


Study on Elucidation of the Roundness Improvement Mechanism of the Internal Magnetic Abrasive Finishing Process Using a Magnetic Machining Tool



Abstract
1. Introduction
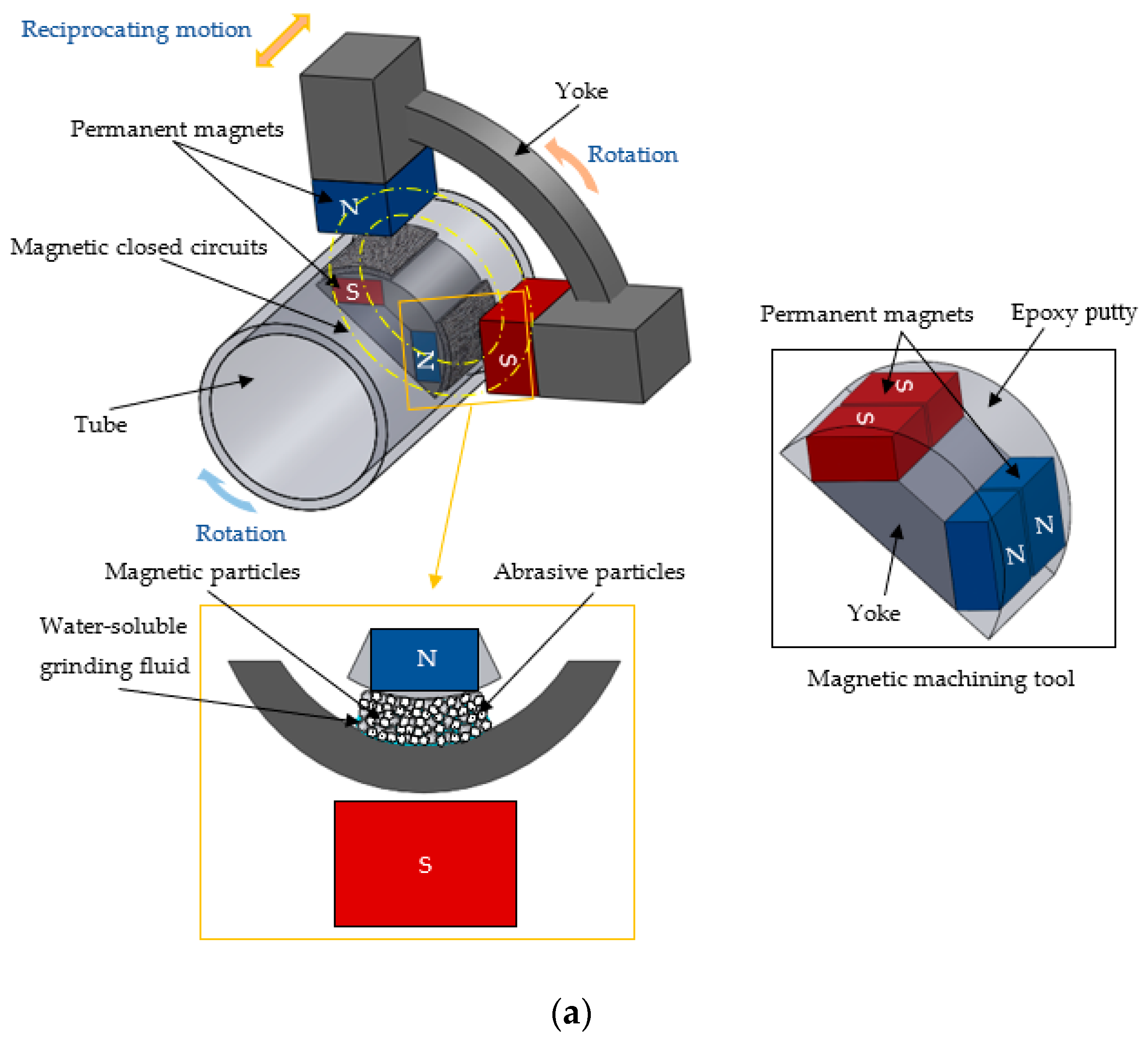
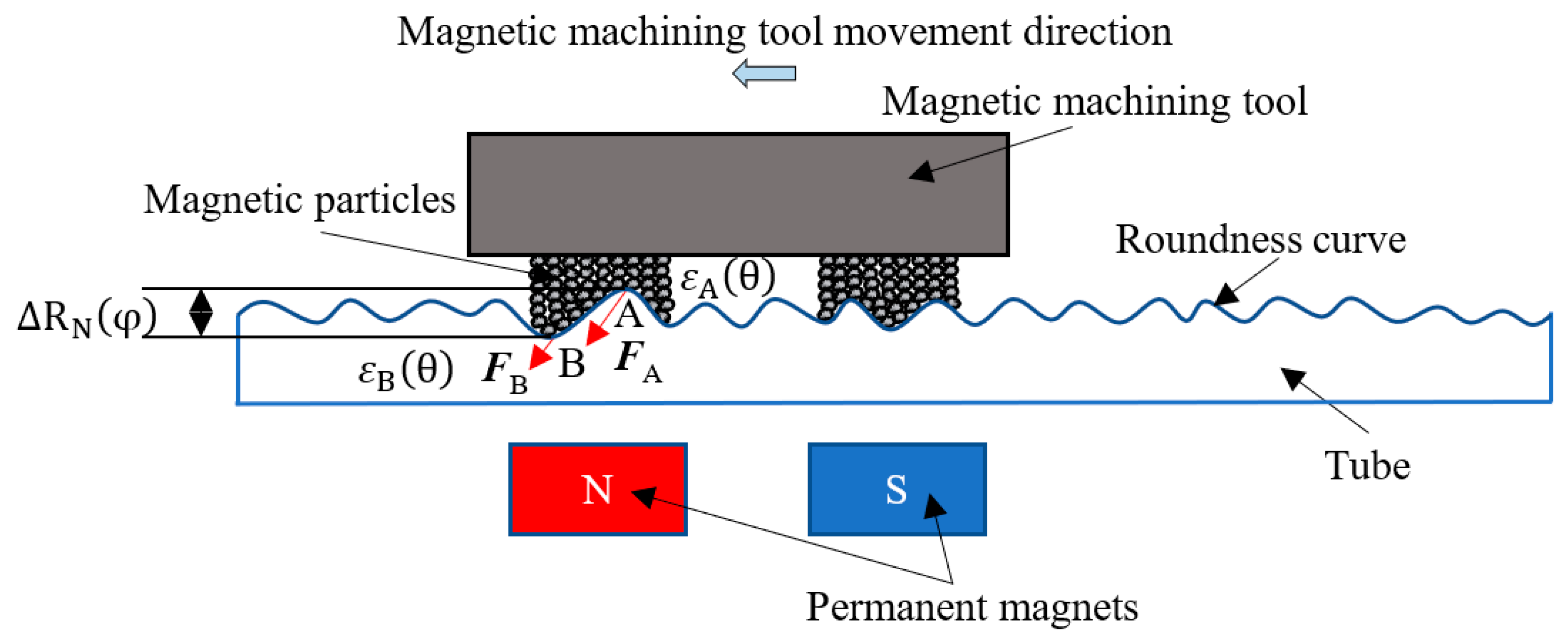
2. Processing Principle
3. Experimental Setup
4. Influence of Rotational Speed
4.1. Rotational Speed of the Magnetic Machining Tool
4.1.1. Experimental Conditions and Method
4.1.2. Experimental Results and Discussion
4.2. Rotational Speed of Tube
4.2.1. Experimental Conditions and Method
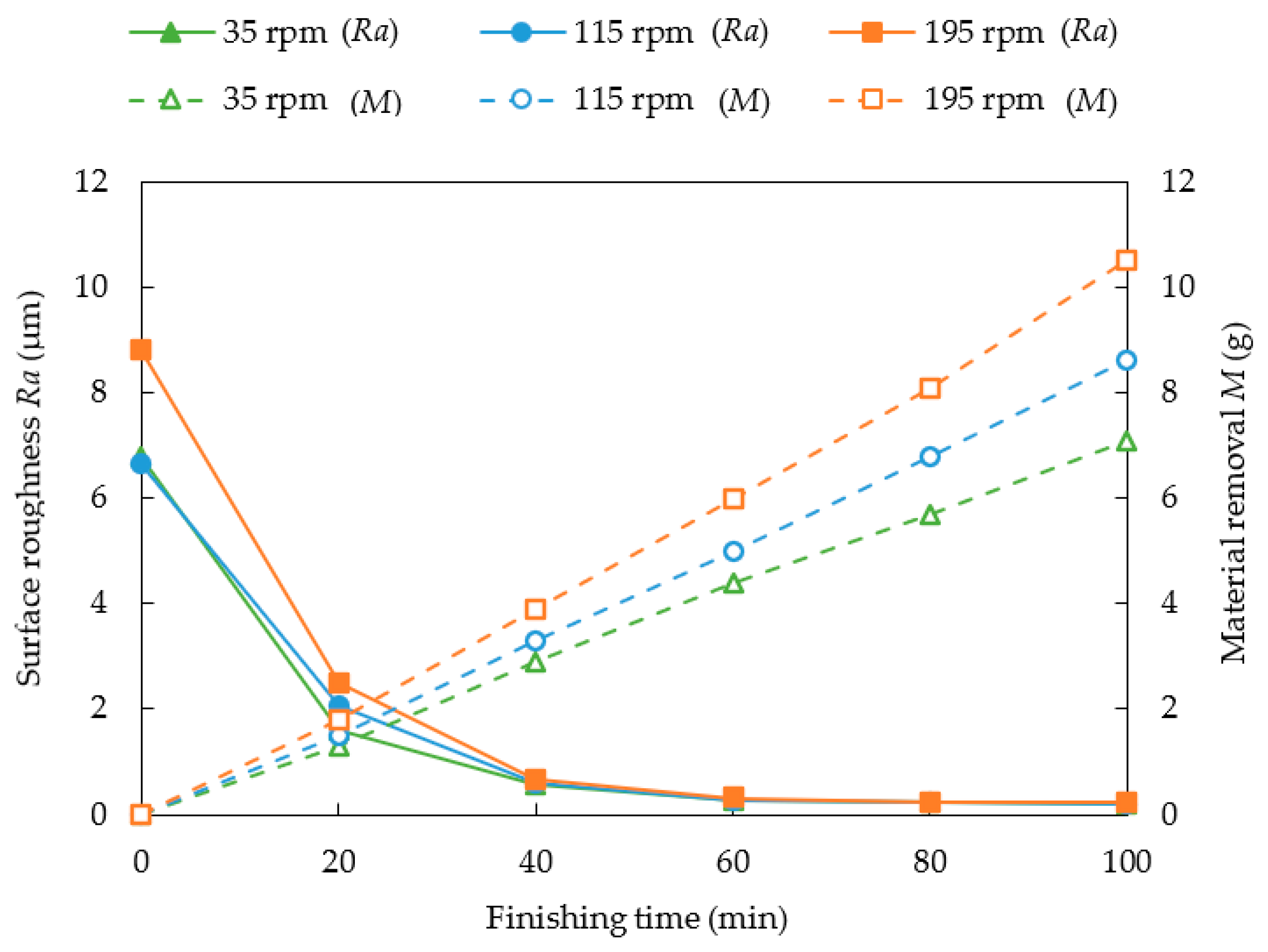
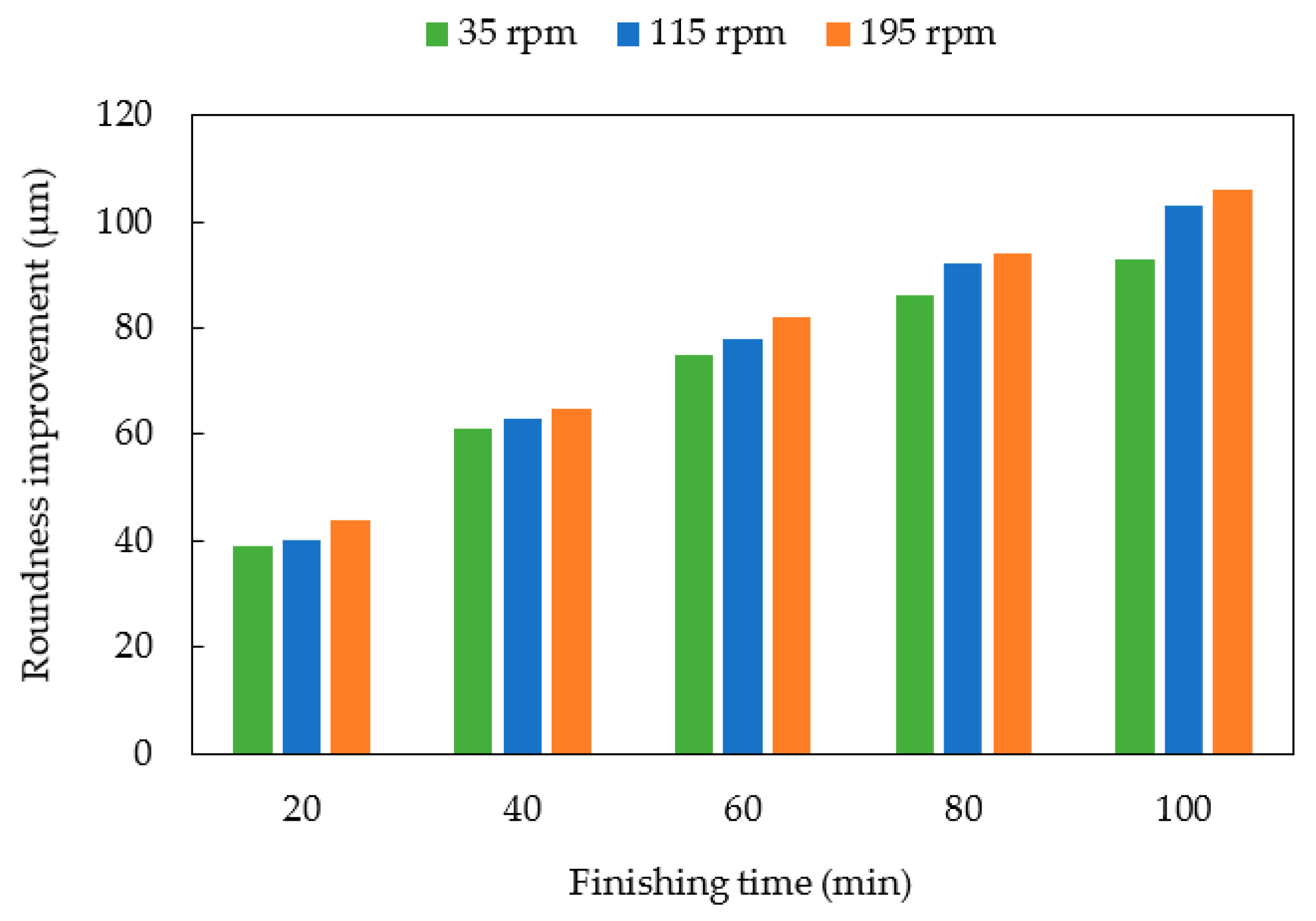
4.2.2. Experimental Results and Discussion
5. Influence of Magnetic Particles Distribution on the Magnetic Machining Tool
5.1. Only Distributing Magnetic Particles on One Area
5.1.1. Experimental Conditions and Method
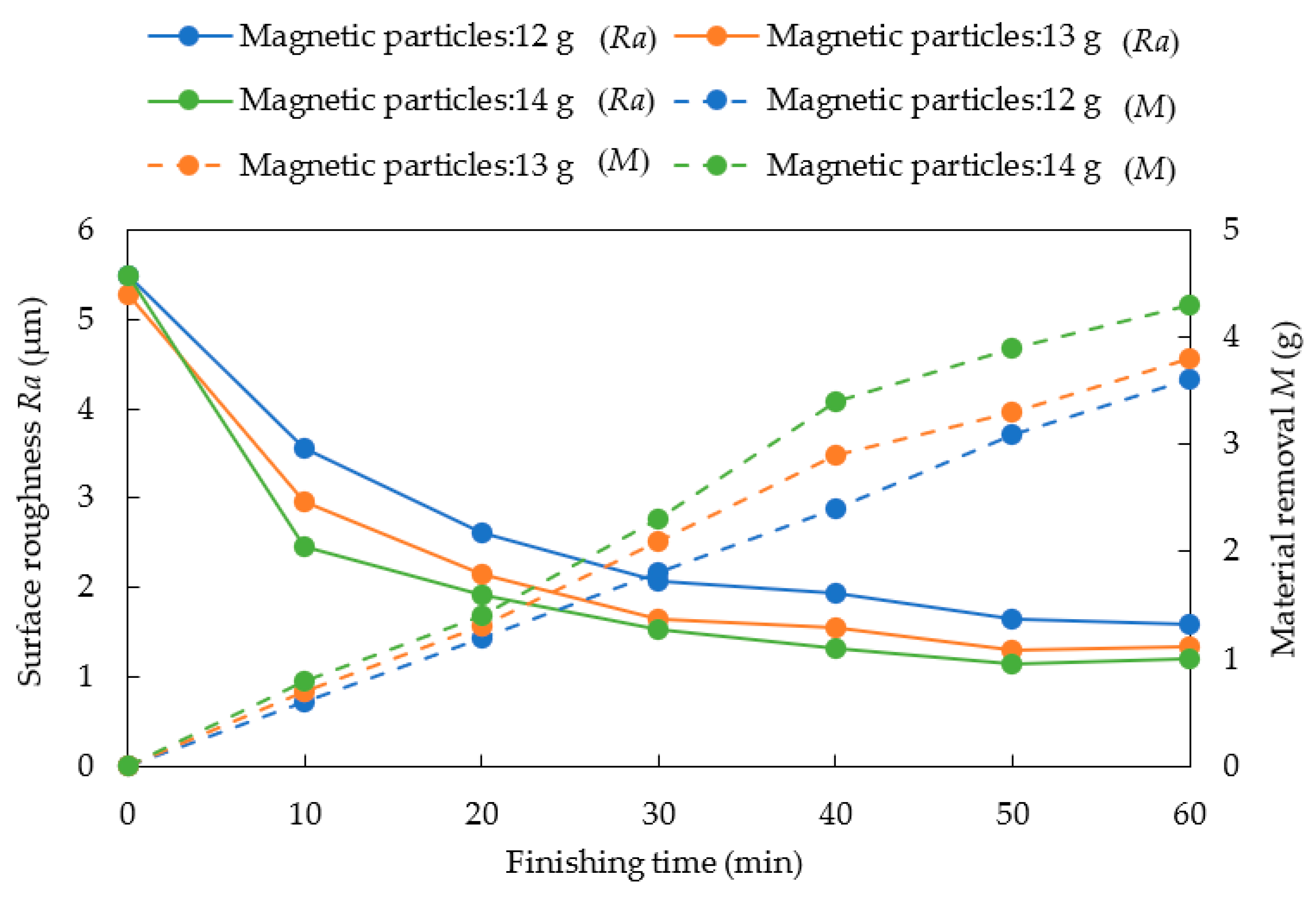
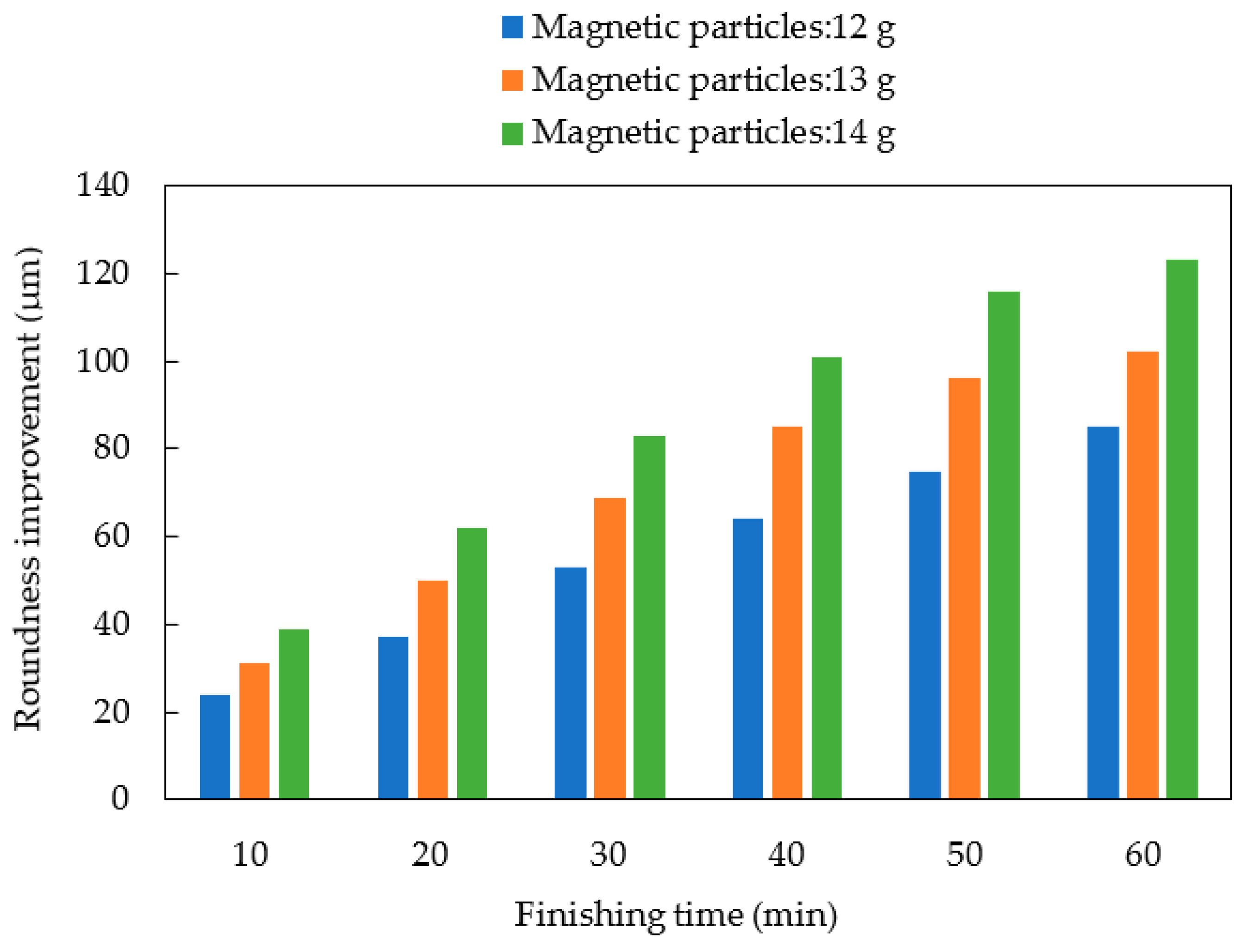
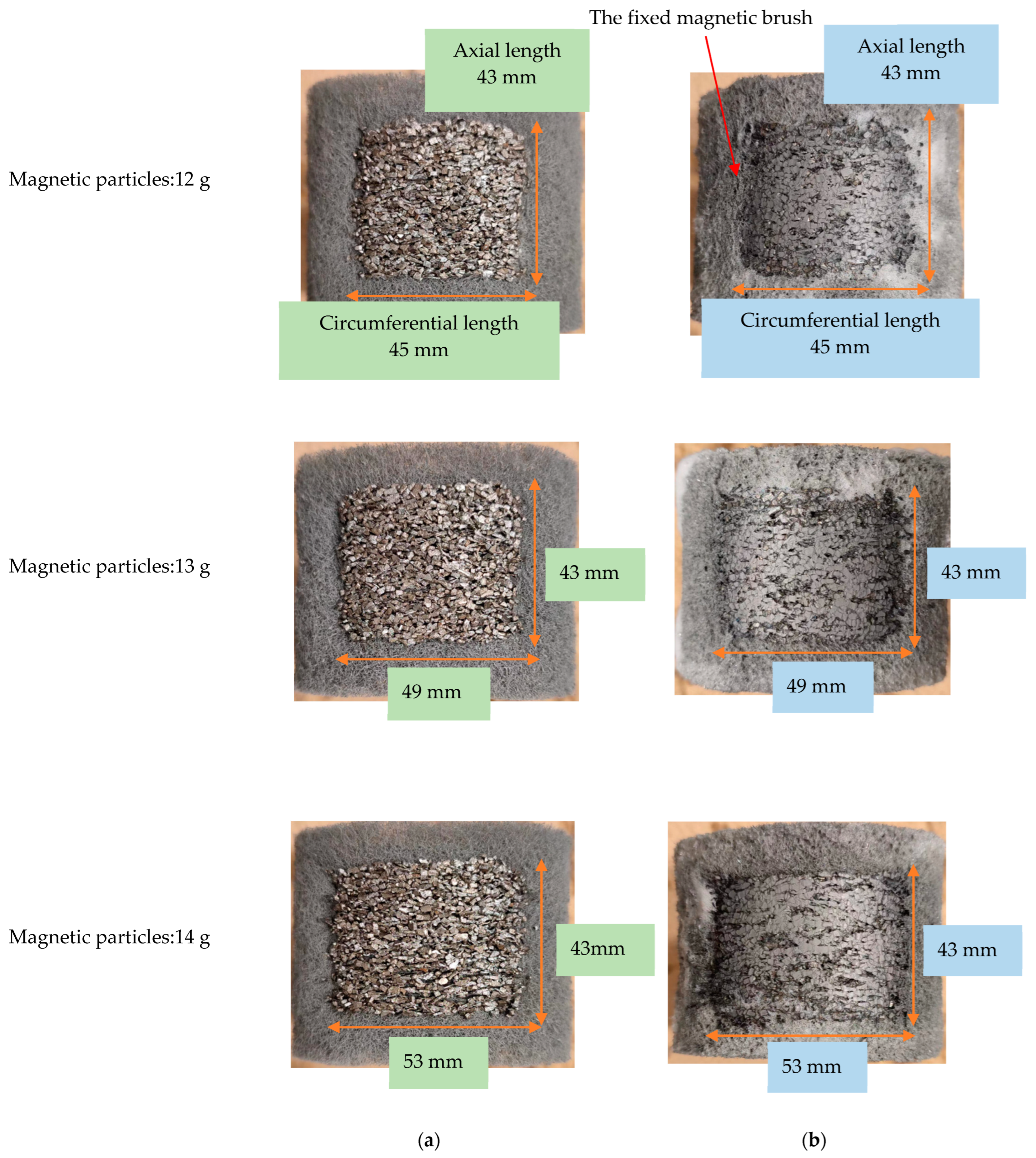
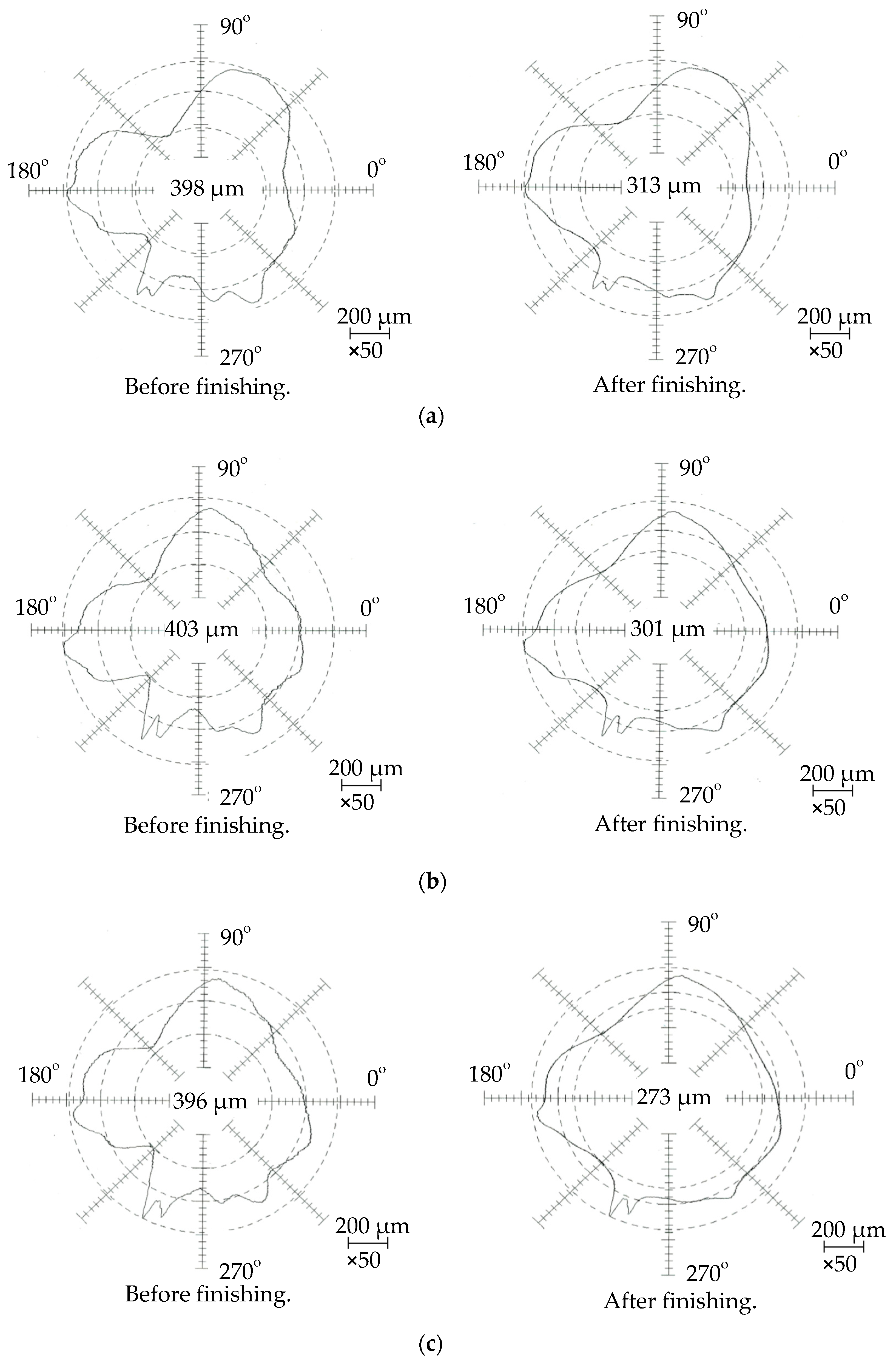
5.1.2. Experimental Results and Discussion
5.2. Distributing Magnetic Particles on Two Areas and Three Areas
5.2.1. Experimental Conditions and Method
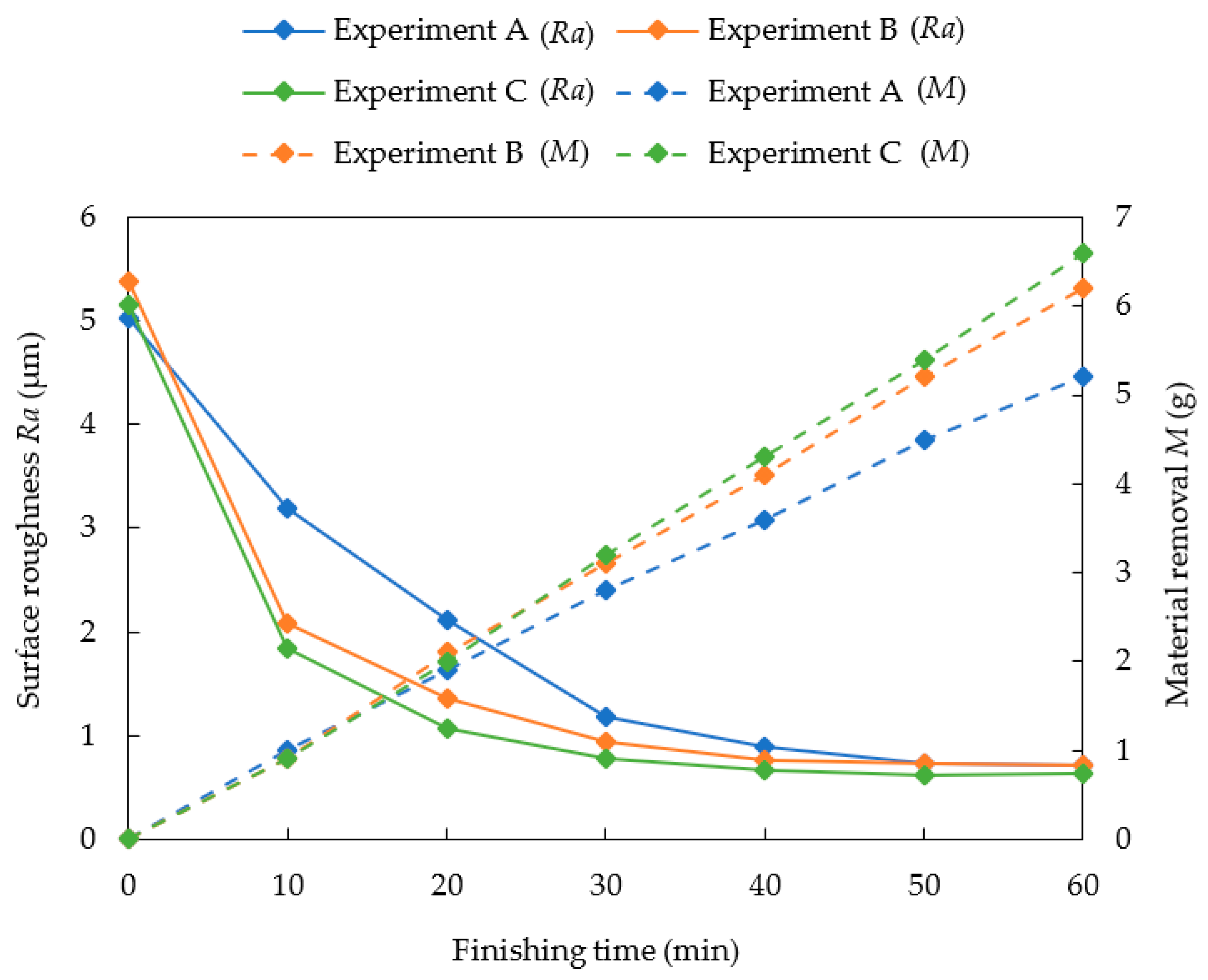
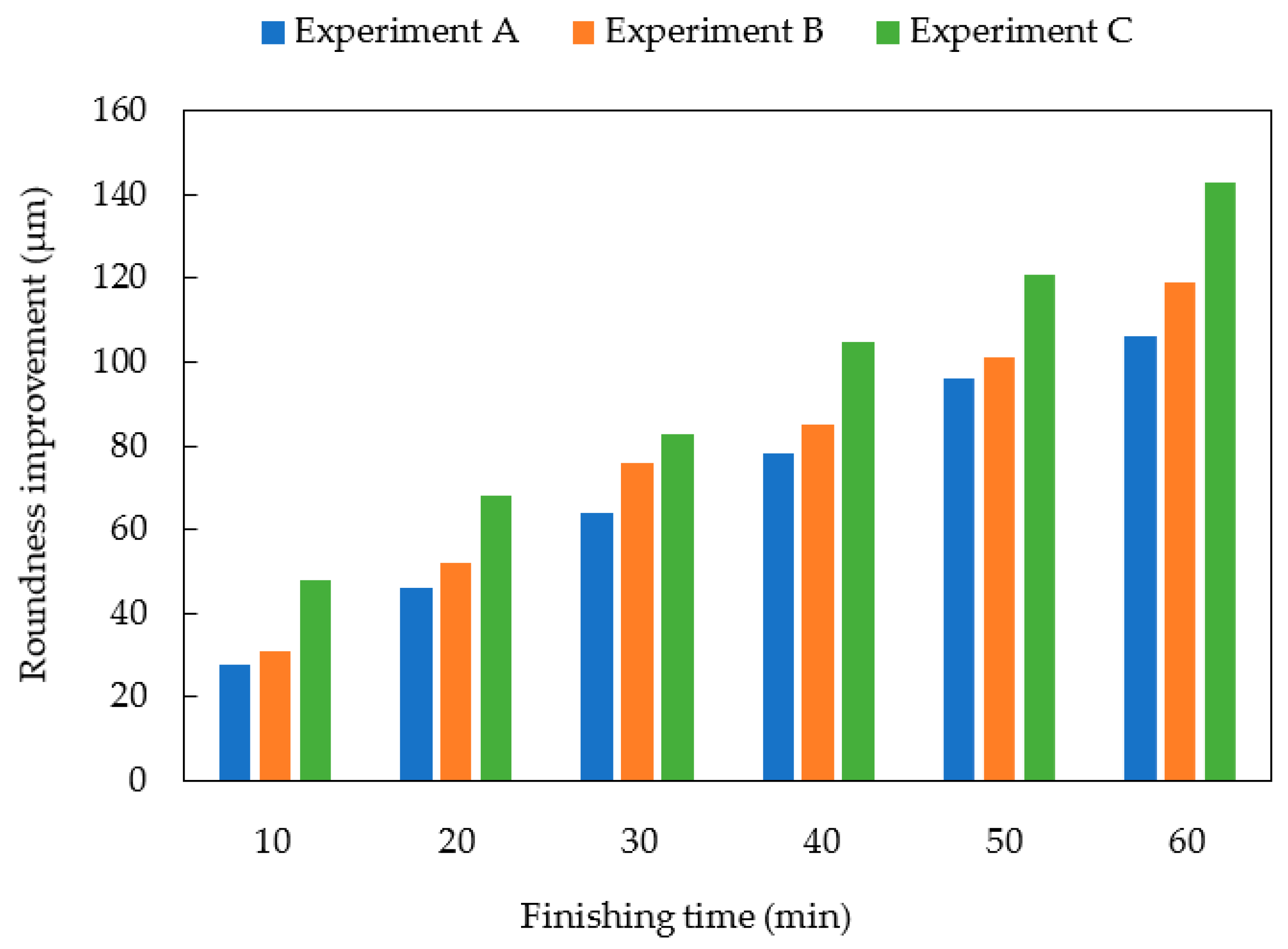
5.2.2. Experimental Results and Discussion
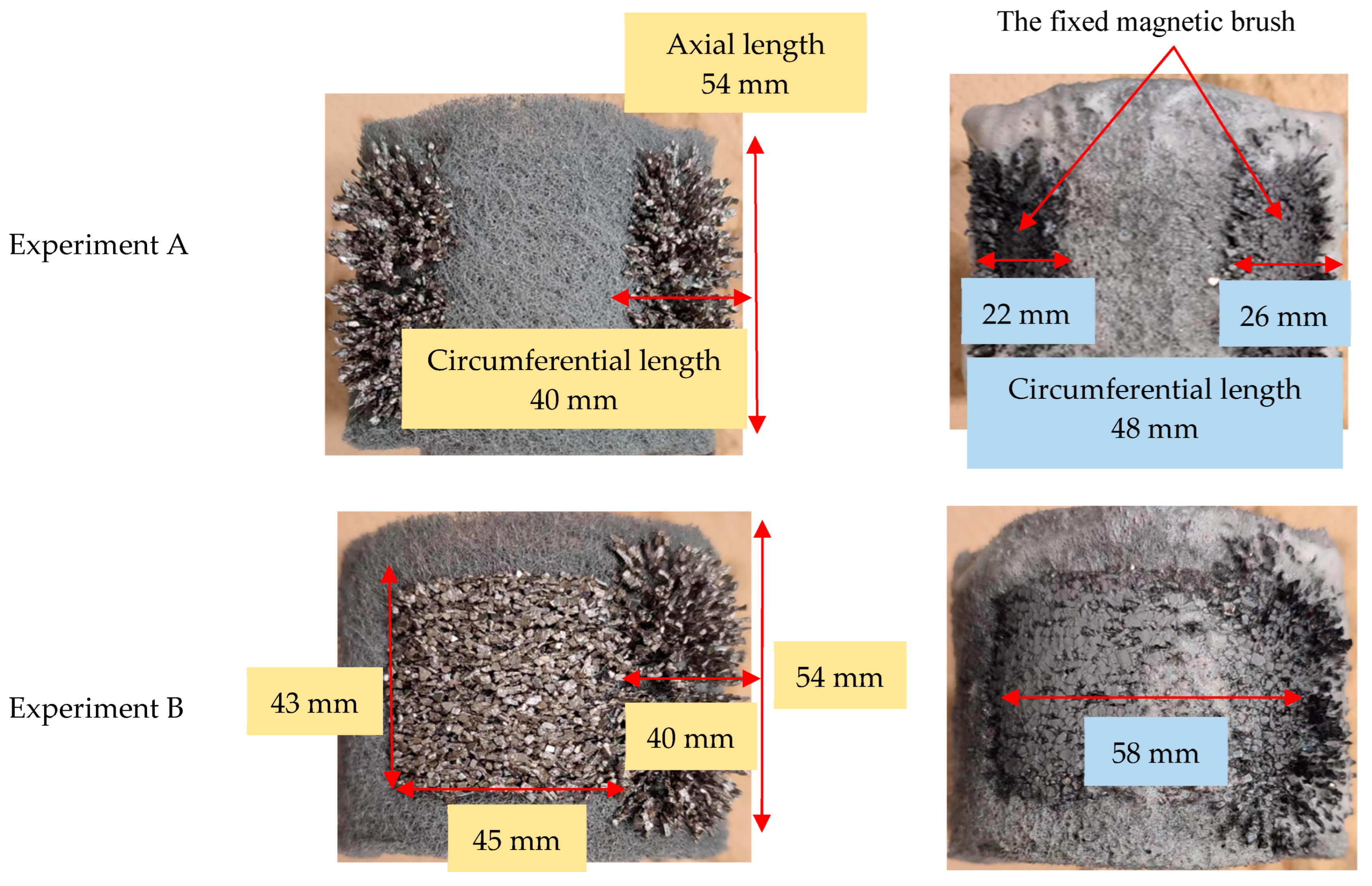
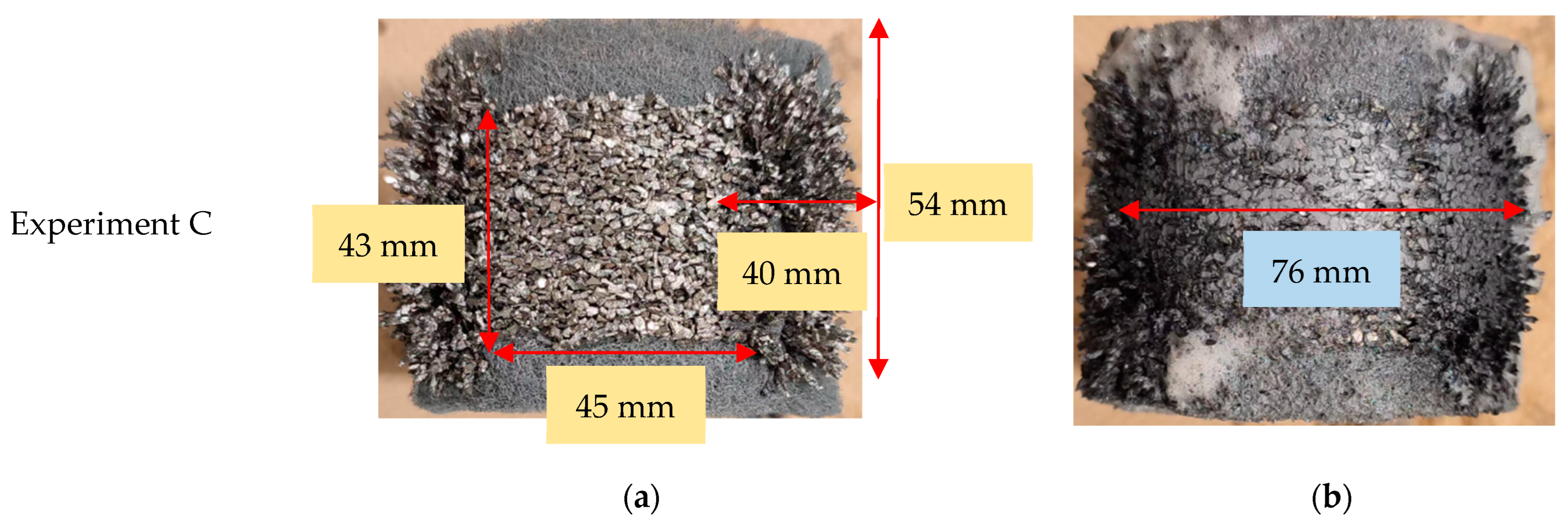
5.3. Comprehensive Discussion on the Length of Fixed Magnetic Brush
6. Conclusions
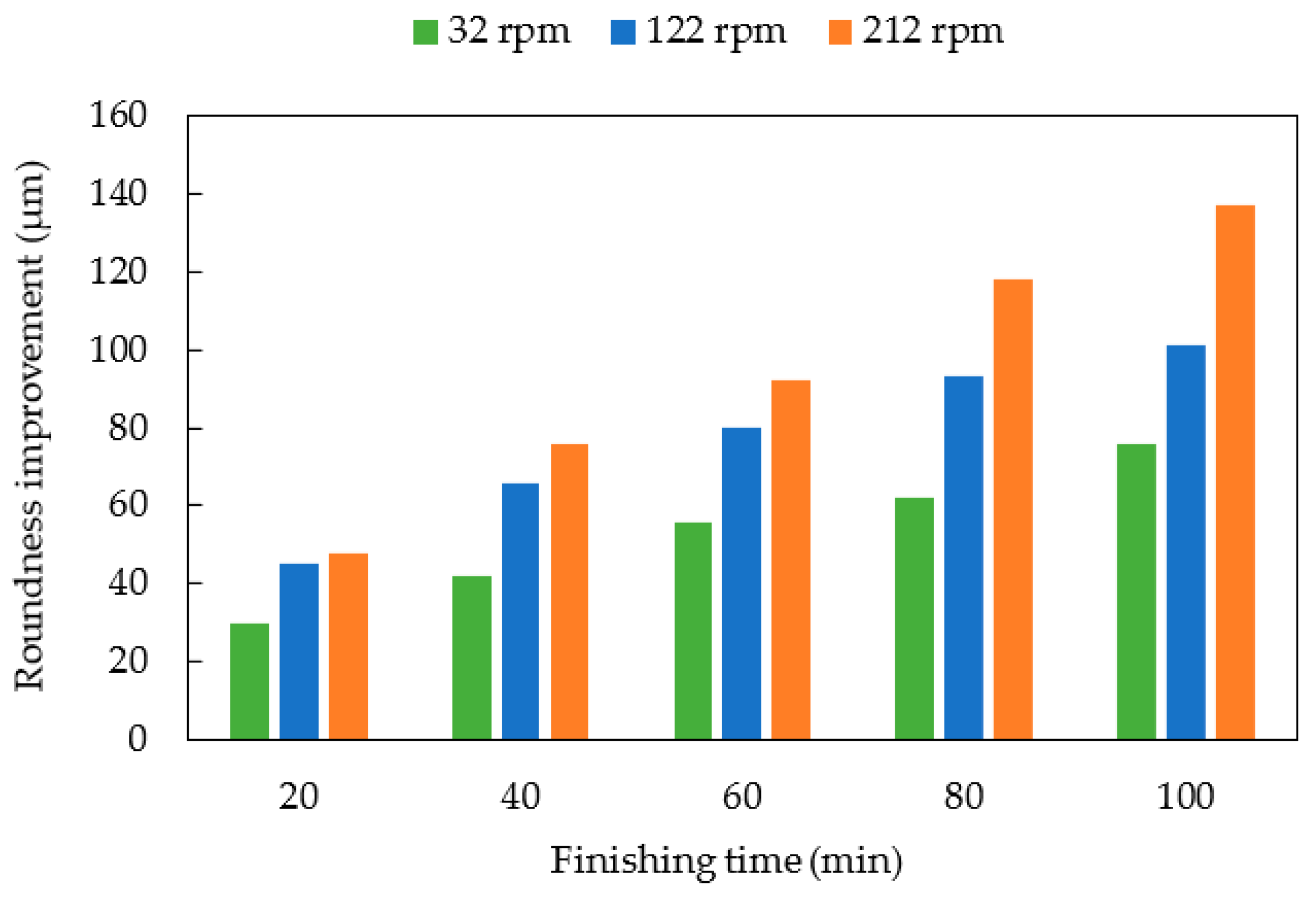
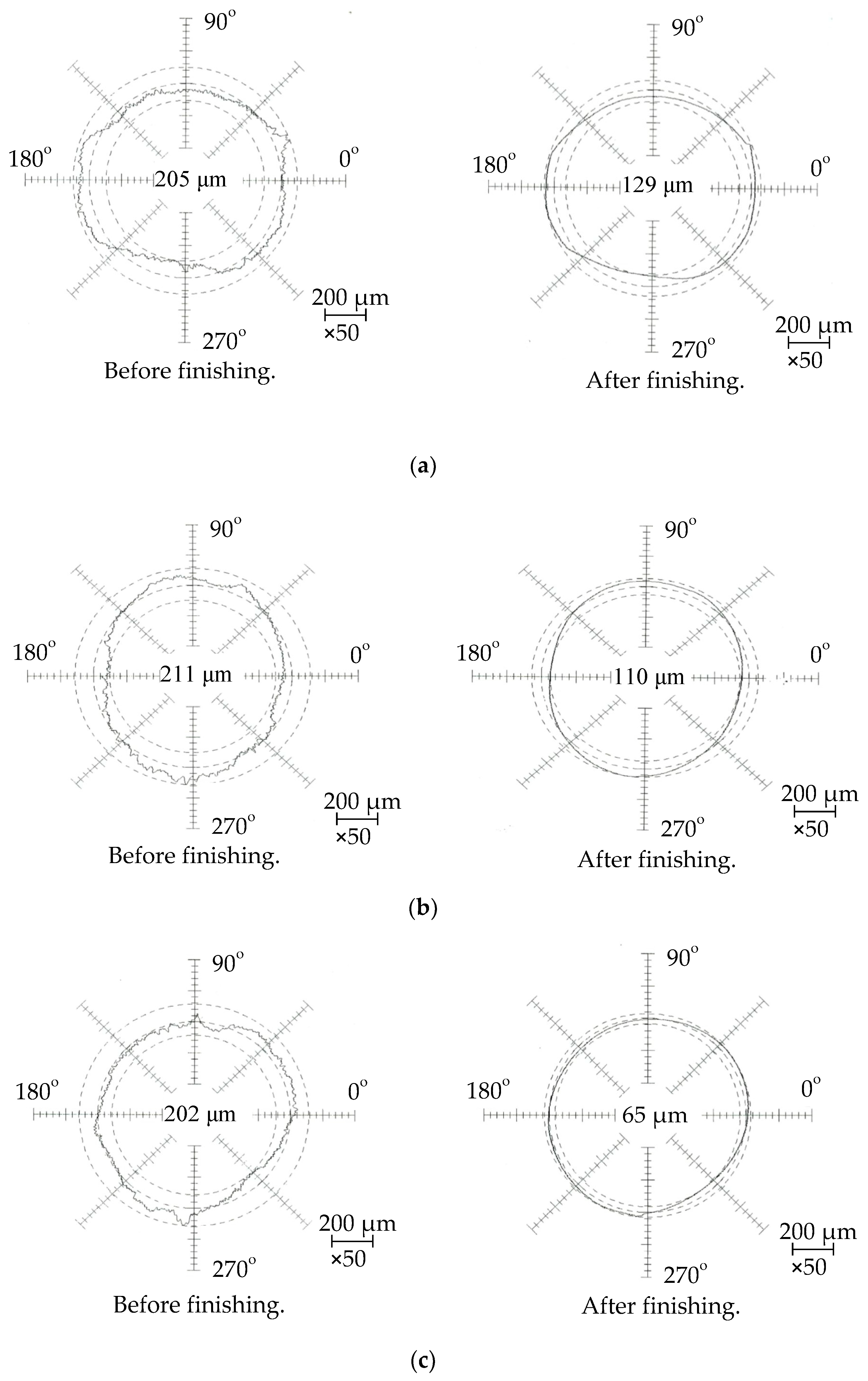
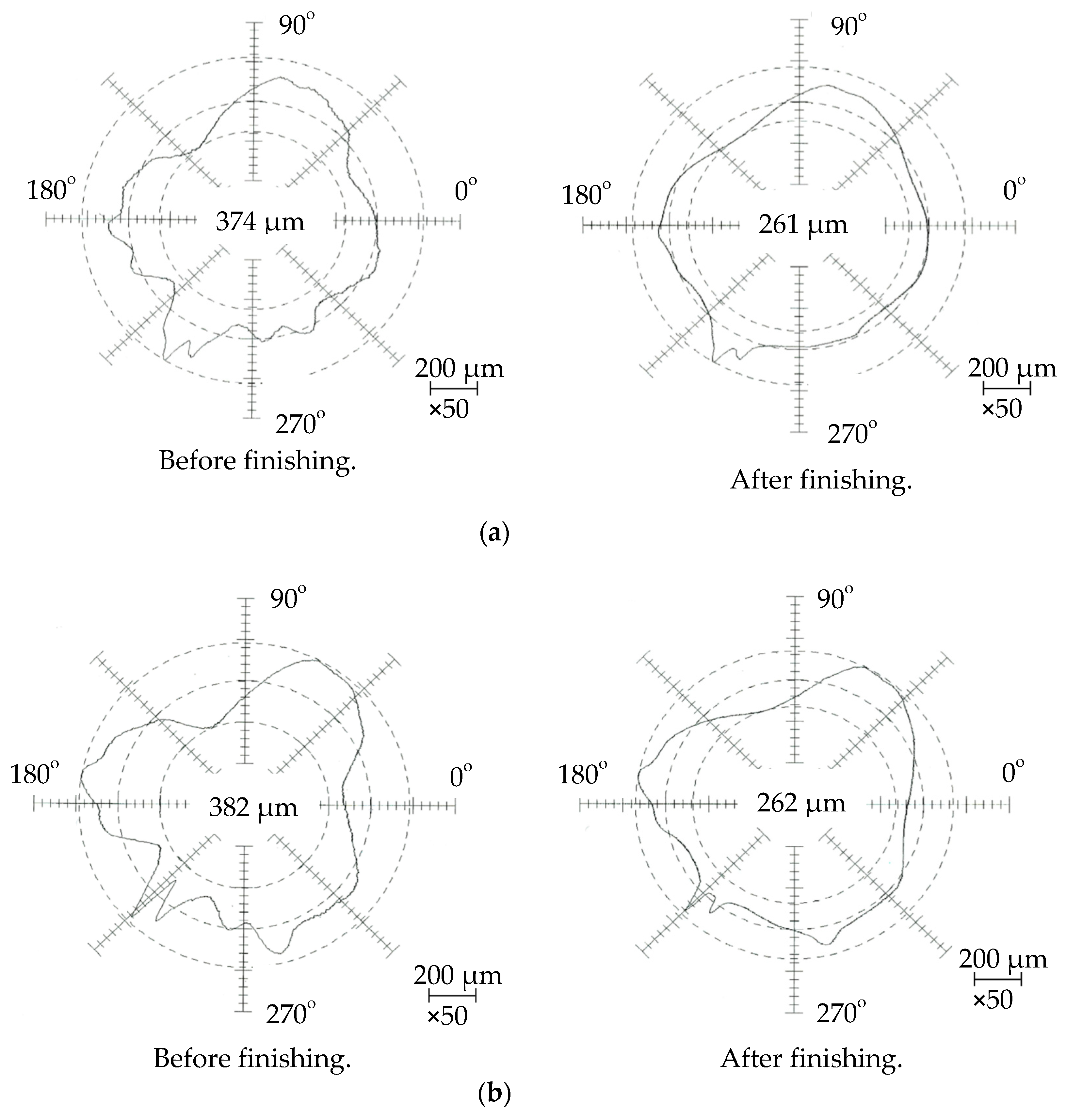
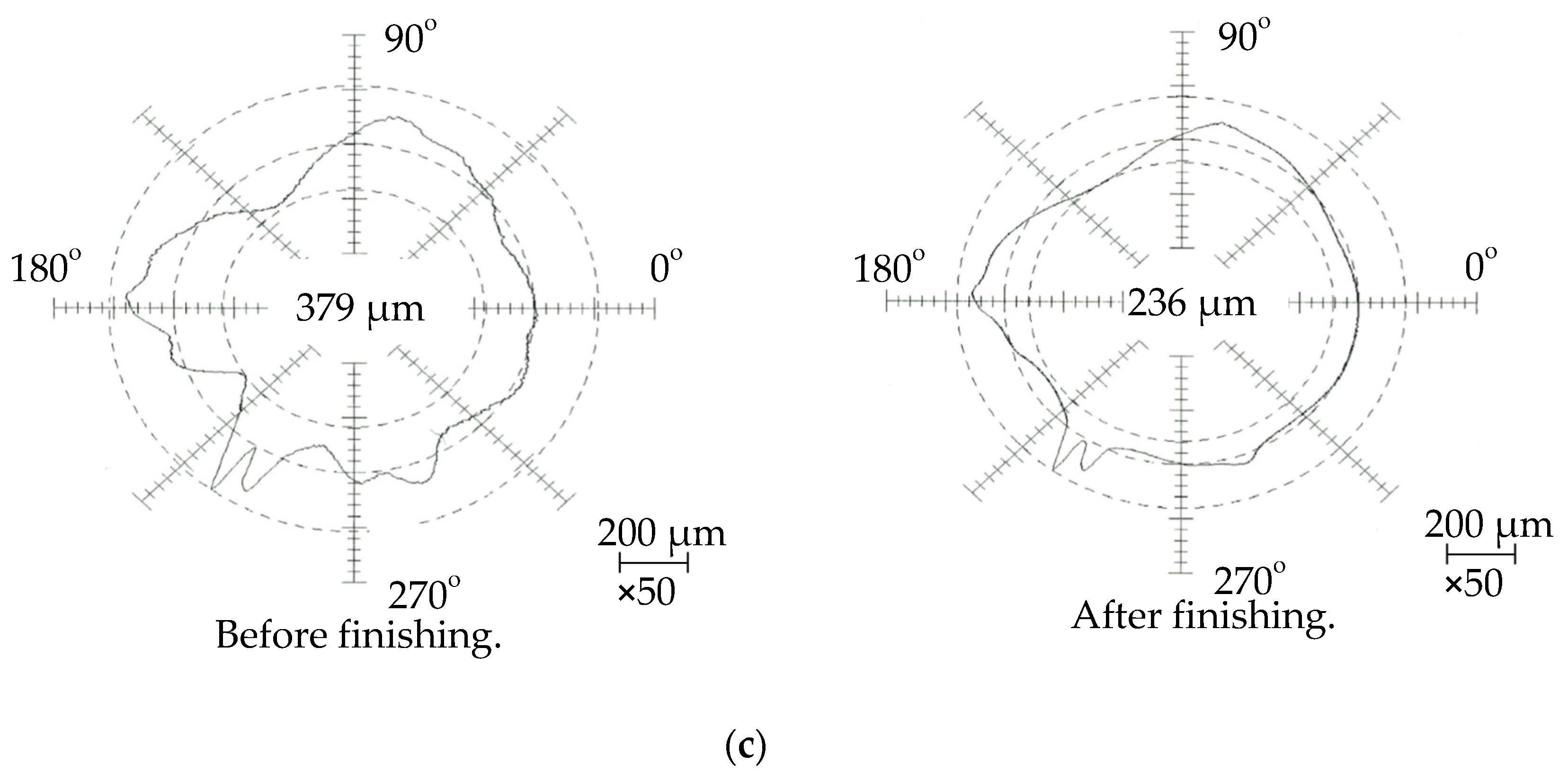
- Through analyzing the finishing force generated by the magnetic machining tool, it is concluded that the tangential and normal finishing forces increase when the rotational speed of the magnetic machining tool increases, and the resultant finishing force also increases, so the faster rotational speed of the magnetic machining tool is beneficial to roundness improvement. It was obtained that when the rotational speed of the magnetic machining tool was 212 rpm, the roundness was improved from 202 μm to 65 μm.
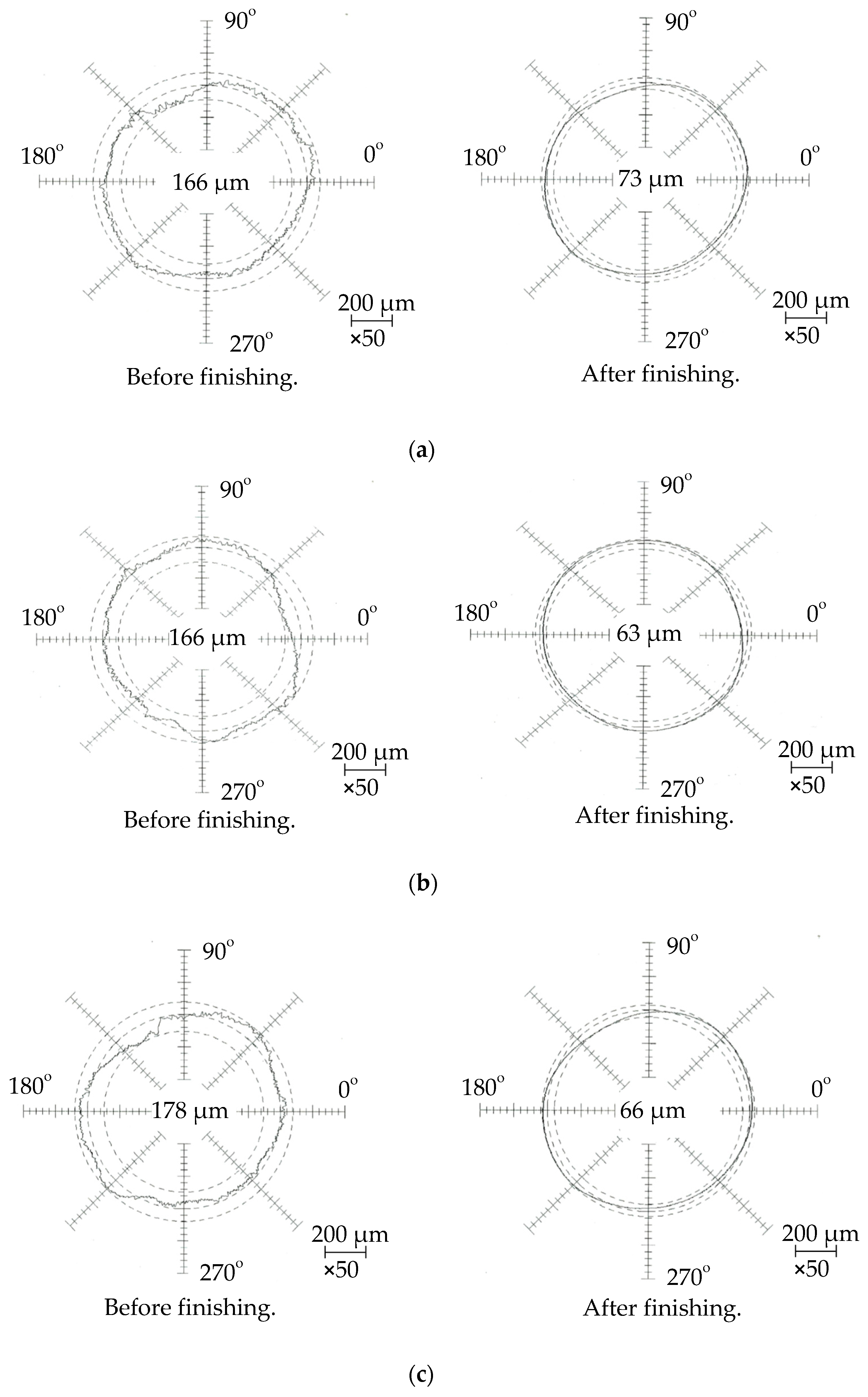
- Through a discussion on the different rotational speeds of the tube, it can be concluded that the number of finishing times for the tube increases with the increase in the rotational speed of the tube, so the finishing results become better. The experimental results show that the roundness is improved from 178 μm to 66 μm when the rotational speed of the tube is 195 rpm.
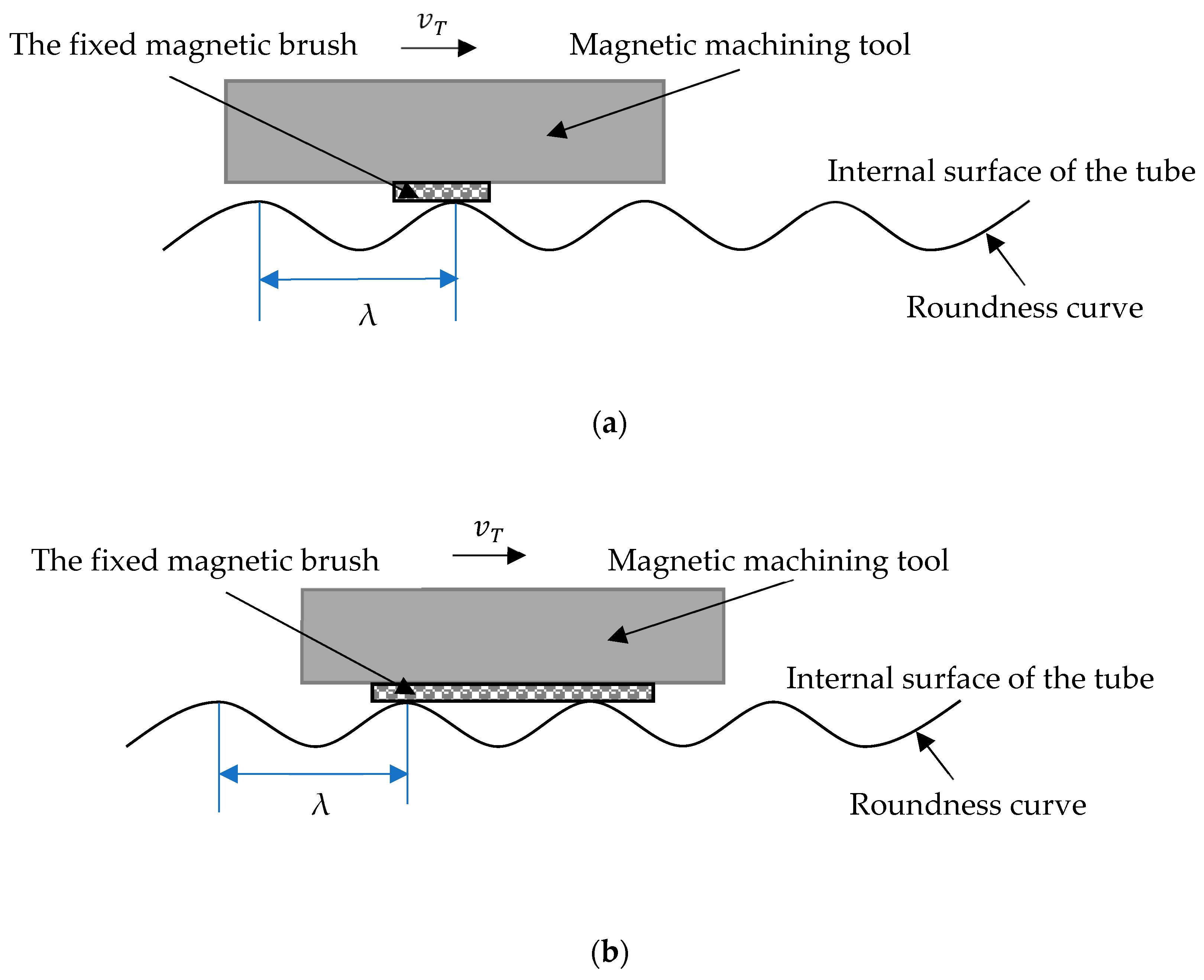
- The roundness improvement was discussed through the different distribution of the magnetic particles on the magnetic machining tool. In this process, due to the magnetic force generated by the magnetic machining tool and the magnetic pole unit exerting pressure on the magnetic particles, a fixed magnetic brush is formed. Therefore, it is concluded that when the distribution of magnetic particles on the magnetic machining tool can form a longer circumferential length for the fixed magnetic brush, it is beneficial to the roundness improvement.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shinmura, T.; Takazawa, K.; Hatano, E.; Aizawa, T. Study on magnetic abrasive process (finishing characteristics). Bull. Jpn. Soc. Precis. Eng. 1984, 18, 347–348. [Google Scholar]
- Shinmura, T.; Takazawa, K.; Hatano, E.; Matsunaga, M.; Matsuo, T. Study on magnetic abrasive finishing. CIRP Ann. Manuf. Technol. 1990, 39, 325–328. [Google Scholar] [CrossRef]
- Singh, D.K.; Jain, V.; Raghuram, V. Experimental investigations into forces acting during a magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2006, 30, 652–662. [Google Scholar] [CrossRef]
- Jain, V. Magnetic field assisted abrasive based micro-/nano-finishing. J. Mater. Process. Technol. 2009, 209, 6022–6038. [Google Scholar] [CrossRef]
- Bagehorn, S.; Wehr, J.; Maier, H. Application of mechanical surface finishing processes for roughness reduction and fatigue improvement of additively manufactured Ti-6Al-4V parts. Int. J. Fatigue 2017, 102, 135–142. [Google Scholar] [CrossRef]
- Souza, A.M.; da Silva, E.J.; Ratay, J.; Yamaguchi, H. Magnetic field-assisted finishing processes: From bibliometric analysis to future trends. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 327. [Google Scholar] [CrossRef]
- Guo, C.S.; Shi, Z.D.; Mullany, B.; Linke, B.; Yamaguchi, H.; Chaudhari, R.; Hucker, S.; Shih, A. Recent advancements in ma-chining with abrasives. J. Manuf. Sci. Eng. 2020, 142, 110810. [Google Scholar] [CrossRef]
- Shinmura, T.; Aizawa, T. Study on magnetic abrasive finishing process development of plane finishing apparatus using a stationary type electromagnet. Bull. Jpn. Soc. Precis. Eng. 1989, 23, 236–239. (In Japanese) [Google Scholar]
- Shinmura, T.; Takazawa, K.; Hatano, E.; Aizawa, T. Study on magnetic abrasive finishing (2nd report) finishing characteristics. J. Jpn. Soc. Precis. Eng. 1986, 52, 1761–1767. (In Japanese) [Google Scholar] [CrossRef]
- Shinmura, T.; Aizawa, T. Development of plane magnetic abrasive finishing apparatus and its finishing performance. (2nd report). Finishing apparatus using a stationary type electromagnet. J. Jpn. Soc. Precis. Eng. 1988, 54, 928–933. [Google Scholar] [CrossRef]
- Zou, Y.; Xie, H.; Dong, C.; Wu, J. Study on complex micro surface finishing of alumina ceramic by the magnetic abrasive finishing process using alternating magnetic field. Int. J. Adv. Manuf. Technol. 2018, 97, 2193–2202. [Google Scholar] [CrossRef]
- Xie, H.; Zou, Y.; Dong, C.; Wu, J. Study on the magnetic abrasive finishing process using alternating magnetic field: Investigation of mechanism and applied to aluminum alloy plate. Int. J. Adv. Manuf. Technol. 2019, 102, 1509–1520. [Google Scholar] [CrossRef]
- Zou, Y.; Xie, H.; Zhang, Y. Study on surface quality improvement of the plane magnetic abrasive finishing process. Int. J. Adv. Manuf. Technol. 2020, 109, 1825–1839. [Google Scholar] [CrossRef]
- Xu, J.; Zou, Y. Development of a new magnetic abrasive finishing process with renewable abrasive particles using the circulatory system. Precis. Eng. 2021, 72, 417–425. [Google Scholar] [CrossRef]
- Xu, J.Y.; Zou, Y.H.; Xie, H.J. Investigation on the finishing characteristics of a magnetic abrasive finishing process with mag-netic abrasive slurry circulation system. Machines 2021, 9, 195. [Google Scholar] [CrossRef]
- Yamaguchi, H.; Shinmura, T.; Kobayashi, A. Development of an internal magnetic abrasive finishing process for nonferro-magnetic complex shaped tubes. JSME Int. J. Ser. C 2001, 44, 275–281. [Google Scholar] [CrossRef]
- Kang, J.; Yamaguchi, H. Internal finishing of capillary tubes by magnetic abrasive finishing using a multiple pole-tip system. Precis. Eng. 2012, 36, 510–516. [Google Scholar] [CrossRef]
- Kang, J.; George, A.; Yamaguchi, H. High-speed Internal Finishing of Capillary Tubes by Magnetic Abrasive Finishing. Procedia CIRP 2012, 1, 414–418. [Google Scholar] [CrossRef]
- Yin, S.H.; Shinmura, T. A comparative study: Polishing characteristics and its mechanisms of three vibration modes in vibra-tion-assisted magnetic abrasive polishing. Int. J. Mach. Tool. Manuf. 2012, 44, 383–390. [Google Scholar] [CrossRef]
- Yin, S.; Shinmura, T. Vertical vibration-assisted magnetic abrasive finishing and deburring for magnesium alloy. Int. J. Mach. Tools Manuf. 2004, 44, 1297–1303. [Google Scholar] [CrossRef]
- Kim, J.-D. Polishing of Ultra-clean Inner Surfaces Using Magnetic Force. Int. J. Adv. Manuf. Technol. 2003, 21, 91–97. [Google Scholar] [CrossRef]
- Jha, S.; Jain, V. Design and development of the magnetorheological abrasive flow finishing (MRAFF) process. Int. J. Mach. Tools Manuf. 2004, 44, 1019–1029. [Google Scholar] [CrossRef]
- Jha, S.; Jain, V.K.; Komanduri, R. Effect of extrusion pressure and number of finishing cycles on surface roughness in mag-netorheological abrasive flow finishing (MRAFF) process. Int. J. Adv. Manuf. Technol. 2007, 33, 725–729. [Google Scholar] [CrossRef]
- Das, M.; Jain, V.K.; Ghoshdastidar, P.S. Analysis of magnetorheological abrasive flow finishing (MRAFF) process. Int. J. Adv. Manuf. Technol. 2007, 38, 613–621. [Google Scholar] [CrossRef]
- Zou, Y.H.; Shinmura, T. A Study on the Magnetic Field Assisted Machining Process for Internal Finishing Using a Magnetic Machining Jig. Key Eng. Mater. 2004, 257–258, 505–510. [Google Scholar] [CrossRef]
- Muhamad, M.R.; Zou, Y.H.; Sugiyama, H. Development of a new internal finishing of tube by magnetic abrasive finishing process combined with electrochemical machining. Int. J. Mech. Eng. Appl. 2015, 3, 22–29. [Google Scholar]
- Chen, K.-Y.; Tu, T.-Y.; Fan, Y.-H.; Wang, A.-C.; Fu, P.-K. Study on the Polishing Characteristics of the Rotating Cylinder-Based Magnetic Gel Abrasive Finishing. Processes 2021, 9, 1794. [Google Scholar] [CrossRef]
- Cheng, K.-C.; Chen, K.-Y.; Tsui, H.-P.; Wang, A.-C. Characteristics of the Polishing Effects for the Stainless Tubes in Magnetic Finishing with Gel Abrasive. Processes 2021, 9, 1561. [Google Scholar] [CrossRef]
- Cheng, K.-C.; Wang, A.-C.; Chen, K.-Y.; Huang, C.-Y. Study of the Polishing Characteristics by Abrasive Flow Machining with a Rotating Device. Processes 2022, 10, 1362. [Google Scholar] [CrossRef]
- Liu, J.N.; Zou, Y.H. Study on mechanism of roundness improvement by the internal magnetic abrasive finishing process using magnetic machining tool. Machines 2021, 9, 195. [Google Scholar] [CrossRef]
- Liu, J.N.; Zou, Y.H. Discussion on Roundness of Non-Ferromagnetic Tube by Interior Magnetic Abrasive Finishing Using a Magnetic Machining Jig. Mater. Sci. Forum 2021, 1018, 105–110. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | SUS304 stainless steel tube Ø89.1 × 79.1 × 200 mm Clearance: 7 mm (Thickness of tube is equivalent to 10 mm) Rotational speed: 66 rpm |
| Magnetic machining tool | Magnet: Nd-Fe-B permanent magnet Yoke: SS400 steel Molding material: Polymer |
| Magnetic pole unit | Magnet: Ferrite permanent magnet 50 × 35 × 26 mm Yoke: SS400 steel Rotational speed: 32 rpm 122 rpm 212 rpm Reciprocating speed: 1500 mm/min |
| Magnetic particles | Electrolytic iron particles: 1680 µm in mean dia., 24 g |
| Abrasive particles | WA #400, 2.5 g |
| Grinding fluid | Water-soluble grinding fluid (SCP-23): 30 g |
| Finishing width | 80 mm |
| Finishing time | 100 min (each stage 20 min) |
| Workpiece | SUS304 stainless steel tube Ø89.1 × 79.1 × 200 mm Clearance: 7 mm (Thickness of tube is equivalent to 10 mm.) Rotational speed: 35 rpm 115 rpm 195 rpm |
| Magnetic machining tool | Magnet: Nd-Fe-B permanent magnet Yoke: SS400 steel Molding material: Polymer |
| Magnetic pole unit | Magnet: Ferrite permanent magnet 50 × 35 × 26 mm Yoke: SS400 steel Rotational speed: 122 rpm Reciprocating speed: 1500 mm/min |
| Magnetic particles | Electrolytic iron particles: 1680 µm in mean dia., 24 g |
| Abrasive particles | WA #400, 2.5 g |
| Grinding fluid | Water-soluble grinding fluid (SCP-23): 30 g |
| Finishing width | 80 mm |
| Finishing time | 100 min (each stage 20 min) |
| Workpiece | SUS304 stainless steel tube Ø89.1 × 79.1 × 200 mm Clearance: 7 mm (Thickness of tube is equivalent to 10 mm) Rotational speed: 80 rpm |
| Magnetic machining tool | Magnet: Nd-Fe-B permanent magnet Yoke: SS400 steel Molding material: Polymer |
| Magnetic pole unit | Magnet: Ferrite permanent magnet 50 × 35 × 26 mm Yoke: SS400 steel Rotational speed: 150 rpm Reciprocating speed: 1500 mm/min |
| Magnetic particles | Electrolytic iron particles: 1680 µm in mean dia. Only placing magnetic particles on the middle area Experiment 1: 12 g; Experiment 2: 13 g; Experiment 3: 14 g  |
| Abrasive particles | WA #400, 2.5 g |
| Grinding fluid | Water-soluble grinding fluid (SCP-23): 30 g |
| Finishing width | 80 mm |
| Finishing time | 60 min (each stage 10 min) |
| Workpiece | SUS304 stainless steel tube Ø89.1 × 79.1 × 200 mm Clearance: 7 mm (Thickness of tube is equivalent to 10 mm) Rotational speed: 80 rpm |
| Magnetic machining tool | Magnet: Nd-Fe-B permanent magnet, Yoke: SS400 steel Molding material: Polymer |
| Magnetic pole unit | Magnet: Ferrite permanent magnet 50 × 35 × 26 mm, Yoke: SS400 steel, Rotational speed: 150 rpm Reciprocating speed: 1500 mm/min |
| Magnetic particles | Electrolytic iron particles: 1680 µm in mean dia. Experiment A: On the left and right areas 13 × 2 g  Experiment B: On the middle area 12 g and on the right area 13 g  Experiment C: On the middle area 12 g, on the left and right areas 13 × 2 g  |
| Abrasive particles | WA #400, 2.5 g |
| Grinding fluid | Water-soluble grinding fluid (SCP-23): 30 g |
| Finishing width | 80 mm |
| Finishing time | 60 min (each stage 10 min) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, J.; Zou, Y. Study on Elucidation of the Roundness Improvement Mechanism of the Internal Magnetic Abrasive Finishing Process Using a Magnetic Machining Tool. J. Manuf. Mater. Process. 2023, 7, 49. https://doi.org/10.3390/jmmp7010049
Liu J, Zou Y. Study on Elucidation of the Roundness Improvement Mechanism of the Internal Magnetic Abrasive Finishing Process Using a Magnetic Machining Tool. Journal of Manufacturing and Materials Processing. 2023; 7(1):49. https://doi.org/10.3390/jmmp7010049
Chicago/Turabian StyleLiu, Jiangnan, and Yanhua Zou. 2023. "Study on Elucidation of the Roundness Improvement Mechanism of the Internal Magnetic Abrasive Finishing Process Using a Magnetic Machining Tool" Journal of Manufacturing and Materials Processing 7, no. 1: 49. https://doi.org/10.3390/jmmp7010049
APA StyleLiu, J., & Zou, Y. (2023). Study on Elucidation of the Roundness Improvement Mechanism of the Internal Magnetic Abrasive Finishing Process Using a Magnetic Machining Tool. Journal of Manufacturing and Materials Processing, 7(1), 49. https://doi.org/10.3390/jmmp7010049