
Real-Time Cutting Temperature Measurement in Turning of AISI 1045 Steel through an Embedded Thermocouple—A Comparative Study with Infrared Thermography

 ,
,  , ,
, ,  ,
, 

Abstract
1. Introduction
2. Materials and Methods
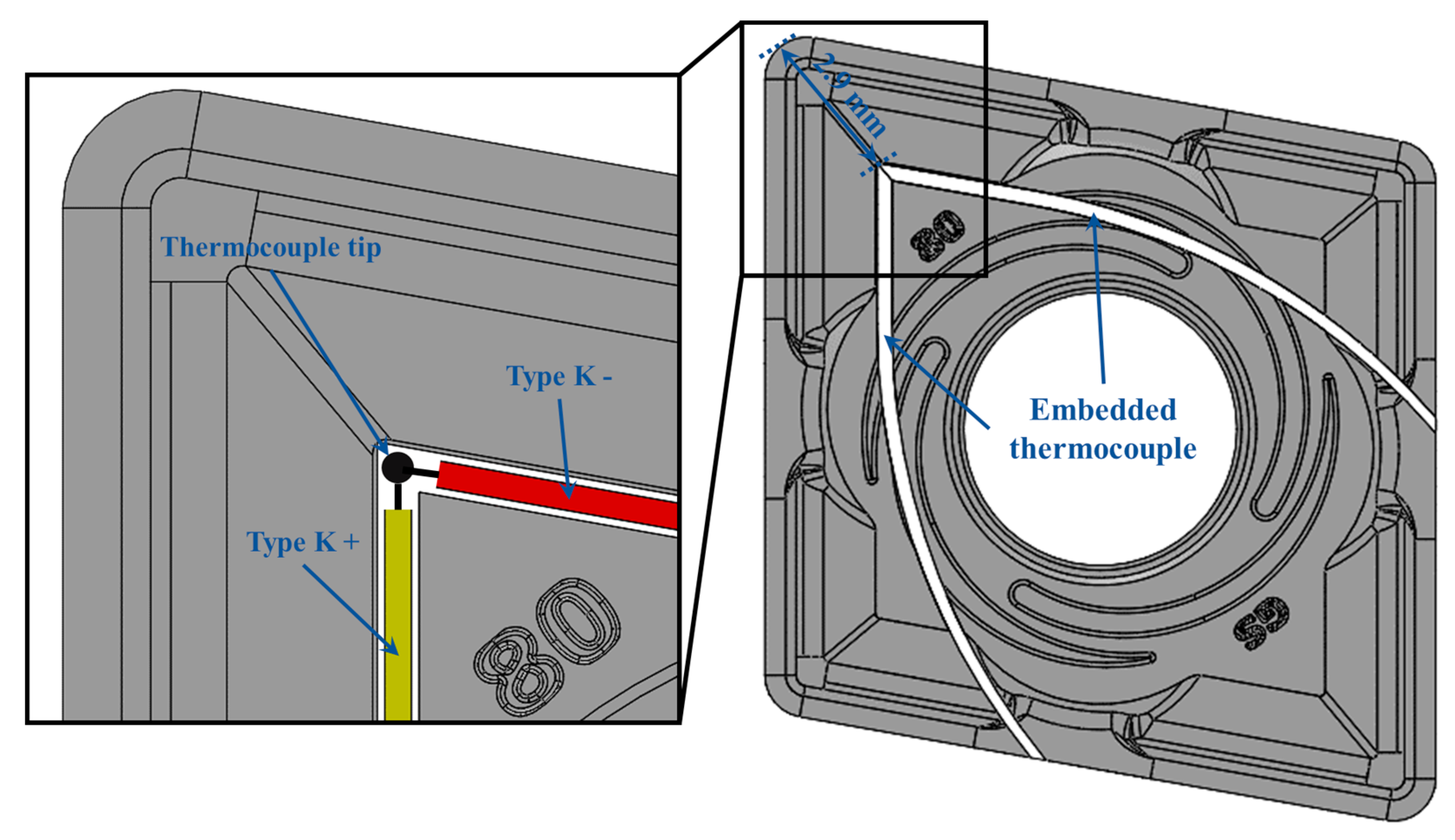
2.1. Concept Design
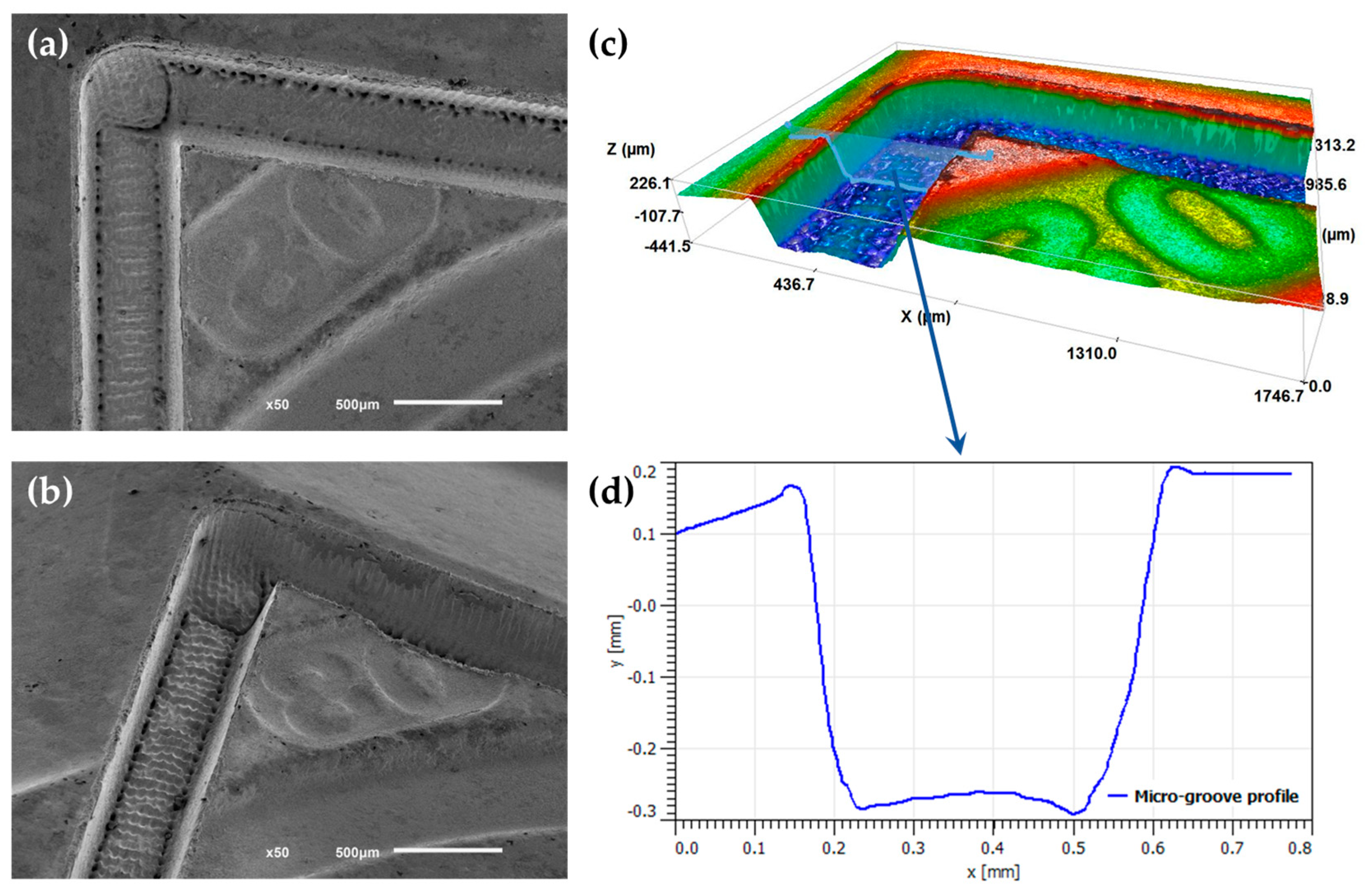
2.2. Micro-Groove Production
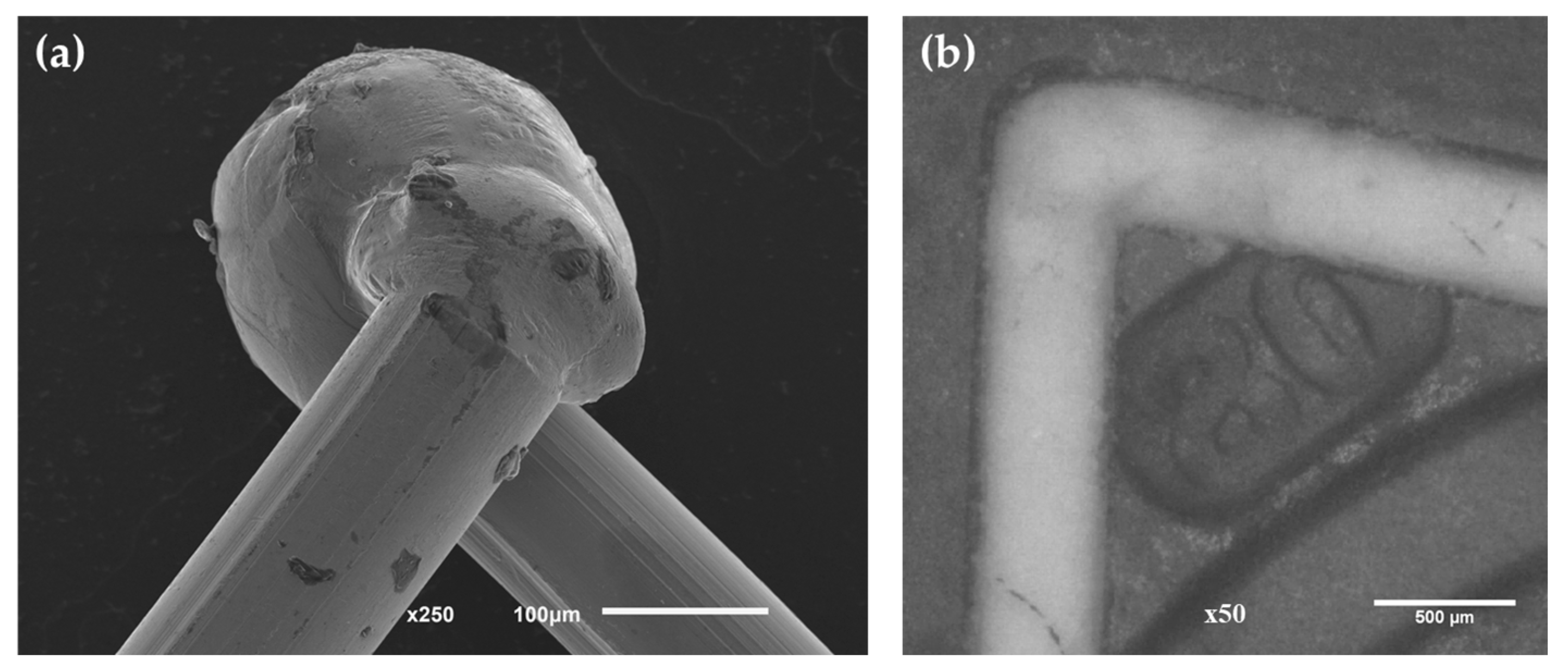
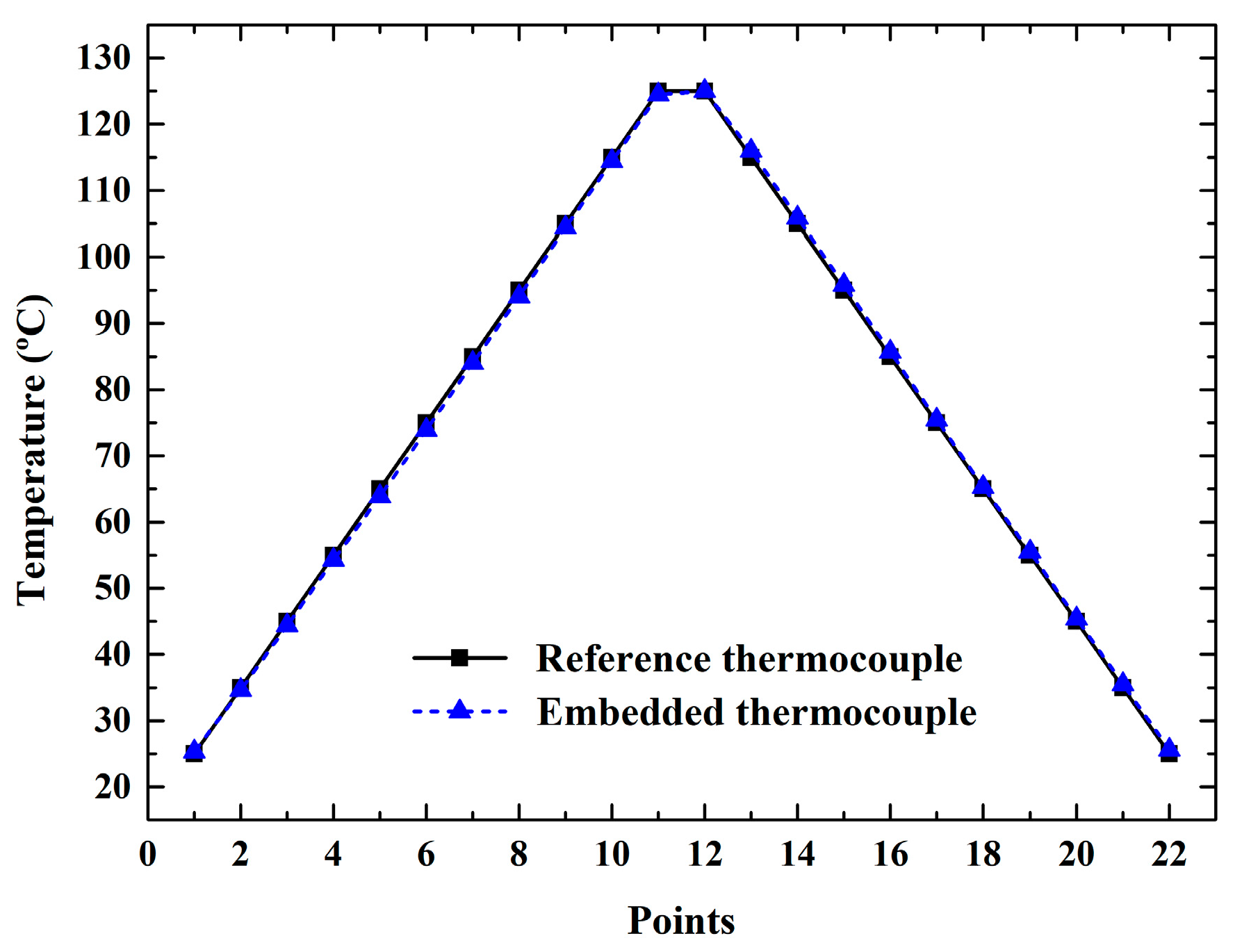
2.3. Embedded Thermocouple Production and Calibration
2.4. Tool Temperature Measurement
3. Results and Discussion
4. Conclusions
- Laser surface modification was able to produce a well-defined, smooth micro-groove with good surface quality matching the defined design for subsequent thermocouple embedding.
- The laser parameters used in this work were properly selected to not affect the cutting insert properties, since no microcracks, spatter, or heat-affected zones were observed.
- Laser welding proved to be a viable approach for producing reliable, accurate, and precise K-type thermocouples with a maximum error of 0.96% of the evaluated temperature and achieving a hot junction diameter of approximately 250 μm.
- WC-Co cutting inserts with the ability to measure cutting tool temperature in real time, with great sensitivity, quick response time, as well as protection from wear and chips, were obtained.
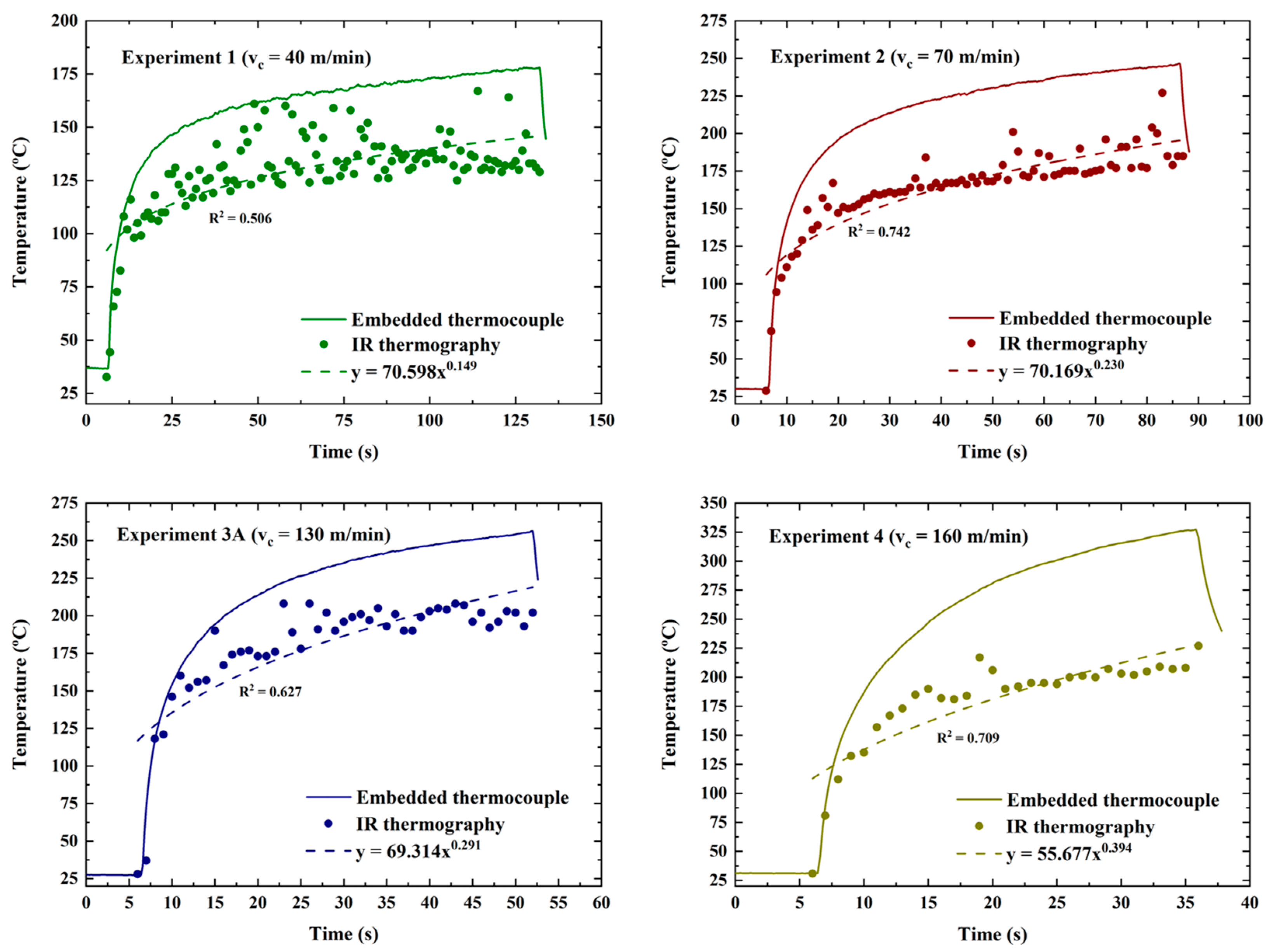
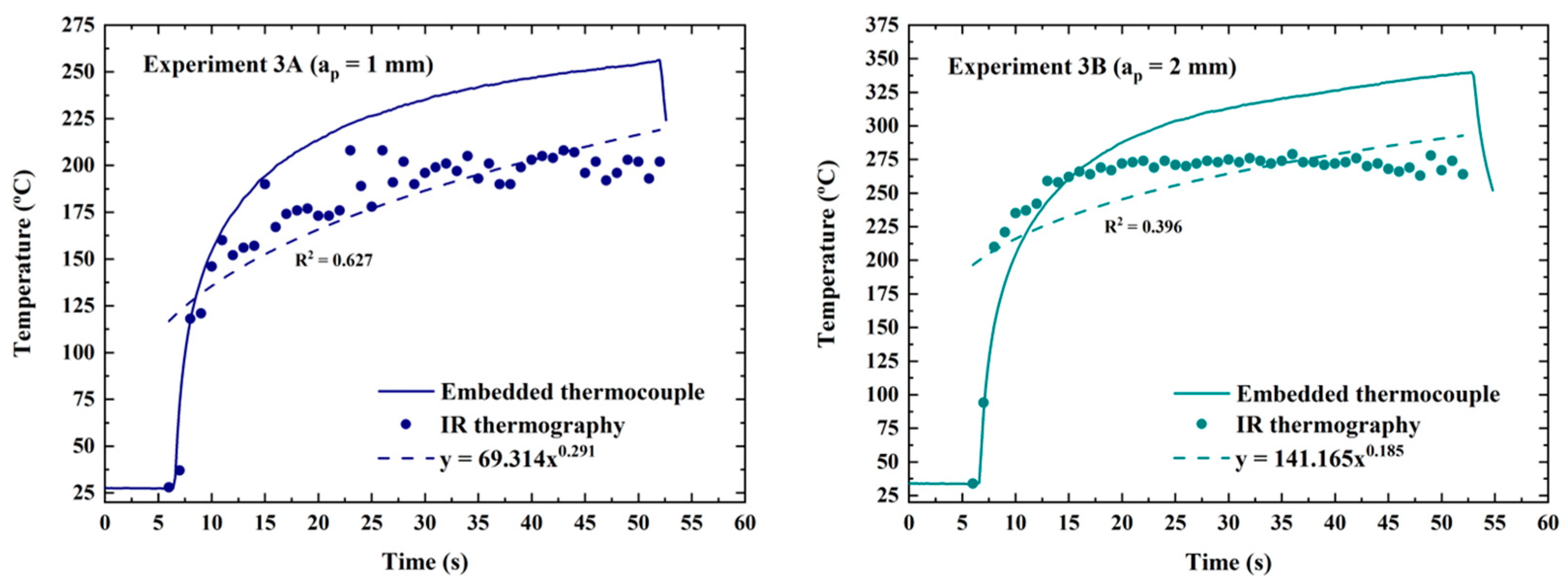
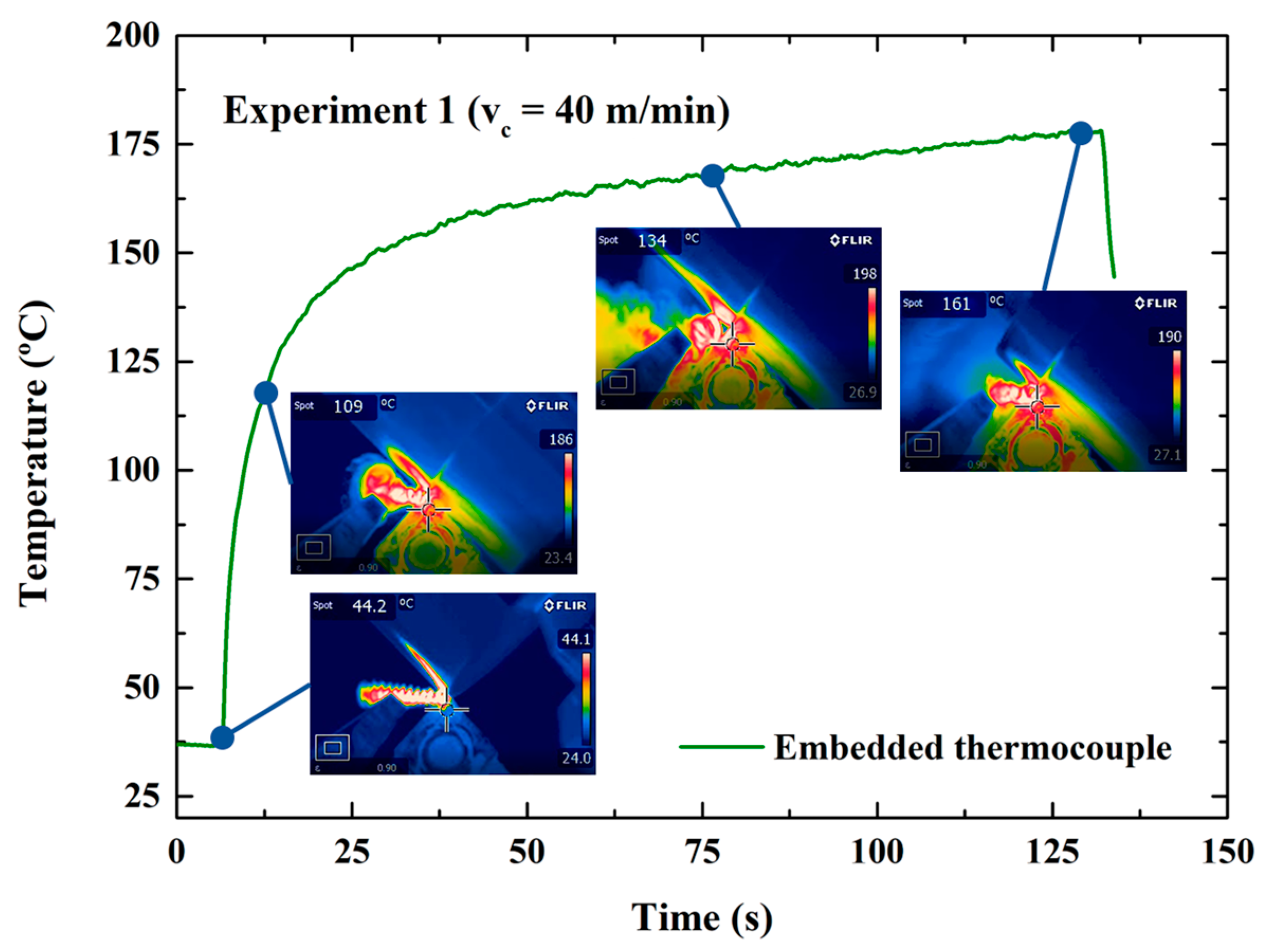
- Despite yielding the same trend, the tool temperature measured by the IR thermographic camera was always lower than the temperature measured by the K-type embedded thermocouple.
- Maximum tool temperatures of 178.07 °C, 246.65 °C, 256.36 °C, and 327.25 °C were measured by the K-type embedded thermocouple for cutting speeds of 40 m/min, 70 m/min, 130 m/min, and 160 m/min, respectively.
- Regarding the depth of cut, maximum tool temperatures of 256.36 °C and 340.03 °C were measured by the K-type embedded thermocouple for a depth of cut of 1 mm and 2 mm, respectively.
- The IR thermographs obtained over some machining times and the embedded thermocouple measurements showed that the cutting tool heated up very quickly in the initial seconds of turning, but over the machining time, this rate tended to decrease.
- The proposed embedded thermocouple method was shown to be a reliable, precise, accurate, and cost-effective approach for real-time temperature measurement, thus providing useful information for cutting parameter optimization, and allowing increased productivity and tool life.
- Additional studies will be performed to develop a reliable approximation of the temperature in the cutting edge by correlating the obtained results in this study with numerical simulations and/or analytical modeling. Additionally, the influence of tool wear, tool coatings, and tool geometry on the tool temperature measured by the approach developed in this study are other research lines that can contribute to the knowledge in this field.
Author Contributions
Funding

Data Availability Statement
Conflicts of Interest
References
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J.; Wan, Y. Tool coating effects on cutting temperature during metal cutting processes: Comprehensive review and future research directions. Mech. Syst. Signal Process. 2020, 150, 107302. [Google Scholar] [CrossRef]
- Guimarães, B.; Fernandes, C.M.; Figueiredo, D.; Carvalho, O.; Silva, F.S.; Miranda, G. Effect of laser surface texturing on the wettability of WC-Co cutting tools. Int. J. Adv. Manuf. Technol. 2020, 111, 1991–1999. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Heat in Metal Cutting. In Metal Cutting, 4th ed.; Butterworth-Heinemann: Oxford, UK, 2000; pp. 97–131. [Google Scholar]
- Bhirud, N.L.; Gawande, R.R. Measurement and prediction of cutting temperatures during dry milling: Review and discussions. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 5135–5158. [Google Scholar] [CrossRef]
- Grzesik, W. Heat in Metal Cutting. In Advanced Machining Processes of Metallic, 2nd ed.; Grzesik, W., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 163–182. [Google Scholar]
- Li, J.; Tao, B.; Huang, S.; Yin, Z. Built-in thin film thermocouples in surface textures of cemented carbide tools for cutting temperature measurement. Sens. Actuators A Phys. 2018, 279, 663–670. [Google Scholar] [CrossRef]
- Lima, H.V.; Campidelli, A.F.; Maia, A.A.; Abrão, A.M. Temperature assessment when milling AISI D2 cold work die steel using tool-chip thermocouple, implanted thermocouple and finite element simulation. Appl. Therm. Eng. 2018, 143, 532–541. [Google Scholar] [CrossRef]
- Guimarães, B.M.P.; Fernandes, C.M.D.S.; de Figueiredo, D.A.; da Silva, F.S.C.P.; Miranda, M.G.M. Cutting temperature measurement and prediction in machining processes: Comprehensive review and future perspectives. Int. J. Adv. Manuf. Technol. 2022, 120, 2849–2878. [Google Scholar] [CrossRef]
- Hao, G.; Liu, Z. The heat partition into cutting tool at tool-chip contact interface during cutting process: A review. Int. J. Adv. Manuf. Technol. 2020, 108, 393–411. [Google Scholar] [CrossRef]
- Kovac, P.; Gostimirovic, M.; Rodic, D.; Savkovic, B. Using the temperature method for the prediction of tool life in sustainable production. Measurement 2018, 133, 320–327. [Google Scholar] [CrossRef]
- Rosas, J.; Lopes, H.; Guimarães, B.; Piloto, P.A.; Miranda, G.; Silva, F.S.; Paiva, O.C. Influence of Micro-Textures on Cutting Insert Heat Dissipation. Appl. Sci. 2022, 12, 6583. [Google Scholar] [CrossRef]
- Brito, R.F.; Carvalho, S.R.; Silva, S.L.E. Experimental investigation of thermal aspects in a cutting tool using comsol and inverse problem. Appl. Therm. Eng. 2015, 86, 60–68. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Singh, R.K. A Technological Review on Temperature Measurement Techniques in Various Machining Processes. In Advances in Metrology and Measurement of Engineering Surfaces: Select Proceedings of ICFMMP; Prakash, C., Krolczyk, G., Singh, S., Pramanik, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 55–67. [Google Scholar]
- Komanduri, R.; Hou, Z. A review of the experimental techniques for the measurement of heat and temperatures generated in some manufacturing processes and tribology. Tribol. Int. 2001, 34, 653–682. [Google Scholar] [CrossRef]
- Kus, A.; Isik, Y.; Çakir, M.C.; Coşkun, S.; Özdemir, K. Thermocouple and Infrared Sensor-Based Measurement of Temperature Distribution in Metal Cutting. Sensors 2015, 15, 1274–1291. [Google Scholar] [CrossRef]
- Kucharski, J. Thermocouple Temperature Sensors. In Microcontroller-Based Temperature Monitoring and Control; Ibrahim, D., Ed.; Newnes: Southampton, UK, 2002; pp. 63–85. [Google Scholar]
- Morris, A.; Langari, R. Temperature Measurement. In Measurement and Instrumentation, 2nd ed.; Morris, A.S., Langari, R., Eds.; Butterworth-Heinemann: Oxford, UK, 2016; pp. 407–461. [Google Scholar]
- Li, T.; Shi, T.; Tang, Z.; Liao, G.; Duan, J.; Han, J.; He, Z. Real-time tool wear monitoring using thin-film thermocouple. J. Mater. Process. Technol. 2020, 288, 116901. [Google Scholar] [CrossRef]
- Li, J.; Tao, B.; Huang, S.; Yin, Z. Cutting tools embedded with thin film thermocouples vertically to the rake face for temperature measurement. Sens. Actuators A Phys. 2019, 296, 392–399. [Google Scholar] [CrossRef]
- Chen, L.; Tai, B.L.; Chaudhari, R.G.; Song, X.; Shih, A.J. Machined surface temperature in hard turning. Int. J. Mach. Tools Manuf. 2017, 121, 10–21. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Shen, Q.; Wang, B.; Wang, Q. Investigation of Cutting Temperature during Turning Inconel 718 with (Ti,Al)N PVD Coated Cemented Carbide Tools. Materials 2018, 11, 1281. [Google Scholar] [CrossRef]
- Xie, J.; Luo, M.; Wu, K.; Yang, L.; Li, D. Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool. Int. J. Mach. Tools Manuf. 2013, 73, 25–36. [Google Scholar] [CrossRef]
- Campidelli, A.F.V.; Lima, H.V.; Abrão, A.M.; Maia, A.A.T. Development of a wireless system for milling temperature monitoring. Int. J. Adv. Manuf. Technol. 2019, 104, 1551–1560. [Google Scholar] [CrossRef]
- Goyal, A.; Dhiman, S.; Kumar, S.; Sharma, R. A study of experimental temperature measuring techniques used in metal cutting. Jordan J. Mech. Ind. Eng. 2014, 8, 82–93. [Google Scholar]
- Saez-De-Buruaga, M.; Soler, D.; Aristimuño, P.; Esnaola, J.; Arrazola, P. Determining tool/chip temperatures from thermography measurements in metal cutting. Appl. Therm. Eng. 2018, 145, 305–314. [Google Scholar] [CrossRef]
- Heigel, J.; Whitenton, E.; Lane, B.; Donmez, M.; Madhavan, V.; Moscoso-Kingsley, W. Infrared measurement of the temperature at the tool–chip interface while machining Ti–6Al–4V. J. Mater. Process. Technol. 2017, 243, 123–130. [Google Scholar] [CrossRef]
- Hao, G.; Liu, Z.; Liang, X.; Zhao, J. Influences of TiAlN coating on cutting temperature during orthogonal machining H13 hardened steel. Coatings 2019, 9, 355. [Google Scholar] [CrossRef]
- Ramirez-Nunez, J.A.; Trejo-Hernandez, M.; Romero-Troncoso, R.J.; Herrera-Ruiz, G.; Osornio-Rios, R.A. Smart-sensor for tool-breakage detection in milling process under dry and wet conditions based on infrared thermography. Int. J. Adv. Manuf. Technol. 2018, 97, 1753–1765. [Google Scholar] [CrossRef]
- Pratas, S.; Silva, E.L.; Neto, M.A.; Fernandes, C.M.; Fernandes, A.J.S.; Figueiredo, D.; Silva, R.F. Boron Doped Diamond for Real-Time Wireless Cutting Temperature Monitoring of Diamond Coated Carbide Tools. Materials 2021, 14, 7334. [Google Scholar] [CrossRef] [PubMed]
- Kesriklioglu, S.; Arthur, C.; Morrow, J.D.; Pfefferkorn, F.E. Characterization of Tool–Chip Interface Temperature Measurement with Thermocouple Fabricated Directly on the Rake Face. J. Manuf. Sci. Eng. 2019, 141, 091008. [Google Scholar] [CrossRef]
- Han, J.; Cao, K.; Xiao, L.; Tan, X.; Li, T.; Xu, L.; Tang, Z.; Liao, G.; Shi, T. In situ measurement of cutting edge temperature in turning using a near-infrared fiber-optic two-color pyrometer. Meas. J. Int. Meas. Confed. 2020, 156, 107595. [Google Scholar] [CrossRef]
- Saelzer, J.; Berger, S.; Iovkov, I.; Zabel, A.; Biermann, D. In-situ measurement of rake face temperatures in orthogonal cutting. CIRP Ann. 2020, 69, 61–64. [Google Scholar] [CrossRef]
- Afrasiabi, M.; Saelzer, J.; Berger, S.; Iovkov, I.; Klippel, H.; Röthlin, M.; Zabel, A.; Biermann, D.; Wegener, K. A Numerical-Experimental Study on Orthogonal Cutting of AISI 1045 Steel and Ti6Al4V Alloy: SPH and FEM Modeling with Newly Identified Friction Coefficients. Metals 2021, 11, 1683. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of machinability in turning of difficult-to-cut materials using a new cryogenic cooling approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Z.; Xu, C.; Du, J.; Su, G.; Zhang, P.; Meng, X. Modeling and prediction of cutting temperature in the machining of H13 hard steel of multi-layer coated cutting tools. Int. J. Adv. Manuf. Technol. 2021, 115, 3731–3739. [Google Scholar] [CrossRef]
- Guimarães, B.; Guedes, A.; Fernandes, C.; Figueiredo, D.; Bartolomeu, F.; Miranda, G.; Silva, F. WC-Co/316L stainless steel joining by laser powder bed fusion for multi-material cutting tools manufacturing. Int. J. Refract. Met. Hard Mater. 2023, 112, 106140. [Google Scholar] [CrossRef]
- Guimarães, B.; Silva, J.; Fernandes, C.; Figueiredo, D.; Carvalho, O.; Miranda, G.; Silva, F. Understanding drop spreading behaviour on WC-10wt%Co cutting tools—An experimental and numerical study. Colloids Surf. A Physicochem. Eng. Asp. 2022, 637, 128268. [Google Scholar] [CrossRef]
- Liu, H.; Mao, X.; Cui, J.; Jiang, S.; Zhang, W. Investigation of high temperature electrical insulation property of MgO ceramic films and the influence of annealing process. Ceram. Int. 2019, 45, 24343–24347. [Google Scholar] [CrossRef]
- Hornak, J.; Trnka, P.; Kadlec, P.; Michal, O.; Mentlík, V.; Šutta, P.; Csányi, G.M.; Tamus, Z. Magnesium Oxide Nanoparticles: Dielectric Properties, Surface Functionalization and Improvement of Epoxy-Based Composites Insulating Properties. Nanomaterials 2018, 8, 381. [Google Scholar] [CrossRef]
- Hou, J.; Zhou, W.; Duan, H.; Yang, G.; Xu, H.; Zhao, N. Influence of cutting speed on cutting force, flank temperature, and tool wear in end milling of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2013, 70, 1835–1845. [Google Scholar] [CrossRef]
- Ivester, R.W. Tool temperatures in orthogonal cutting of alloyed titanium. Trans. N. Am. Manuf. Res. Inst. SME 2011, 39, 253–259. [Google Scholar]
- Kieruj, P.; Przestacki, D.; Chwalczuk, T. Determination of emissivity coefficient of heat-resistant super alloys and cemented carbide. Arch. Mech. Technol. Mater. 2016, 36, 30–34. [Google Scholar] [CrossRef]
- van Dam, J.P.B.; Abrahami, S.; Yilmaz, A.; Gonzalez-Garcia, Y.; Terryn, H.; Mol, J. Effect of surface roughness and chemistry on the adhesion and durability of a steel-epoxy adhesive interface. Int. J. Adhes. Adhes. 2019, 96, 102450. [Google Scholar] [CrossRef]
- Katainen, J.; Paajanen, M.; Ahtola, E.; Pore, V.; Lahtinen, J. Adhesion as an interplay between particle size and surface roughness. J. Colloid Interface Sci. 2006, 304, 524–529. [Google Scholar] [CrossRef]
- Labfacility. Thermocouple Theory and Practice. In Thermoelectrics Handbook; Labfacility: Sussex, UK, 2006; pp. 10–40. [Google Scholar]
- Duff, M.; Towey, J. Two Ways to Measure Temperature Using Thermocouples Feature Simplicity, Accuracy, and Flexibility. Analog. Dialogue 2010, 44, 1–6. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Laser power (W) | 30 |
| Scan speed (mm/s) | 2000 |
| Number of passages | 150 |
| Pulse repetition rate (kHz) | 20 |
| Wobble diameter (mm) | 0.5 |
| Wobble distance (mm) | 0.02 |
| Experiment | Cutting Speed (m/min) | Feed (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| 1 | 40 | 0.246 | 1 |
| 2 | 70 | 1 | |
| 3A | 130 | 1 | |
| 3B | 130 | 2 | |
| 4 | 160 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guimarães, B.; Rosas, J.; Fernandes, C.M.; Figueiredo, D.; Lopes, H.; Paiva, O.C.; Silva, F.S.; Miranda, G. Real-Time Cutting Temperature Measurement in Turning of AISI 1045 Steel through an Embedded Thermocouple—A Comparative Study with Infrared Thermography. J. Manuf. Mater. Process. 2023, 7, 50. https://doi.org/10.3390/jmmp7010050
Guimarães B, Rosas J, Fernandes CM, Figueiredo D, Lopes H, Paiva OC, Silva FS, Miranda G. Real-Time Cutting Temperature Measurement in Turning of AISI 1045 Steel through an Embedded Thermocouple—A Comparative Study with Infrared Thermography. Journal of Manufacturing and Materials Processing. 2023; 7(1):50. https://doi.org/10.3390/jmmp7010050
Chicago/Turabian StyleGuimarães, Bruno, José Rosas, Cristina M. Fernandes, Daniel Figueiredo, Hernâni Lopes, Olga C. Paiva, Filipe S. Silva, and Georgina Miranda. 2023. "Real-Time Cutting Temperature Measurement in Turning of AISI 1045 Steel through an Embedded Thermocouple—A Comparative Study with Infrared Thermography" Journal of Manufacturing and Materials Processing 7, no. 1: 50. https://doi.org/10.3390/jmmp7010050
APA StyleGuimarães, B., Rosas, J., Fernandes, C. M., Figueiredo, D., Lopes, H., Paiva, O. C., Silva, F. S., & Miranda, G. (2023). Real-Time Cutting Temperature Measurement in Turning of AISI 1045 Steel through an Embedded Thermocouple—A Comparative Study with Infrared Thermography. Journal of Manufacturing and Materials Processing, 7(1), 50. https://doi.org/10.3390/jmmp7010050