
A Review of the Mechanical Properties of 17-4PH Stainless Steel Produced by Bound Powder Extrusion



Abstract
:1. Introduction
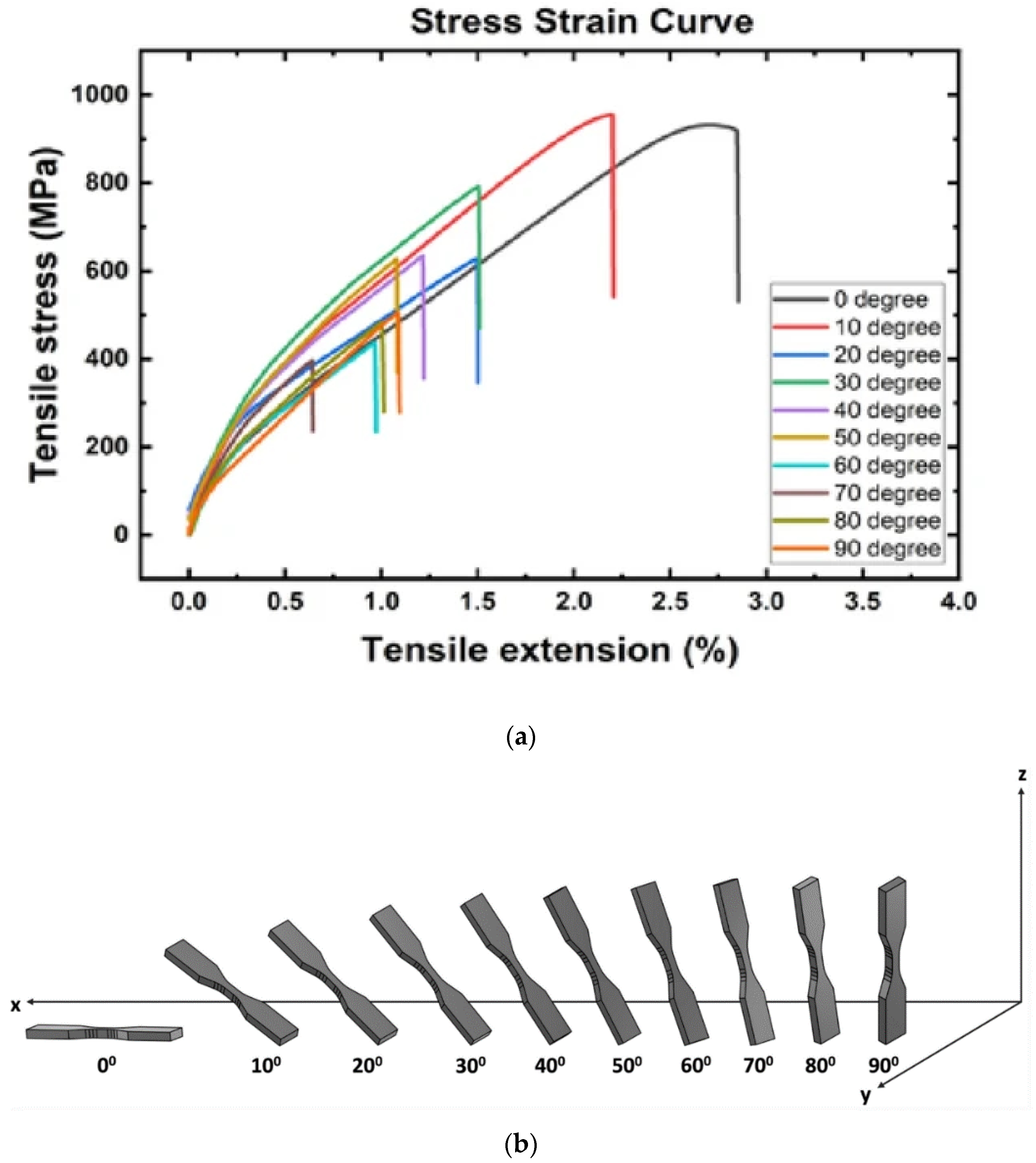
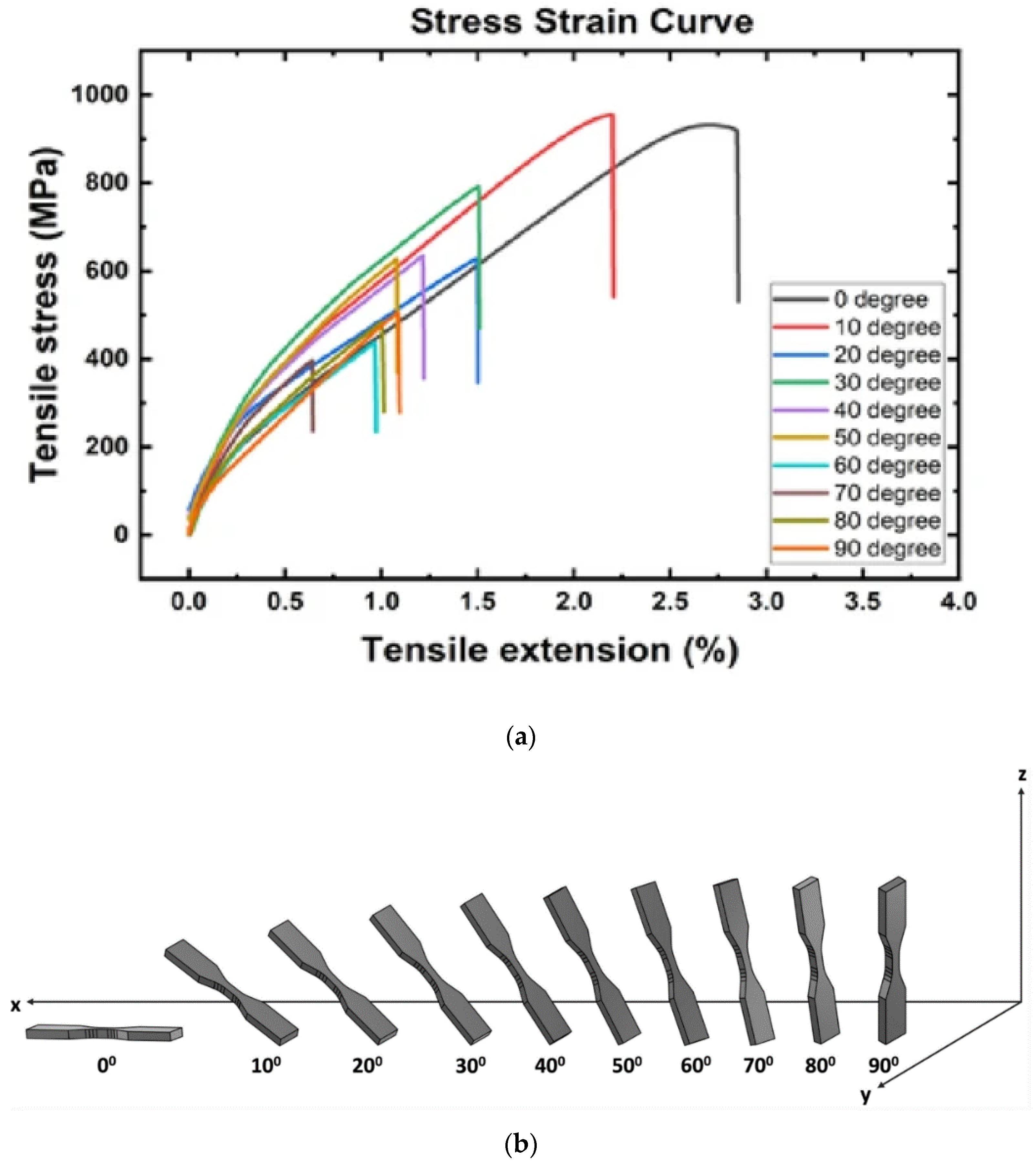
2. As-Fabricated Mechanical Properties of 17-4PH Stainless Steel
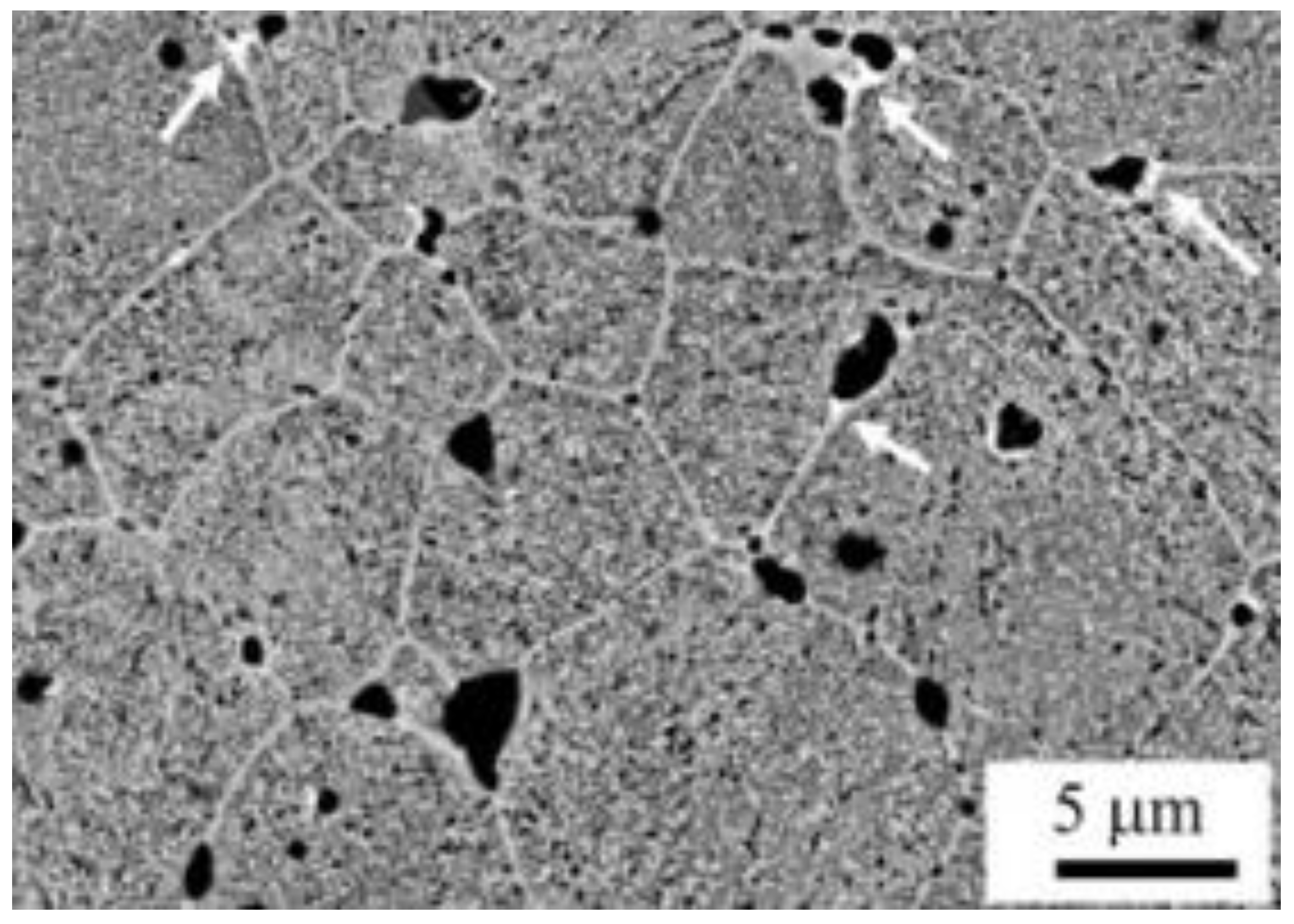
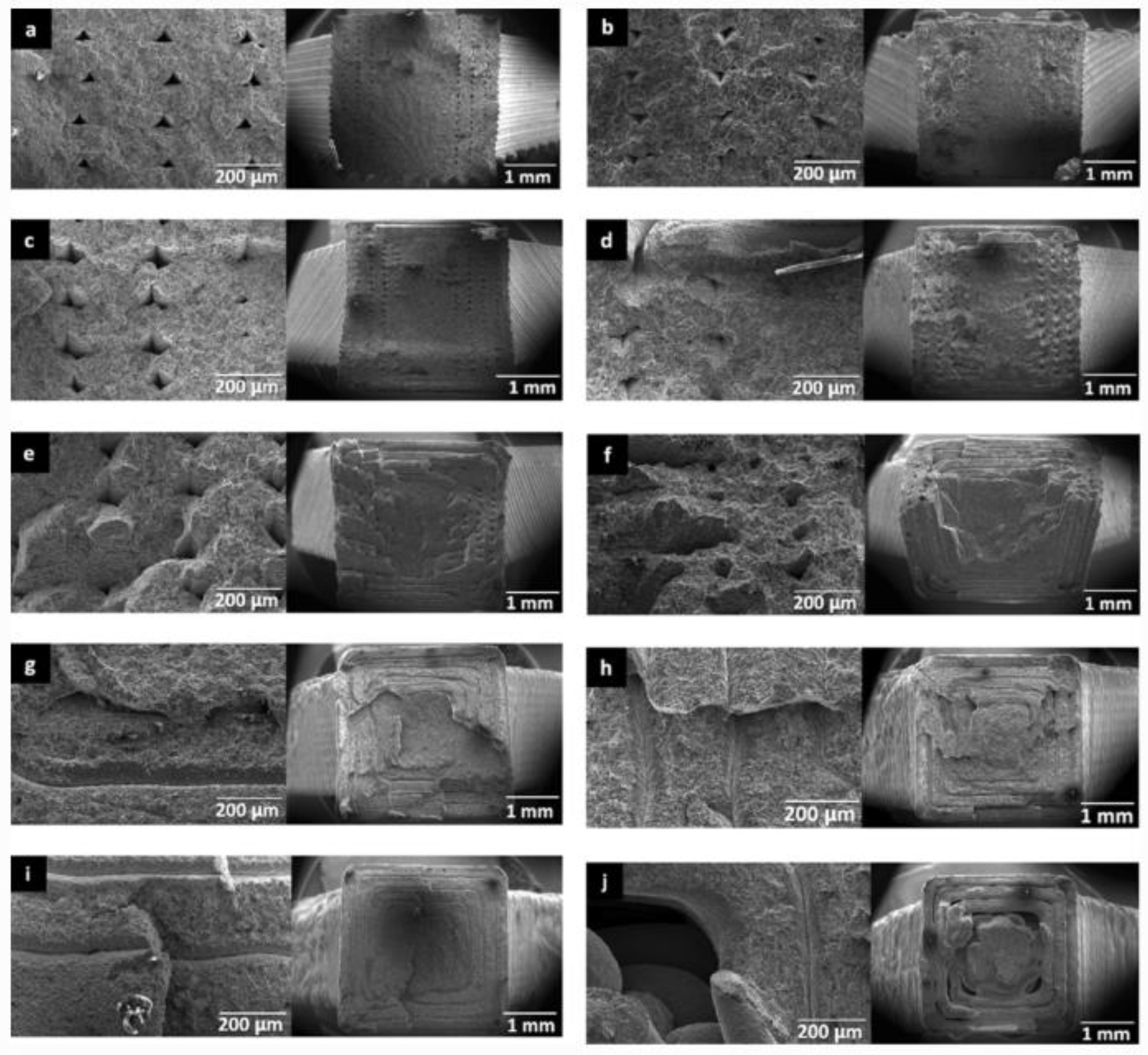
3. As-Fabricated Microstructure and Porosity of 17-4PH Stainless Steel
4. Mechanical Property Performance Post-Heat Treatment
5. Summary and Suggestions for Future Research
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Van Sice, C.; Faludi, J. Comparing environmental impacts of metal additive manufacturing to conventional manufacturing. Proc. Des. Soc. 2021, 1, 671–680. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Kuz’min, M.P.; Kuz’mina, M.Y.; Kuz’mina, A.S. Production and properties of aluminum-based composites modified with carbon nanotubes. Mater. Today Proc. 2019, 19, 1826–1830. [Google Scholar] [CrossRef]
- Monzón, M.D.; Ortega, Z.; Martínez, A.; Ortega, F. Standardization in additive manufacturing: Activities carried out by international organizations and projects. Int. J. Adv. Manuf. Technol. 2015, 76, 1111–1121. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Seensattayawong, P.; Vadhanakovint, V.; Manonukul, A. Influence of specimen layout on 17-4PH (AISI 630) alloys fabricated by low-cost additive manufacturing. Metall. Mater. Trans. A 2021, 52, 1999–2009. [Google Scholar] [CrossRef]
- Pérez, M.; Carou, D.; Rubio, E.M.; Teti, R. Current advances in additive manufacturing. Procedia CIRP 2020, 88, 439–444. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Da Silva, F.; Scandian, C.; Da Silva, G.; De Abreu, H. Microstructure and intergranular corrosion resistance of UNS S17400 (17-4PH) stainless steel. Corros. Sci. 2010, 52, 3835–3839. [Google Scholar] [CrossRef]
- Lai, Z.; Wang, C.; Zheng, L.; Lin, H.; Yuan, Y.; Yang, J.; Xiong, W. Effect of cryogenic oils-on-water compared with cryogenic minimum quantity lubrication in finishing turning of 17-4PH stainless steel. Mach. Sci. Technol. 2020, 24, 1016–1036. [Google Scholar] [CrossRef]
- Emygdio, G.; Zeemann, A. Failures of 17-4 PH Steel Parts in Non Sour Environments; OnePetro: San Antonio, TX, USA, 2014. [Google Scholar]
- Prakash, K.S.; Nancharaih, T.; Rao, V.S. Additive manufacturing techniques in manufacturing-an overview. Mater. Today Proc. 2018, 5, 3873–3882. [Google Scholar] [CrossRef]
- Ran, X.-z.; Liu, D.; Li, J.; Liu, X.; Wang, H.-m.; Cheng, X.; He, B.; Tang, H.-b. Effects of post homogeneity heat treatment processes on microstructure evolution behavior and tensile mechanical properties of laser additive manufactured ultrahigh-strength AerMet100 steel. Mater. Sci. Eng. A 2018, 723, 8–21. [Google Scholar] [CrossRef]
- Hsiao, C.; Chiou, C.; Yang, J. Aging reactions in a 17-4 PH stainless steel. Mater. Chem. Phys. 2002, 74, 134–142. [Google Scholar] [CrossRef]
- Lotfizarei, Z.; Mostafapour, A.; Barari, A.; Jalili, A.; Patterson, A.E. Overview of debinding methods for parts manufactured using powder material extrusion. Addit. Manuf. 2022, 61, 103335. [Google Scholar] [CrossRef]
- Kauffmann, J.; Chemkhi, M.; Gardan, J. Integrated design and dimensional compliance of Bound Powder Extrusion technology: A case study of an aircraft engine bracket. Procedia CIRP 2022, 108, 158–163. [Google Scholar] [CrossRef]
- Bouaziz, M.; Djouda, J.M.; Chemkhi, M.; Rambaudon, M.; Kauffmann, J.; Hild, F. Heat treatment effect on 17-4PH stainless steel manufactured by Atomic Diffusion Additive Manufacturing (ADAM). Procedia CIRP 2021, 104, 935–938. [Google Scholar] [CrossRef]
- Bazri, S.; Mapelli, C.; Barella, S.; Gruttadauria, A.; Mombelli, D.; Liu, C. Mechanical and tribo-metallurgical behavior of 17-4 precipitation hardening stainless steel affected by severe cold plastic deformation: A comprehensive review article. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 247. [Google Scholar] [CrossRef]
- Incorporated, A.T. Technical Data Sheet. Online; ATI 425. 2014. Available online: atimaterials.com (accessed on 4 July 2023).
- Rack, H. Physical and Mechanical Properties of Cast 17-4 PH Stainless Steel; Sandia National Labs.: Albuquerque, NM, USA, 1981.
- Markforged. Material Data Sheet. Online. 2022. Available online: markforged.com (accessed on 4 July 2023).
- Sambrook, C. The Effect of Heat Treatment and Print Direction on Additively Manufactured 17-4 PH Stainless Steel; UQ esSpace, University of Queensland, Australia: Brisbane, QLD, Australia, 2021. [Google Scholar]
- Alkindi, T.; Alyammahi, M.; Susantyoko, R.A.; Atatreh, S. The effect of varying specimens’ printing angles to the bed surface on the tensile strength of 3D-printed 17-4PH stainless-steels via metal FFF additive manufacturing. MRS Commun. 2021, 11, 310–316. [Google Scholar] [CrossRef]
- Dareh Baghi, A.; Nafisi, S.; Hashemi, R.; Ebendorff-Heidepriem, H.; Ghomashchi, R. Machining Versus Heat Treatment in Additive Manufacturing of Ti6Al4V Alloy. In The Minerals, Metals & Materials Series; Springer International Publishing: Anaheim, CA, USA, 2022; pp. 187–197. [Google Scholar]
- Irrinki, H.; Nath, S.D.; Alhofors, M.; Stitzel, J.; Gulsoy, O.; Atre, S.V. Microstructures, properties, and applications of laser sintered 17-4PH stainless steel. J. Am. Ceram. Soc. 2019, 102, 5679–5690. [Google Scholar] [CrossRef]
- Abe, Y.; Kurose, T.; Santos, M.V.; Kanaya, Y.; Ishigami, A.; Tanaka, S.; Ito, H. Effect of layer directions on internal structures and tensile properties of 17-4PH stainless steel parts fabricated by fused deposition of metals. Materials 2021, 14, 243. [Google Scholar] [CrossRef]
- Irrinki, H.; Jangam, J.S.D.; Pasebani, S.; Badwe, S.; Stitzel, J.; Kate, K.; Gulsoy, O.; Atre, S.V. Effects of particle characteristics on the microstructure and mechanical properties of 17-4 PH stainless steel fabricated by laser-powder bed fusion. Powder Technol. 2018, 331, 192–203. [Google Scholar] [CrossRef]
- Zhang, Y.; Roch, A. Fused filament fabrication and sintering of 17-4PH stainless steel. Manuf. Lett. 2022, 33, 29–32. [Google Scholar] [CrossRef]
- Akessa, A.D.; Tucho, W.M.; Lemu, H.G.; Grønsund, J. Investigations of the Microstructure and Mechanical Properties of 17-4 PH ss Printed Using a MarkForged Metal X. Materials 2022, 15, 6898. [Google Scholar] [CrossRef]
- Henry, T.C.; Morales, M.A.; Cole, D.P.; Shumeyko, C.M.; Riddick, J.C. Mechanical behavior of 17-4 PH stainless steel processed by atomic diffusion additive manufacturing. Int. J. Adv. Manuf. Technol. 2021, 114, 2103–2114. [Google Scholar] [CrossRef]
- Burgess, A.; Dodd, R.; Radwani, M.; Opoz, T.; Tammas-Williams, S. The Properties of Stainless Steel 17-4PH Produced by a Low-Cost Additive Manufacturing Technique, the Markforged MetalX™; IOP Publishing: Liverpool, UK, 2022. [Google Scholar]
- Suwanpreecha, C.; Manonukul, A. A review on material extrusion additive manufacturing of metal and how it compares with metal injection moulding. Metals 2022, 12, 429. [Google Scholar] [CrossRef]
- Bianchi, I.; Di Pompeo, V.; Mancia, T.; Pieralisi, M.; Vita, A. Environmental impacts assessment of Bound Metal Deposition 3D printing process for stainless steel. Procedia CIRP 2022, 105, 386–391. [Google Scholar]
- Sabooni, S.; Chabok, A.; Feng, S.C.; Blaauw, H.; Pijper, T.C.; Yang, H.J.; Pei, Y.T. Laser powder bed fusion of 17–4 PH stainless steel: A comparative study on the effect of heat treatment on the microstructure evolution and mechanical properties. Addit. Manuf. 2021, 46, 2214–8604. [Google Scholar] [CrossRef]
- Irrinki, H.; Dexter, M.; Barmore, B.; Enneti, R.; Pasebani, S.; Badwe, S.; Stitzel, J.; Malhotra, R.; Atre, S.V. Effects of powder attributes and laser powder bed fusion (L-PBF) process conditions on the densification and mechanical properties of 17-4 PH stainless steel. Jom 2016, 68, 860–868. [Google Scholar] [CrossRef]
- Gonzalez-Gutierez, J.; Godec, D.; Guráň, R.; Spoerk, M.; Kukla, C.; Holzer, C. 3D Printing conditions determination for feedstock used in fused filament fabrication (FFF) of 17-4ph stainless steel parts. Metalurgija 2017, 57, 117–120. [Google Scholar]
- Lavecchia, F.; Pellegrini, A.; Galantucci, L.M. Comparative study on the properties of 17-4 PH stainless steel parts made by metal fused filament fabrication process and atomic diffusion additive manufacturing. Rapid Prototyp. J. 2022, 29, 393–407. [Google Scholar] [CrossRef]
- Wu, M.-W.; Huang, Z.-K.; Tseng, C.-F.; Hwang, K.-S. Microstructures, mechanical properties, and fracture behaviors of metal-injection molded 17-4PH stainless steel. Met. Mater. Int. 2015, 21, 531–537. [Google Scholar] [CrossRef]
- Seerane, M.; Machaka, R. Metal Injection Moulding of 17-4PH Stainless Steel: Effects of Porosity on the Mechanical Properties of the Sintered Products; IOP Publishing: Riverside Run, South Africa, 2019. [Google Scholar]
- Susan, D.; Crenshaw, T.; Grant, R.; Kilgo, A.; Wright, R. Effect of porosity on ductility variation in investment cast 17-4PH. Microsc. Microanal. 2005, 11, 1664–1665. [Google Scholar] [CrossRef]
- Hilditch, T.; De Souza, T.; Hodgson, P. Properties and automotive applications of advanced high-strength steels (AHSS). In Welding and Joining of Advanced High Strength Steels (AHSS); Elsevier: Amsterdam, The Netherlands, 2015; pp. 9–28. [Google Scholar]
- Susan, D.; Crenshaw, T.; Gearhart, J. The effects of casting porosity on the tensile behavior of investment cast 17-4PH stainless steel. J. Mater. Eng. Perform. 2015, 24, 2917–2924. [Google Scholar] [CrossRef]
- Adamczyk-Cieślak, B.; Koralnik, M.; Kuziak, R.; Majchrowicz, K.; Zygmunt, T.; Mizera, J. The Impact of Retained Austenite on the Mechanical Properties of Bainitic and Dual Phase Steels. J. Mater. Eng. Perform. 2022, 31, 4419–4433. [Google Scholar] [CrossRef]
- Singh, G.; Missiaen, J.-M.; Bouvard, D.; Chaix, J.-M. Additive manufacturing of 17-4 PH steel using metal injection molding feedstock: Analysis of 3D extrusion printing, debinding and sintering. Addit. Manuf. 2021, 47, 102287. [Google Scholar] [CrossRef]
- Raju, N.; Warren, P.; Subramanian, R.; Ghosh, R.; Raghavan, S.; Fernandez, E.; Kapat, J. Material Properties of 17-4PH Stainless Steel Fabricated by Atomic Diffusion Additive Manufacturing (ADAM); University of Texas at Austin: Austin, TX, USA, 2021. [Google Scholar]
- Delfs, P.; Toews, M.; Schmid, H.-J. Surface Roughness Optimized Alignment of Parts for Additive Manufacturing Processes; University of Texas at Austin: Austin, TX, USA, 2015. [Google Scholar]
- Mahamood, R.M.; Akinlabi, E.T.; Shukla, M.; Pityana, S. Revolutionary Additive Manufacturing: An Overview. Lasers Eng. 2014, 27, 161–178. [Google Scholar]
- Jagtap, B.M.; Kakandikar, G.M.; Jawade, S.A. Mechanical Behavior of Inconel 625 and 17-4 PH Stainless Steel Processed by Atomic Diffusion Additive Manufacturing. In Recent Advances in Manufacturing Processes and Systems: Select Proceedings of RAM 2021; Springer: Singapore, 2022; pp. 583–594. [Google Scholar]
- Gonzalez-Gutierreza, J.; Florian, A.; Schlaufc, T.; Kuklad, C.; Holzera, C. Tensile properties of sintered 17-4PH stainless steel fabricated by material extrusion additive manufacturing. Mater. Lett. 2019, 248, 165–168. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure analysis and mechanical characterization of 3D printed ABS with respect to layer thickness and orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Cho, Y.-H.; Park, S.-Y.; Kim, J.-Y.; Lee, K.-A. 17-4PH stainless steel with excellent strength–elongation combination developed via material extrusion additive manufacturing. J. Mater. Res. Technol. 2023, 24, 3284–3299. [Google Scholar] [CrossRef]
- Dareh Baghi, A.; Nafisi, S.; Hashemi, R.; Ebendorff-Heidepriem, H.; Ghomashchi, R. A New Approach to Empirical Optimization of Laser Powder Bed Fusion Process for Ti6Al4V Parts. J. Mater. Eng. Perform. 2023, 1–17. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | Grade 630 Casting [18,19] | MetalXTM BPE—Horizontal [20,21] | MetalXTM BPE—Vertical [22] | Laser PBF [23,24] | MIM [25] | FFF [26,27] |
|---|---|---|---|---|---|---|
| Yield Strength | 760 MPa | 710 MPa | 476 MPa | 460 MPa | 689 MPa | 900 MPa |
| UTS | 1030 MPa | 1180 MPa | 554 MPa | 1150 MPa | 1000 MPa | 800–1160 MPa |
| Young’s modulus | 196 GPa | 152 GPa | 107 GPa | 137 GPa | 190 GPa | 160 GPa |
| Ductility | 8% | 7% | 0.5% | 8% | 8.5% | 6% |
| Hardness | 33 HRC | 36 HRC | 36 HRC | 36 HRC | 33 HRC | 22 HRC |
| Relative Density | - | 96.4% | 96.4% | 99% | 98.2% | 98% |
| Global Warming Potential (kg Co2 eq) | Cumulative Energy Demand (MJ) | |||
|---|---|---|---|---|
| As Fabricated | Aged | As Fabricated | Aged | |
| Total | 5.45 | 5.70 | 98.94 | 103.29 |
| 3D Printing | 2.34 | 2.34 | 40.46 | 40.46 |
| Debinding | 0.28 | 0.28 | 6.15 | 6.15 |
| Input Materials | 0.68 | 0.68 | 9.95 | 9.95 |
| Sintering | 2.41 | 2.41 | 44.58 | 44.58 |
| EoL | −0.17 | −0.17 | −2.06 | −2.06 |
| Heat Treatment | - | 0.25 | - | 4.35 |
| Mechanical Properties | Markforged H900 [20,21] | MIM H900 [18] | ASTM A564 H900 [20] |
|---|---|---|---|
| UTS | 1230 MPa | 1190 MPa | 1310 MPa |
| 0.2% Yield Strength | 1050 MPa | 1090 MPa | 1170 MPa |
| Elongation at Break | 13% | 6% | 10% |
| Tensile Modulus | 170 GPa | 190 GPa | 190 GPa |
| Hardness | 38 HRC | 33 HRC | 40 HRC |
| Relative Density | 96.4% | 95.5% | 100% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jones, J.; Vafadar, A.; Hashemi, R. A Review of the Mechanical Properties of 17-4PH Stainless Steel Produced by Bound Powder Extrusion. J. Manuf. Mater. Process. 2023, 7, 162. https://doi.org/10.3390/jmmp7050162
Jones J, Vafadar A, Hashemi R. A Review of the Mechanical Properties of 17-4PH Stainless Steel Produced by Bound Powder Extrusion. Journal of Manufacturing and Materials Processing. 2023; 7(5):162. https://doi.org/10.3390/jmmp7050162
Chicago/Turabian StyleJones, Jaidyn, Ana Vafadar, and Reza Hashemi. 2023. "A Review of the Mechanical Properties of 17-4PH Stainless Steel Produced by Bound Powder Extrusion" Journal of Manufacturing and Materials Processing 7, no. 5: 162. https://doi.org/10.3390/jmmp7050162
APA StyleJones, J., Vafadar, A., & Hashemi, R. (2023). A Review of the Mechanical Properties of 17-4PH Stainless Steel Produced by Bound Powder Extrusion. Journal of Manufacturing and Materials Processing, 7(5), 162. https://doi.org/10.3390/jmmp7050162