

Microstructural and Mechanical Analysis of Seamless Pipes Made of Superaustenitic Stainless Steel Using Cross-Roll Piercing and Elongation

 ,
,  ,
,  , , ,
, , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Tube Material
2.2. Cross-Roll Piercing and Elongation Process
2.3. Characterization
3. Modeling and Simulation of the Process
4. Results and Discussion
4.1. Geometrical Analysis
- Stage 1: heating up, piercing, and quenching
- Stage 2: heating up, piercing, heating up, elongation, and quenching
4.2. Microstructural Evaluation of Piercing Phase
4.3. Microstructure Evaluation of Elongation Phase
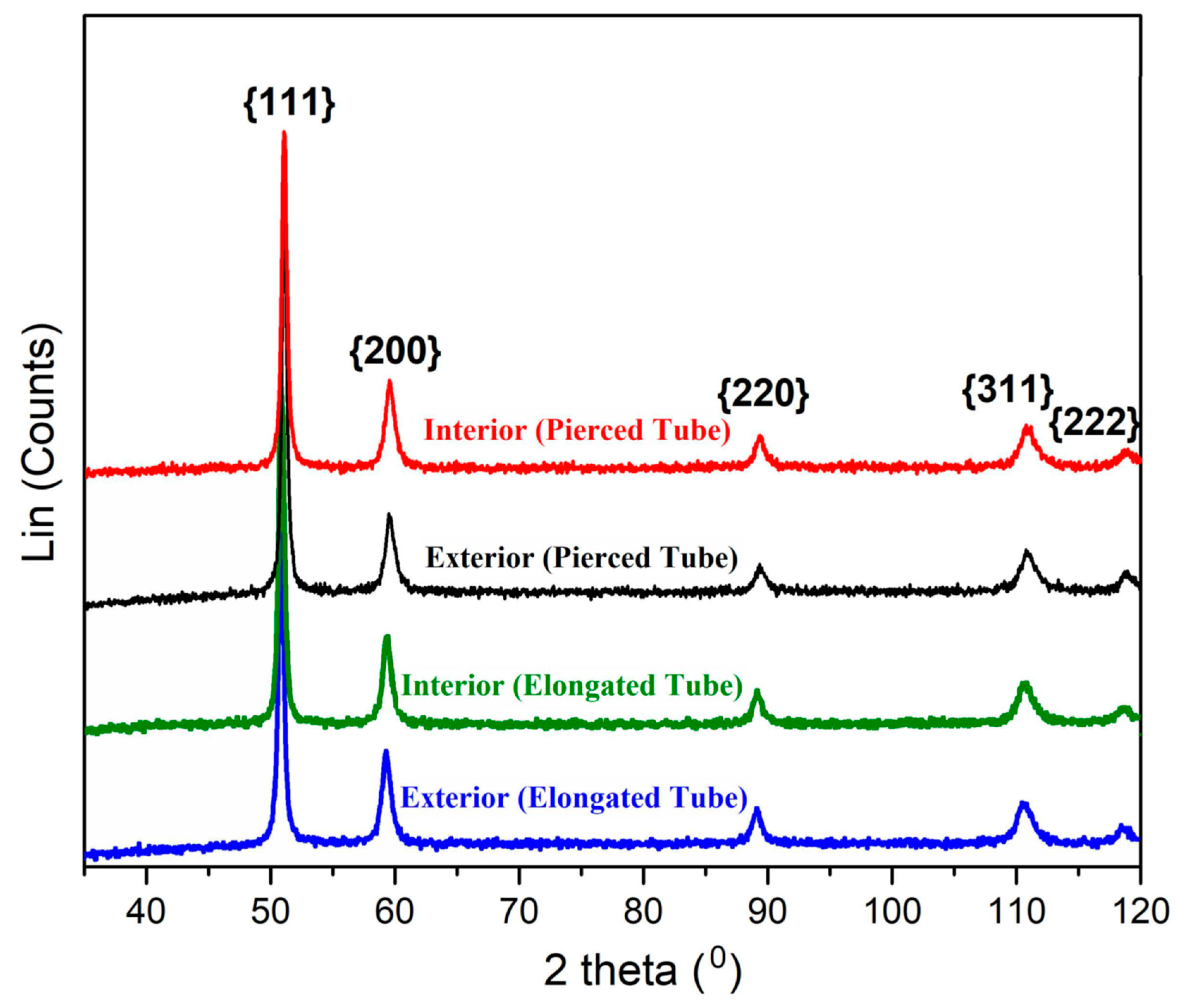
4.4. X-ray Diffraction Analysis
4.5. Hardness
5. Conclusions
- The pierced shell and elongated tube average diameters were 77.7 mm and 72.7 mm, respectively. It shows a slight deviation from the FEM-predicted values of 79.2 mm and 73.07. The pipes produced showed deviations of no more than 0.55% in diameter and no more than 5% in wall thickness. The deformation of steel 904L involved an increased slip within the deformation zone (axial rate factor of 0.6–0.7) that should be considered when choosing rolling rate parameters.
- The simulation results enabled the selection of desired pipe properties, which can assist industries in managing AISI 904L steel deformation, temperature, and processing time to achieve a range of final pipe characteristics. The structure and properties of the incoming material should be considered when using the model to provide more accurate data.
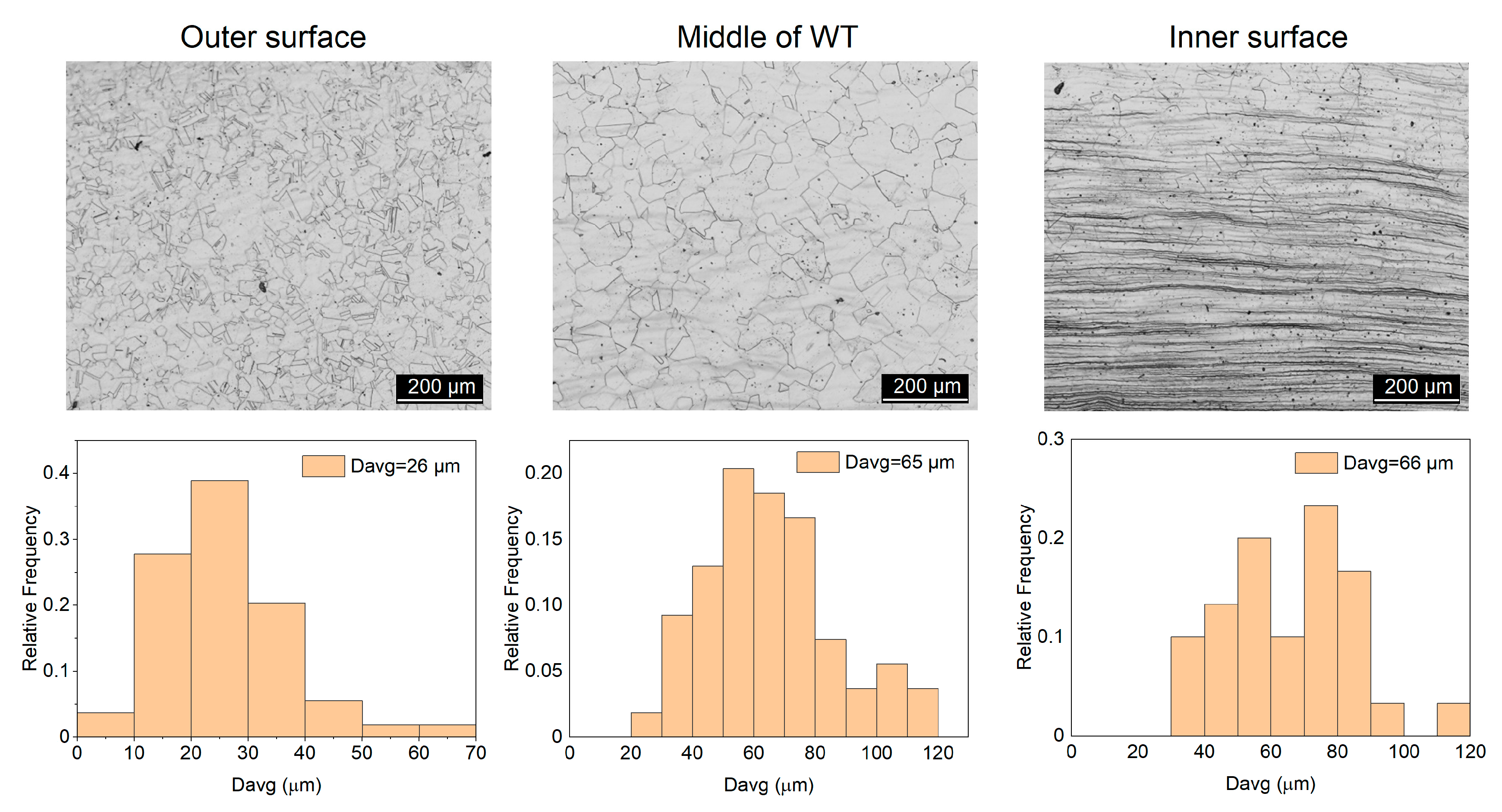
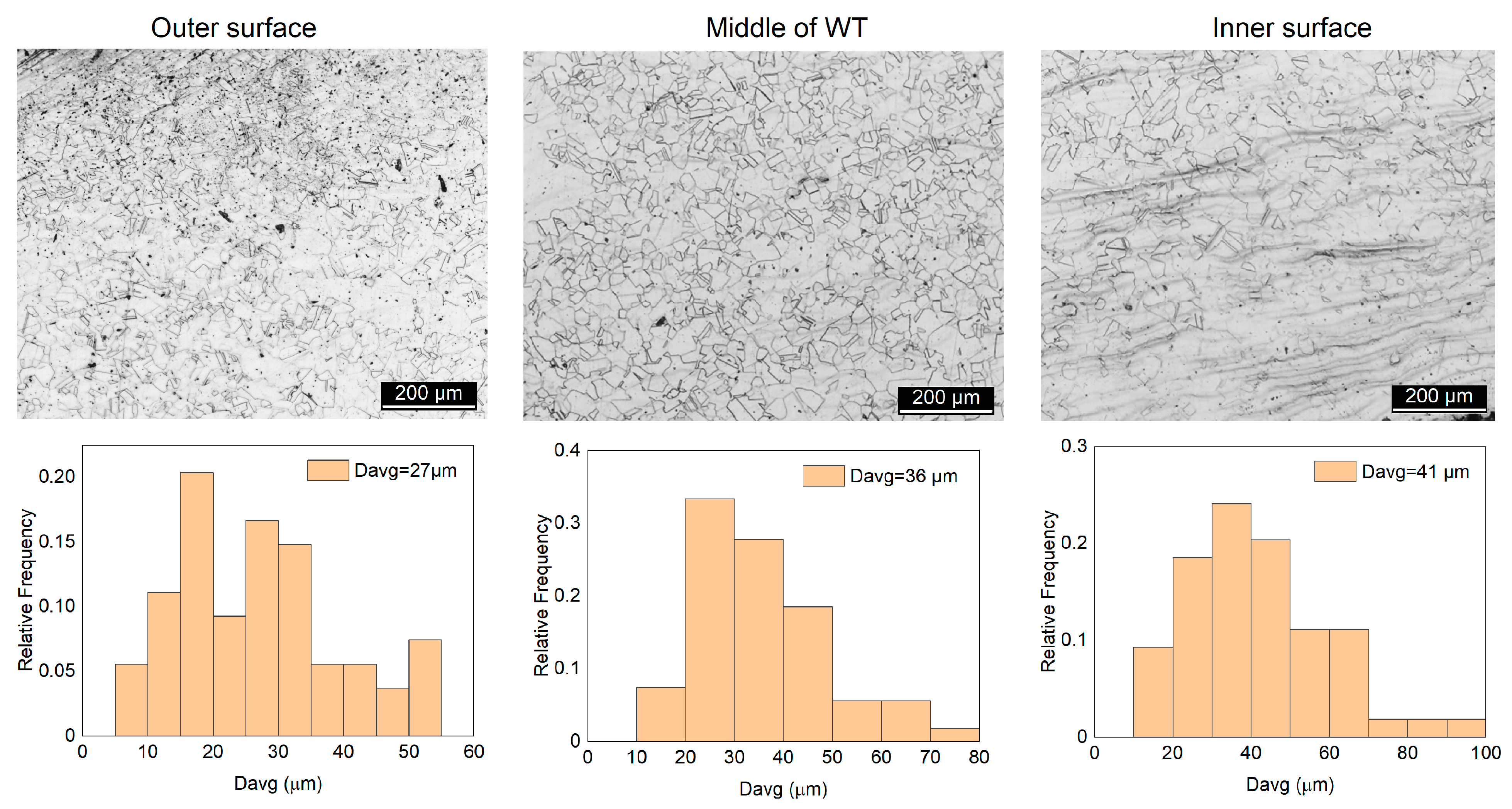
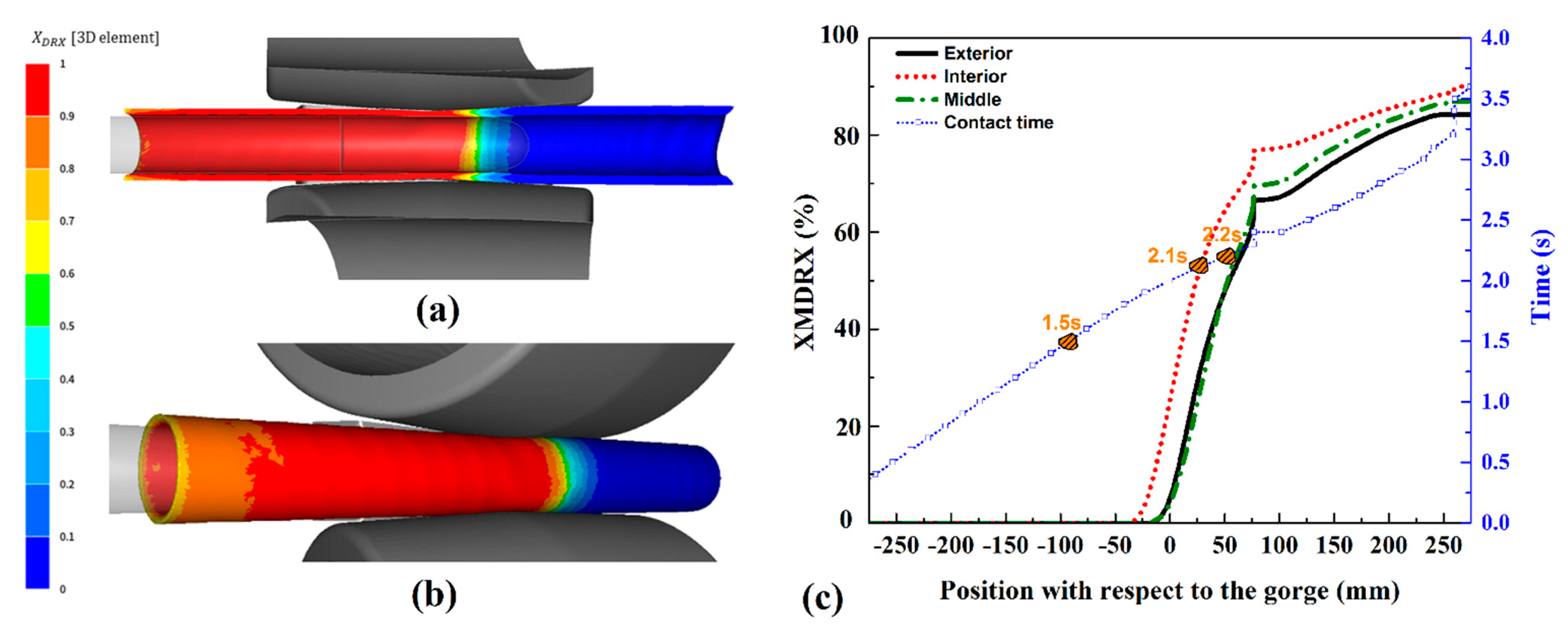
- The calculated time, temperature, and anticipated parameters of recrystallization during deformation and cooling were quite consistent with the actually performed processes and made it possible to analyze the trends in structural changes and, consequently, structure-sensitive properties of finished products. The exterior area of AISI 904L steel tube showed a higher homogeneous grain distribution but did not display a reduction in its average grain size, which ranged between 20 µm and 27 µm. In contrast, the middle and interior regions of AISI 904L steel experienced significant reductions, especially after elongation, with average grain sizes starting at 76 µm, which decreased by 52.7% and 46.1%, respectively.
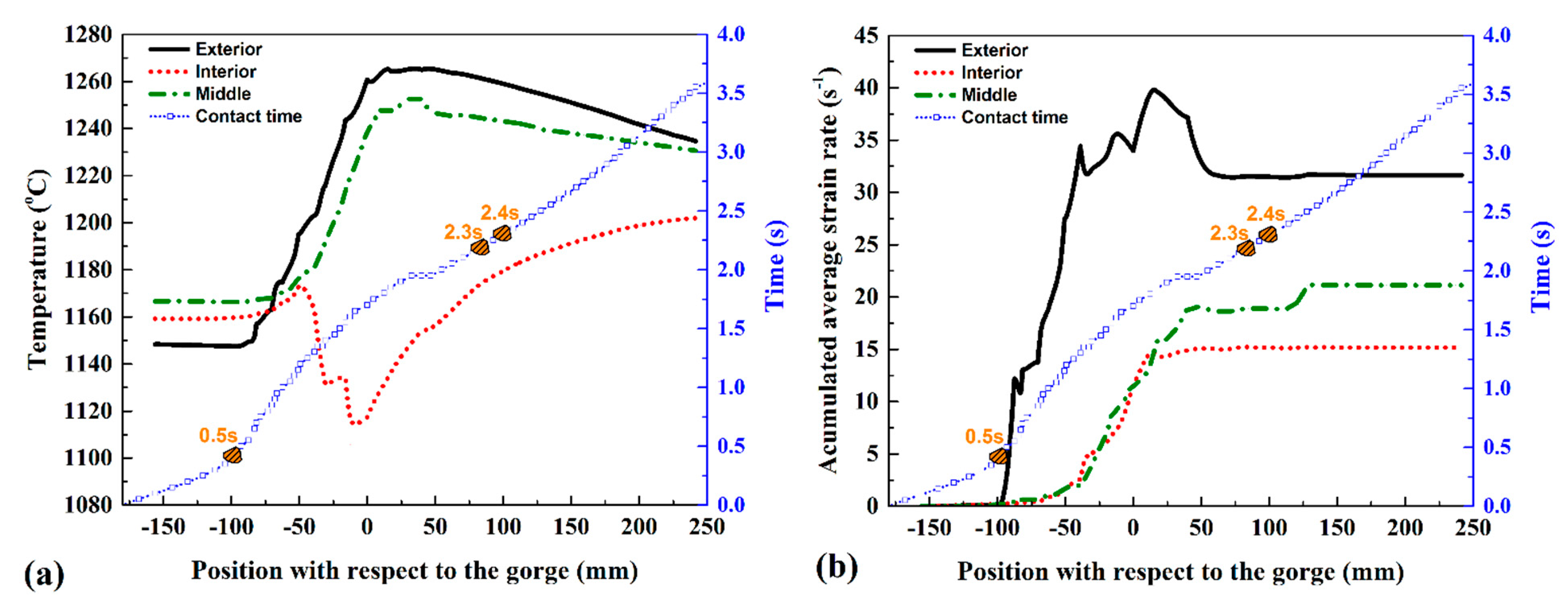
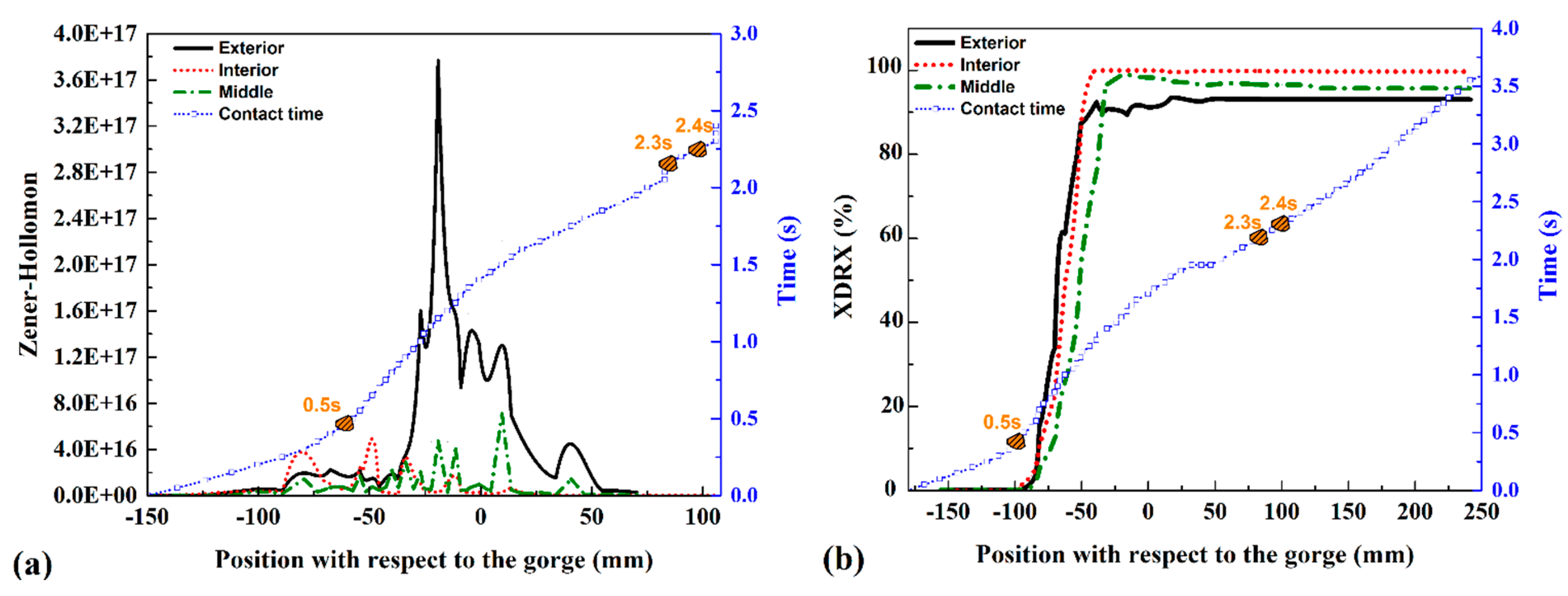
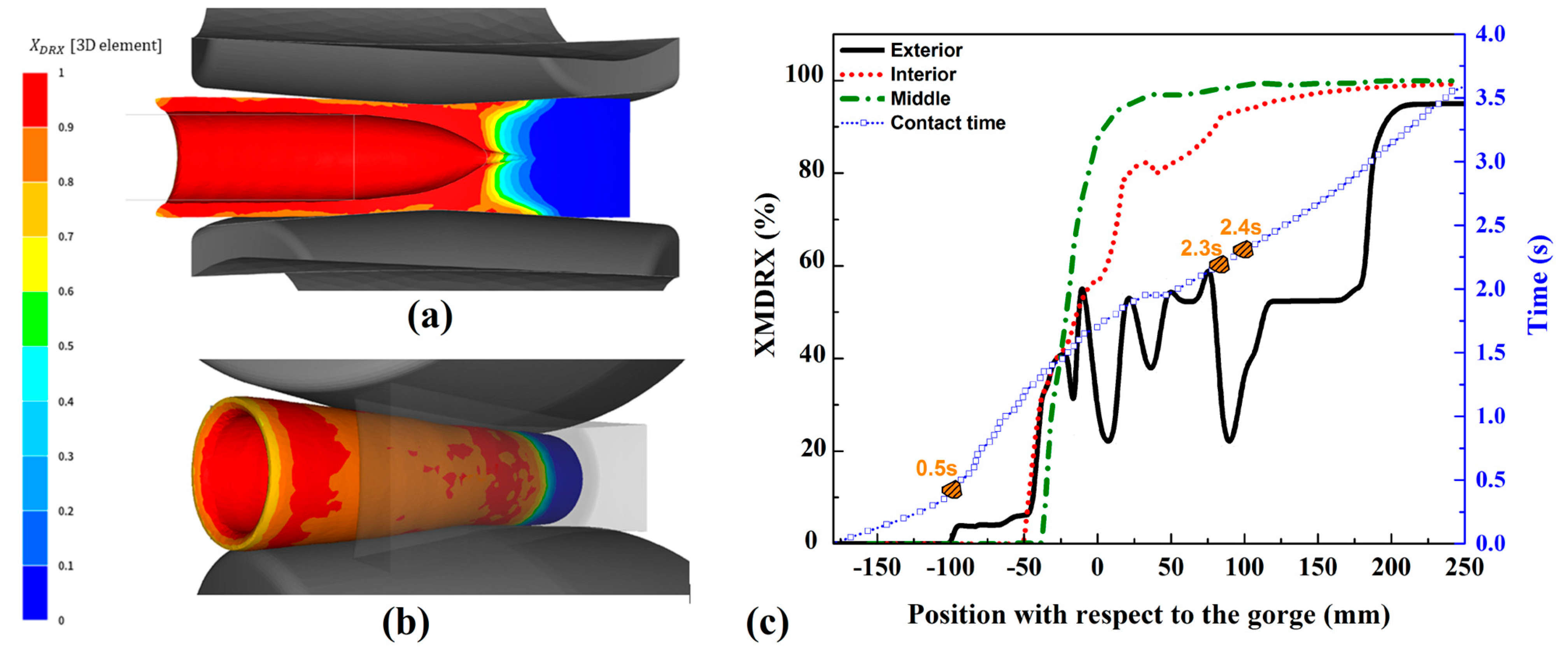
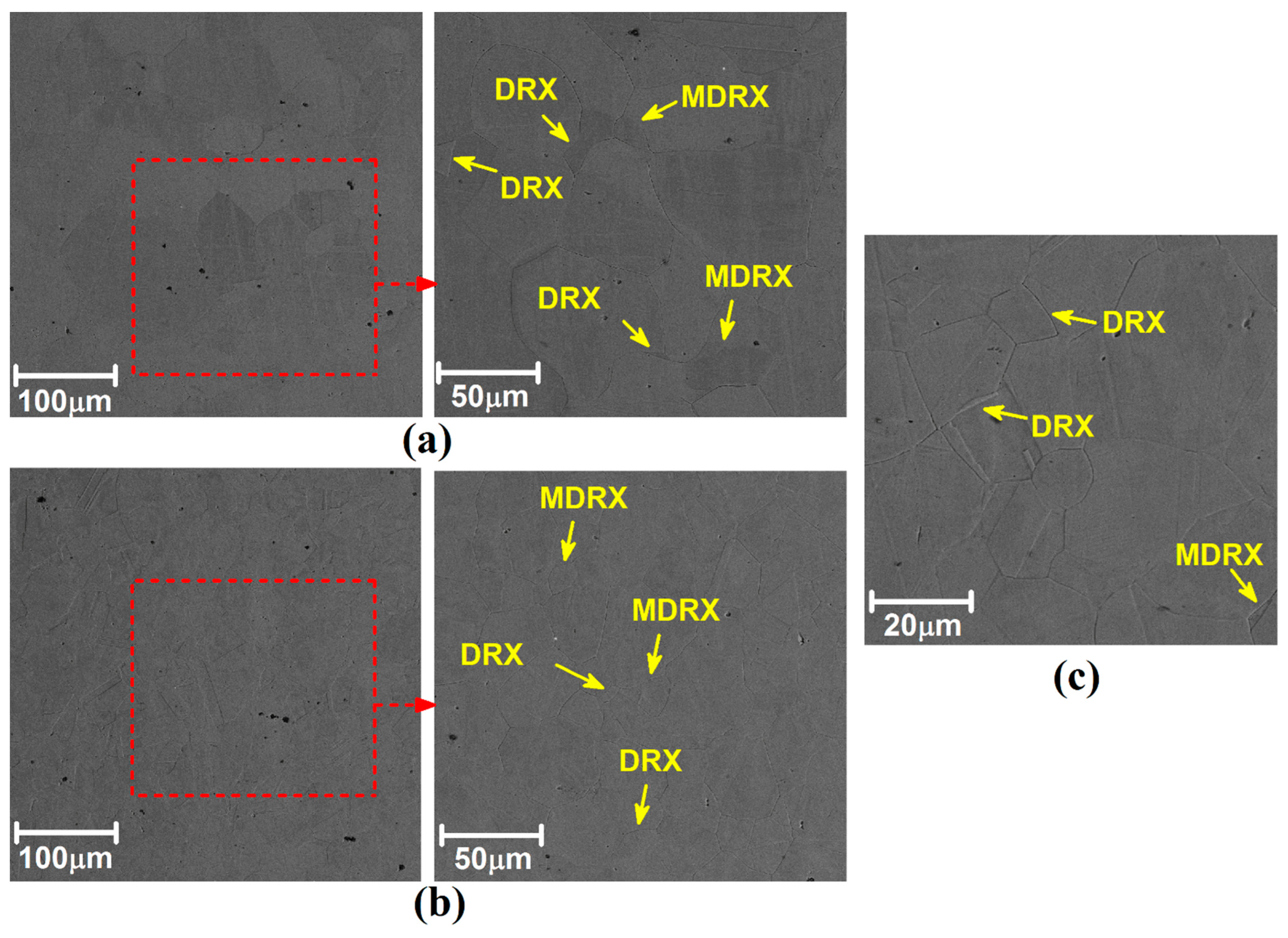
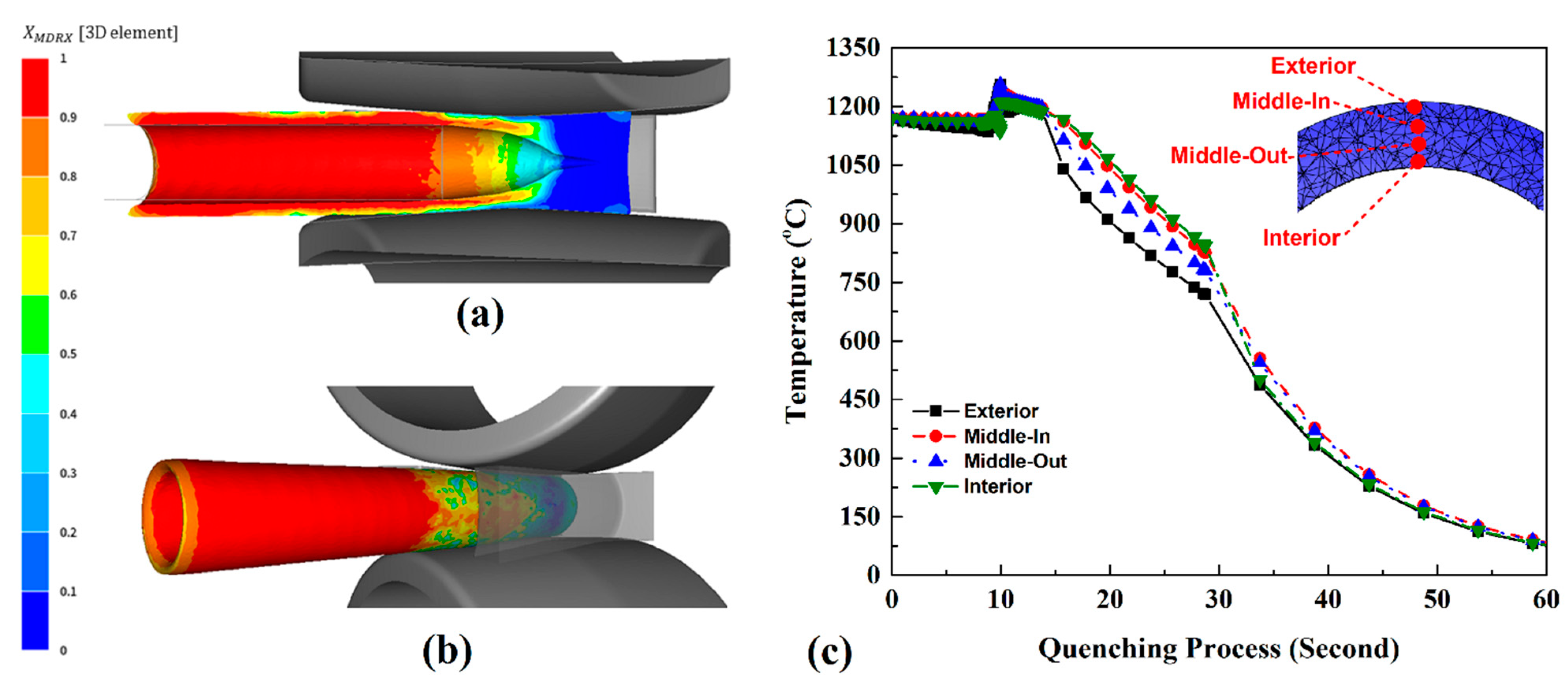
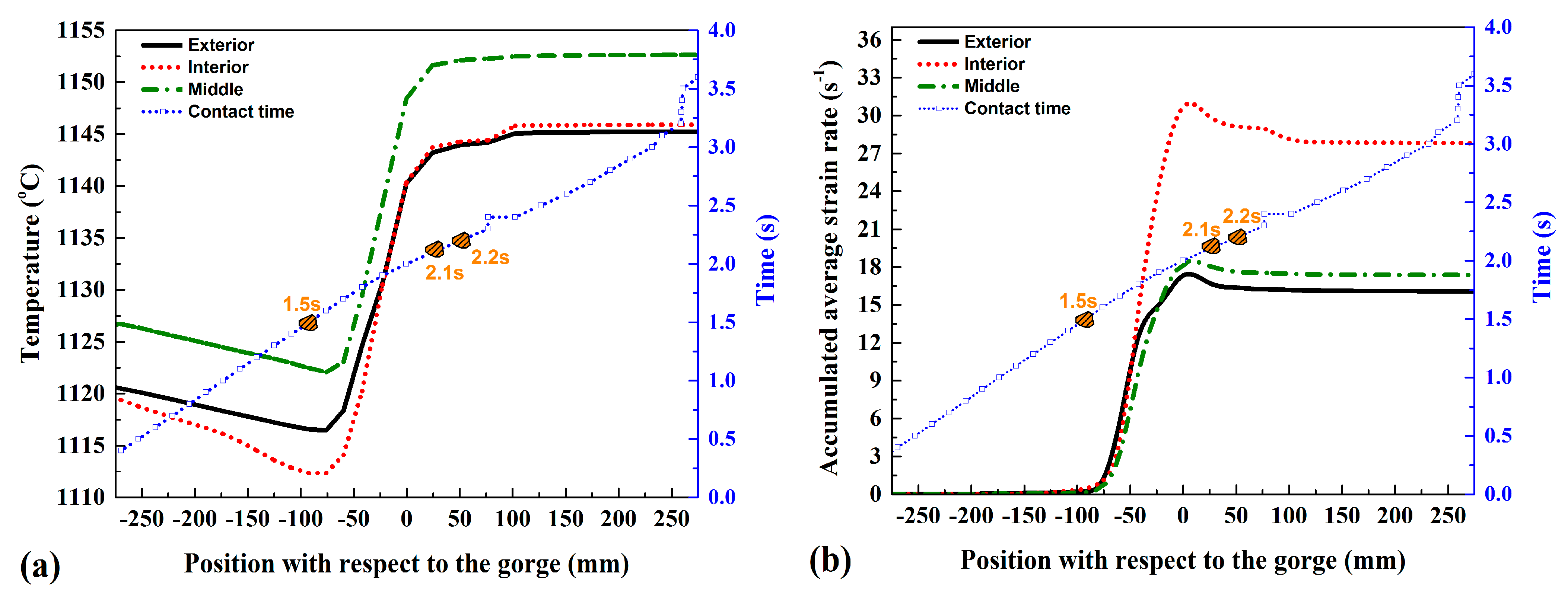
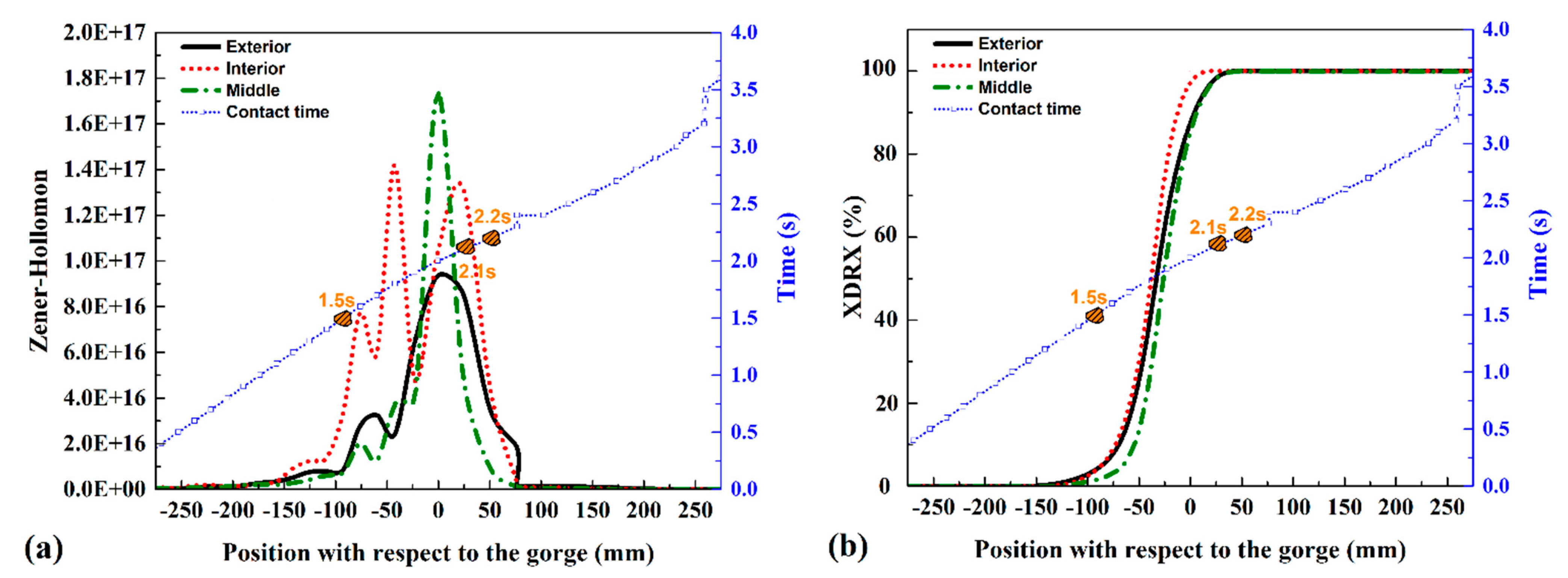
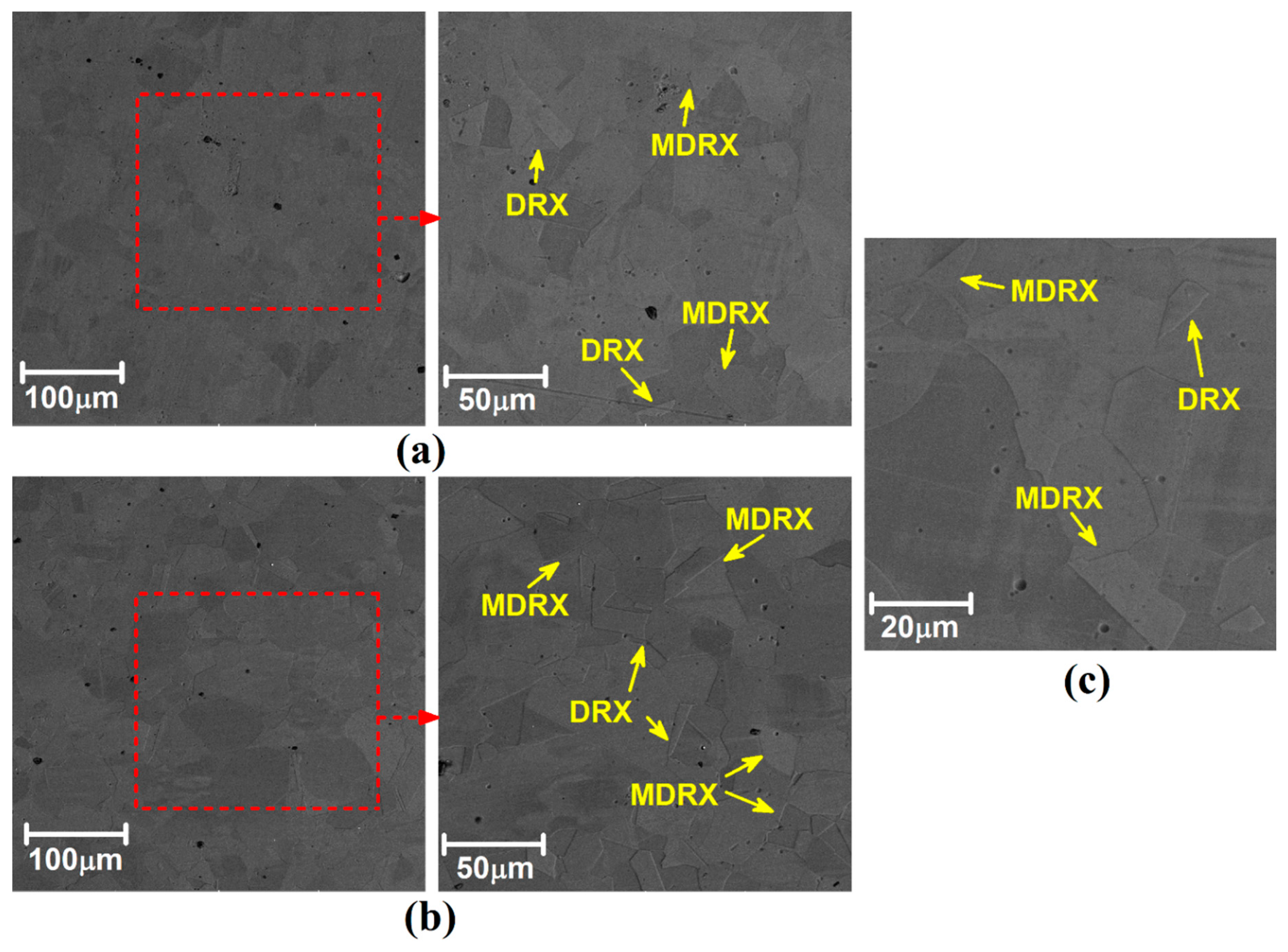
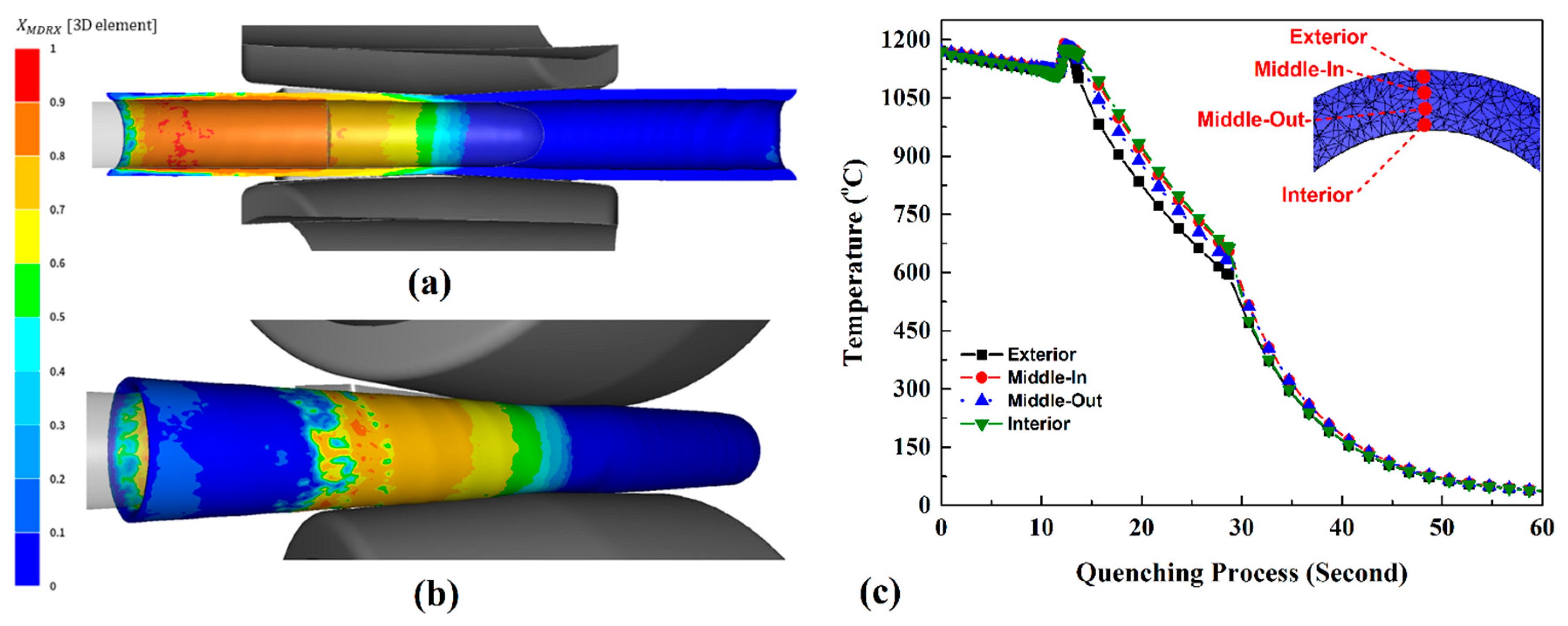
- Dynamic and meta-dynamic recrystallization occurred during the deformation of SASS 904L due to the combination of a high temperature and deformation rate. Upon exiting the deformation zone, at the beginning of accelerated cooling, partial static recrystallization was found. Significant deformation heating during piercing (70–100 °C) resulted in the enhancement of strength properties in most heated areas due to the dispersion of particles through precipitation during ageing. The rapid cooling of thin-walled pipes after elongation made it possible to preserve a more homogenous cross-sectional microstructure as well as to prevent decomposition and retain solid solution alloying.
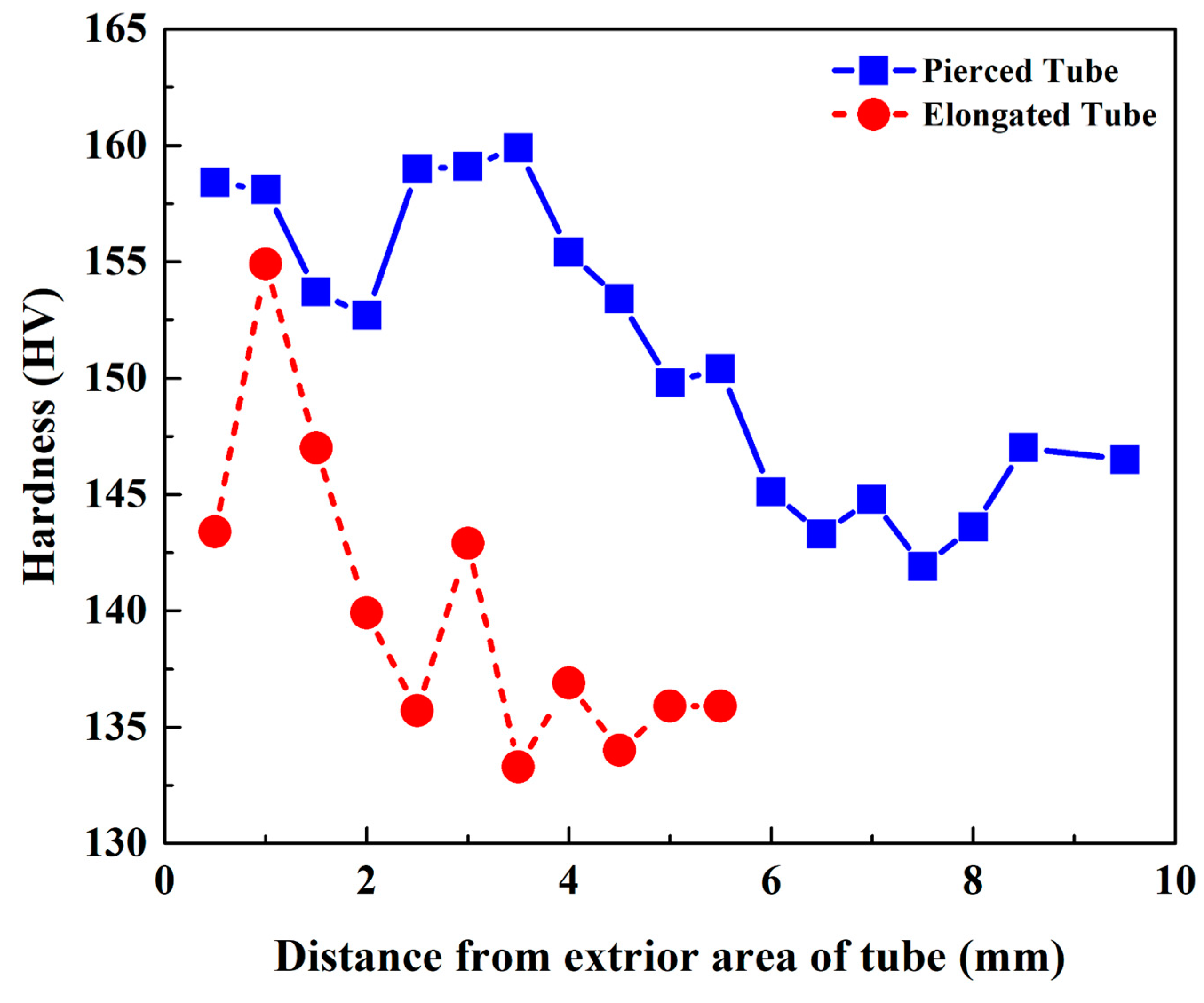
- The average hardness measurements for the internal and external surfaces of the pierced shell were 155 ± 3 HV and 140 ± 3 HV, respectively. Similarly, the average hardness values for the internal and external surfaces of the elongated pipe were determined to be 149 ± 3 HV and 140 ± 4 HV, respectively. Monitoring changes in hardness can prove valuable to various industries, especially in subsequent processes like cold deformation or welding. The proposed method, which includes accelerated spray cooling as the pipes exit the deformation zone, holds promise for producing pipes with consistent structural and property characteristics. This innovative approach eliminates the need for additional heat treatments, enhancing production efficiency. It is also crucial to ensure the uniform accelerated cooling of both the external and internal surfaces of the pipes, which can be achieved by directing water through specialized openings in the plug rod.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Odette, R.; Zinkle, S. Structural Alloys for Nuclear Energy Applications; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 978-0-12-397349-8. [Google Scholar]
- Sunny, K.T.; Korra, N.N. A Systematic Review about Welding of Super Austenitic Stainless Steel. Mater. Today Proc. 2021, 47, 4378–4381. [Google Scholar] [CrossRef]
- Fritz, J. Practical Guidelines for the Fabrication of Austenitic Stainless Steels, 2nd ed.; International Molybdenum Association (IMOA): London, UK, 2020; ISBN 978-1-907470-13-4. [Google Scholar]
- Ebrahimi, G.R.; Keshmiri, H.; Arabshahi, H. Mechanical Characteristics of Superaustenitic Stainless Steel Type 30Cr25Ni32MO3 at Elevated Temperatures. Mater. Sci. Appl. 2010, 1, 323–328. [Google Scholar] [CrossRef][Green Version]
- Zhao, J.; Qiu, F.; Xu, C. Review of Creep-Thermomechanical Fatigue Behavior of Austenitic Stainless Steel. Crystals 2023, 13, 70. [Google Scholar] [CrossRef]
- Jamali, S.S.; Faraji, G.; Abrinia, K. Hydrostatic Radial Forward Tube Extrusion as a New Plastic Deformation Method for Producing Seamless Tubes. Int. J. Adv. Manuf. Technol. 2017, 88, 291–301. [Google Scholar] [CrossRef]
- Faraji, G.; Mashhadi, M.M.; Bushroa, A.R.; Babaei, A. TEM Analysis and Determination of Dislocation Densities in Nanostructured Copper Tube Produced via Parallel Tubular Channel Angular Pressing Process. Mater. Sci. Eng. A 2013, 563, 193–198. [Google Scholar] [CrossRef]
- Chan, W.L.; Fu, M.W.; Yang, B. Study of Size Effect in Micro-Extrusion Process of Pure Copper. Mater. Des. 2011, 32, 3772–3782. [Google Scholar] [CrossRef]
- Galkin, S.P.; Aleschenko, A.S.; Romantsev, B.A.; Gamin, Y.V.; Iskhakov, R.V. Effect of Preliminary Deformation of Continuously Cast Billets by Radial-Shear Rolling on the Structure and Properties of Hot-Rolled Chromium-Containing Steel Pipes. Metallurgist 2021, 65, 185–195. [Google Scholar] [CrossRef]
- Romanenko, V.P.; Sizov, D.V. Evaluating the Adequacy of a Mathematical Model of the Piercing of a Billet Into an Ultra-Thick-Walled Shell on a Two-High Rotary Rolling Mill. Metallurgist 2014, 57, 830–836. [Google Scholar] [CrossRef]
- Radionova, L.V.; Perevozchikov, D.V.; Makoveckii, A.N.; Eremin, V.N.; Akhmedyanov, A.M.; Rushchits, S.V. Grain Growth during Mechanical Processing of Austenitic Stainless Steel AISI 321. Metals 2023, 13, 1421. [Google Scholar] [CrossRef]
- Momeni, A.; Dehghani, K.; Keshmiri, H.; Ebrahimi, G.R. Hot Deformation Behavior and Microstructural Evolution of a Superaustenitic Stainless Steel. Mater. Sci. Eng. A 2010, 6, 1605–1611. [Google Scholar] [CrossRef]
- Bradaskja, B.; Pirnar, B.; Fazarinc, M.; Fajfar, P. Deformation Behaviour and Microstructural Evolution During Hot Compression of AISI 904L. Steel Res. Int. 2011, 82, 346–351. [Google Scholar] [CrossRef]
- Wang, X.; Chandrashekhara, K.; Buchely, M.F.; Lekakh, S.; Van Aken, D.C.; O’Malley, R.J.; Ridenour, G.W.; Scheid, E. Experiment and Simulation of Static Softening Behavior of Alloyed Steel during Round Bar Hot Rolling. J. Manuf. Process. 2020, 52, 281–288. [Google Scholar] [CrossRef]
- Cao, X.; Wang, B.; Zhou, J.; Shen, J. Application of Unified Constitutive Model of 34CrNiMo6 Alloy Steel and Microstructure Simulation for Flexible Skew Rolling Hollow Shafts. J. Manuf. Process. 2022, 76, 598–610. [Google Scholar] [CrossRef]
- Han, Y.; Qiao, G.; Sun, J.; Zou, D. A Comparative Study on Constitutive Relationship of As-Cast 904L Austenitic Stainless Steel during Hot Deformation Based on Arrhenius-Type and Artificial Neural Network Models. Comput. Mater. Sci. 2013, 67, 93–103. [Google Scholar] [CrossRef]
- Yin, Y.; Li, S.; Kang, Y.; Wang, P.; Wang, X.; Li, G. Influence of Technological Parameters on Lamination Defect of Large Diameter Heavy Wall P92 Seamless Steel Pipe Elongated by 2-Roll Rotary Rolling Process. Cailiao Kexue Yu Gongyi/Mater. Sci. Technol. 2014, 22, 123–128. [Google Scholar]
- Song, C.; Wang, H.; Sun, Z.; Xu, J.; Chen, H.; Yin, W. A New Hot-Rolled Lightweight Steel with Ultra-High Strength and Good Ductility Designed by Dislocation Character and Transformation Strain. Scr. Mater. 2022, 212, 114583. [Google Scholar] [CrossRef]
- Skripalenko, M.M.; Rogachev, S.O.; Romantsev, B.A.; Bazhenov, V.E.; Skripalenko, M.N.; Danilin, A.V. Microstructure and Hardness of Hollow Tube Shells at Piercing in Two-High Screw Rolling Mill with Different Plugs. Materials 2022, 15, 2093. [Google Scholar] [CrossRef]
- Murillo-Marrodán, A.; García, E.; Barco, J.; Cortés, F. Analysis of Wall Thickness Eccentricity in the Rotary Tube Piercing Process Using a Strain Correlated FE Model. Metals 2020, 10, 1045. [Google Scholar] [CrossRef]
- Mikhalkin, D.V.; Korsakov, A.A.; Panasenko, O.A.; Pyankov, K.P. Parameters of the Deformation Zone and Boundary Conditions of the Piercing Process. Metallurgist 2021, 65, 137–146. [Google Scholar] [CrossRef]
- Romantsev, B.A.; Aleshchenko, A.S.; Tsyutsyura, V.Y.; Tyshchuk, I.N.; Lube, I.I. Features of Piercing Mill TPA 50-200 Working Roll Wear During Rolling Continuously-Cast and Hot-Rolled Billets. Metallurgist 2017, 60, 1062–1069. [Google Scholar] [CrossRef]
- Ding, X.; Kuai, Y.; Li, T.; Zhou, Y.; Shuang, Y. Enhanced Mechanical Properties of Magnesium Alloy Seamless Tube by Three-Roll Rotary Piercing with Severe Plastic Deformation. Mater. Lett. 2022, 313, 131655. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, D.; Yang, Y.; Zheng, Y.; Pang, Y.; Wang, J.; Wang, H. Explorative Study of Rotary Tube Piercing Process for Producing Titanium Alloy Thick-Walled Tubes with Bi-Modal Microstructure. Arch. Civ. Mech. Eng. 2018, 18, 1451–1463. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, D.; Zhang, R.; Yang, Y.; Pang, Y.; Wang, J.; Wang, H. Experimental and Numerical Analysis of Rotary Tube Piercing Process for Producing Thick-Walled Tubes of Nickel-Base Superalloy. J. Mater. Process. Technol. 2020, 279, 116557. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, D.; Li, N.; Man, T.; Wang, J.; Pang, Y.; Yang, Y. Investigations on External Separation Layer Defect of Nickel-Based Superalloy in Rotary Tube Piercing Process. Int. J. Adv. Manuf. Technol. 2022, 121, 517–541. [Google Scholar] [CrossRef]
- Murillo-Marrodán, A.; Garcia, E.; Barco, J.; Cortés, F. Application of an Incremental Constitutive Model for the FE Analysis of Material Dynamic Restoration in the Rotary Tube Piercing Process. Materials 2020, 13, 4289. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Liu, D.; Yang, Y.; Wang, J.; Zheng, Y.; Zhang, F. Microstructure Evolution of Nickel-Based Superalloy with Periodic Thermal Parameters during Rotary Tube Piercing Process. Int. J. Adv. Manuf. Technol. 2019, 104, 3991–4006. [Google Scholar] [CrossRef]
- Che, P.; Wang, S.; Cheng, Y.; Wei, L.; Li, X.; Xu, H. Effect of Aging on the Toughness of Heat-Resistant 22Cr-15Ni-4Cu Austenitic Steel. J. Phys. Conf. Ser. 2021, 1965, 012071. [Google Scholar] [CrossRef]
- Murillo-Marrodan, A.; Garcia, E.; Cortes, F. A Study of Friction Model Performance in a Skew Rolling Process Numerical Simulation. Int. J. Simul. Model. 2018, 17, 569–582. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Ni | Si | Mn | Mo | P | S | Cu | Ti | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.047 | 23.4 | 28.7 | 0.7 | 0.57 | 2.95 | 0.032 | 0.009 | 3.25 | 0.79 | rest |
| Time (s) | External (°C/s) | Middle out. (°C/s) | Middle in. (°C/s) | Inner (°C/s) |
|---|---|---|---|---|
| 0–15 | 31.5 | 27.9 | 24.7 | 22.8 |
| 15–25 | 38.5 | 41.0 | 44.9 | 50.4 |
| 25–35 | 17.4 | 19.4 | 19.8 | 17.8 |
| 35–45 | 7.7 | 8.7 | 8.8 | 7.9 |
| Sample | Ratio | |
|---|---|---|
| External Surface | Internal Surface | |
| Pierced shell | 1.2 | 2.2 |
| Elongated pipe | 1.6 | 1.7 |
| Time (s) | Outer (°C/s) | Middle out. (°C/s) | Middle in. (°C/s) | Interior (°C/s) |
|---|---|---|---|---|
| 0–15 | 33.9 | 34.6 | 33.9 | 33.1 |
| 15–25 | 40.2 | 42.4 | 44.7 | 47.0 |
| 25–35 | 11.8 | 12.9 | 12.9 | 11.9 |
| Sample | Hardness HV | |
|---|---|---|
| External Surface | Internal Surface | |
| Pierced shell | 155 ± 3 | 140 ± 3 |
| Elongated pipe | 149 ± 3 | 140 ± 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Murillo-Marrodán, A.; Gamin, Y.; Kaputkina, L.; García, E.; Aleshchenko, A.; Derazkola, H.A.; Pashkov, A.; Belokon, E. Microstructural and Mechanical Analysis of Seamless Pipes Made of Superaustenitic Stainless Steel Using Cross-Roll Piercing and Elongation. J. Manuf. Mater. Process. 2023, 7, 185. https://doi.org/10.3390/jmmp7050185
Murillo-Marrodán A, Gamin Y, Kaputkina L, García E, Aleshchenko A, Derazkola HA, Pashkov A, Belokon E. Microstructural and Mechanical Analysis of Seamless Pipes Made of Superaustenitic Stainless Steel Using Cross-Roll Piercing and Elongation. Journal of Manufacturing and Materials Processing. 2023; 7(5):185. https://doi.org/10.3390/jmmp7050185
Chicago/Turabian StyleMurillo-Marrodán, Alberto, Yury Gamin, Liudmila Kaputkina, Eduardo García, Alexander Aleshchenko, Hamed Aghajani Derazkola, Alexey Pashkov, and Evgeniy Belokon. 2023. "Microstructural and Mechanical Analysis of Seamless Pipes Made of Superaustenitic Stainless Steel Using Cross-Roll Piercing and Elongation" Journal of Manufacturing and Materials Processing 7, no. 5: 185. https://doi.org/10.3390/jmmp7050185
APA StyleMurillo-Marrodán, A., Gamin, Y., Kaputkina, L., García, E., Aleshchenko, A., Derazkola, H. A., Pashkov, A., & Belokon, E. (2023). Microstructural and Mechanical Analysis of Seamless Pipes Made of Superaustenitic Stainless Steel Using Cross-Roll Piercing and Elongation. Journal of Manufacturing and Materials Processing, 7(5), 185. https://doi.org/10.3390/jmmp7050185