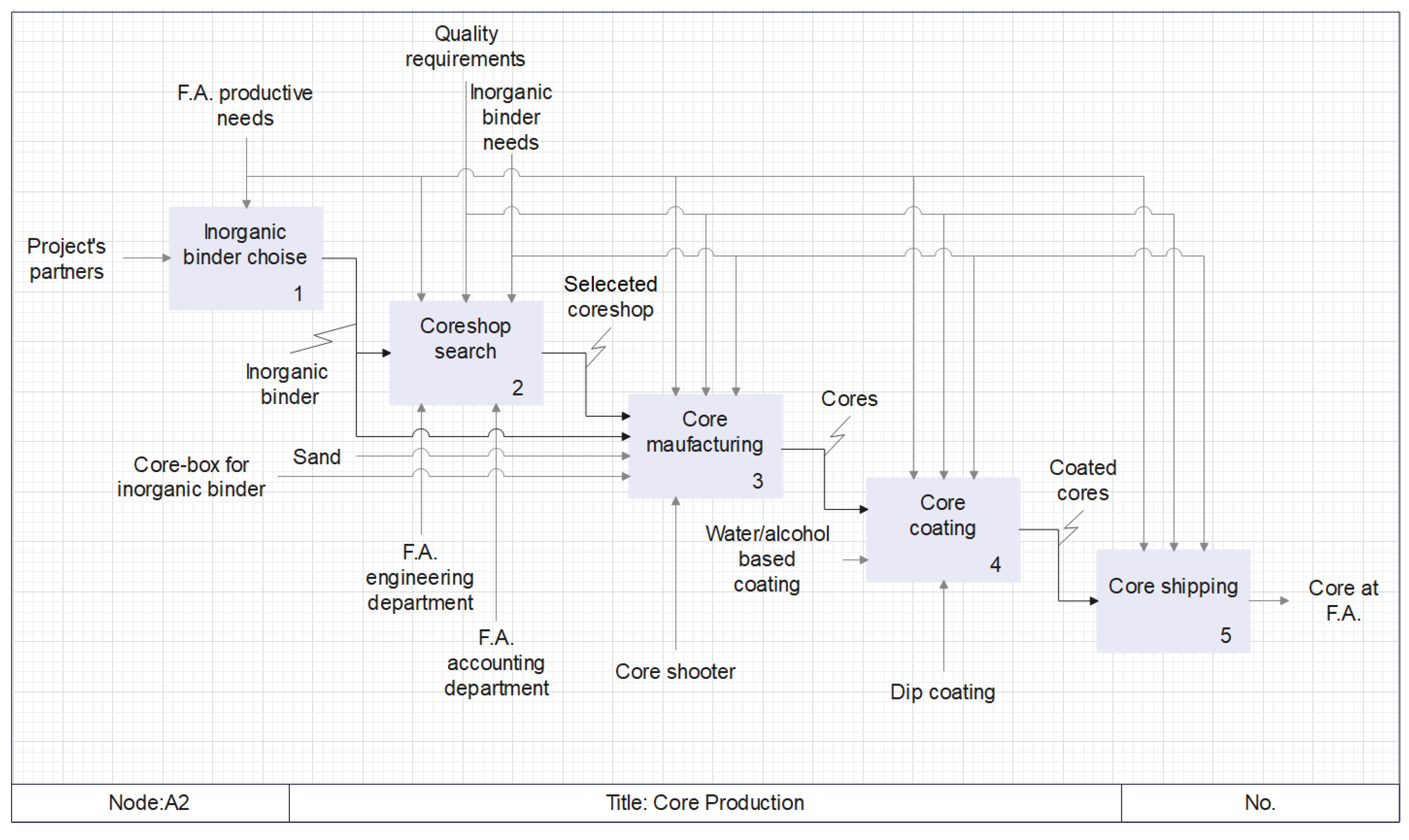
2.2.2. Process Mapping
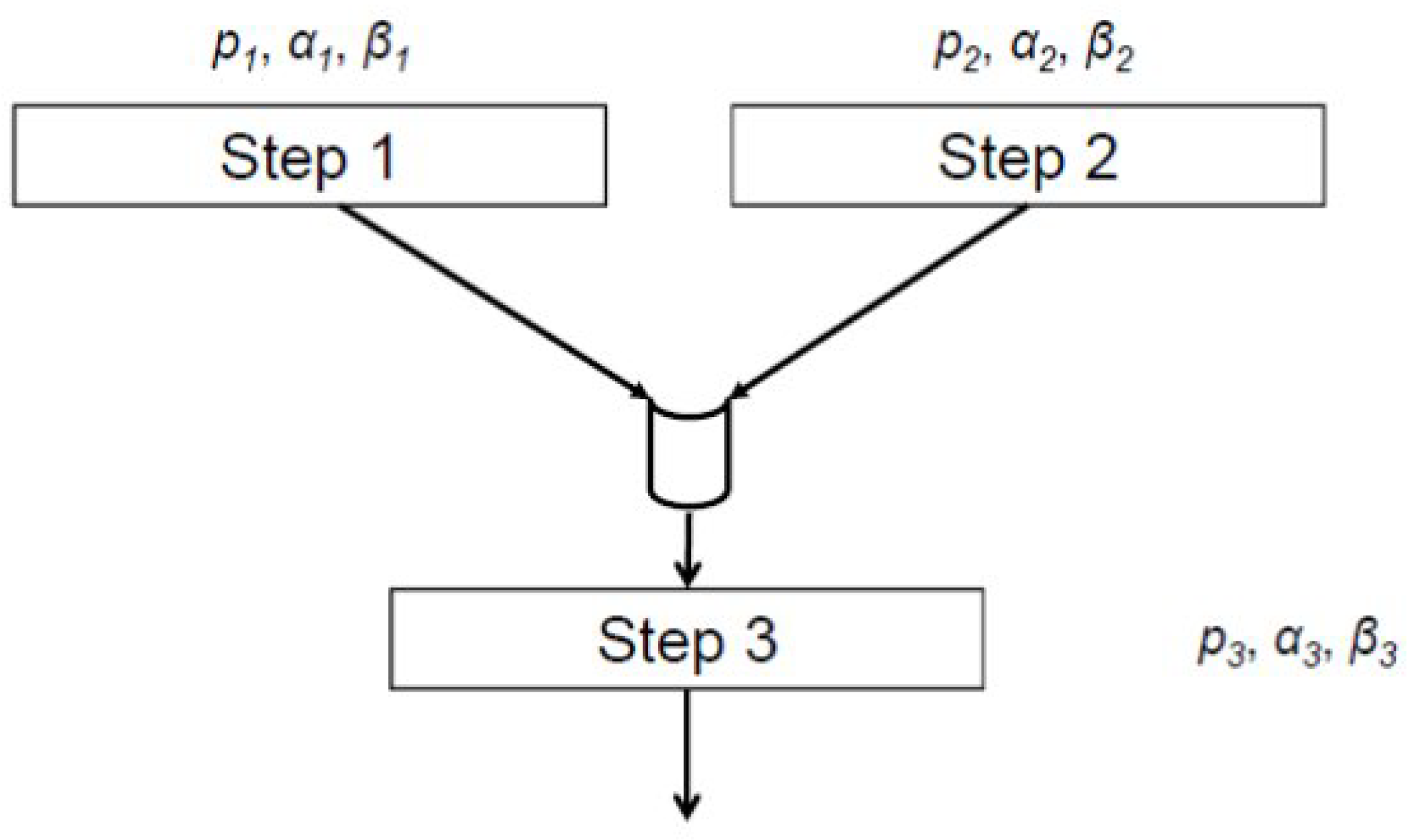
2.2.3. Sub-Processes Analysis
2.2.4. Design and Planning of the Modified Manufacturing Process
2.2.5. Implementation and Control
3. Case Study
3.1. Stakeholder Management
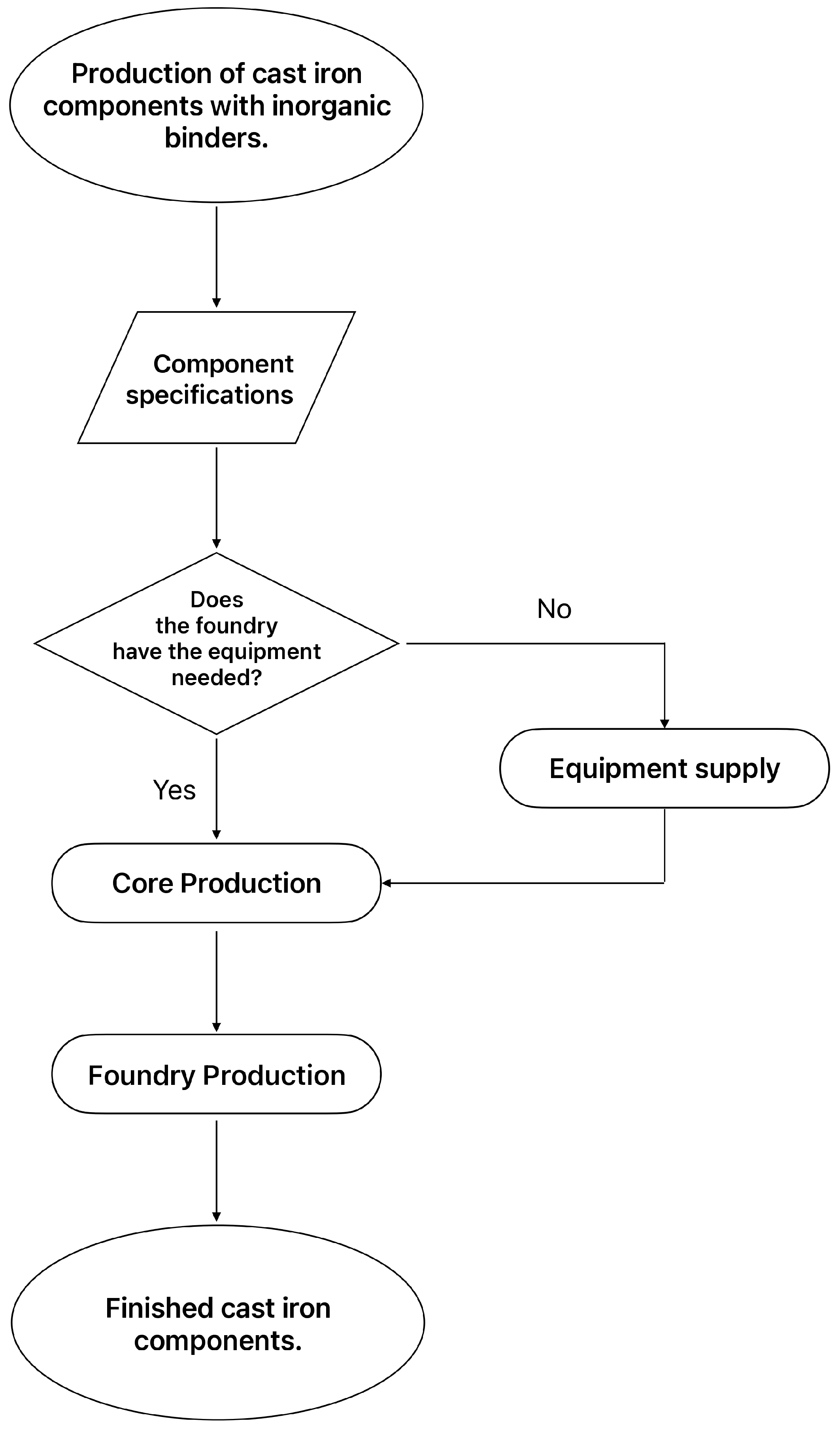
3.2. Process Mapping
3.3. Sub-Process Analysis
- Using an adapted aluminium core box previously used in production with organic binders;
- Shipping of the cores from the core shop to the foundry;
- Coating of the cores;
- Identification of the castings.
3.4. Design and Planning of the Modified Manufacturing Process
- A steel core box was designed and produced specifically for the production in Test B. In fact, in Test A, the use of an aluminium core box resulted in significant dimensional errors in the cores due to the thermic deformation of the pattern’s material.
- Instead of using electric resistances to heat the core box, a thermal fluid heating system was created. This allowed for better heat distribution on the pattern surface, which guaranteed better curing.
- The shipping was carried out using better packaging (in order to protect the cores from impacts), and, to prevent humidity, the shipping pallet was sealed, and some bags with silica gel were added inside.
- To guarantee the correct identification of the finished castings, a mark was printed on the inner surface of the sand moulds using specific stamps with a letter for every type of binder used. Compared to Test A, where the letters were incised on the cores, this change produced a clear code on the metal surface.
- In Test B, it was decided to produce castings of smaller size to better control the processes.
3.5. Implementation and Control
4. Results
5. Conclusions
Author Contributions
Funding

Data Availability Statement
Conflicts of Interest
References
- EUROFER. European Steel in Figures 2023; EUROFER—The European Steel Association: Brussels, Belgium, 2023. [Google Scholar]
- Krishnaraj, R. Control of pollution emitted by foundries. Environ. Chem. Lett. 2015, 13, 149–156. [Google Scholar] [CrossRef]
- Holtzer, M.; Bobrowski, A.; Dańko, R.; Kmita, A.; Żymankowska-Kumon, S.; Kubecki, M.; Górny, M. Emission of polycyclic aromatic hydrocarbons (PAHs) and benzene, toluene, ethylbenzene and xylene (BTEX) from the furan moulding sands with addition of the reclaim. Metalurgija 2014, 53, 451–454. [Google Scholar]
- Rabbii, A. Sodium silicate glass as an inorganic binder in foundry industry. Iran. Polym. J. 2001, 10, 229–235. [Google Scholar]
- Zhang, Y.S.; Xia, L.; Huang, J. Study on A New Inorganic Binder for Fabricating Casting Mold and Core. Appl. Eng. Mater. 2011, 287, 1603–1606. [Google Scholar] [CrossRef]
- Dańko, R.; Kmita, A.; Holtzer, M.; Dańko, J.; Lehmhus, D.; Tapola, S. Development of inorganic binder systems to minimise emissions in ferrous foundries. Sustain. Mater. Technol. 2023, 37, e00666. [Google Scholar] [CrossRef]
- Merta, V.; Beňo, J.; Obzina, T.; Radkovský, F.; Kroupová, I.; Lichý, P.; Folta, M.; Janovská, K.; Nguyenová, I.; Dostál, M. Innovative Inorganic Binder Systems for the Production of Cores for Non-Ferrous Metal Alloys Reflecting the Product Quality Requirements. Metals 2021, 11, 733. [Google Scholar] [CrossRef]
- Best Available Techniques (BAT). Reference Document for the Smitheries and Foundries Industry; Technical Report; European Commission: Brussels, Belgium, 2024. [Google Scholar]
- Vykoukal, M.; Burian, A.; Přerovská, M. GEOPOL®. The Innovated Environment Friendly Inorganic Binder System. Arch. Foundry Eng. 2019, 19, 109–116. [Google Scholar] [CrossRef]
- Saetta, S.; Stefani, I.; Tapola, S. Complexity of green innovation in manufacturing: A case in a foundry. Procedia Comput. Sci. 2024, 232, 11–20. [Google Scholar] [CrossRef]
- Xue, M.; Boadu, F.; Xie, Y. The Penetration of Green Innovation on Firm Performance: Effects of Absorptive Capacity and Managerial Environmental Concern. Sustainability 2019, 11, 2455. [Google Scholar] [CrossRef]
- Xu, N.; Fan, X.; Hu, R. Adoption of green industrial internet of things to improve organizational performance: The role of institutional isomorphism and green innovation practices. Front. Psychol. 2022, 13, 917533. [Google Scholar] [CrossRef]
- Wang, H.; Khan, M.A.S.; Anwar, F.; Shahzad, F.; Adu, D.; Murad, M. Green innovation practices and its impacts on environmental and organizational performance. Front. Psychol. 2021, 11, 553625. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Zhao, S.; Cui, L.; Wu, L. Exploring green innovation practices: Content analysis of the fortune global 500 companies. Sage Open 2020, 10, 2158244020914640. [Google Scholar] [CrossRef]
- Musaad O, A.S.; Zhuo, Z.; Musaad O, A.O.; Ali Siyal, Z.; Hashmi, H.; Shah, S.A.A. A Fuzzy Multi-Criteria Analysis of Barriers and Policy Strategies for Small and Medium Enterprises to Adopt Green Innovation. Symmetry 2020, 12, 116. [Google Scholar] [CrossRef]
- Khan, M.A.S.; Du, J.; Malik, H.A.; Anuar, M.M.; Pradana, M.; Yaacob, M.R.B. Green innovation practices and consumer resistance to green innovation products: Moderating role of environmental knowledge and pro-environmental behavior. J. Innov. Knowl. 2022, 7, 100280. [Google Scholar] [CrossRef]
- Datta, A.A.; Srivastava, S. (Re)conceptualizing technological breakthrough innovation: A systematic review of the literature and proposed framework. Technol. Forecast. Soc. Chang. 2023, 194, 122740. [Google Scholar] [CrossRef]
- Rifqi, H.; Zamma, A.; Ben Souda, S.; Hansali, M. Lean Manufacturing Implementation through DMAIC Approach: A Case Study in the Automotive Industry. Qual. Innov. Prosper. 2021, 25, 54–77. [Google Scholar] [CrossRef]
- Snee, R.D.W. Edwards Deming’s “Making AnotherWorld”. Am. Stat. 2008, 62, 251–255. [Google Scholar] [CrossRef]
- Bryson, J.M. What to do when Stakeholders matter. Public Manag. Rev. 2004, 6, 21–53. [Google Scholar] [CrossRef]
- Project Management Institute, Inc. The Standard for Project Management. In A Guide to the Project Management Body of Knowledge (PMBOK® Guide; Project Management Institute, Inc.: Newtown Square, PA, USA, 2021. [Google Scholar]
- De Vries, H.; Verheul, H.; Willemse, H. Stakeholder identification in IT standardization processes. In Proceedings of the Workshop on Standard Making: A Critical Research Frontier for Information Systems, Seattle, WA, USA, 12–14 December 2003; pp. 12–14. [Google Scholar]
- Mitchell, R.K.; Agle, B.R.; Wood, D.J. Toward a theory of stakeholder identification and salience: Defining the principle of who and what really counts. Acad. Manag. Rev. 1997, 22, 853–886. [Google Scholar] [CrossRef]
- Scholes, K.; Johnson, G.; Whittington, R. Exploring Corporate Strategy; Financial Times Prentice Hall: Hoboken, NJ, USA, 2002. [Google Scholar]
- Raha, A.; Hajdini, I.; Windsperger, J. A multilateral stakeholder salience approach: An extension of the stakeholder identification and salience framework. Ind. Mark. Manag. 2021, 97, 1–9. [Google Scholar] [CrossRef]
- Kujala, J.; Lehtimäki, H.; Freeman, E.R. A stakeholder approach to value creation and leadership. In Leading Change in a Complex World: Transdisciplinary Perspectives; Tampere University Press: Helsinki, Finland, 2019. [Google Scholar]
- Júnior, P.; Geciane, P.; Pacífico, O.; Júnior, S. Project Stakeholder Management: A Case Study of a Brazilian Science Park. J. Technol. Manag. Innov. 2015, 10, 39–49. [Google Scholar] [CrossRef]
- Kemper, B.; de Mast, J.; Mandjes, M. Modeling process flow using diagrams. Qual. Reliab. Eng. Int. 2010, 26, 341–349. [Google Scholar] [CrossRef]
- Shakil, M.; Ullah, M.R.; Lutfi, M. Process flow chart and factor analysis in production of a jute mills. J. Ind. Intell. Inf. 2013, 1, 247–254. [Google Scholar] [CrossRef]
- Yu, H.; Al-Hussein, M.; Nasseri, R. Process flowcharting and simulation of house structure components production process. In Proceedings of the 2007 Winter Simulation Conference (IEEE), Washington, DC, USA, 9–12 December 2007; pp. 2066–2072. [Google Scholar]
- Franceschini, F.; Galetto, M.; Genta, G.; Maisano, D.A. Selection of quality-inspection procedures for short-run productions. Int. J. Adv. Manuf. Technol. 2018, 99, 2537–2547. [Google Scholar] [CrossRef]
- Presley, A.; Liles, D.H. The use of IDEF0 for the design and specification of methodologies. In Proceedings of the 4th Industrial Engineering Research Conference, Nashville, TN, USA, 24–25 May 1995; pp. 442–448. [Google Scholar]
- Spanidis, P.M.; Pavloudakis, F.; Roumpos, C. Introducing the IDEF0 Methodology in the Strategic Planning of Projects for Reclamation and Repurposing of Surface Mines. Mater. Proc. 2021, 5, 26. [Google Scholar] [CrossRef]
- Colquhoun, G.J.; Baines, R.W.; Crossley, R. A state of the art review of IDEFO. Int. J. Comput. Integr. Manuf. 1993, 6, 252–264. [Google Scholar] [CrossRef]
- Cheng-Leong, A.; Li Pheng, K.; Keng Leng, G.R. IDEF*: A comprehensive modelling methodology for the development of manufacturing enterprise systems. Int. J. Prod. Res. 1999, 37, 3839–3858. [Google Scholar] [CrossRef]
- Hasenkamp, T.; Arvidsson, M.; Gremyr, I. A review of practices for robust design methodology. J. Eng. Des. 2009, 20, 645–657. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Chantzis, D.; Doukas, C.; Papacharalampopoulos, A.; Chryssolouris, G. Monitoring and control of manufacturing processes: A review. Procedia CIRP 2013, 8, 421–425. [Google Scholar] [CrossRef]
- Genta, G.; Galetto, M.; Franceschini, F. Inspection procedures in manufacturing processes: Recent studies and research perspectives. Int. J. Prod. Res. 2020, 58, 4767–4788. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test A: Problematic Practices | Problem Caused | Test B: Changes Adopted |
|---|---|---|
| The core box used in the process was made of aluminium. | Due to the thermal expansion of the pattern, the dimensions of the cores mismatched the reference dimensions. | The core box was made from scratch using steel. |
| The core box was heated with electric resistance. | The cores were not properly cured due to an irregular distribution of the heat. | The core box was provided with a thermal fluid heating system. |
| The cores were not correctly packaged, and no precautions against moisture were taken. | During the transport to the foundry, vibrations and moisture weakened the cores. Lot of them broke. | The cores were packaged with foam rubber, and bags filled with silica were arranged in the pallet. |
| The mark was put on the cores. | The code impressed on the metal pieces was hard to spot and often not even visible. The castings were not distinguishable. | The mark was put on the moulds; the sign was clear and visible. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fratta, G.; Stefani, I.; Tapola, S.; Saetta, S. Green Innovation Practices: A Case Study in a Foundry. J. Manuf. Mater. Process. 2024, 8, 111. https://doi.org/10.3390/jmmp8030111
Fratta G, Stefani I, Tapola S, Saetta S. Green Innovation Practices: A Case Study in a Foundry. Journal of Manufacturing and Materials Processing. 2024; 8(3):111. https://doi.org/10.3390/jmmp8030111
Chicago/Turabian StyleFratta, Gianluca, Ivan Stefani, Sara Tapola, and Stefano Saetta. 2024. "Green Innovation Practices: A Case Study in a Foundry" Journal of Manufacturing and Materials Processing 8, no. 3: 111. https://doi.org/10.3390/jmmp8030111
APA StyleFratta, G., Stefani, I., Tapola, S., & Saetta, S. (2024). Green Innovation Practices: A Case Study in a Foundry. Journal of Manufacturing and Materials Processing, 8(3), 111. https://doi.org/10.3390/jmmp8030111