
Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks


Abstract
1. Introduction
2. Materials and Methods
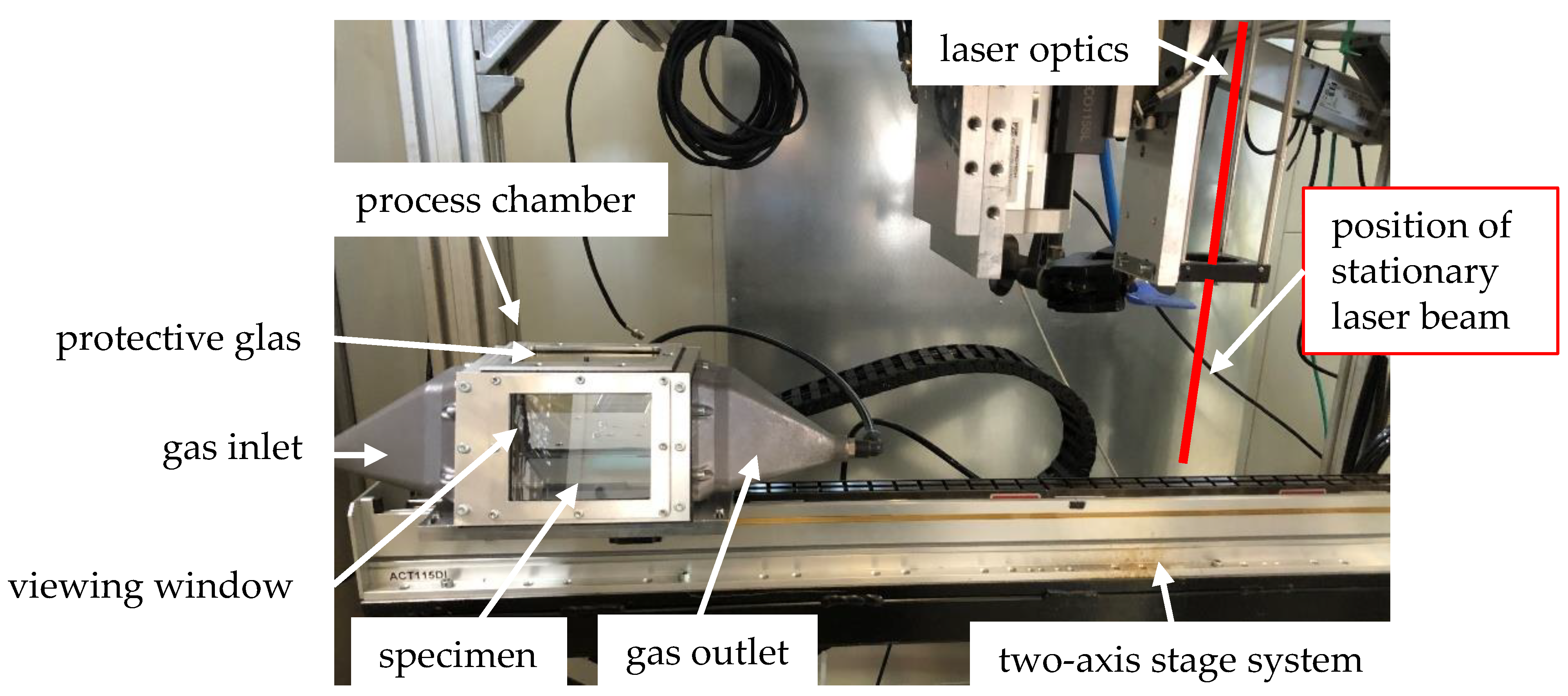
2.1. Experimental Setup
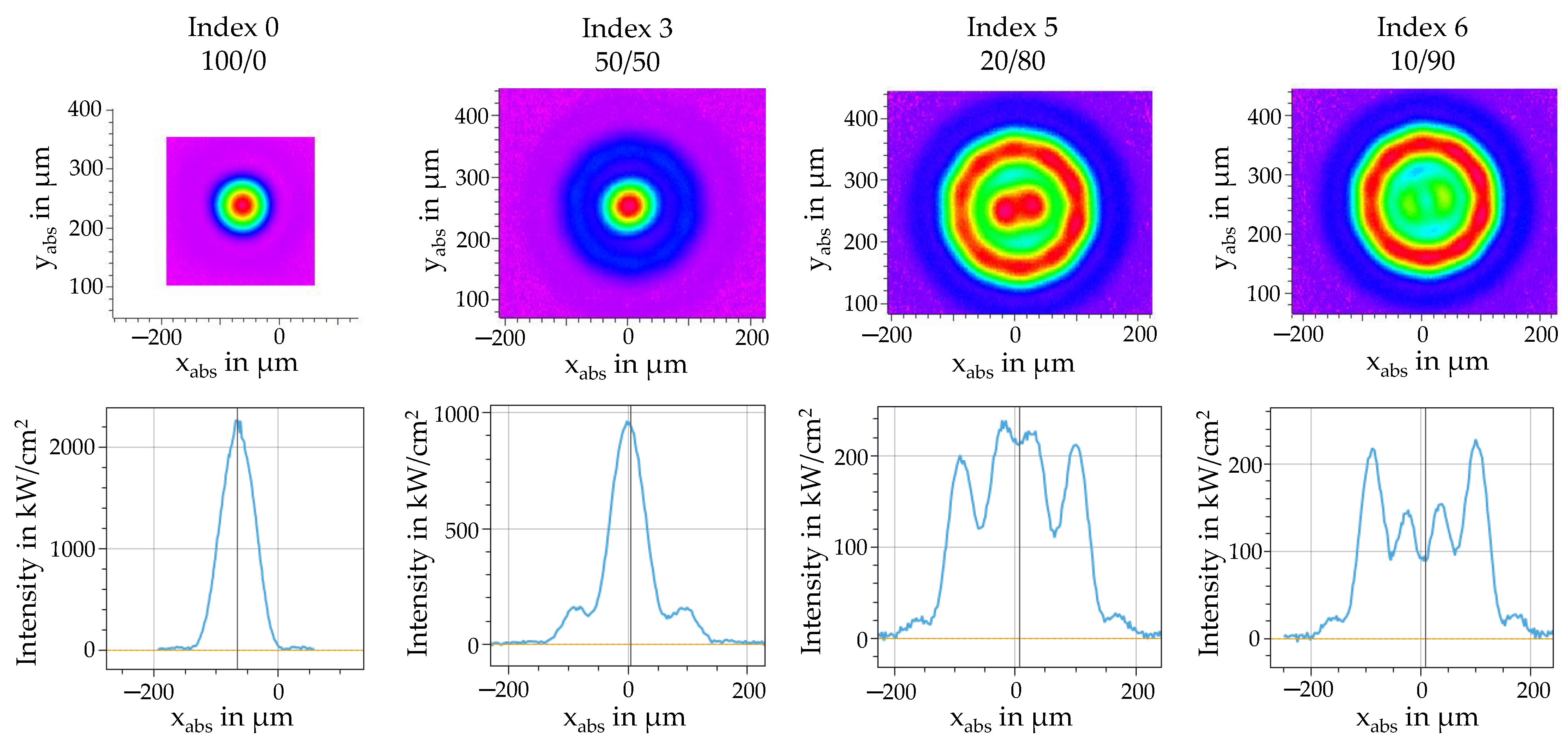
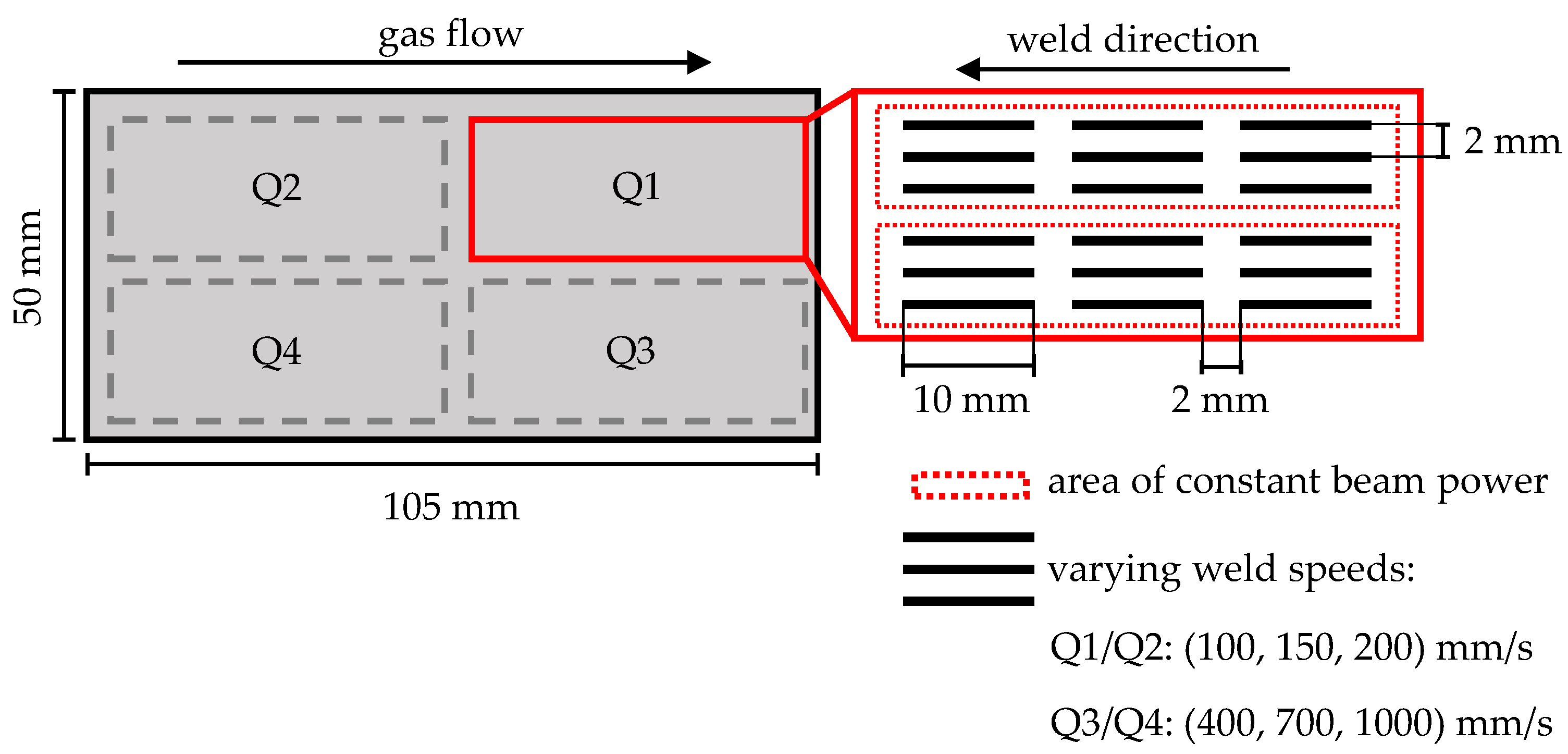
2.2. Process Parameters
2.3. Characterization
3. Results and Discussion
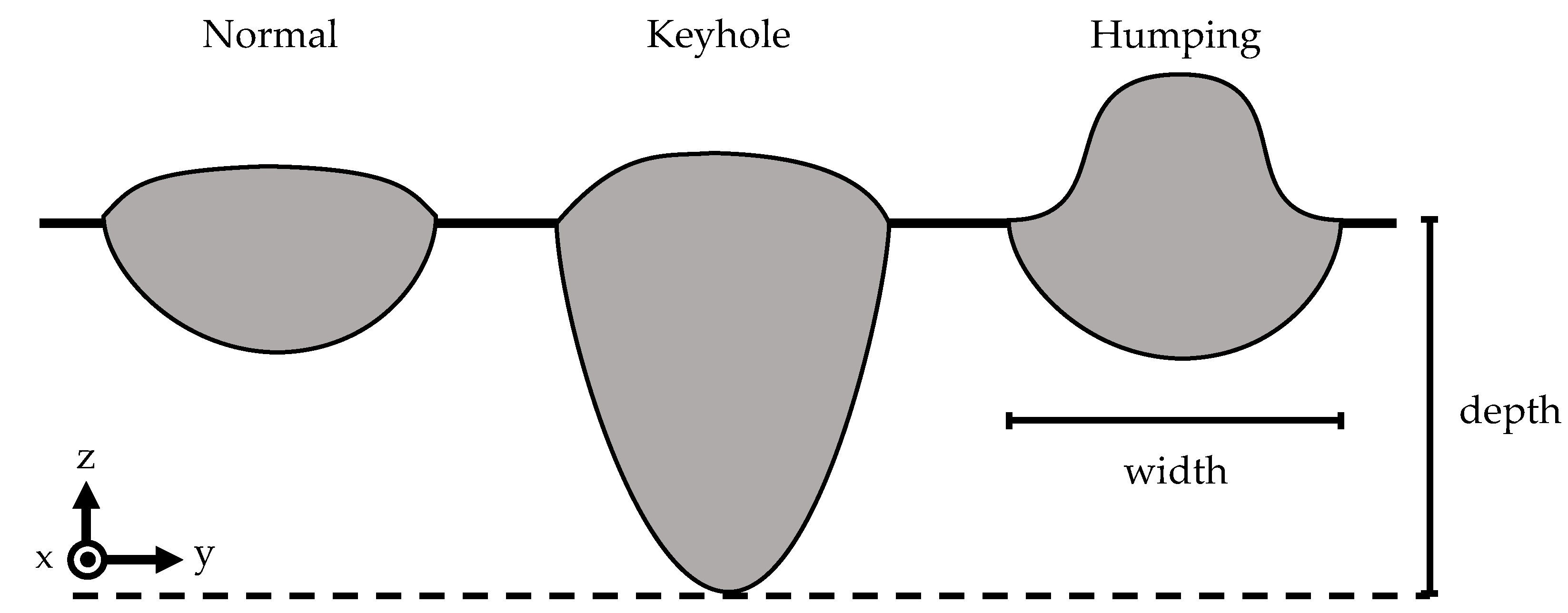
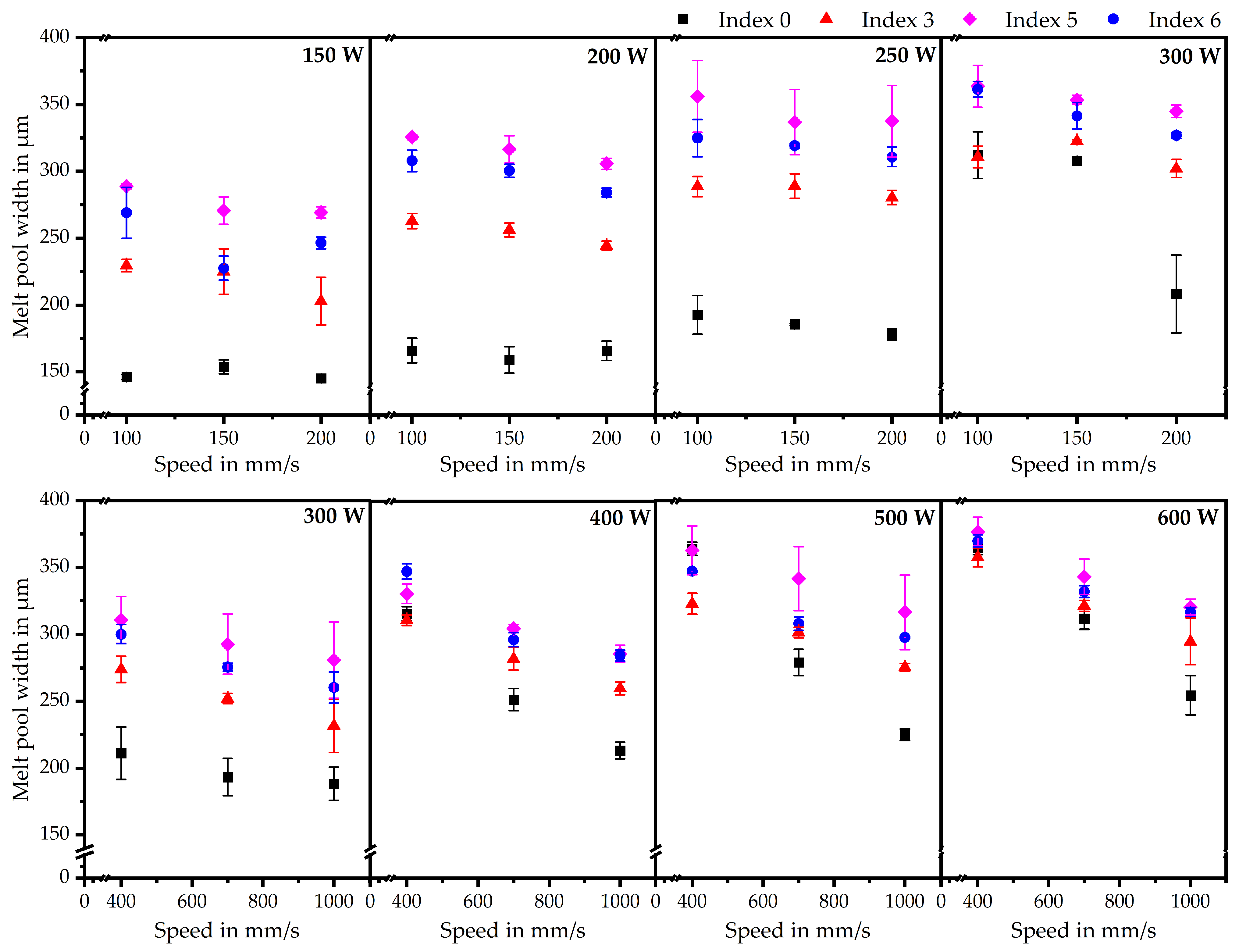
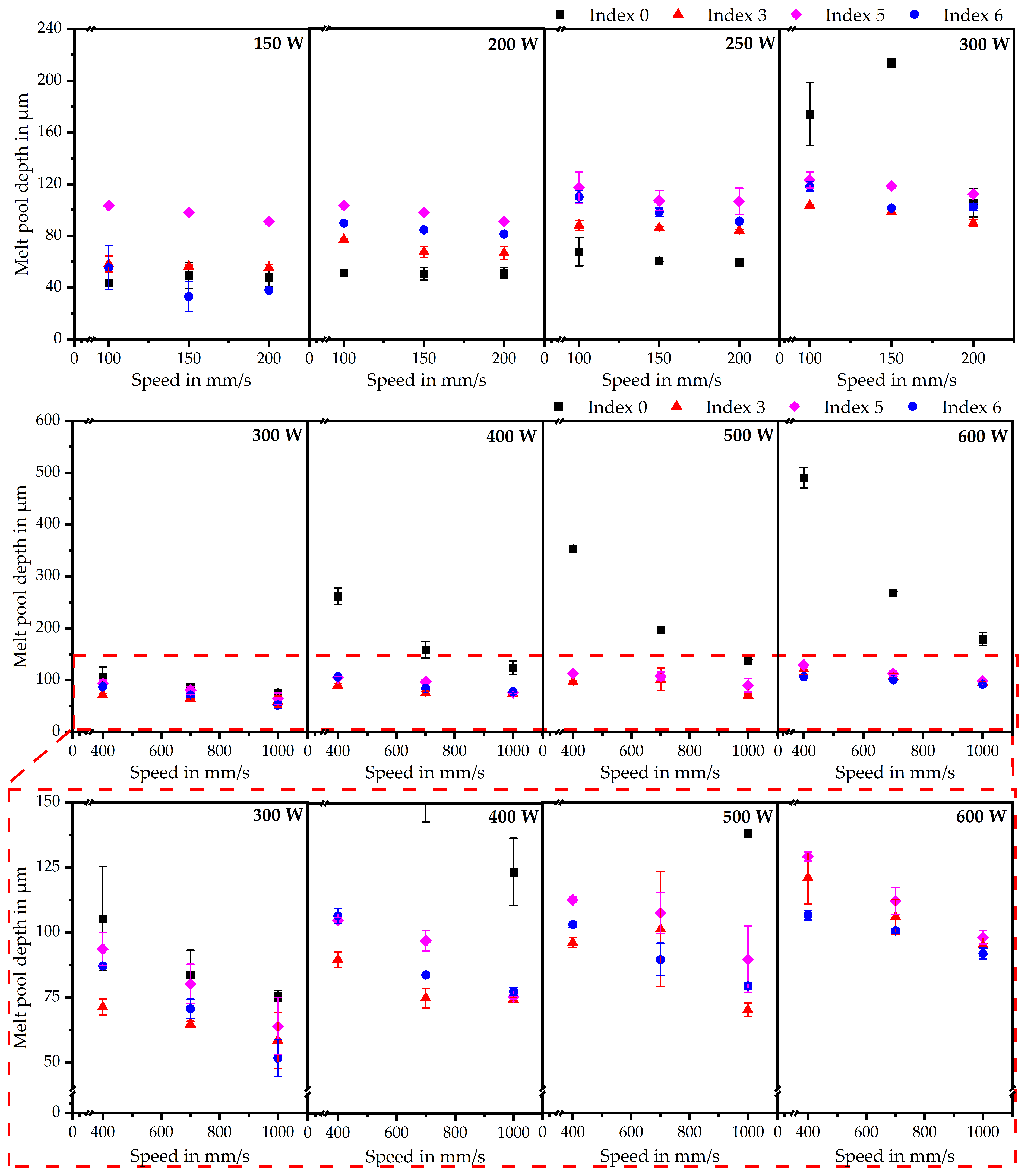
3.1. Melt Pool Dimensions
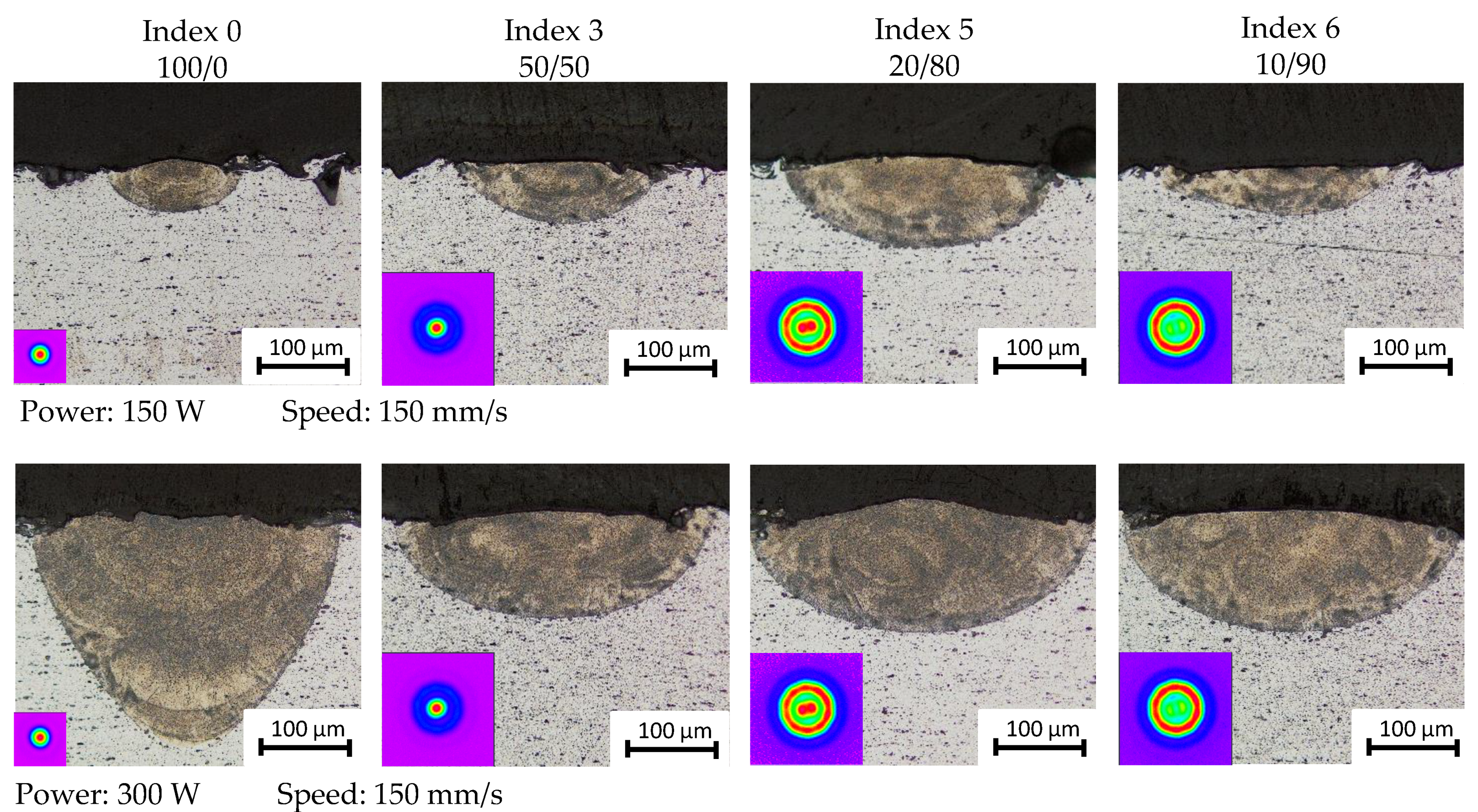
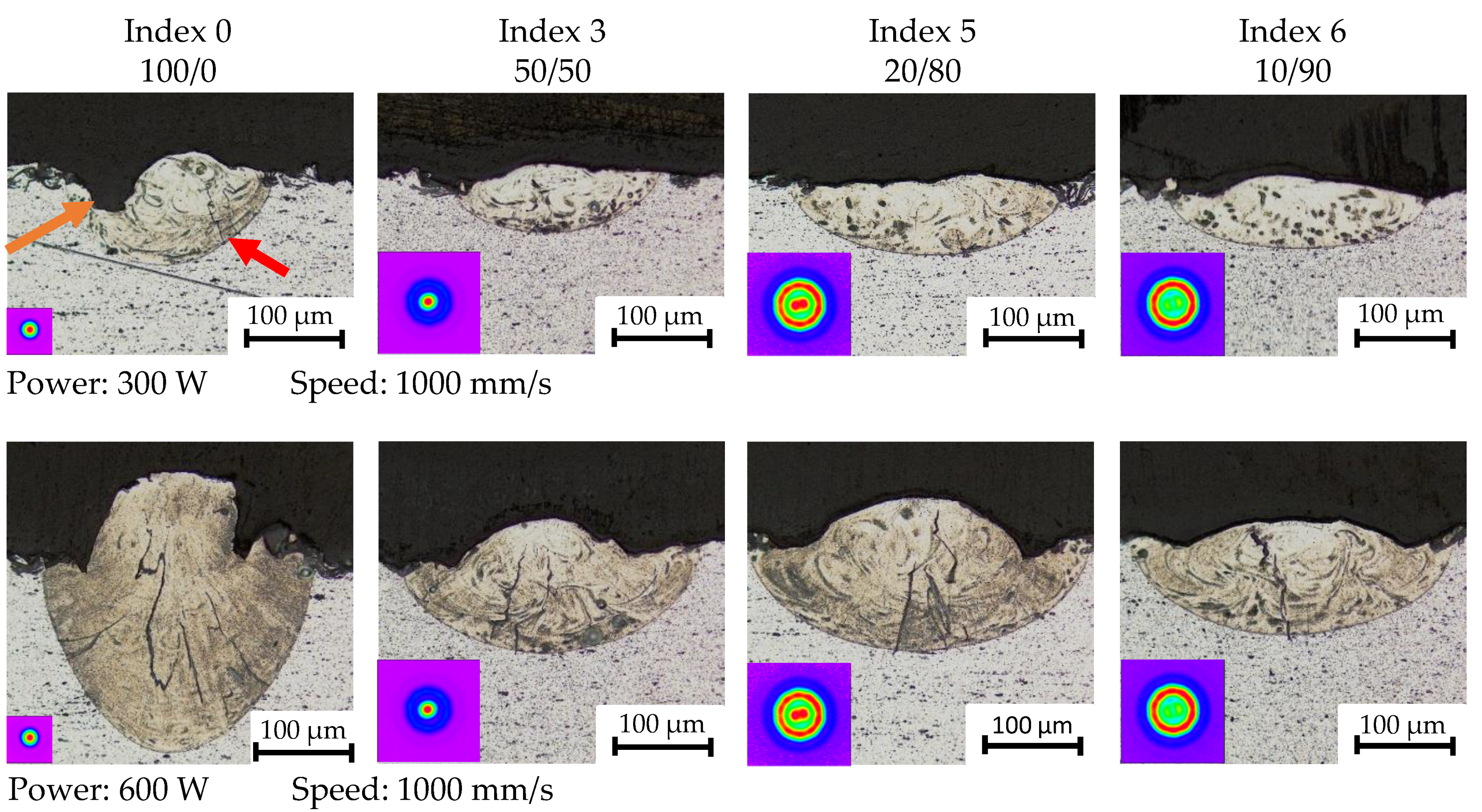
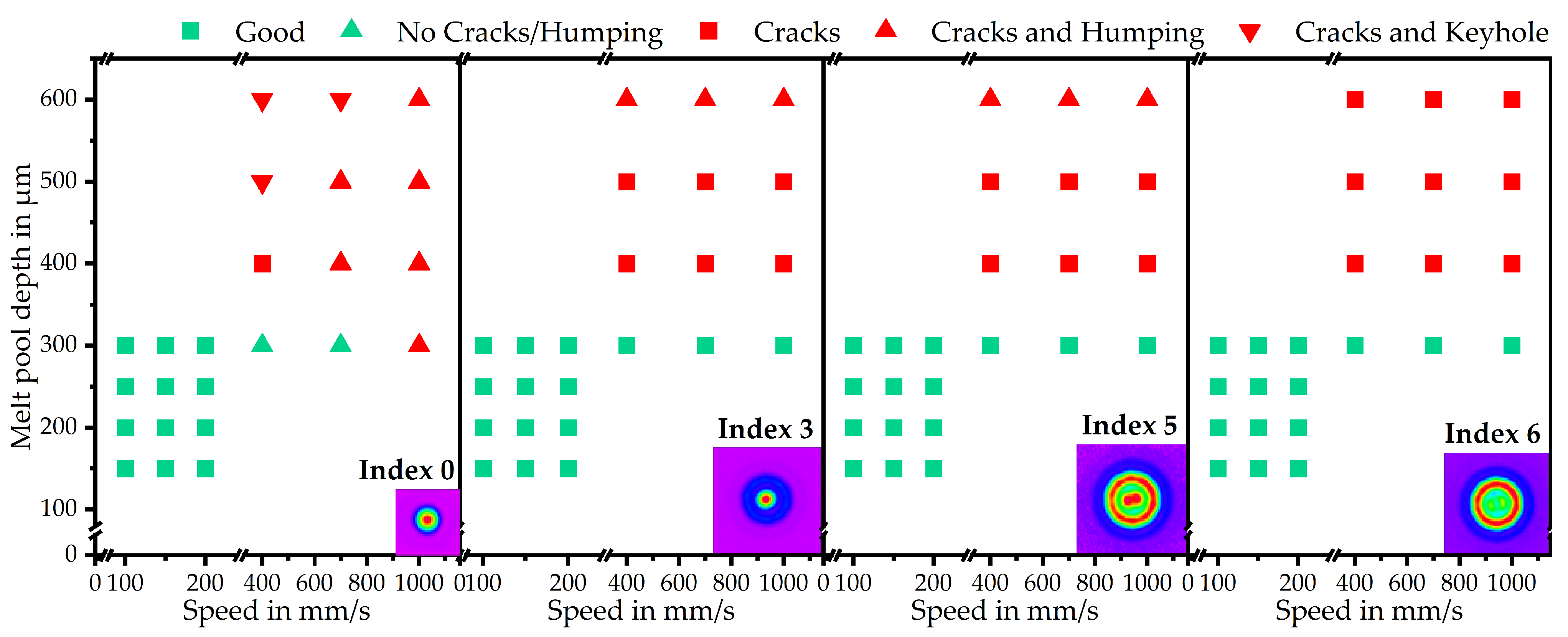
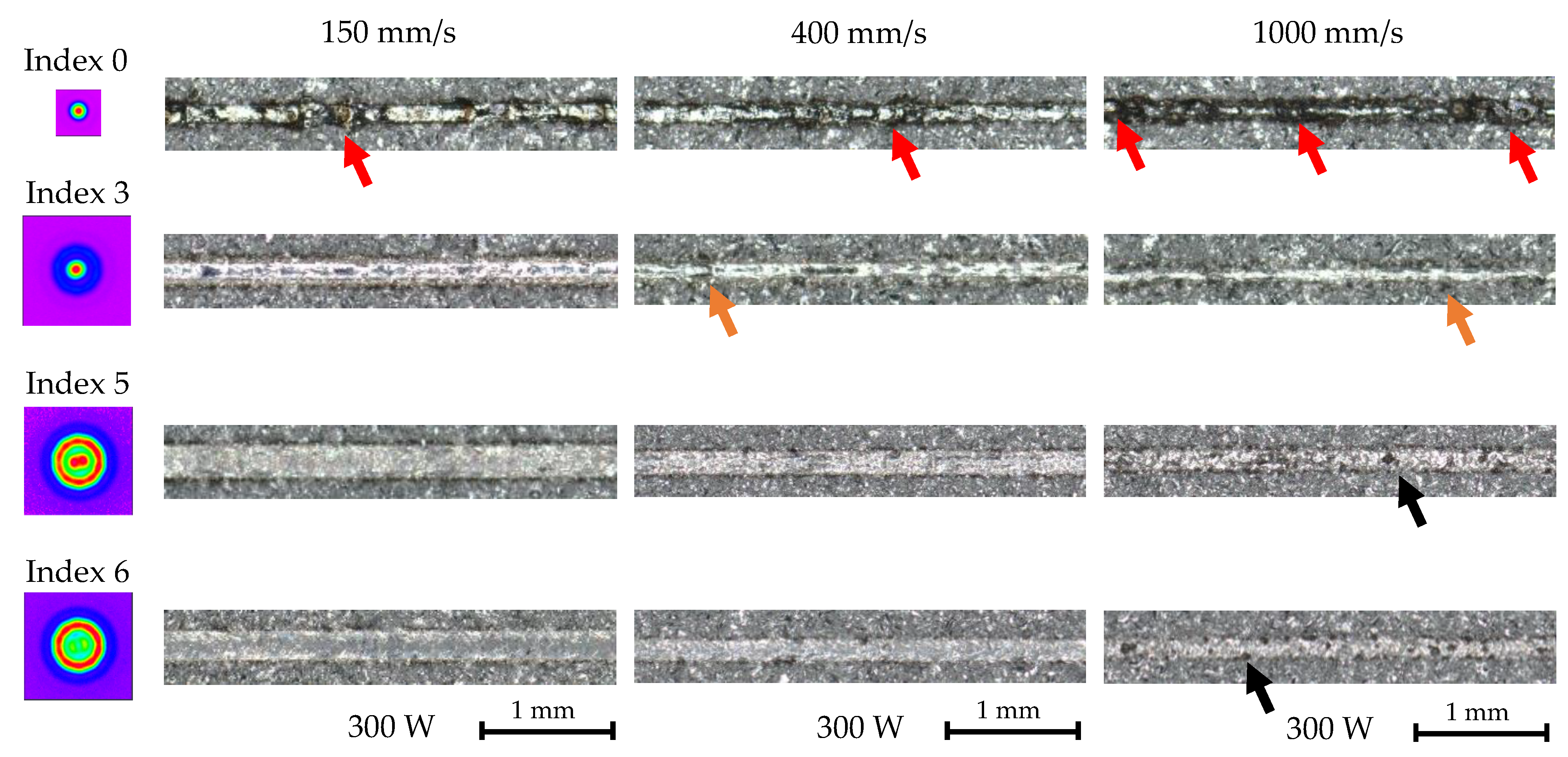
3.2. Melt Pool Quality
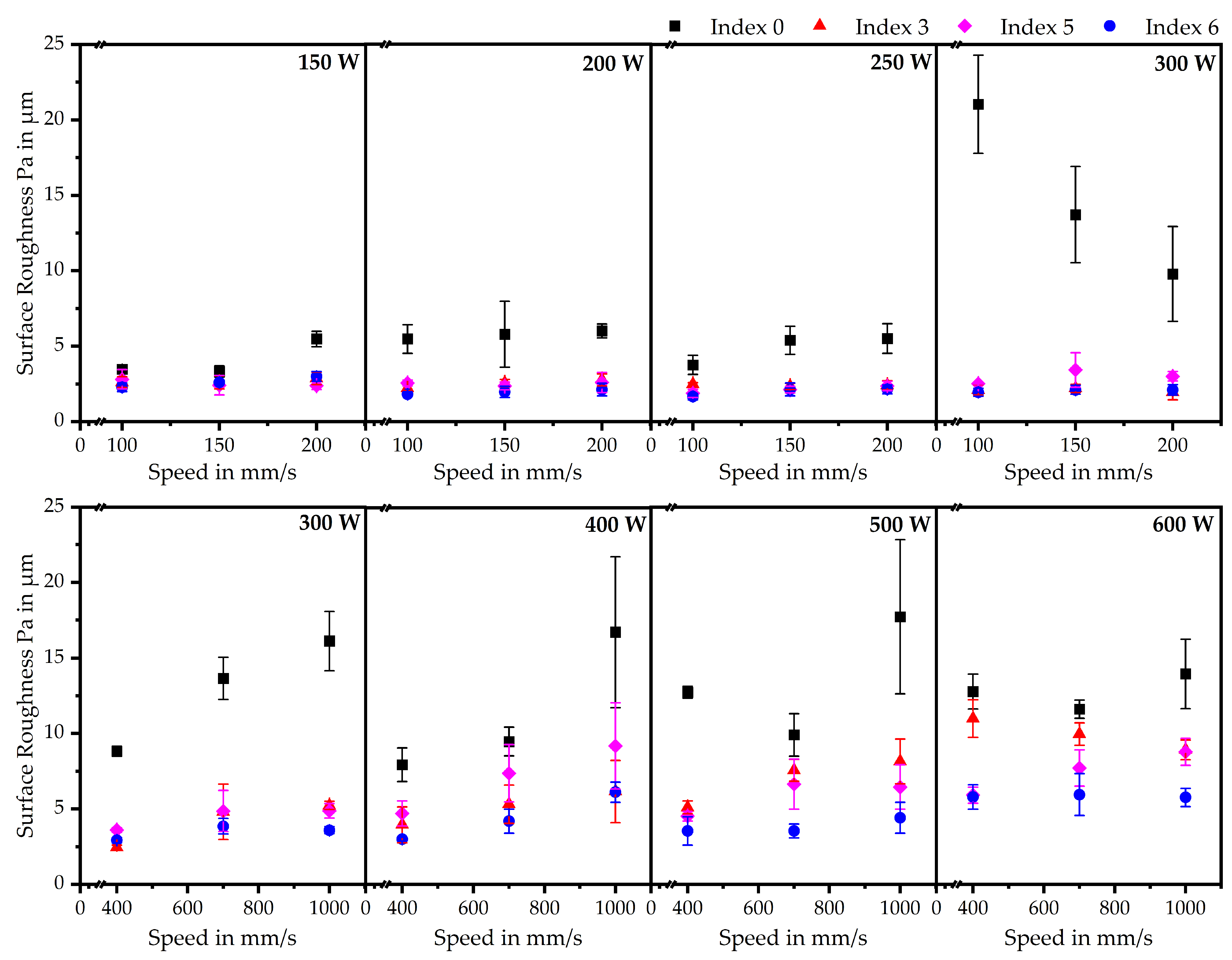
3.3. Surface Roughness
4. Conclusions
- Beam shaping has influence on the melt pool dimensions. All point/ring profiles exhibit wider melt pools compared to the purely Gaussian beam profile. Furthermore, the width of the Gaussian beam profile is far more dependent on the beam power.
- The point/ring profiles have surprisingly higher penetration depths than the Gaussian beam for low beam powers. Although the purely Gaussian beam overcomes this effect at higher beam powers, Index 5 exhibits still higher depths than Indices 3 and 5.
- Shifting the intensity distribution from the core to the ring leads to a significantly wider processing window with more stable melt pools and fewer cracks for high weld speeds.
- The humping effect is significantly reduced for the point/ring-shaped beam profiles, leading to a smoother surface.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Deepak, J.R.; Anirudh, R.P.; Sundar, S.S. Applications of lasers in industries and laser welding: A review. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.J. Lasers in additive manufacturing: A review. Int. J. Precis. Eng. Manuf.-Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Galbusera, F.; Caprio, L.; Previtali, B.; Demir, A.G. The influence of novel beam shapes on melt pool shape and mechanical properties of LPBF produced Al-alloy. J. Manuf. Process. 2023, 85, 1024–1036. [Google Scholar] [CrossRef]
- Rudolf, A. Donut worry: How laser powder bed fusion matures dramatically due to ring-shaped beams. Photonics Views 2023, 20, 28–31. [Google Scholar] [CrossRef]
- Mills, K.C.M.; Keene, B.J.; Brooks, R.F.; Shirali, A. Marangoni effects in welding. Philos. Trans. R. Soc. London. Ser. Math. Phys. Eng. Sci. 1998, 356, 911–925. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Gusarov, A.; Yadroitsava, I.; Smurov, I. Single track formation in selective laser melting of metal powders. J. Mater. Process. Technol. 2010, 210, 1624–1631. [Google Scholar] [CrossRef]
- Patschger, A.; Seiler, M.; Bliedtner, J. Influencing factors on humping effect in laser welding with small aspect ratios. J. Laser Appl. 2018, 30, 032409. [Google Scholar] [CrossRef]
- Berger, P.; Hügel, H.; Hess, A.; Weber, R.; Graf, T. Understanding of humping based on conservation of volume flow. Phys. Procedia 2011, 12, 232–240. [Google Scholar] [CrossRef]
- Messler, R.W., Jr. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Van Hooreweder, B. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Paraschiv, A.; Matache, G.; Condruz, M.R.; Frigioescu, T.F.; Ionică, I. The influence of laser defocusing in selective laser melted IN 625. Materials 2021, 14, 3447. [Google Scholar] [CrossRef]
- Nie, X.; Chen, Z.; Qi, Y.; Zhang, H.; Zhang, C.; Xiao, Z.; Zhu, H. Effect of defocusing distance on laser powder bed fusion of high strength Al–Cu–Mg–Mn alloy. Virtual Phys. Prototyp. 2022, 15, 325–339. [Google Scholar] [CrossRef]
- Sow, M.C.; De Terris, T.; Castelnau, O.; Hamouche, Z.; Coste, F.; Fabbro, R.; Peyre, P. Influence of beam diameter on Laser Powder Bed Fusion (L-PBF) process. Addit. Manuf. 2020, 36, 101532. [Google Scholar] [CrossRef]
- Rasch, M.; Roider, C.; Kohl, S.; Strauß, J.; Maurer, N.; Nagulin, K.Y.; Schmidt, M. Shaped laser beam profiles for heat conduction welding of aluminium-copper alloys. Opt. Lasers Eng. 2019, 115, 179–189. [Google Scholar] [CrossRef]
- Ayoola, W.A.; Suder, W.J.; Williams, S.W. Effect of beam shape and spatial energy distribution on weld bead geometry in conduction welding. Opt. Laser Technol. 2019, 117, 280–287. [Google Scholar] [CrossRef]
- Hansen, K.S.; Kristiansen, M.; Olsen, F.O. Beam shaping to control of weldpool size in width and depth. Phys. Procedia 2014, 56, 467–476. [Google Scholar] [CrossRef]
- Hollatz, S.; Hummel, M.; Lach, M.; Olowinsky, A.; Gillner, A.; Häfner, C.; Beckmann, J.; Moosmann, J. Influence of ring-shaped laser beam during welding of AW-5083 and AW-6082. In Proceedings of the High-Power Laser Materials Processing: Applications, Diagnostics, and Systems XII, San Francisco, CA, USA, 15 March 2023; Volume 12414, pp. 80–89. [Google Scholar]
- Punzel, E.; Hugger, F.; Dinkelbach, T.; Bürger, A. Influence of power distribution on weld seam quality and geometry in laser beam welding of aluminum alloys. Procedia CIRP 2020, 94, 601–604. [Google Scholar] [CrossRef]
- Abadi, S.N.R.; Mi, Y.; Sikström, F.; Ancona, A.; Choquet, I. Effect of shaped laser beam profiles on melt flow dynamics in conduction mode welding. Int. J. Therm. Sci. 2021, 166, 601–604. [Google Scholar]
- Wischeropp, T.M.; Tarhini, H.; Emmelmann, C. Influence of laser beam profile on the selective laser melting process of AlSi10Mg. J. Laser Appl. 2020, 32, 022059. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Metel, A.S.; Stebulyanin, M.M.; Fedorov, S.V.; Okunkova, A.A. Power density distribution for laser additive manufacturing (SLM): Potential, fundamentals and advanced applications. Technologies 2018, 7, 5. [Google Scholar] [CrossRef]
- Shi, R.; Khairallah, S.A.; Roehling, T.T.; Heo, T.W.; McKeown, J.T.; Matthews, M.J. Microstructural control in metal laser powder bed fusion additive manufacturing using laser beam shaping strategy. Acta Mater. 2020, 184, 284–305. [Google Scholar] [CrossRef]
- Tumkur, T.U.; Voisin, T.; Shi, R.; Depond, P.J.; Roehling, T.T.; Wu, S.; Crumb, M.F.; Roehling, J.D.; Guss, G.; Khairallah, S.A.; et al. Nondiffractive beam shaping for enhanced optothermal control in metal additive manufacturing. Sci. Adv. 2021, 7, 9358. [Google Scholar] [CrossRef] [PubMed]
- Okunkova, A.; Volosova, M.; Peretyagin, P.; Vladimirov, Y.; Zhirnov, I.; Gusarov, A.V. Experimental approbation of selective laser melting of powders by the use of non-Gaussian power density distributions. Phys. Procedia 2014, 56, 48–57. [Google Scholar] [CrossRef]
- Okunkova, A.A.; Peretyagin, P.Y.; Podrabinnik, P.A.; Zhirnov, I.V.; Gusarov, A.V. Development of laser beam modulation assets for the process productivity improvement of selective laser melting. Procedia IUTAM, Sci. Adv. 2021, 7, 177–186. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Gusarov, A.V.; Metel, A.S.; Tarasova, T.V.; Volosova, M.A.; Okunkova, A.A.; Gusev, A.S. Beam shaping in laser powder bed fusion: Péclet number and dynamic simulation. Metals 2018, 12, 722. [Google Scholar] [CrossRef]
- Burger, L.; Litvin, I.; Ngcobo, S.; Forbes, A. Implementation of a spatial light modulator for intracavity beam shaping. J. Opt. 2014, 17, 015604. [Google Scholar] [CrossRef]
- Kliner, D.A.V.; O’Dea, B.; Lugoa, J.; Farrow, R.L.; Hawke, R.; Hodges, A.; Stephens, R.; Foley, B.; Almonte, K.; Kehoe, B.; et al. High-productivity Laser Powder-Bed Fusion tools enabled by AFX fiber lasers with rapidly tunable beam quality. In Proceedings of the 12th CIRP Conference on Photonic Technologies, Fürth, Germany, 4–8 September 2022. [Google Scholar]
- Kliner, D.A.; Farrow, R.L.; Lugo, J.; O’Dea, B.; Hawke, R.; Victor, B.; Gross, K.; Hodges, A.; Brown, A.; Pruyn, J.; et al. Advanced metal processing enabled by fiber lasers with tunable beam properties. In Proceedings of the Fiber Lasers XIX: Technology and Systems SPIE Lase, San Francisco, CA, USA, 22 January–28 February 2022; p. 11981. [Google Scholar]
- Grünewald, J.; Gehringer, F.; Schmöller, M.; Wudy, K. Influence of ring-shaped beam profiles on process stability and productivity in laser-based powder bed fusion of AISI 316L. Metals 2021, 11, 1989. [Google Scholar] [CrossRef]
- Lantzsch, T.; Heussen, D.; Praetzsch, N.; Haefner, C. Evaluation of productivity scaling approaches for laser powder bed fusion of nickel-base alloy 625. In Proceedings of the High-Power Laser Materials Processing: Applications, Diagnostics, and Systems XI, San Francisco, CA, USA, 20–24 February 2022; p. 11994. [Google Scholar]
- Rothfelder, R.; Huber, F.; Schmidt, M. Influence of beam shape on spatter formation during PBF-LB/M of Ti6Al4V and tungsten powder. Procedia CIRP 2022, 111, 14–17. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Progress in materials science. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Mauduit, A.; Pillot, S.; Gransac, H. Study of the suitability of aluminum alloys for additive manufacturing by laser powder bed fusion. UPB Sci. Bull. Ser. B Chem. Mater. Sci. 2017, 79, 219–238. [Google Scholar]
- Sánchez-Amaya, J.M.; Delgado, T.; González-Rovira, L.; Botana, F.J. Laser welding of aluminium alloys 5083 and 6082 under conduction regime. Appl. Surf. Sci. 2009, 255, 9512–9521. [Google Scholar] [CrossRef]
- Okon, P.; Dearden, G.; Watkins, K.; Sharp, M.; French, P. Laser welding of aluminium alloy 5083. Int. Congr. Appl. Lasers Electro-Opt. 2002, 2002, 158364. [Google Scholar]
- Hu, Z.; Nie, X.; Qi, Y.; Zhang, H.; Zhu, H. Cracking criterion for high strength Al–Cu alloys fabricated by selective laser melting. Addit. Manuf. 2021, 37, 101709. [Google Scholar] [CrossRef]
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Stopyra, W.; Gruber, K.; Smolina, I.; Kurzynowski, T.; Kuźnicka, B. Laser powder bed fusion of AA7075 alloy: Influence of process parameters on porosity and hot cracking. Additive Manufacturing. Addit. Manuf. 2020, 35, 101270. [Google Scholar] [CrossRef]
- Böhm, C.; Werz, M.; Weihe, S. Practical approach to eliminate solidification cracks by supplementing AlMg4. 5Mn0. 7 with AlSi10Mg powder in laser powder bed fusion. Materials 2022, 15, 572. [Google Scholar] [CrossRef] [PubMed]
- Maina, M.R.; Okamoto, Y.; Okada, A.; Närhi, M.; Kangastupa, J.; Vihinen, J. High surface quality welding of aluminum using adjustable ring-mode fiber laser. J. Mater. Process. Technol. 2018, 258, 180–188. [Google Scholar] [CrossRef]
- DIN German Institute for Standardization. DIN EN 573-3:2019-10, Aluminium and Aluminium Alloys-Chemical Composition and form of Wrought Products—Part 3: Chemical Composition and Form of Products, German version EN 573-3:2019; Beuth Verlag GmbH: Berlin, Germany, 2019. [Google Scholar]
- DIN German Institute for Standardization. DIN EN ISO 4288:1998-04, Surface Texture: Profile Method-Rules and Procedures for the Assessment of Surface Texture (ISO 4288:1996), German version EN ISO 4288:1997; Beuth Verlag GmbH: Berlin, Germany, 1997. [Google Scholar]
- Patel, S.; Chen, H.; Vlasea, M.; Zou, Y. The influence of beam focus during laser powder bed fusion of a high reflectivity aluminium alloy—AlSi10Mg. Additive Manufacturing. Addit. Manuf. 2022, 59, 103112. [Google Scholar]
- Tang, C.; Le, K.Q.; Wong, C.H. Physics of humping formation in laser powder bed fusion. Int. J. Heat Mass Transf. 2020, 149, 119172. [Google Scholar] [CrossRef]
- Nedal Aluminium: ALLOY DATA SHEET EN-AW 5083 [AlMg4.5Mn0.7]. Available online: https://www.nedal.com/wp-content/uploads/2017/11/Nedal-alloy-Datasheet-EN-AW-5083.pdf (accessed on 26 April 2023).
- Nedal Aluminium: ALLOY DATA SHEET EN AW-6082 [AlSi1MgMn]. Available online: https://www.nedal.com/wp-content/uploads/2016/11/Nedal-alloy-Datasheet-EN-AW-6082.pdf (accessed on 26 April 2023).
- Bonifaz, E.A.; Mena, A.S. The Cooling Rate and Residual Stresses in an AISI 310 Laser Weld: A Meso-Scale Approach. Crystals 2022, 12, 502. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | |
|---|---|---|---|---|---|---|
| EN AW-5083 (wt. %) | bal. | ≤0.4 | ≤0.4 | ≤0.1 | 0.4–1.0 | 4.0–4.9 |
| Index | Power Ratio Core/Ring | Spot Diameter | M | |
|---|---|---|---|---|
| 0 | 100/0 | 113 µm | 1.41 | 16.82 mrad |
| 1 | 70/30 | 163 µm | 2.25 | 18.64 mrad |
| 2 | 60/40 | 227 µm | 2.69 | 15.99 mrad |
| 3 | 50/50 | 267 µm | 3.22 | 16.32 mrad |
| 4 | 40/60 | 292 µm | 4.77 | 22.10 mrad |
| 5 | 20/80 | 326 µm | 3.82 | 15.84 mrad |
| 6 | 10/90 | 334 µm | 3.96 | 16.03 mrad |
| Beam Power P (W) | Weld Speed v (mm/s) | Index | |
|---|---|---|---|
| Parameter set 1 | 150, 200, 250, 300 | 100, 150, 200, | 0, 3, 5, 6 |
| Parameter set 2 | 300, 400, 500, 600 | 400, 700, 1000 | 0, 3, 5, 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nahr, F.; Bartels, D.; Rothfelder, R.; Schmidt, M. Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks. J. Manuf. Mater. Process. 2023, 7, 93. https://doi.org/10.3390/jmmp7030093
Nahr F, Bartels D, Rothfelder R, Schmidt M. Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks. Journal of Manufacturing and Materials Processing. 2023; 7(3):93. https://doi.org/10.3390/jmmp7030093
Chicago/Turabian StyleNahr, Florian, Dominic Bartels, Richard Rothfelder, and Michael Schmidt. 2023. "Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks" Journal of Manufacturing and Materials Processing 7, no. 3: 93. https://doi.org/10.3390/jmmp7030093
APA StyleNahr, F., Bartels, D., Rothfelder, R., & Schmidt, M. (2023). Influence of Novel Beam Shapes on Laser-Based Processing of High-Strength Aluminium Alloys on the Basis of EN AW-5083 Single Weld Tracks. Journal of Manufacturing and Materials Processing, 7(3), 93. https://doi.org/10.3390/jmmp7030093