
Injection Compression Molding of LDS-MID for Millimeter Wave Applications

 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Analytical Methods
2.3. Component Design
Disc 1
2.4. ICM
2.5. LDS Process
3. Results
3.1. Dielectric Characterization
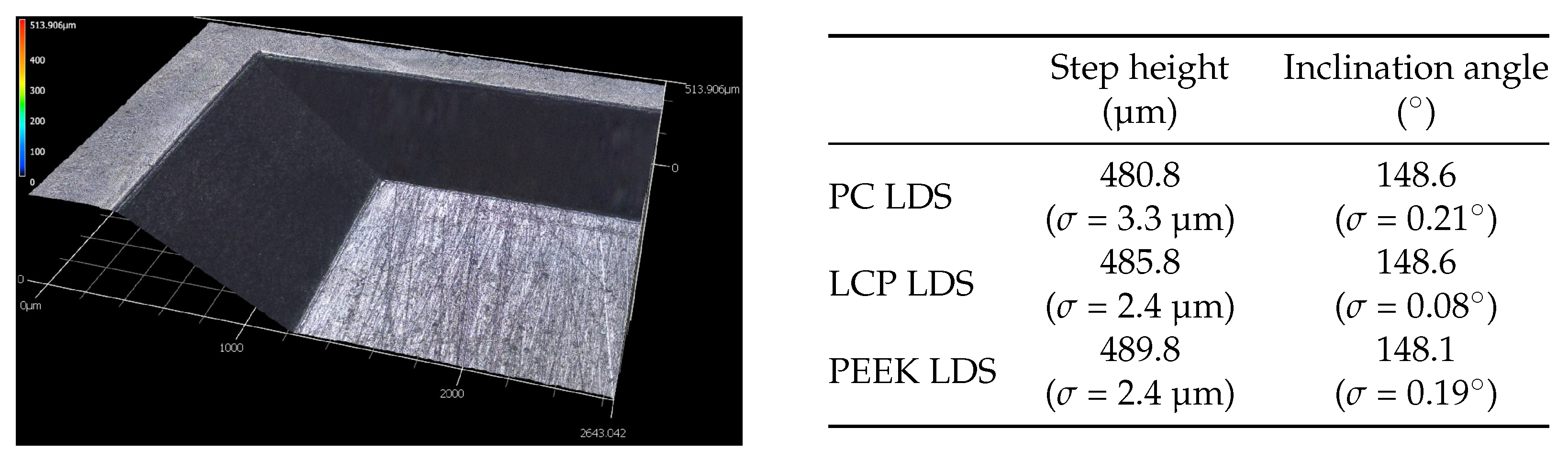
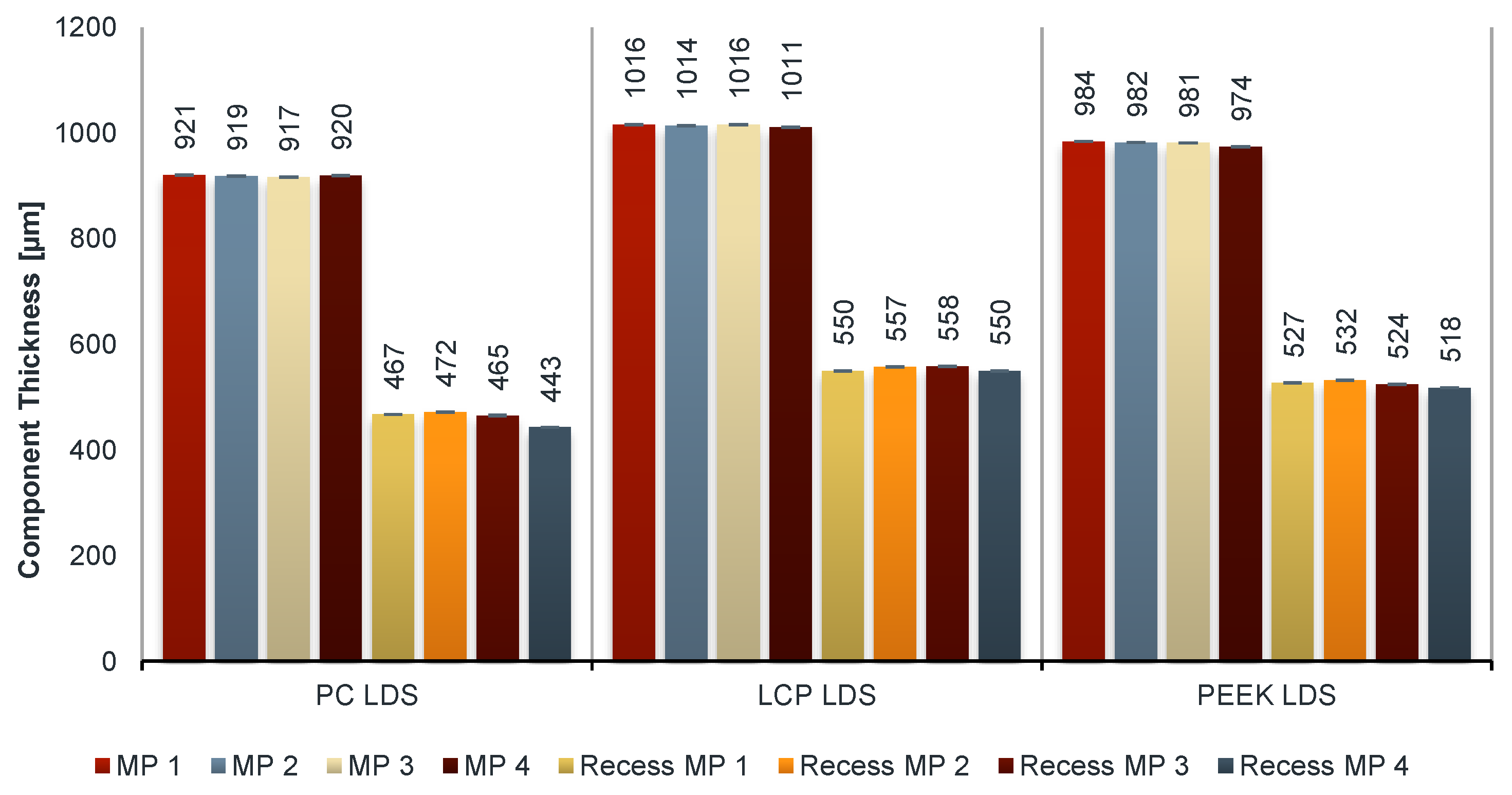
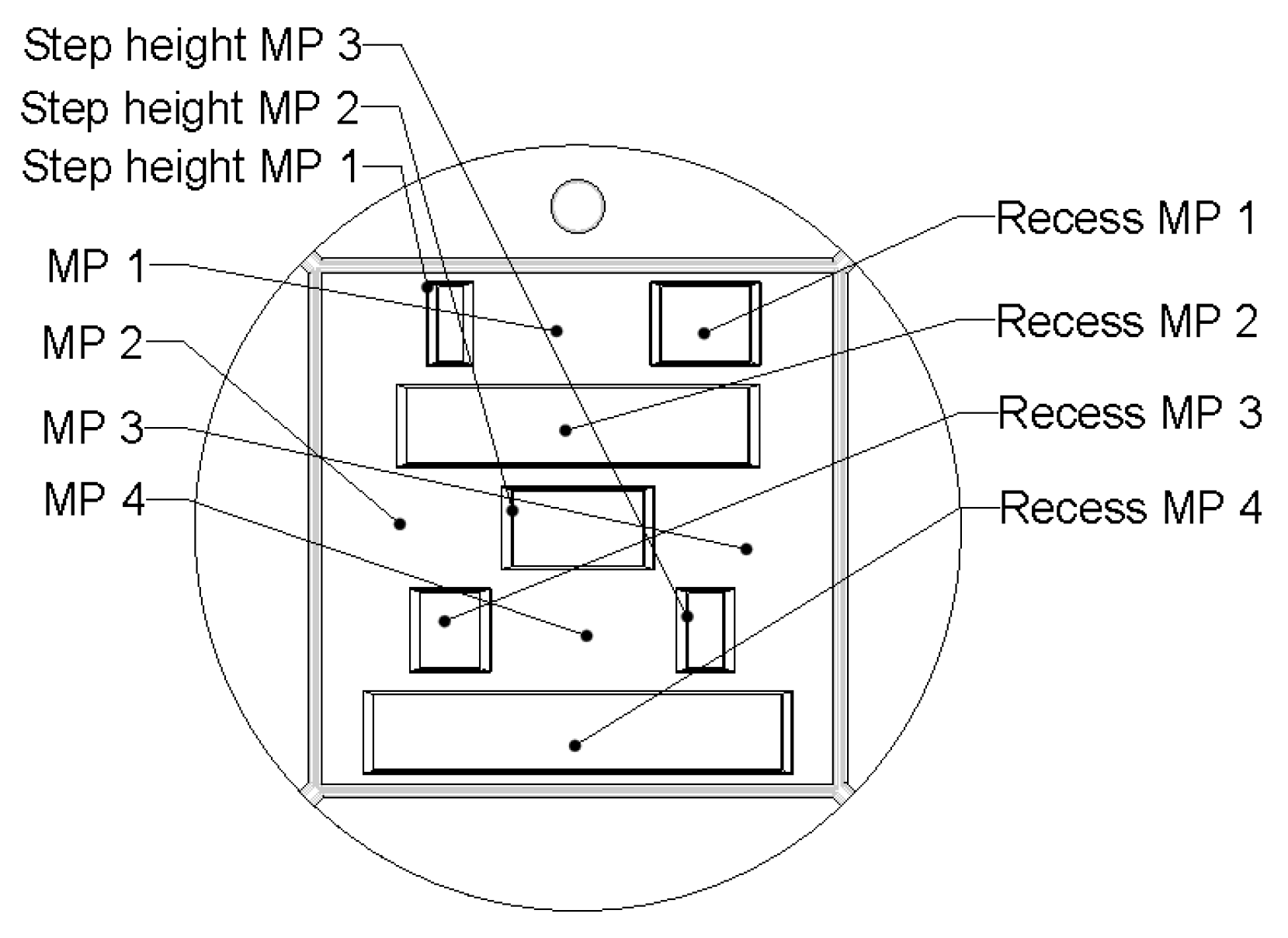
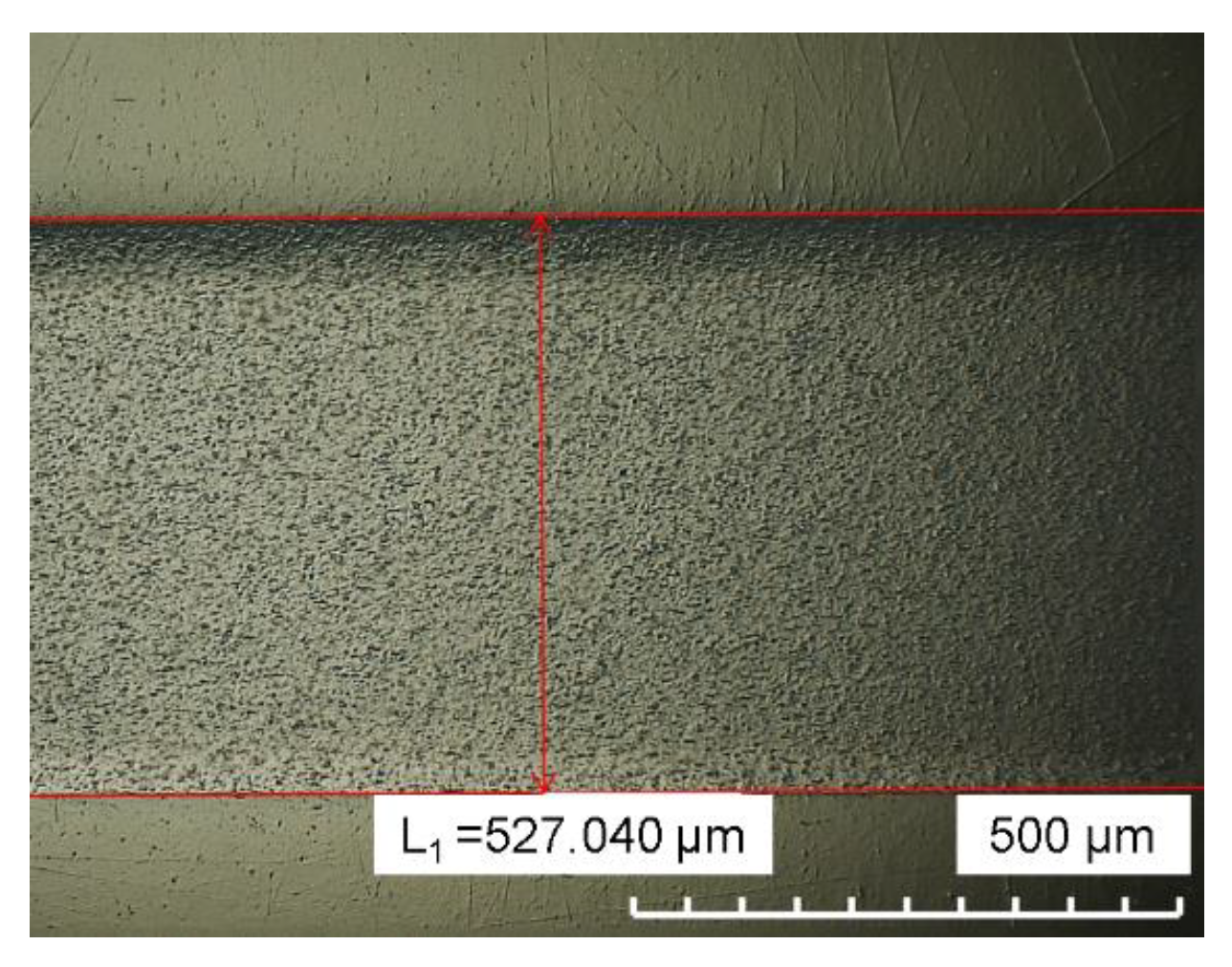
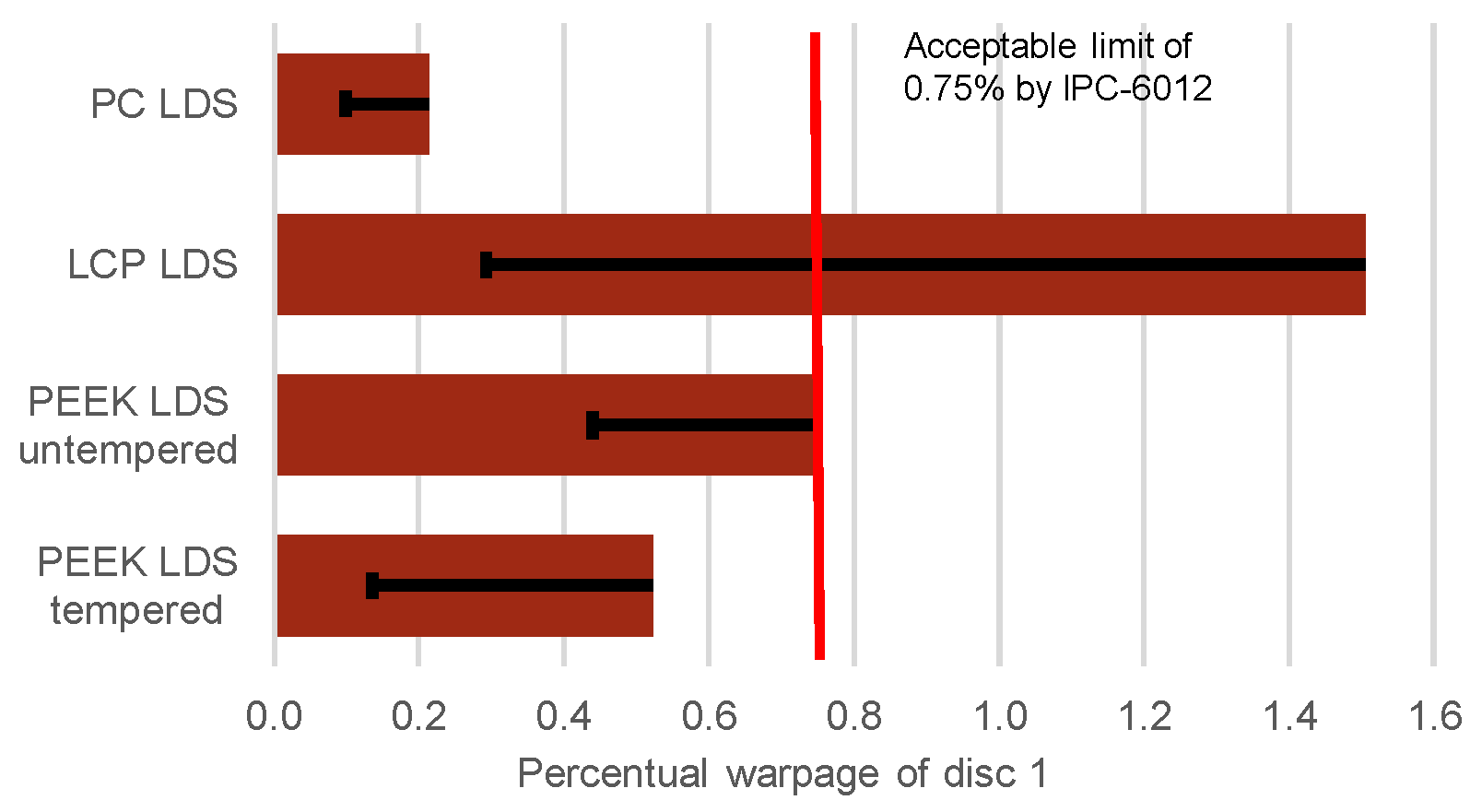
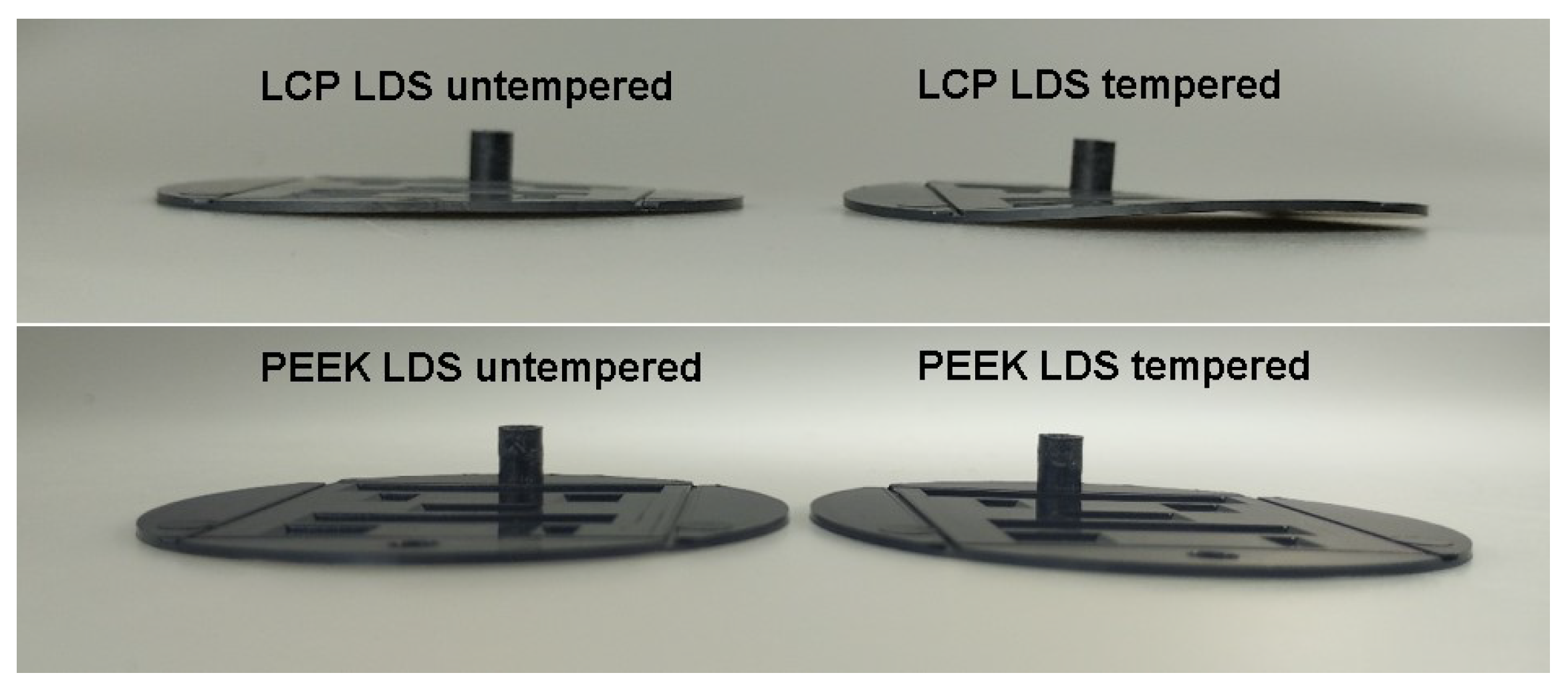
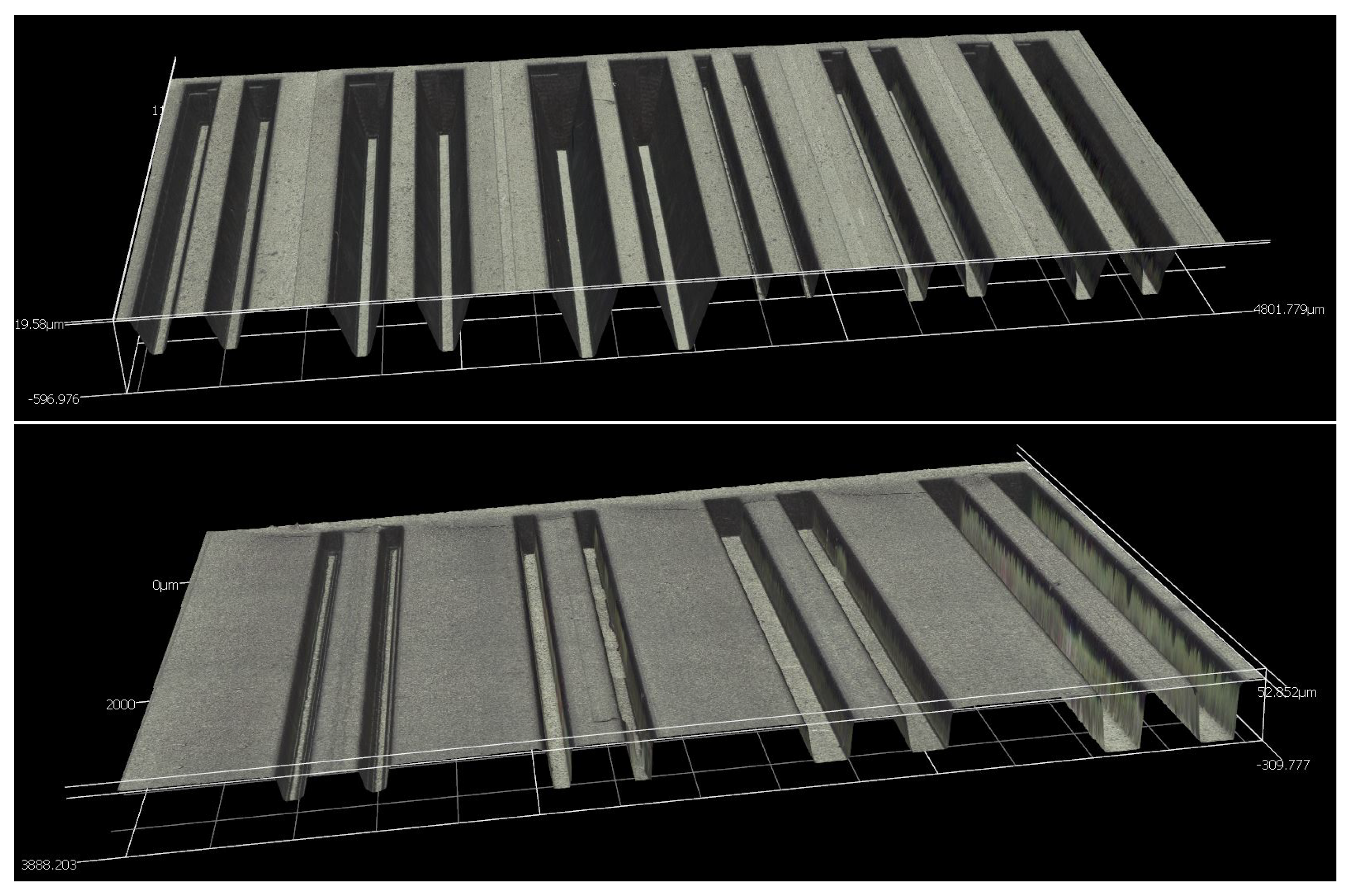
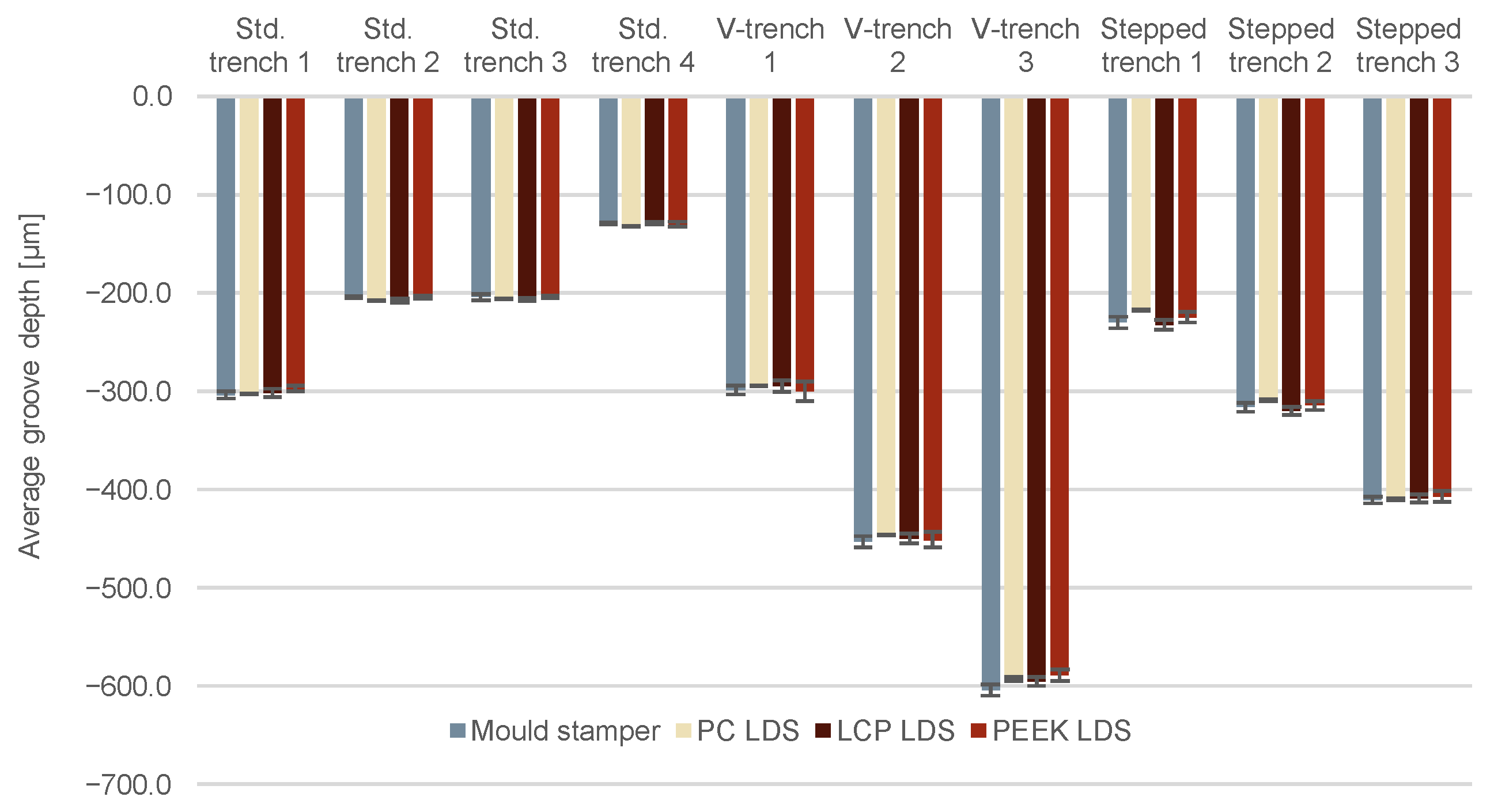
3.2. Geometrical Analysis Disc 1
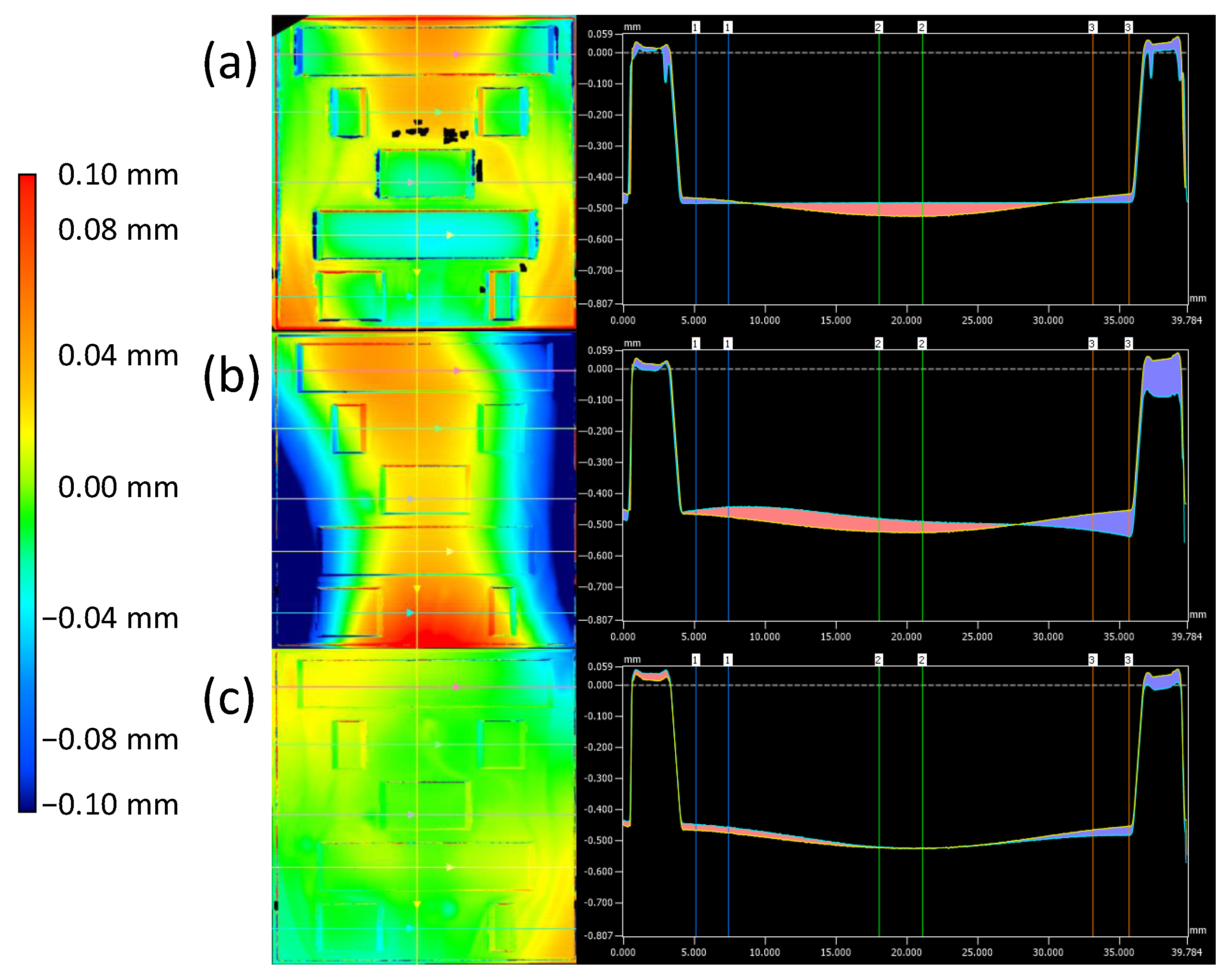
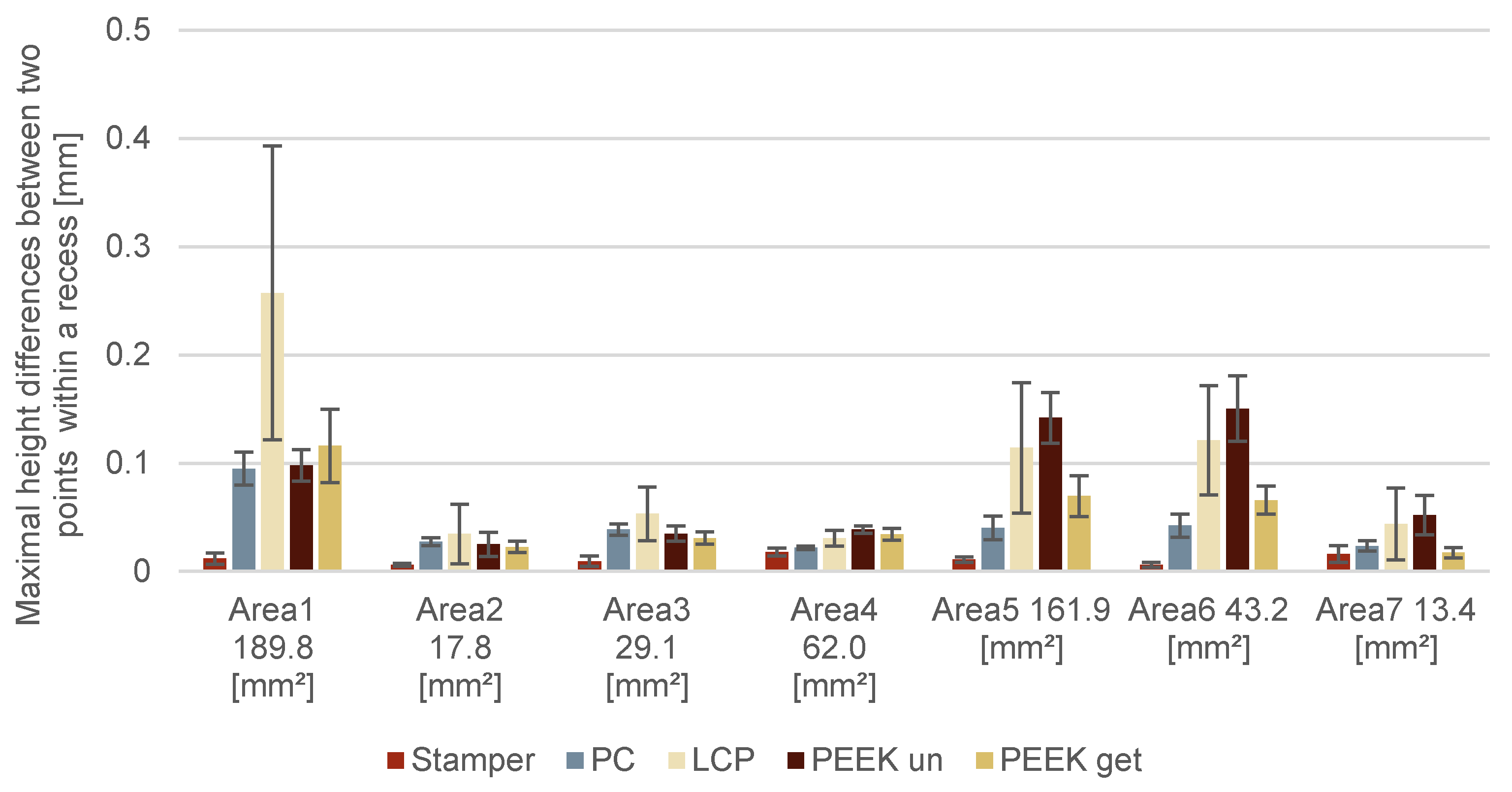
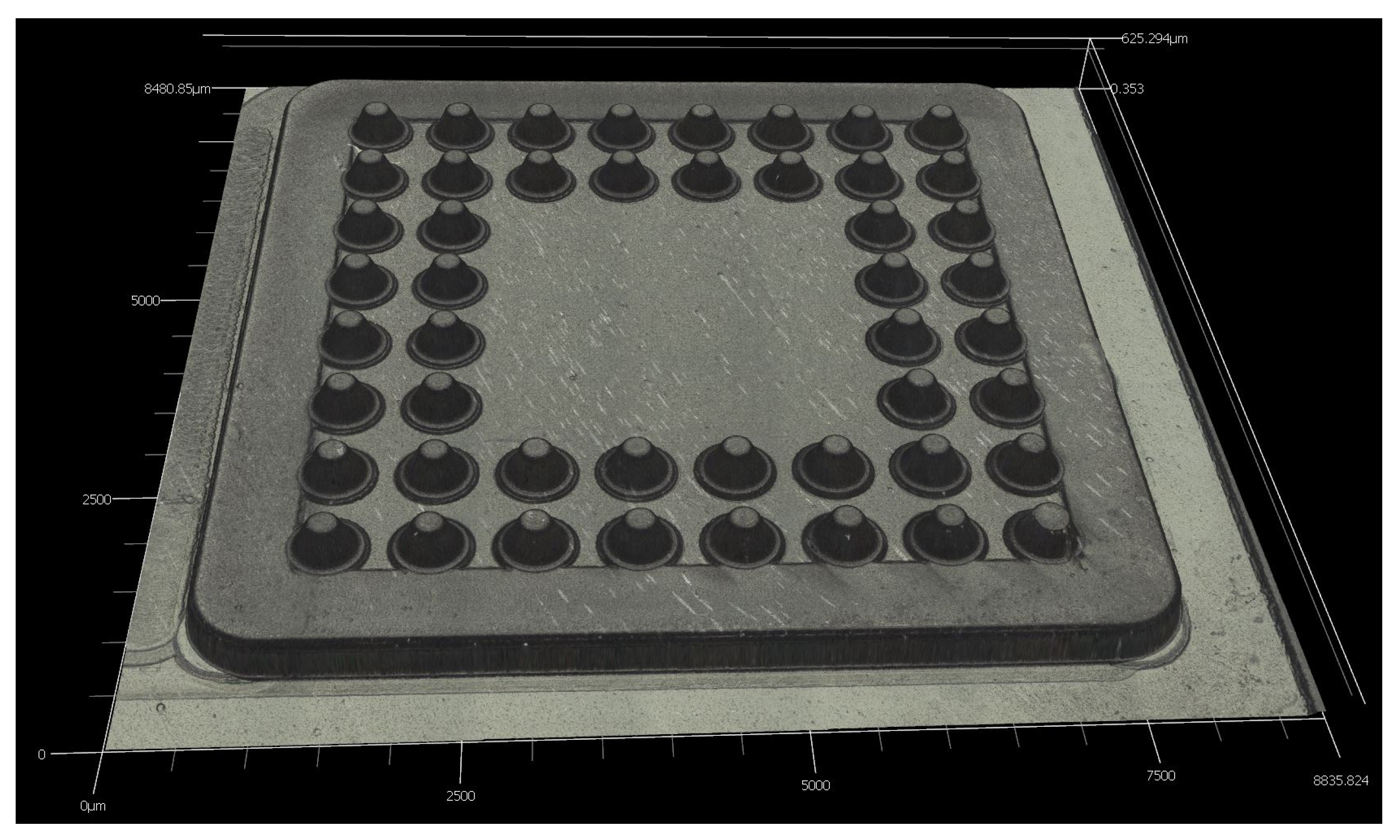
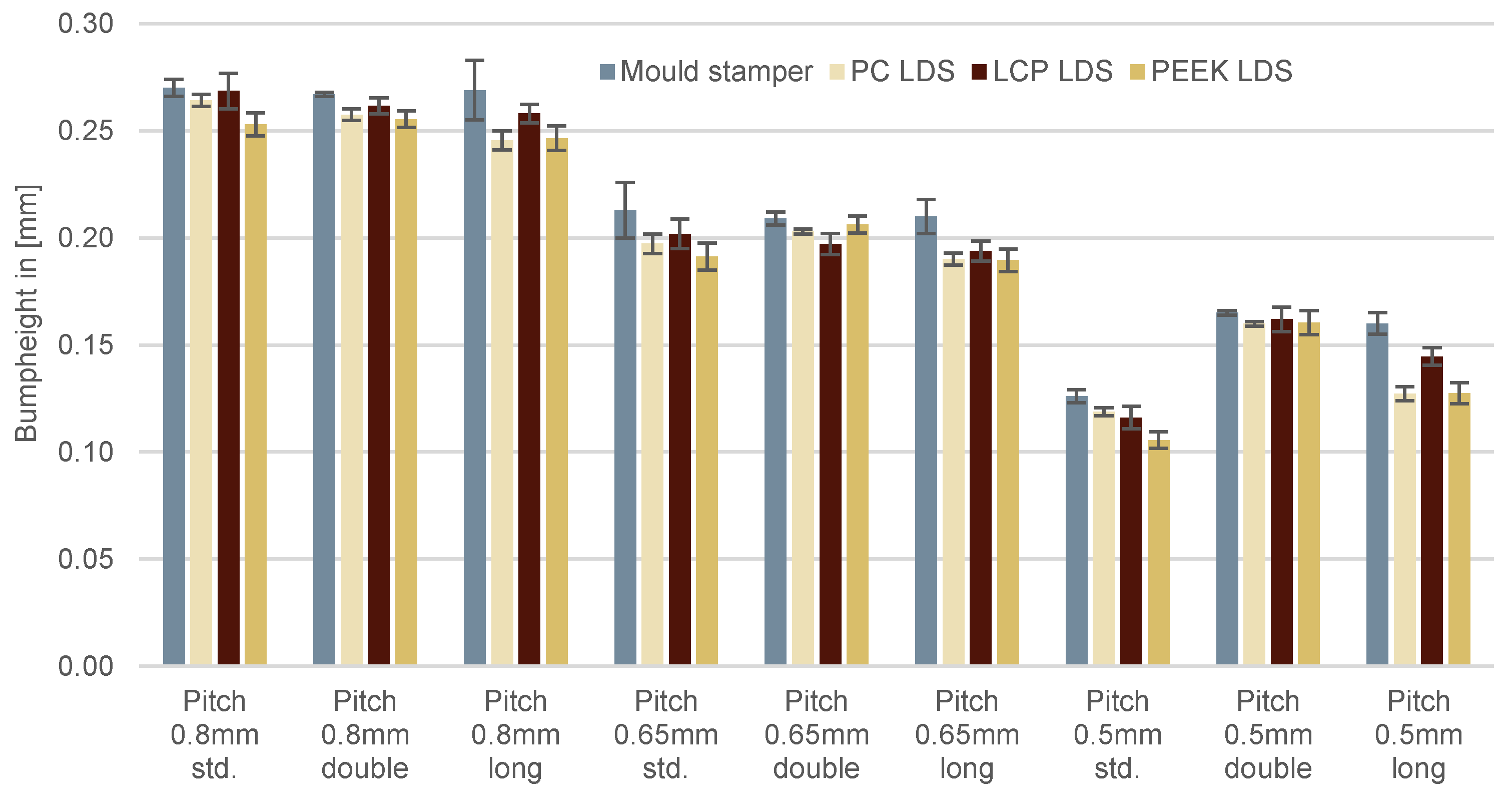
3.3. Geometrical Analysis of Disc 2
3.4. Effects of ICM on the Metallization of LDS-MIDs
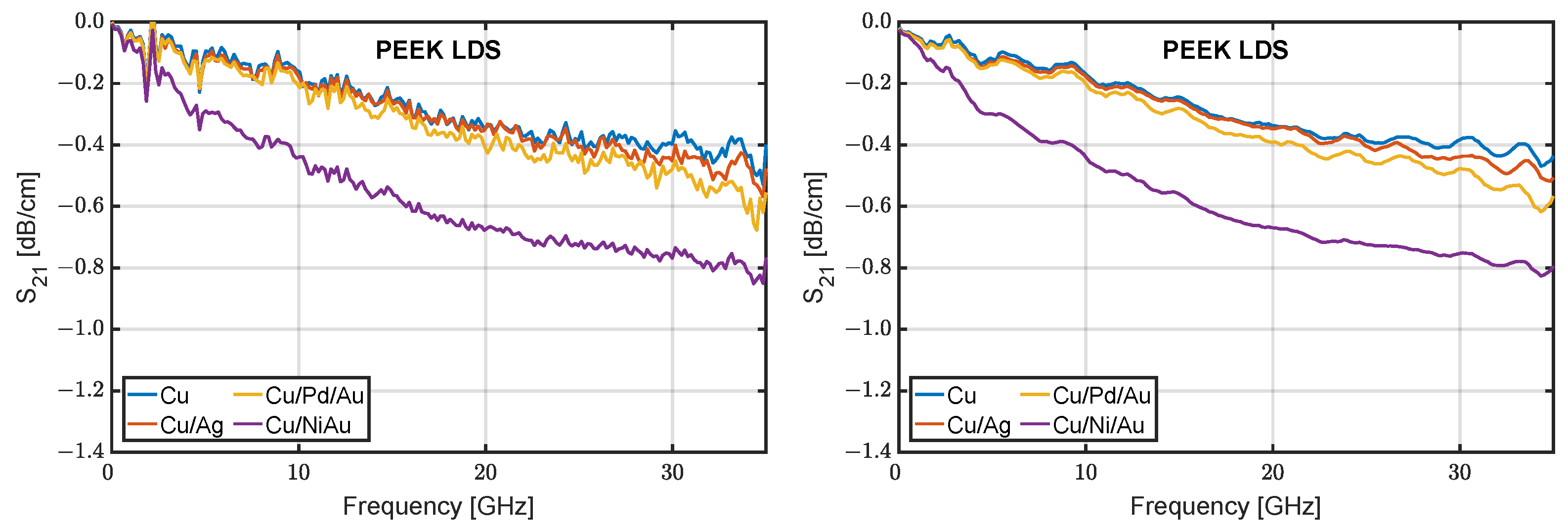
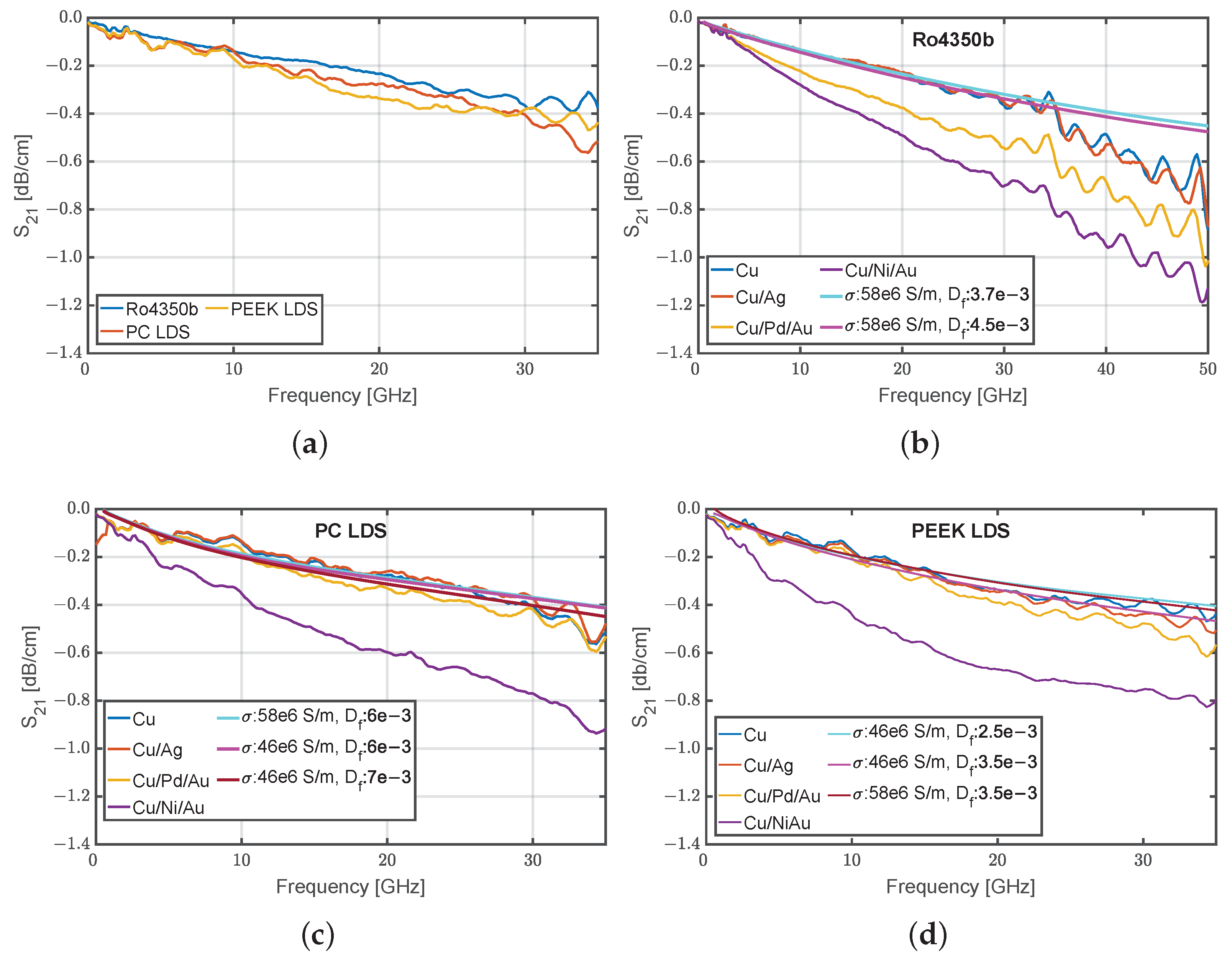
3.5. HF Charactrization of TRL-Kits
4. Discussion
5. Conclusions
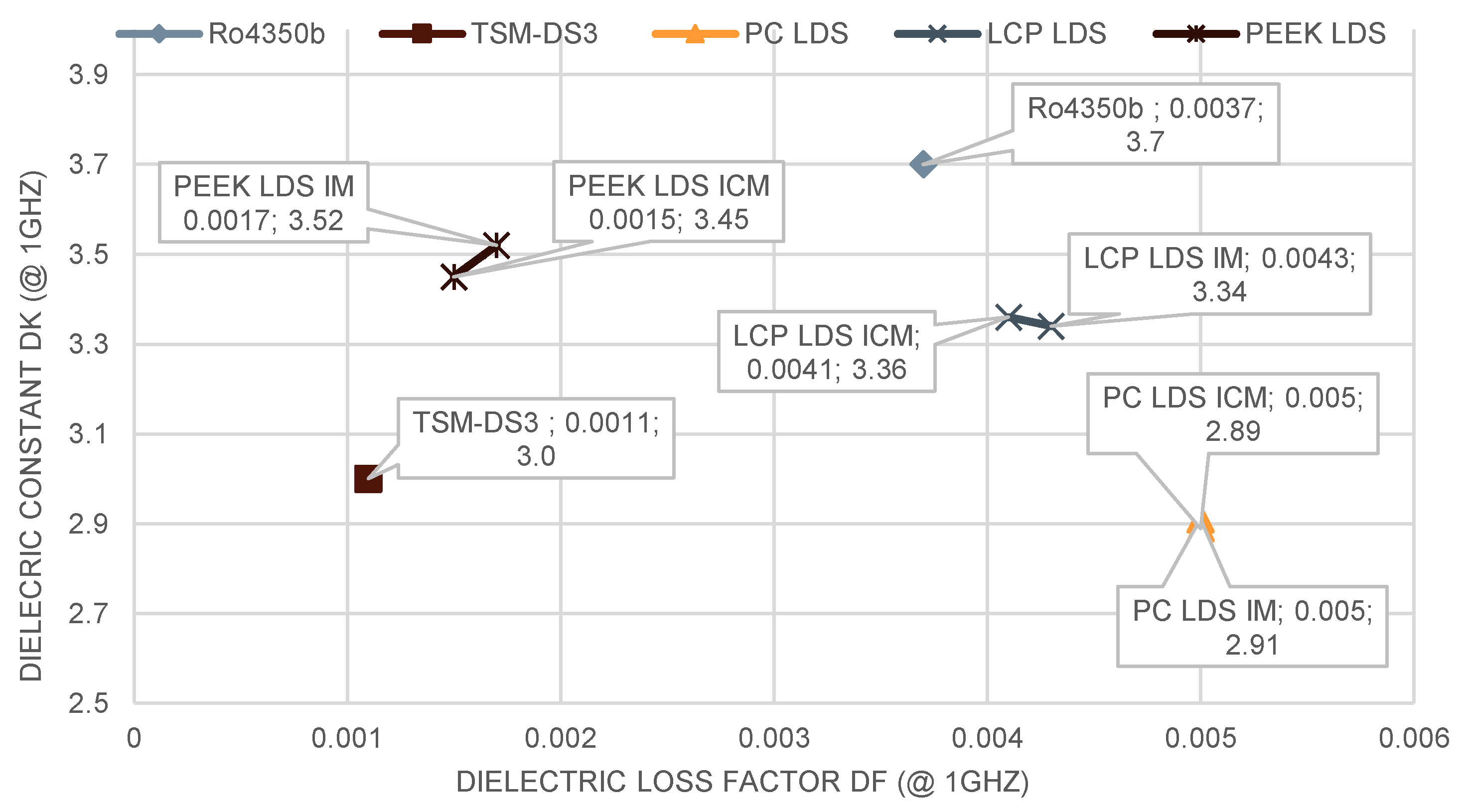
- The injection–compression molding of LDS-MID substrates did not change the measured dielectric properties of the materials.
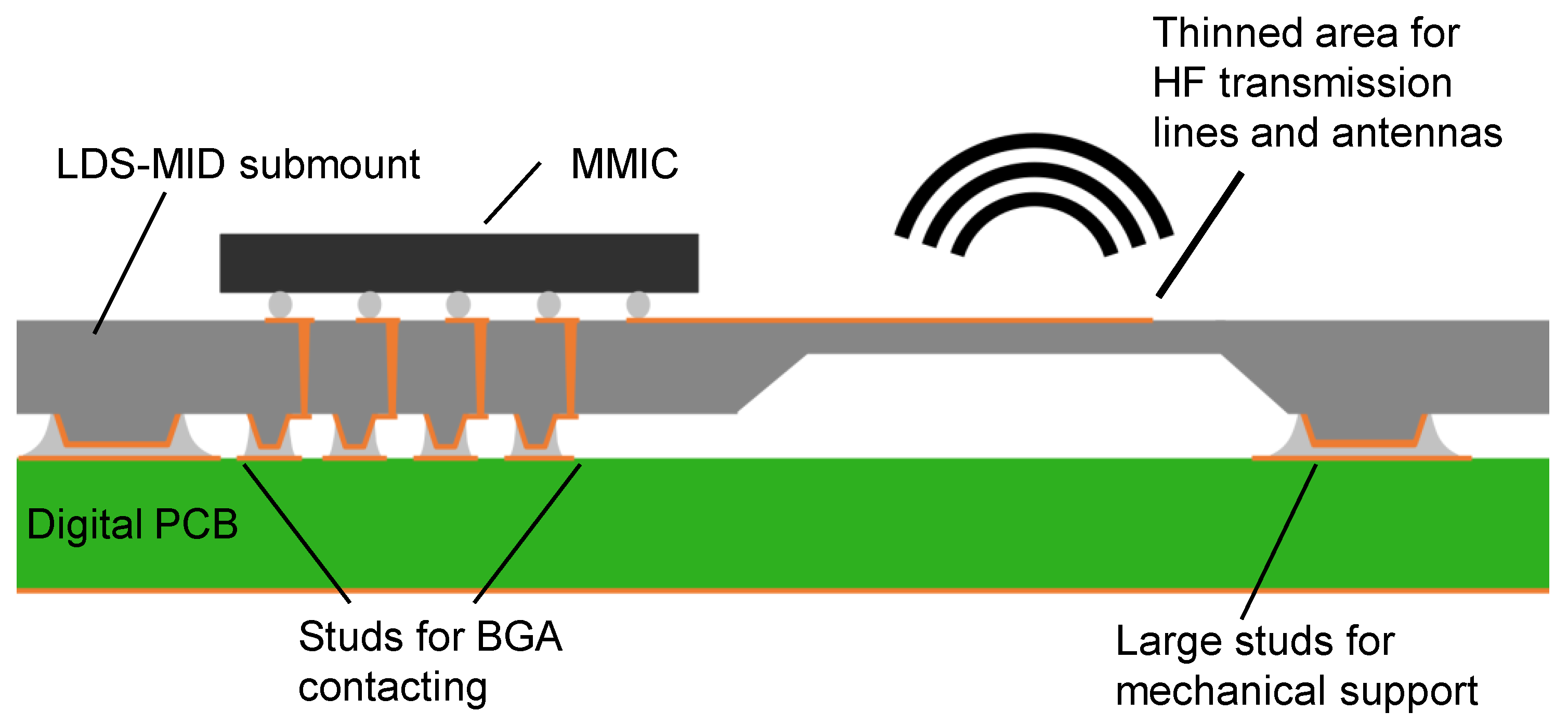
- Injection–compression molding of LDS-MID substrates enables the precise molding of large recesses with minimized wall thicknesses for use in transmission lines or, for example, suspended patch antennas.
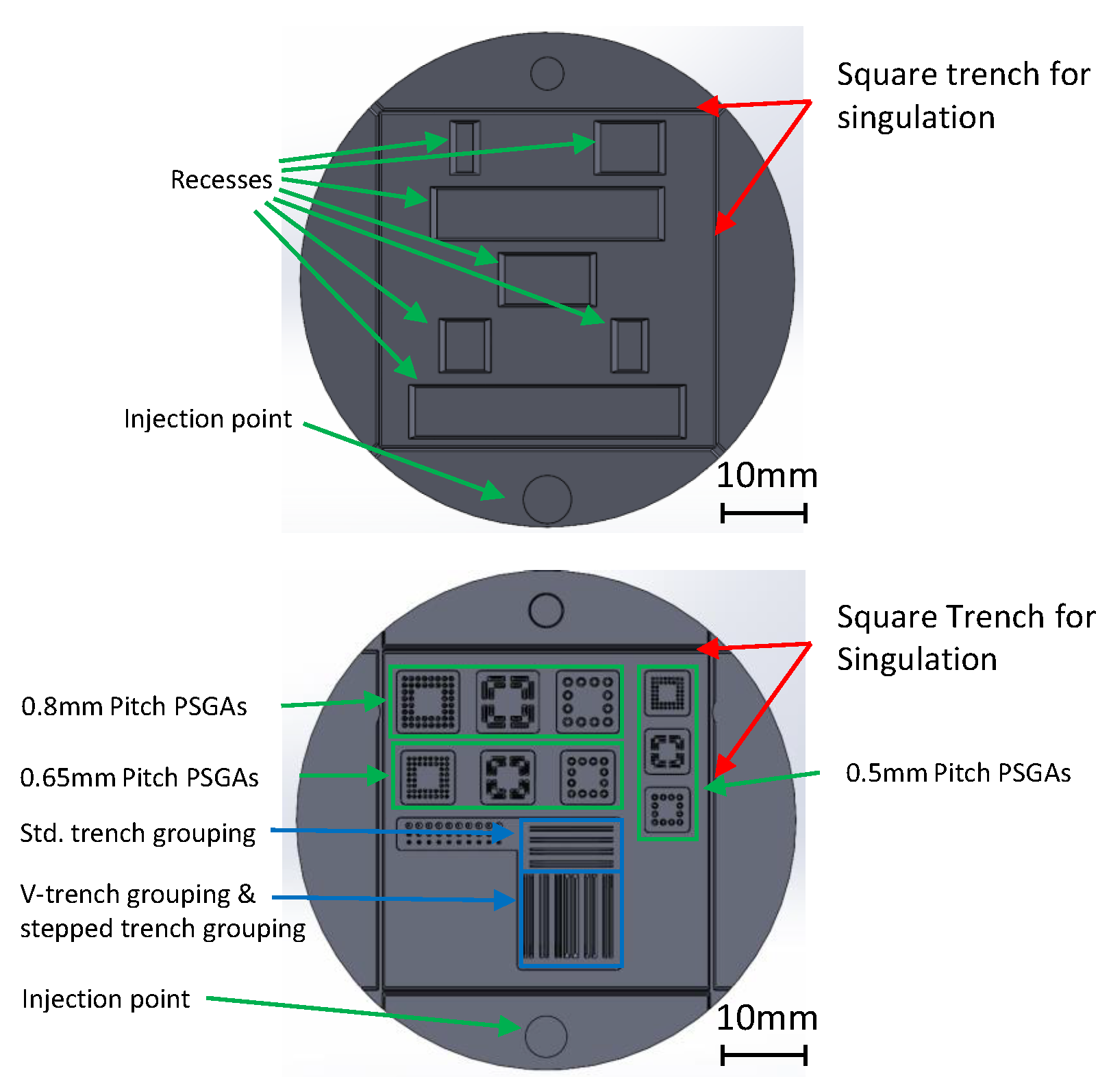
- Injection–compression molding of LDS-MID substrates allows the molding of narrow trench structures for VIA optimization and stud arrays for the rerouting of BGA pads from the LDS-MIDs to an underlying substrate down to pitches of about 0.5 mm.
- The LDS capability of LDS-MID substrates is not negatively affected by injection–compression molding. Only the increased roughness of LCP LDS can lead to an increase in metallization defects.
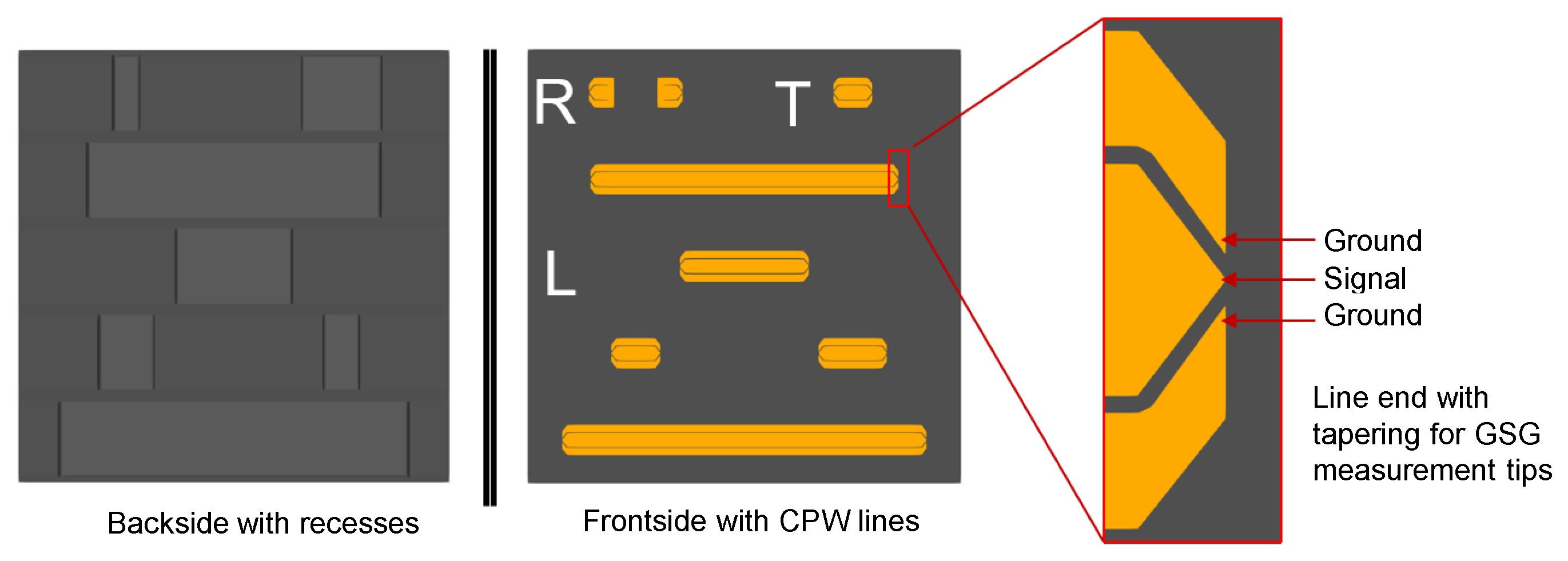
- HF transmission lines with a performance comparable to that of mid-range HF PCBs can be produced on injection-molded LDS-MID substrates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BGA | Ball-grid-array |
| CLSM | Vonfocal laser-scanning microscope |
| CPW | Coplanar waveguide |
| Dk | Permittivity |
| Df | Dielectric loss factor |
| EM | Electromagnetic |
| HBP | Hot bump pull |
| HF | High frequency |
| IM | Injection molding |
| ICM | Injection–compression molding |
| LCP | Liquid crystal polymer |
| LDS | Laser direct structuring |
| MID | Mechatronic integrated devices |
| MMIC | Monolithic microwave integrated circuit |
| mmWave | Millimeter wave |
| MP | Measuring point |
| PC | Polycarbonate |
| PCB | Printed circuit boards |
| PEEK | Poly ether ether ketone |
| PSGA | Polymer stud grid array |
| PTFE | Polytetrafluoroethylene |
| VIA | Vertical interonnect access |
| SMD | Surface-mounted devices |
| 3D | Three dimensional |
| 5G | Fifth-generation technology standard for broadband cellular networks |
References
- Ramasubramanian, K.; Ramaiah, K. Moving from legacy 24 GHz to state-of-the-art 77-GHz radar. Atzelektronik Worldw. 2018, 13, 46–49. [Google Scholar] [CrossRef]
- Gu, X.; Liu, D.; Sadhu, B. Packaging and Antenna Integration for Silicon-Based Millimeter-Wave Phased Arrays: 5G and Beyond. IEEE J. Microw. 2021, 1, 123–134. [Google Scholar] [CrossRef]
- Kirkeby, N.; Chong, M.; Buck, T. PCB Design Considerations for mmWave. Microw. J. 2022, 65, 20–32. [Google Scholar]
- Biurrun-Quel, C.; Teniente, J.; Del-Río, C. Reduced Loss and Prevention of Substrate Modes with a Novel Coplanar Waveguide Based on Gap Waveguide Technology. Sensors 2023, 23, 2909. [Google Scholar] [CrossRef]
- Yang, S.; Hu, Z.; Buchanan, N.B.; Fusco, V.F.; Stewart, J.C.; Wu, Y.; Armstrong, B.M.; Armstrong, G.; Gamble, H.S. Characteristics of trenched coplanar waveguide for high-resistivity Si MMIC applications. IEEE Trans. Microw. Theory Tech. 1998, 46, 623–631. [Google Scholar] [CrossRef]
- Djordjević, A.R.; Olćan, D.I.; Zajić, A.G. Modeling and design of milled microwave printed circuit boards. Microw. Opt. Technol. Lett. 2011, 53, 264–270. [Google Scholar] [CrossRef]
- Lin, C.P.; Jou, C.F. New CMOS-compatible micromachined embedded coplanar waveguide. IEEE Trans. Microw. Theory Tech. 2010, 58, 2511–2516. [Google Scholar] [CrossRef]
- Sepaintner, F.; Scharl, A.; Röhrl, F.; Bogner, W.; Zorn, S. Characterization and production of PCB structures with increased ratio of electromagnetic field in air. IEEE Trans. Microw. Theory Tech. 2020, 68, 2134–2143. [Google Scholar] [CrossRef]
- Park, J.H.; Baek, C.W.; Jung, S.; Kim, H.T.; Kwon, Y.; Kim, Y.K. Novel micromachined coplanar waveguide transmission lines for application in millimeter-wave circuits. Jpn. J. Appl. Phys. 2000, 39, 7120. [Google Scholar] [CrossRef]
- Sepaintner, F.; Scharl, A.; Jakob, J.; Keck, F.; Kunze, K.; Röhrl, F.X.; Bogner, W.; Zorn, S. Cost-effective implementation of air-filled waveguides on printed circuit boards. In Proceedings of the 2020 IEEE 29th Conference on Electrical Performance of Electronic Packaging and Systems (EPEPS), San Jose, CA, USA, 4–7 October 2020; pp. 1–3. [Google Scholar]
- Jang, Y.; Chun, K. Modeling of Trenched Coplanar Waveguide for Redistribution Layer of RF MEMS Switch Applications. In Proceedings of the 2018 IEEE MTT-S International Conference on Numerical Electromagnetic and Multiphysics Modeling and Optimization (NEMO), Reykjavik, Iceland, 8–10 August 2018; pp. 1–4. [Google Scholar]
- Llamas-Garro, I.; Corona-Chavez, A. Micromachined transmission lines for millimeter-wave applications. In Proceedings of the 16th International Conference on Electronics, Communications and Computers (CONIELECOMP’06), Puebla, Mexico, 27 February–1 March 2006; p. 15. [Google Scholar]
- Herrick, K.J.; Schwarz, T.A.; Katehi, L.P. Si-micromachined coplanar waveguides for use in high-frequency circuits. IEEE Trans. Microw. Theory Tech. 1998, 46, 762–768. [Google Scholar] [CrossRef]
- Franke, J. Three-Dimensional Molded Interconnect Devices (3D-MID); Carl Hanser Verlag: Munich, Germany, 2014. [Google Scholar]
- Molex-LLC. RHCP LDS SMT GPS Antenna. Available online: https://www.molex.com/en-us/part-list/antennas?taxonomyPathValueLast=Antennas&general_type=Internal&general_protocol=GPS&materialMaster_promotable=true (accessed on 15 August 2023).
- Kildal, S.S.; Pfuhl, N.; Flamini, R.; Biscontini, B. Molded interconnect device (MID) design for base station antenna elements. In Proceedings of the 2016 IEEE International Symposium on Antennas and Propagation (APSURSI), Fajardo, Puerto Rico, 26 June–1 July 2016; pp. 1845–1846. [Google Scholar]
- Chen, Y.; Zhang, C.; Lu, Y.; Yang, W.W.; Huang, J. Compact dual-polarized base station antenna array using laser direct structuring technique. IEEE Antennas Wirel. Propag. Lett. 2020, 20, 78–82. [Google Scholar] [CrossRef]
- Orlob, C.; Kornek, D.; Preihs, S.; Rolfes, I. Comparison of methods for broadband electromagnetic characterization of Molded Interconnect Device materials. Adv. Radio Sci. 2009, 7, 11–15. [Google Scholar] [CrossRef][Green Version]
- Bengsch, S. Entwicklung eines Lithographiefreien Fertigungsverfahrens für AMR-Magnetfeldsensoren Basierend auf Spritzgegossenen Kunststoffsubstraten: Development of a Lithography-Free Manufacturing Process for AMR Magnetic Field Sensors Based on Injection-Molded Plastic Substrates; TEWISS Verlag: Garbsen, Germany, 2022. [Google Scholar]
- Mitsubishi Engineering Plastics Corp. XANTAR LDS 3760® LDS 3760; Mitsubishi Engineering Plastics Corp.: Tokyo, Japan, 2017. [Google Scholar]
- Ensinger GmbH. TECACOMP® LCP LDS Black 4107; Ensinger GmbH: Nufringen, Germany, 2016. [Google Scholar]
- Ensinger GmbH. TECACOMP® PEEK LDS Black 1047045; Ensinger GmbH: Nufringen, Germany, 2019. [Google Scholar]
- Rogers Corp. RO4000 Series High Frequency Circuit Materials Data Sheet; Rogers Corp.: Chandler, AZ, USA, 2022. [Google Scholar]
- AGC Inc. TSM-DS3 Dimensionally Stable Low Loss Laminate; AGC Inc.: Amagasaki, Japan, 2022. [Google Scholar]
- Wolf, M.; Werum, K.; Guenther, T.; Schleeh, L.; Eberhardt, W.; Zimmermann, A. Analysis of Tempering Effects on LDS-MID and PCB Substrates for HF Applications. J. Manuf. Mater. Process. 2023, 7, 139. [Google Scholar] [CrossRef]
- Seewald, S.; Manteuffel, D.; Wolf, M.; Barth, M.; Eberhardt, W.; Zimmermann, A. Low-Loss 3D-Coplanar Line Structure for Millimeter Wave Applications Using Laser Direct Structuring Technology. In Proceedings of the 2021 International Conference on Electromagnetics in Advanced Applications (ICEAA), Honolulu, HI, USA, 9–13 August 2021; p. 85. [Google Scholar]
- Christiaens, F.; Beyne, E.; Vandevelde, B.; Roggen, J.; Mertens, R.P.; Berghmans, J. Thermal Modelling of the Polymer Stud Grid Array (PSGA) Packages. Int. J. Microcircuits Electron. Packag. 1997, 20, 521–531. [Google Scholar]
- Wojciechowski, D.; Chan, M.; Martone, F. Lead-free plastic area array BGAs and polymer stud grid arraysTM package reliability. Microelectron. Reliab. 2001, 41, 1829–1839. [Google Scholar] [CrossRef]
- Chandrasekhar, A.; Vandevelde, B.; Driessens, E.; Beyne, E.; De Raedt, W.; Pieters, P.; Nauwelaers, B.; Van Puymbroeck, J. Modeling and characterization of the polymer stud grid array (PSGA) package: Electrical, thermal and thermo-mechanical qualification. IEEE Trans. Electron. Packag. Manuf. 2003, 26, 54–67. [Google Scholar] [CrossRef]
- Driessens, E.; Van Dooren, S.; Vandevelde, B.; Degryse, D.; Beyne, E.; Heerman, M.; Van Puymbroeck, J. Parametric compact models for the 72-pins polymer stud grid array™. Microelectron. J. 2001, 32, 839–846. [Google Scholar] [CrossRef]
- Wegener, C. Polymer Stud Grid Array (PSGA) A new 3D-Package Technology for Ball-Grid Array and Chip Scale Packaging-Applications. In Proceedings of the 5th International Congress Molded Interconnect Devices, Erlangen, Germany, 27–28 September 2000. [Google Scholar]
- Kessler, U. Untersuchungen zur Flip Chip Montage auf Spritzgegossenen Schaltungsträgern; Ingenieurwissenschaften, Verl. Dr. Hut GmbH: München, Germany, 2012. [Google Scholar]
- Domininghaus, H.; Elsner, P.; Eyerer, P.; Hirth, T. (Eds.) Einführung in Polymer Engineering. In Kunststoffe: Eigenschaften und Anwendungen; Springer: Berlin/Heidelberg, Germany, 2008; pp. 1–161. [Google Scholar] [CrossRef]
- Keysight Technologies. Solutions for Measuring Permittivity and Permeability with LCR Meters and Impedance Analyzers; Keysight Technologies: Santa Rosa, CA, USA, 2014. [Google Scholar]
- Schmückle, F.; Doerner, R.; Phung, G.; Heinrich, W.; Williams, D.; Arz, U. Radiation, multimode propagation, and substrate modes in W-band CPW calibrations. In Proceedings of the 2011 41st European Microwave Conference, Manchester, UK, 10–13 October 2011; pp. 297–300. [Google Scholar]
- Spirito, M.; Gentile, G.; Akhnoukh, A. Multimode analysis of transmission lines and substrates for (sub)mm-wave calibration. In Proceedings of the 82nd ARFTG Microwave Measurement Conference, Columbus, OH, USA, 18–21 November 2013; pp. 1–6. [Google Scholar] [CrossRef]
- Parkinson, R. Properties and Applications of Electroless Nickel; Nickel Development Institute: Durham, NC, USA, 2001. [Google Scholar]
- Attia, U.; Marson, S.; Alcock, J. Micro-injection moulding of polymer microfluidic devices. Microfluid. Nanofluidics 2009, 7, 1–28. [Google Scholar] [CrossRef]
- Kang, S. Replication Technology for Micro/Nano Optical Components. Jpn. J. Appl. Phys. 2004, 43, 5706. [Google Scholar] [CrossRef]
- Huegel, U.; Garcia-Tejero, A.; Glogowski, R.; Willmann, E.; Pieper, M.; Merli, F. 3D Waveguide Metallized Plastic Antennas Aim to Revolutionize Automotive Radar. Microw. J. 2022, 65, 32–48. [Google Scholar]
- IEEE Standard for Rectangular Metallic Waveguides and Their Interface for Frequencies of 110 GHz and Above—Part 1: Frequency Bands and Waveguide Dimensions, Standard 1785.1-2012. pp. 1–20. Available online: https://ieeexplore.ieee.org/document/7564020 (accessed on 20 September 2023).
- Bahl, I.; Bozzi, M.; Garg, R. Microstrip Lines and Slotlines, 3rd ed.; Horizon House Publications: Norwood, MA, USA, 2013. [Google Scholar]
- Glise, A.; Quéré, Y.; Maalouf, A.; Rius, E.; Castel, V.; Laur, V.; Sauvage, R. LDS Realization of High-Q SIW Millimeter Wave Filters with Cyclo-Olefin Polymers. Appl. Sci. 2018, 8, 2230. [Google Scholar] [CrossRef]
- Hahn-Schickard-Gesellschaft für angewandte Forschung e.V. Untersuchungen zur Einsetzbarkeit der Flipchip-Technik für die Kontaktierung von Nacktchips in Niniaturisierten MID-Gehäusen in der Mikrosystemtechnik. 2004. Available online: https://www.aif.de/foerderangebote/igf-industrielle-gemeinschaftsforschung/igf-projektdatenbank.html?tx_igf_search%5Baction%5D=detail&tx_igf_search%5Bcontroller%5D=Search&tx_igf_search%5Bitem%5D=3282&tx_igf_search%5Bterm%5D=Untersuchungen%20zur%20Einsetzbarkeit%20der%20Flipchip-Technik&cHash=6afaa9cfb238a52f0dd02a7ccb4b250d (accessed on 4 October 2023).
- Kessler, U.; Eberhardt, W.; Schwenck, A.; Warkentin, D.; Kuck, H. Properties of Polymer Bumps for Flip Chip Mounting on Moulded Interconnect Devices(MID). In Proceedings of the 2006 1st Electronic Systemintegration Technology Conference, Dresden, Germany, 5–7 September 2006; Volume 1, pp. 287–290. [Google Scholar] [CrossRef]
- Kessler, U.; Kuck, H.; Eberhardt, W. Technology for flipchip assembly on moulded interconnect devices (MID). In Proceedings of the 6th IEEE CPMT Conference on High Density Microsystem Design and Packaging and Component Failure Analysis (HDP ’04), Shanghai, China, 30 June–3 July 2004; pp. 242–247. [Google Scholar] [CrossRef]
- Hahn-Schickard-Gesellschaft für angewandte Forschung e.V. Simulationsunterstützte Auslegung von Kontaktelementen zur SMT-Kompatiblen Montage von 3D-MID Packages auf Leiterplatten. 2011. Available online: https://www.aif.de/foerderangebote/igf-industrielle-gemeinschaftsforschung/igf-projektdatenbank.html?tx_igf_search%5Baction%5D=detail&tx_igf_search%5Bcontroller%5D=Search&tx_igf_search%5Bitem%5D=6259&tx_igf_search%5Bterm%5D=Simulationsunterst%C3%BCtzte%20Auslegung%20von%20Kontaktelementen%20zur&cHash=07a79ab114cc6667584cffedfac56f7a (accessed on 4 October 2023).
- Hahn-Schickard-Gesellschaft für Angewandte Forschung e.V.Untersuchungen zur Porenbildung in Bleifreien SAC-Lötverbindungen auf LDS-MID. 2014. Available online: https://www.aif.de/foerderangebote/igf-industrielle-gemeinschaftsforschung/igf-projektdatenbank.html?tx_igf_search%5Baction%5D=detail&tx_igf_search%5Bcontroller%5D=Search&tx_igf_search%5Bitem%5D=7910&tx_igf_search%5Bterm%5D=Untersuchungen%20zur%20Porenbildung%20in%20Bleifreien%20SAC-L%C3%B6tverbindungen&cHash=5d577529a8c7f15e504f013858cee28a (accessed on 4 October 2023).
- Friedrich, A.; Geck, B.; Fengler, M. LDS manufacturing technology for next generation radio frequency applications. In Proceedings of the 2016 12th International Congress Molded Interconnect Devices (MID), Wuerzburg, Germany, 28–29 September 2016; pp. 1–6. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| BGA Pitch | Bump Array Type | PSGA Bottom Diameter (mm) | PSGA Top Diameter (mm) | PSGA Height (mm) |
|---|---|---|---|---|
| 0.8 mm | Standard | 0.50 | 0.25 | 268 |
| Double Pitch | 1 | 0.75 | ||
| Elongated dim 1 | 2.0/0.5 | 1.75/0.25 | ||
| Elongated dim 2 | 1.2/0.5 | 0.95/0.25 | ||
| 0.65 mm | Standard | 0.4 | 0.2 | 214 |
| Double Pitch | 0.8 | 0.6 | ||
| Elongated dim 1 | 1.625/0.4 | 1.425/0.2 | ||
| Elongated dim 2 | 0.975/0.4 | 0.775/0.2 | ||
| 0.5 mm | Standard | 0.3 | 0.15 | 125 |
| Double Pitch | 0.6 | 0.45 | 160 | |
| Elongated dim 1 | 1.25/0.3 | 1.1/0.15 | ||
| Elongated dim 2 | 0.75/0.3 | 0.6/0.15 |
| Parameter | PC LDS | LCP LDS | PEEK LDS | |||
|---|---|---|---|---|---|---|
| Disc 1 | Disc 2 | Disc 1 | Disc 2 | Disc 1 | Disc 2 | |
| Injection temperature (C) | 290 | 290 | 350 | 340 | 420 | 420 |
| Mold temperature (C) | 100 | 100 | 100 | 140 | 180 | 180 |
| Injection pressure (MPa) | 250 | 250 | 250 | 250 | 250 | 250 |
| Holding pressure (MPa) | 7.5 | 125 | 2,5 | 80 | 15,5 | 225 |
| Injection time (s) | 0.18 | 0.16 | 0.15 | 0.16 | 0.15 | 0.16 |
| closing delay (s) | 0.18 | 0.16 | 0.15 | 0.16 | 0.15 | 0.16 |
| Compression force (kN) | 200 | 200 | 200 | 200 | 200 | 200 |
| Compression time (s) | 3 | 3 | 3 | 3 | 3 | 3 |
| Compression path (mm) | 0.06 | 0.06 | 0.06 | 0.06 | 0.10 | 0.06 |
| Pitch | Array Type | Number of Studs | PC LDS | LCP LDS | PEEK LDS | |||
|---|---|---|---|---|---|---|---|---|
| 0.8 mm | std | 48 | 6.9 | 2.4 | 18.7 | 3.5 | 11.4 | 3.4 |
| long | 16 | 16.6 | 1.9 | 11.3 | 1.9 | 8.4 | 0.8 | |
| double | 12 | 4.8 | 0.5 | 4.9 | 1.4 | 5.4 | 1 | |
| 0.65 mm | std | 48 | 10.0 | 3.0 | 17.2 | 6.8 | 13.3 | 1.4 |
| long | 16 | 9.9 | 2.0 | 12.4 | 3.0 | 14.3 | 0.9 | |
| double | 12 | 1.5 | 0.2 | 4.3 | 1.3 | 3.5 | 0.8 | |
| 0.5 mm | std | 48 | 4.2 | 1.8 | 10.5 | 2.8 | 5.2 | 1.4 |
| long | 16 | 12.1 | 1.0 | 9.7 | 1.1 | 15.1 | 1.4 | |
| double | 12 | 1.9 | 0.3 | 6.0 | 1.4 | 3.8 | 1.4 | |
| S in [dB/cm] | ||||||
|---|---|---|---|---|---|---|
| Ro4350b | PC LDS | PEEK LDS | ||||
| @ 15 GHz | @ 30 GHz | @ 15 GHz | @ 30 GHz | @ 15 GHz | @ 30 GHz | |
| Cu | −0.13 | −0.35 | −0.16 | −0.42 | −0.16 | −0.40 |
| Cu/Ag | −0.14 | −0.35 | −0.16 | −0.38 | −0.18 | −0.45 |
| Cu/Pd/Au | −0.22 | −0.55 | −0.20 | −0.35 | −0.21 | −0.48 |
| Cu/Ni/Au | −0.28 | −0.71 | −0.34 | −0.77 | −0.44 | −0.77 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wolf, M.; Werum, K.; Eberhardt, W.; Günther, T.; Zimmermann, A. Injection Compression Molding of LDS-MID for Millimeter Wave Applications. J. Manuf. Mater. Process. 2023, 7, 184. https://doi.org/10.3390/jmmp7050184
Wolf M, Werum K, Eberhardt W, Günther T, Zimmermann A. Injection Compression Molding of LDS-MID for Millimeter Wave Applications. Journal of Manufacturing and Materials Processing. 2023; 7(5):184. https://doi.org/10.3390/jmmp7050184
Chicago/Turabian StyleWolf, Marius, Kai Werum, Wolfgang Eberhardt, Thomas Günther, and André Zimmermann. 2023. "Injection Compression Molding of LDS-MID for Millimeter Wave Applications" Journal of Manufacturing and Materials Processing 7, no. 5: 184. https://doi.org/10.3390/jmmp7050184
APA StyleWolf, M., Werum, K., Eberhardt, W., Günther, T., & Zimmermann, A. (2023). Injection Compression Molding of LDS-MID for Millimeter Wave Applications. Journal of Manufacturing and Materials Processing, 7(5), 184. https://doi.org/10.3390/jmmp7050184