

Process-Integrated Lubrication in Sheet Metal Forming


 , , , ,
, , , ,
Abstract
1. Introduction
2. Materials and Methods
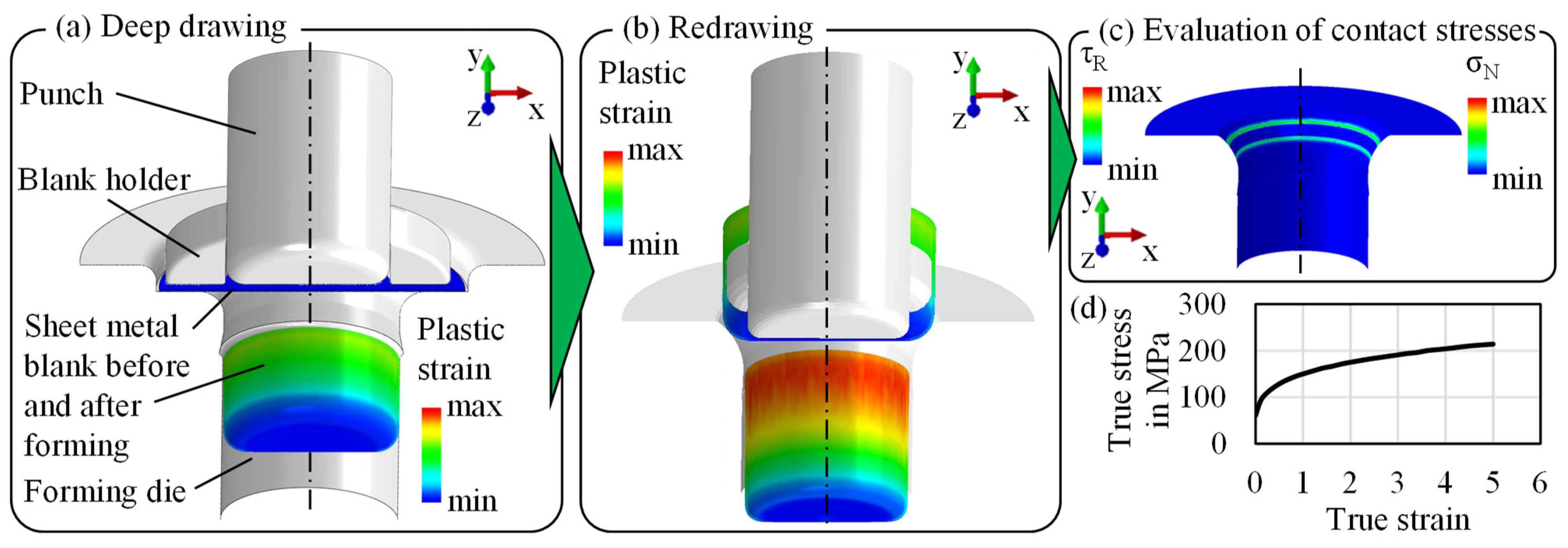
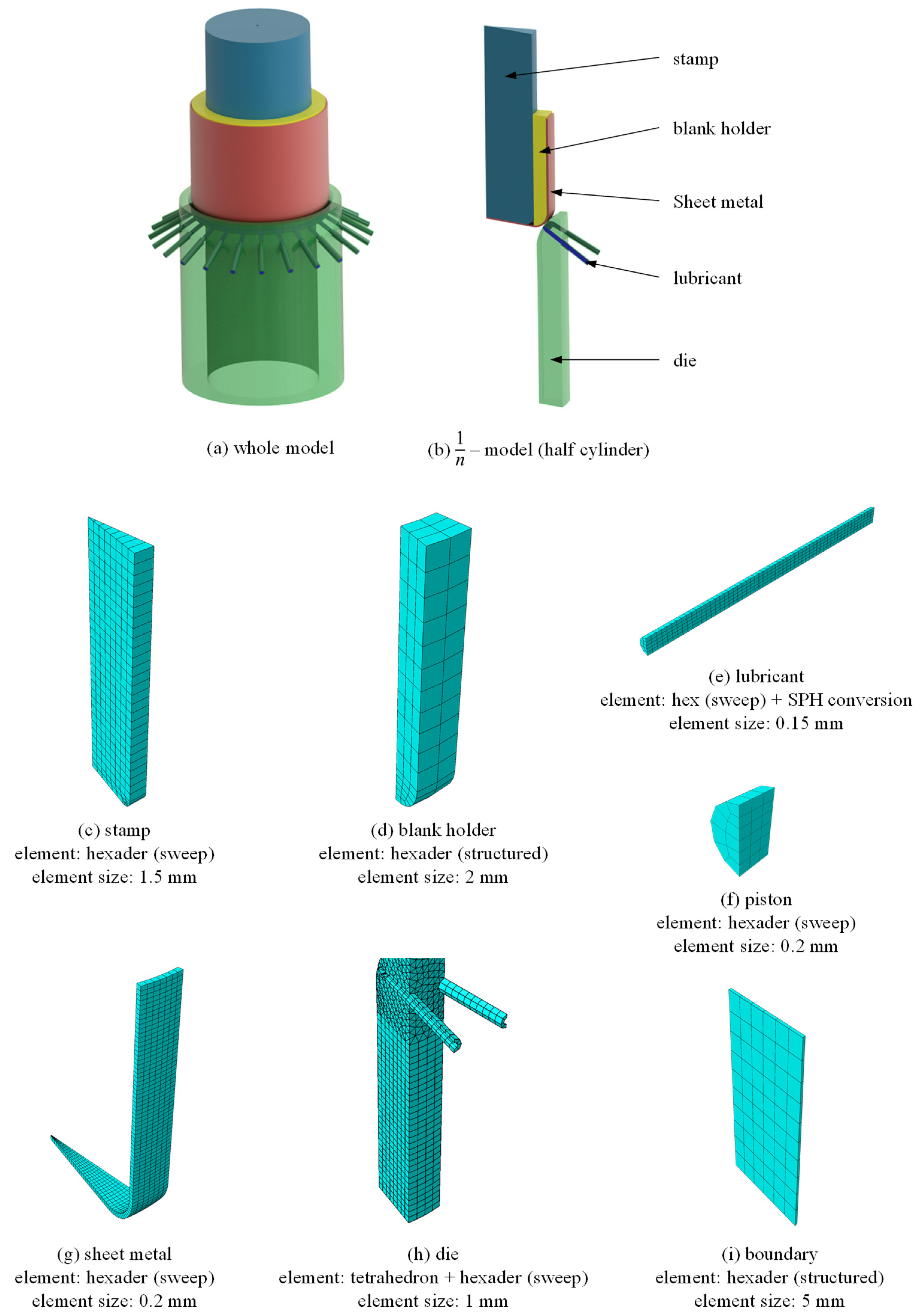
2.1. Mechanical Simulation
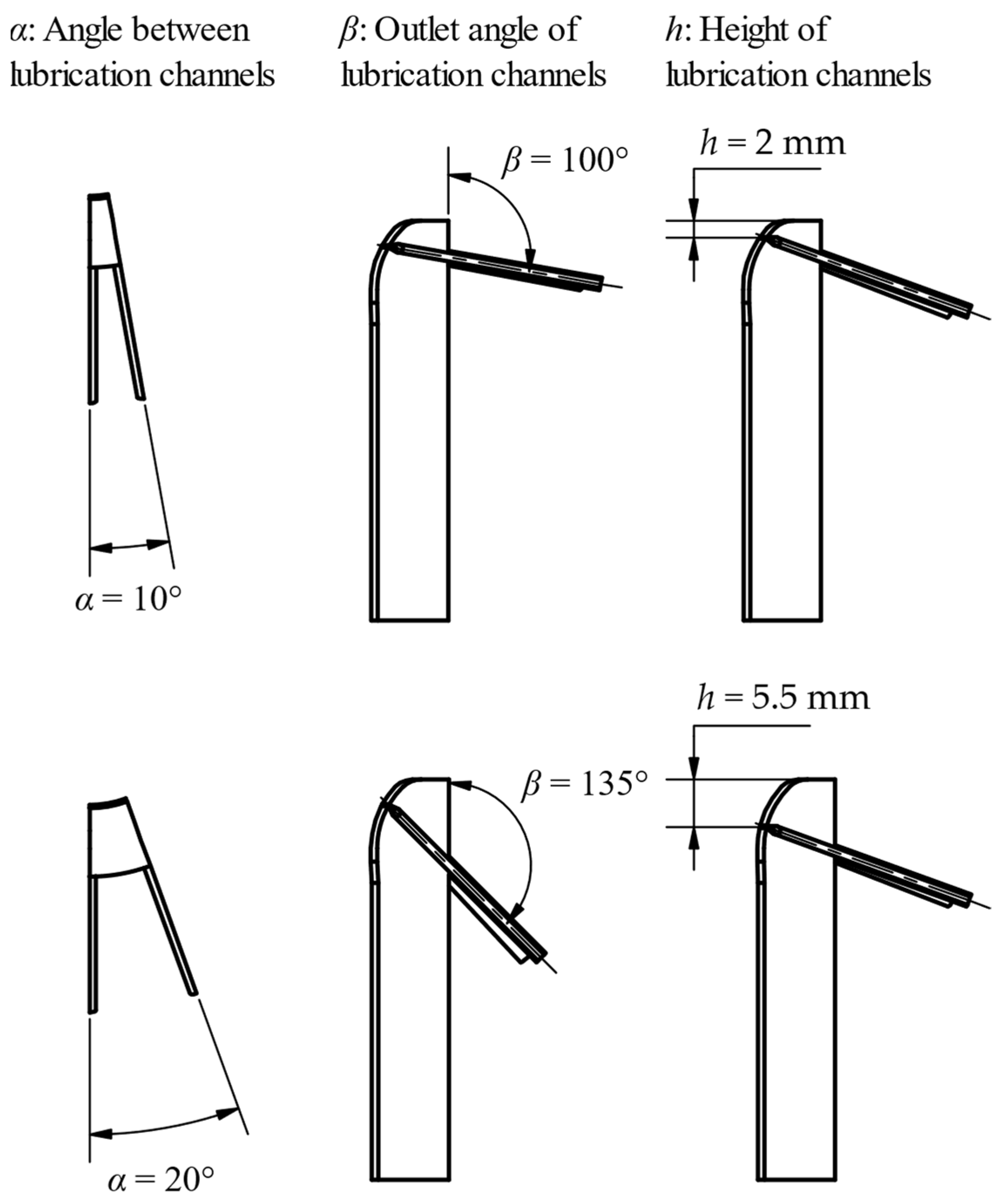
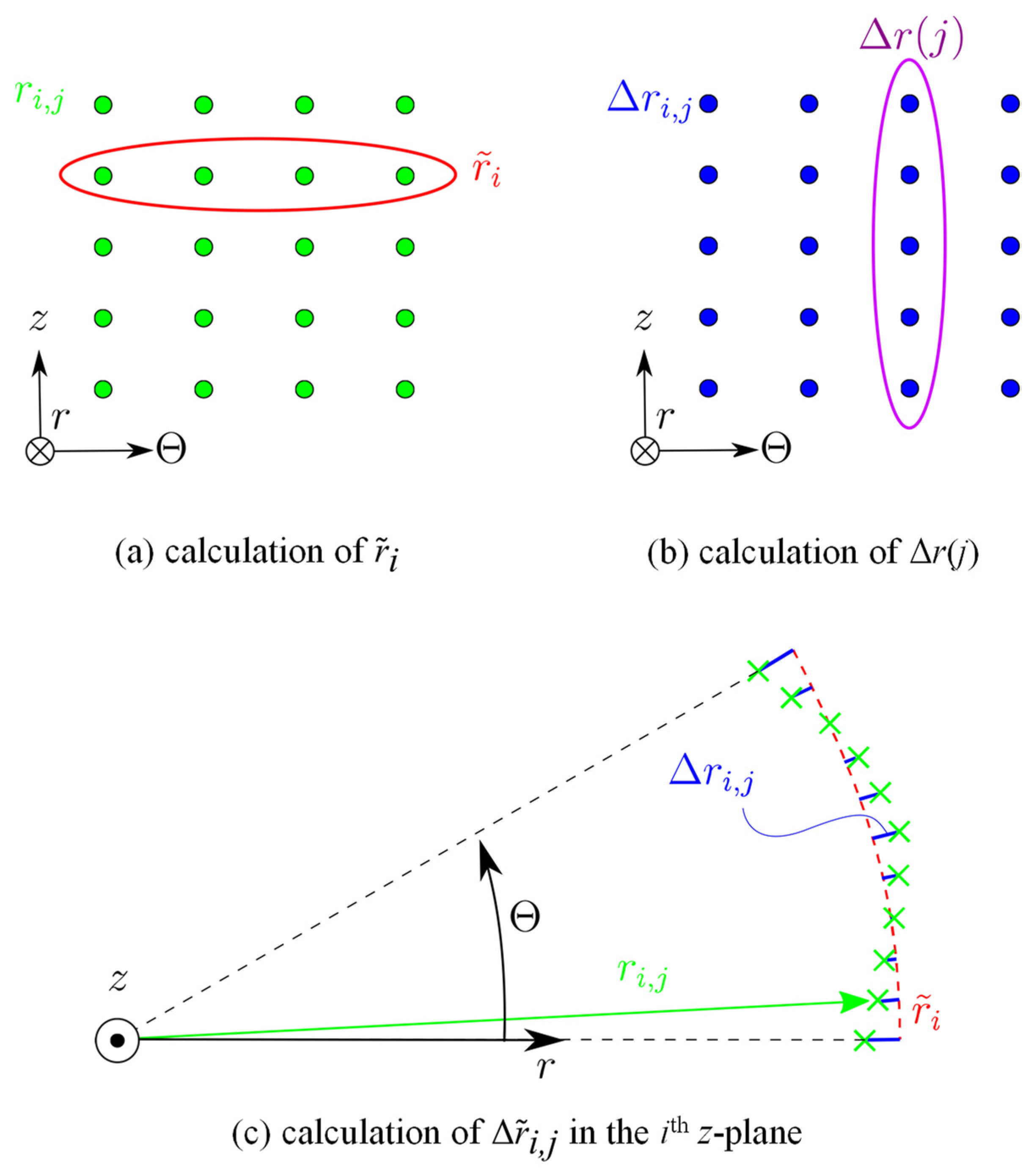
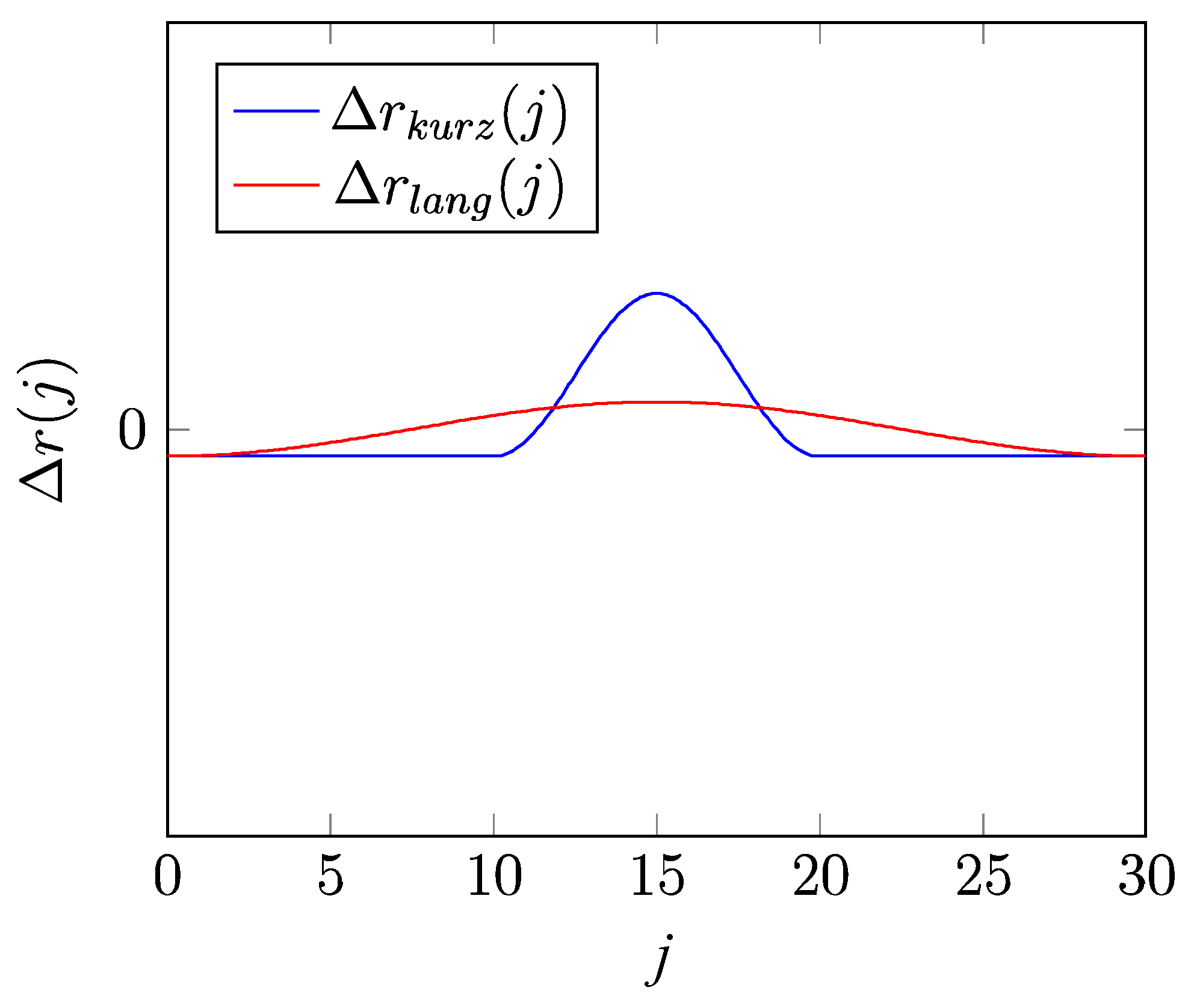
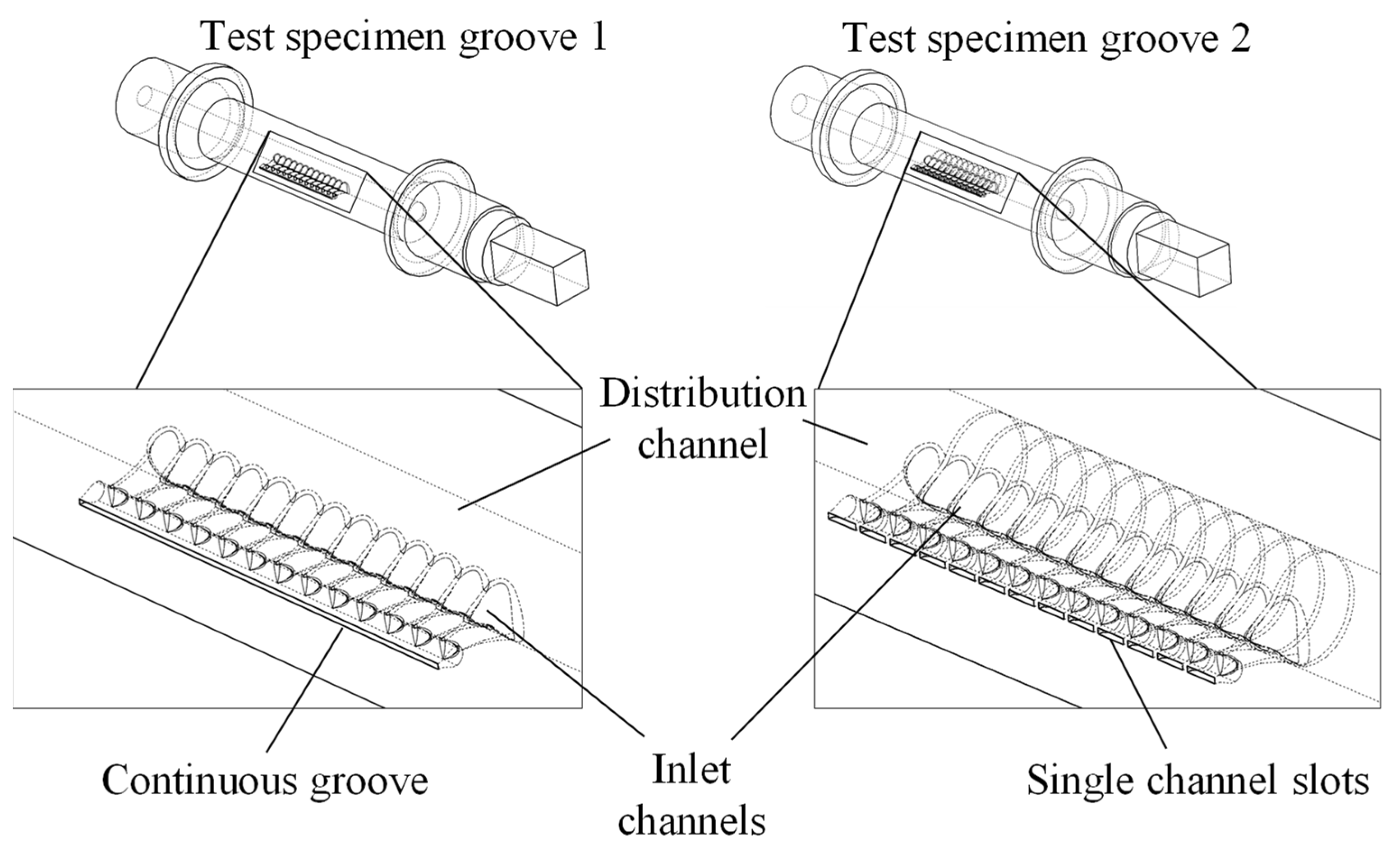
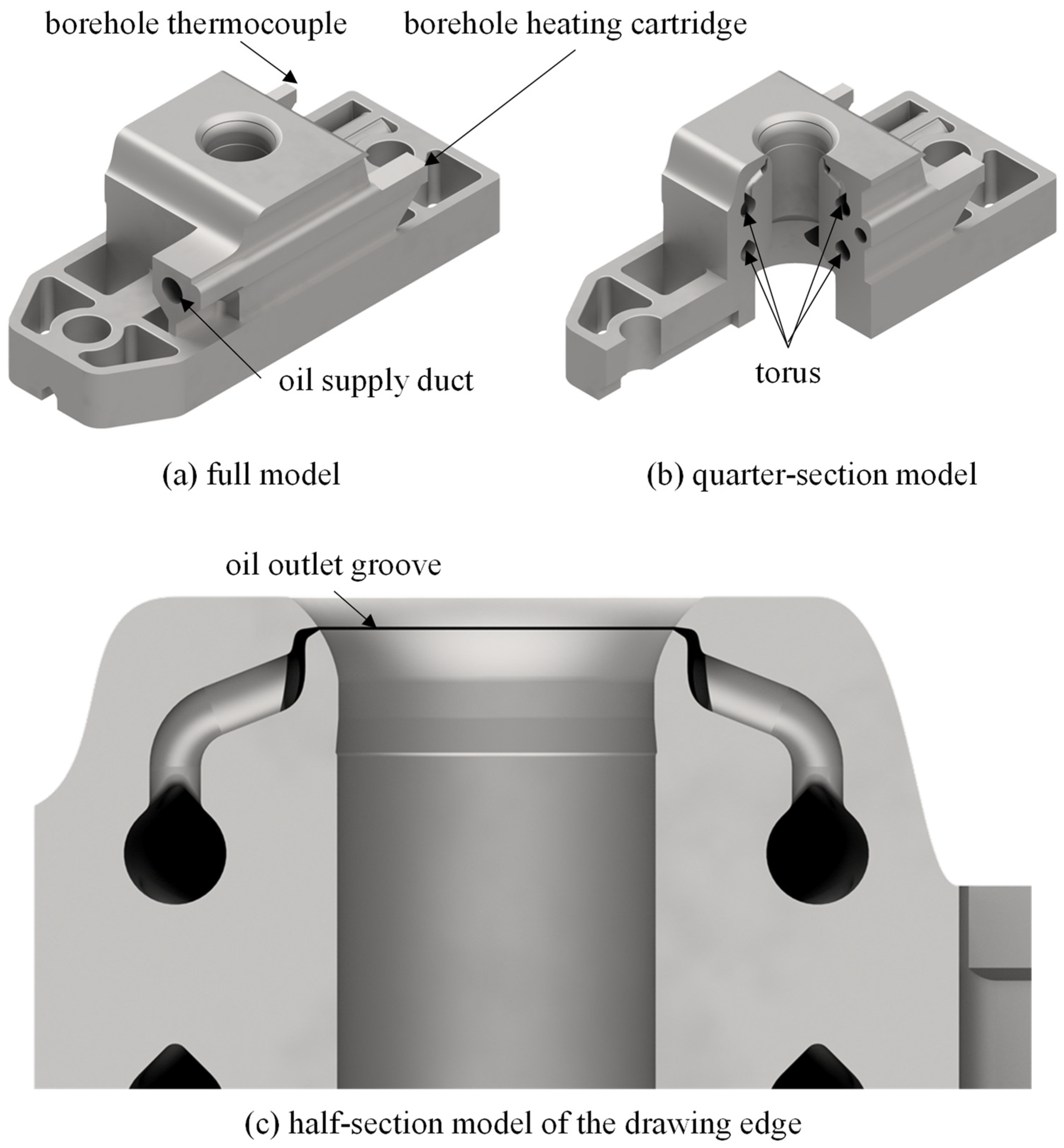
2.2. Design of the Lubrication Channels
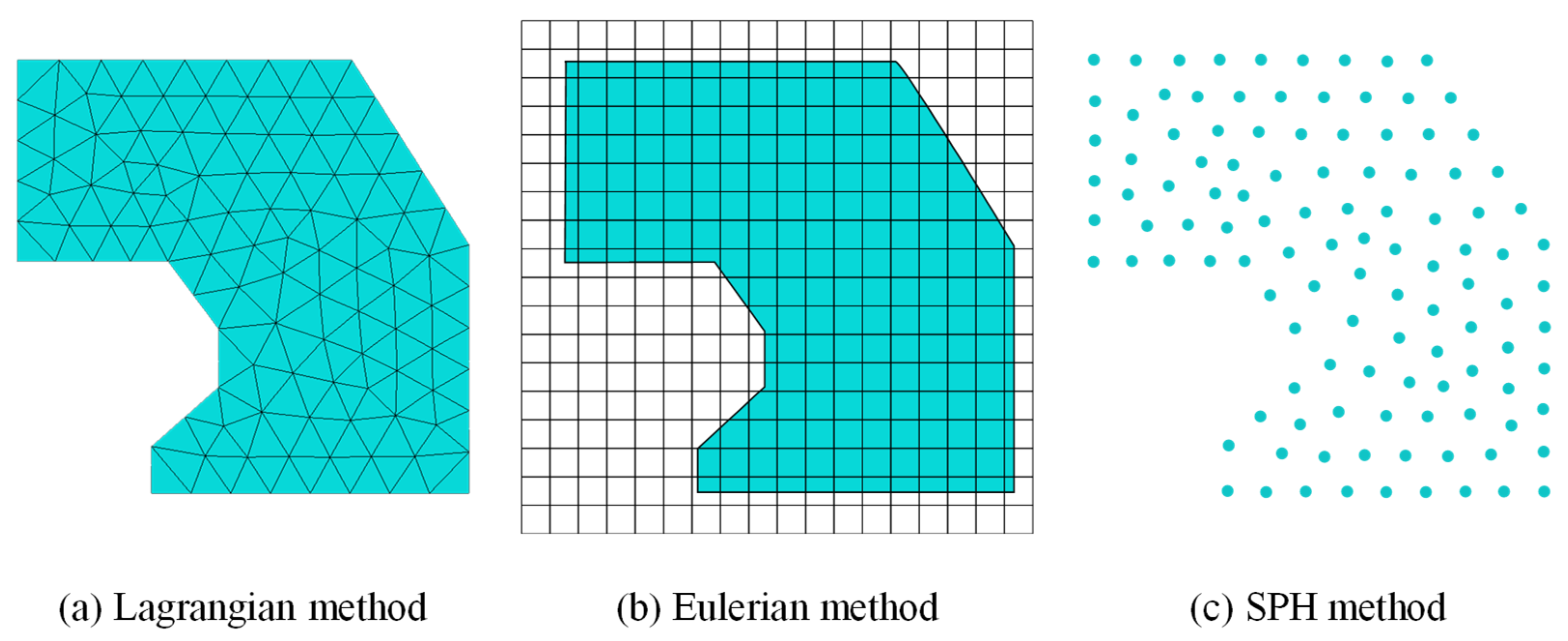
2.2.1. Approaches to Flow Simulation
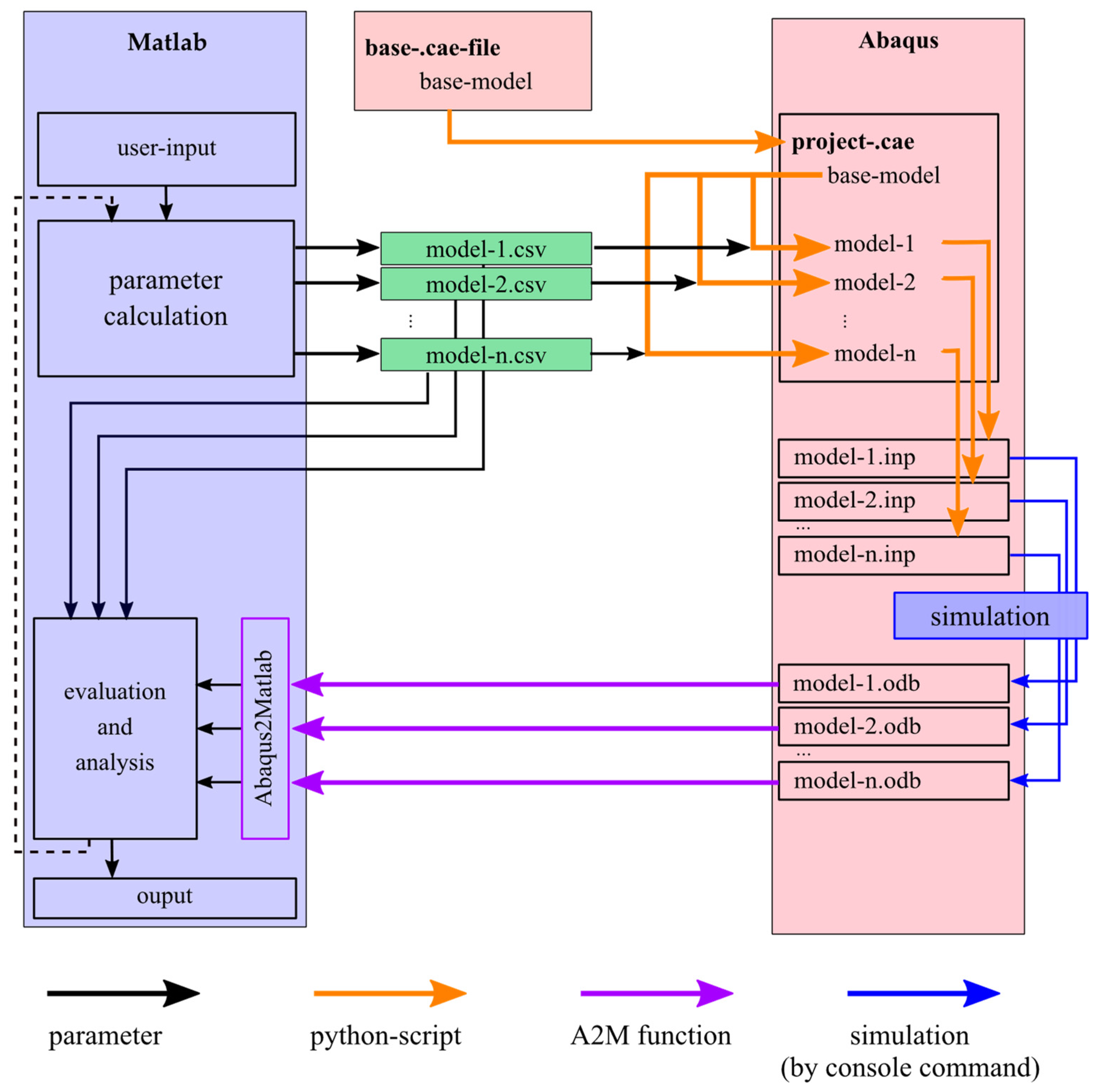
2.2.2. Structure of the Development Environment
2.3. Experimental Investigation
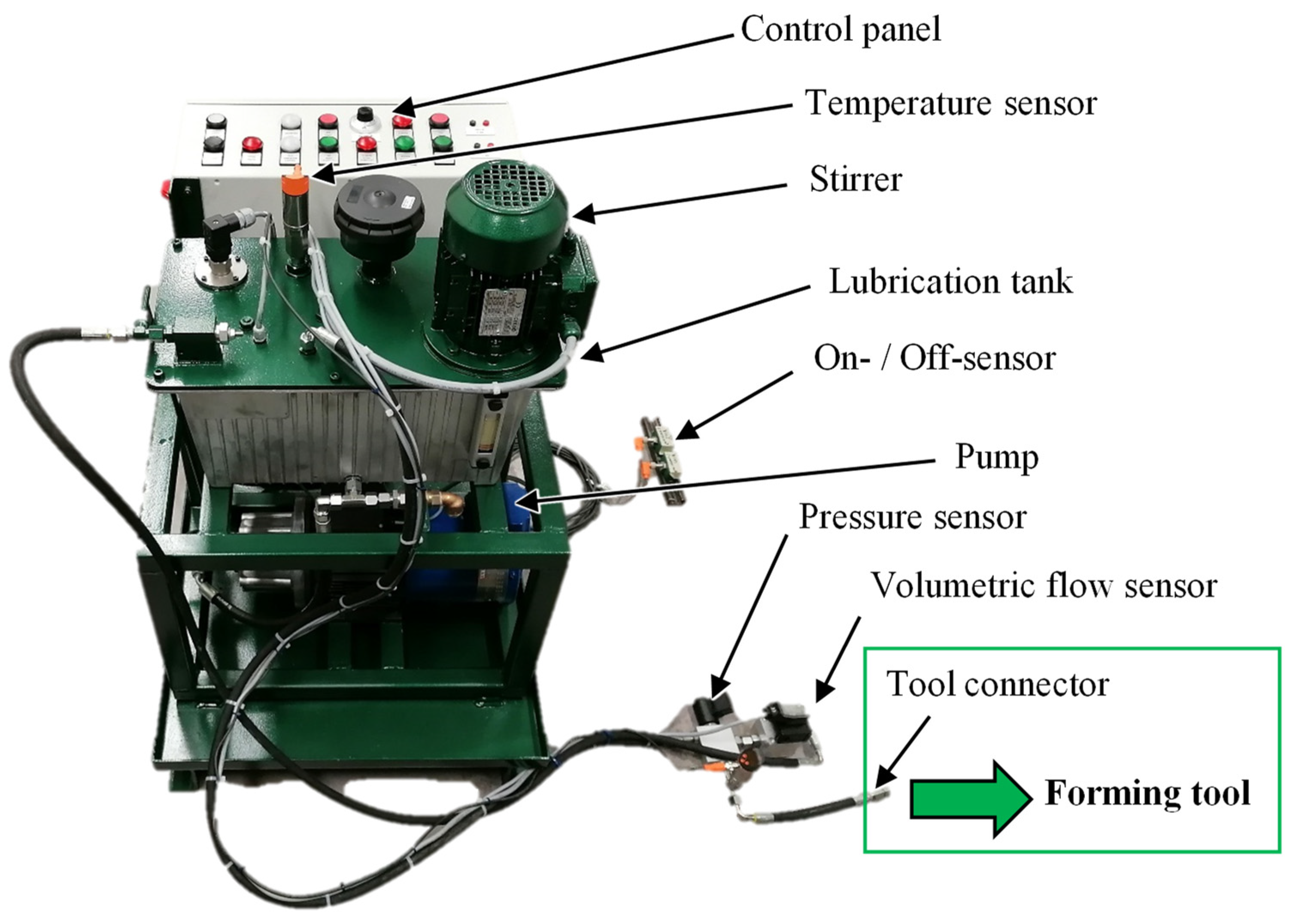
2.3.1. Hydraulic Metering Device
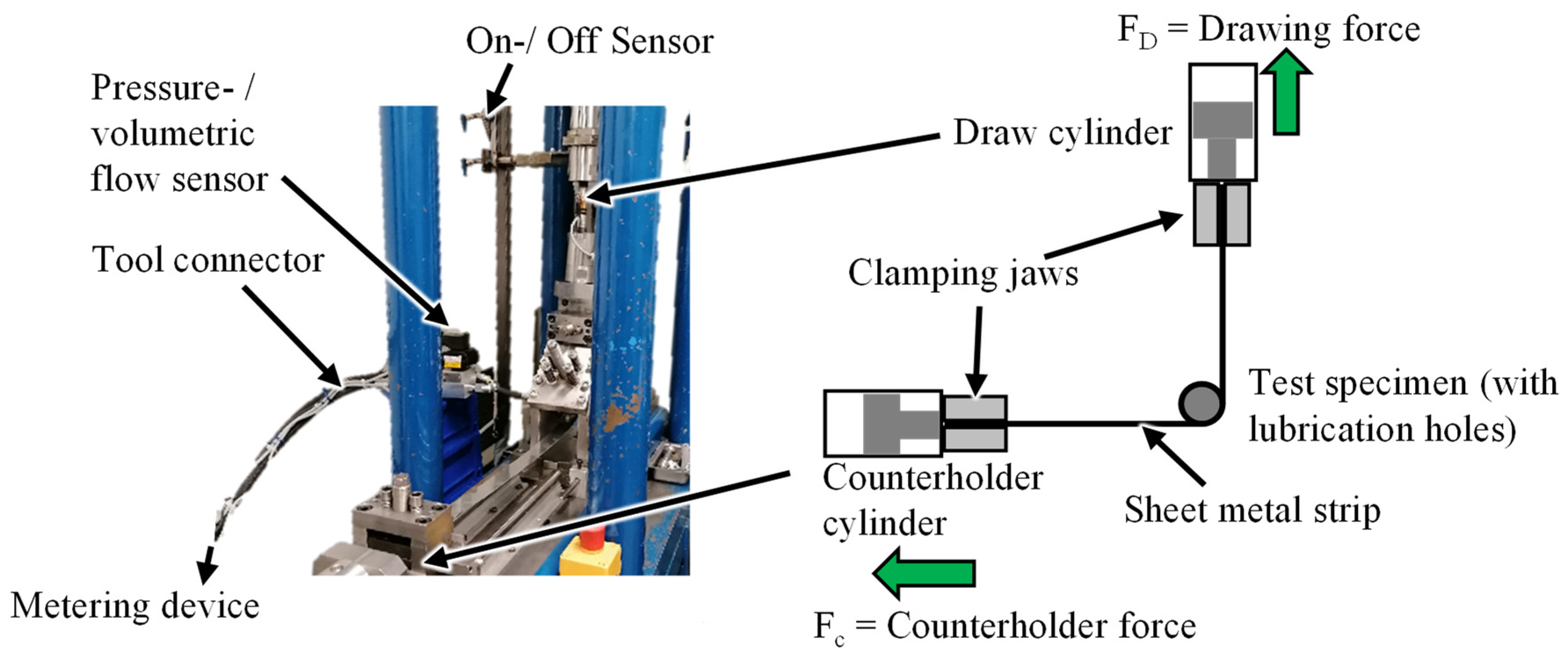
2.3.2. Strip Drawing Tests
3. Results
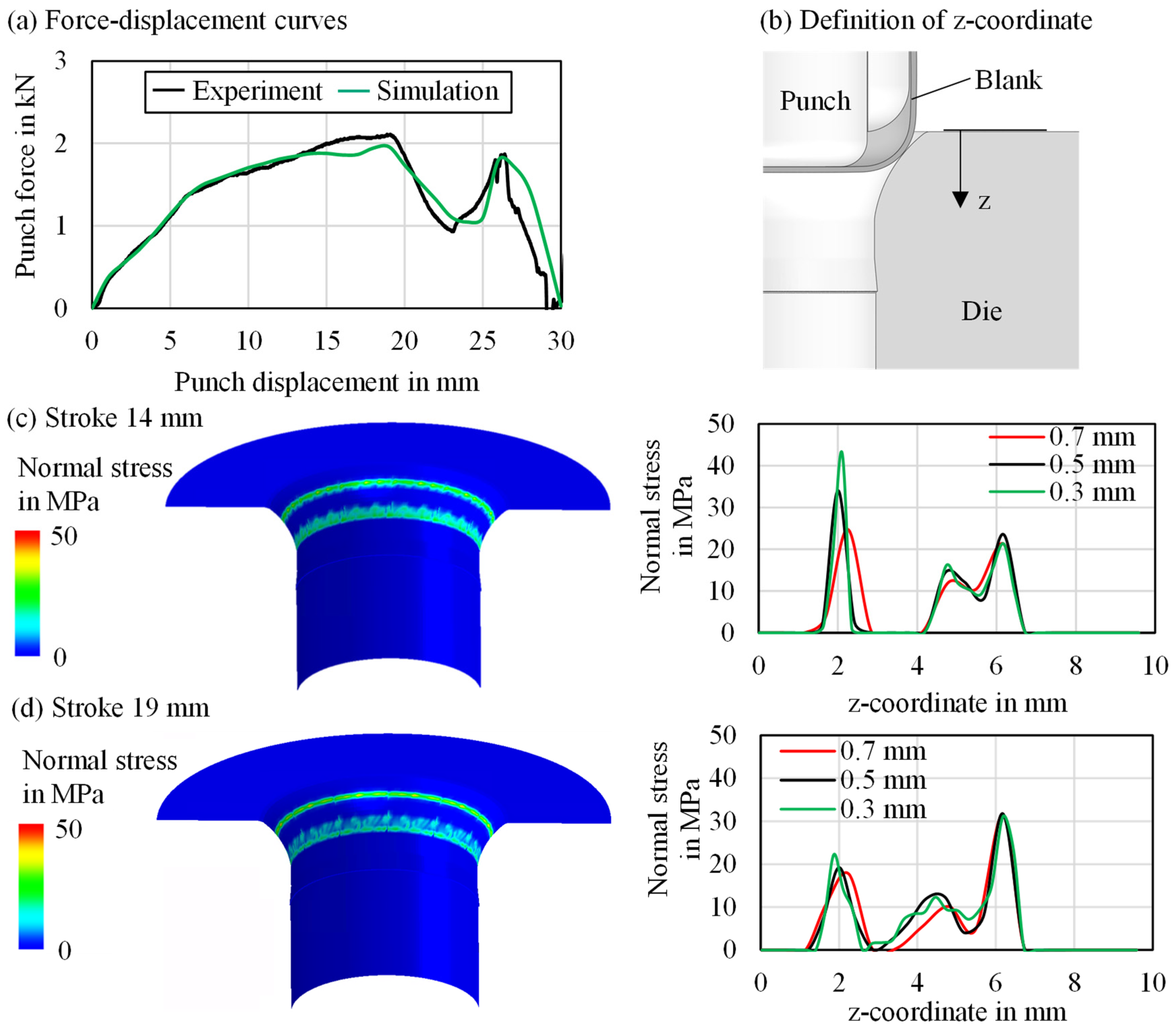
3.1. Mechanical Simulation
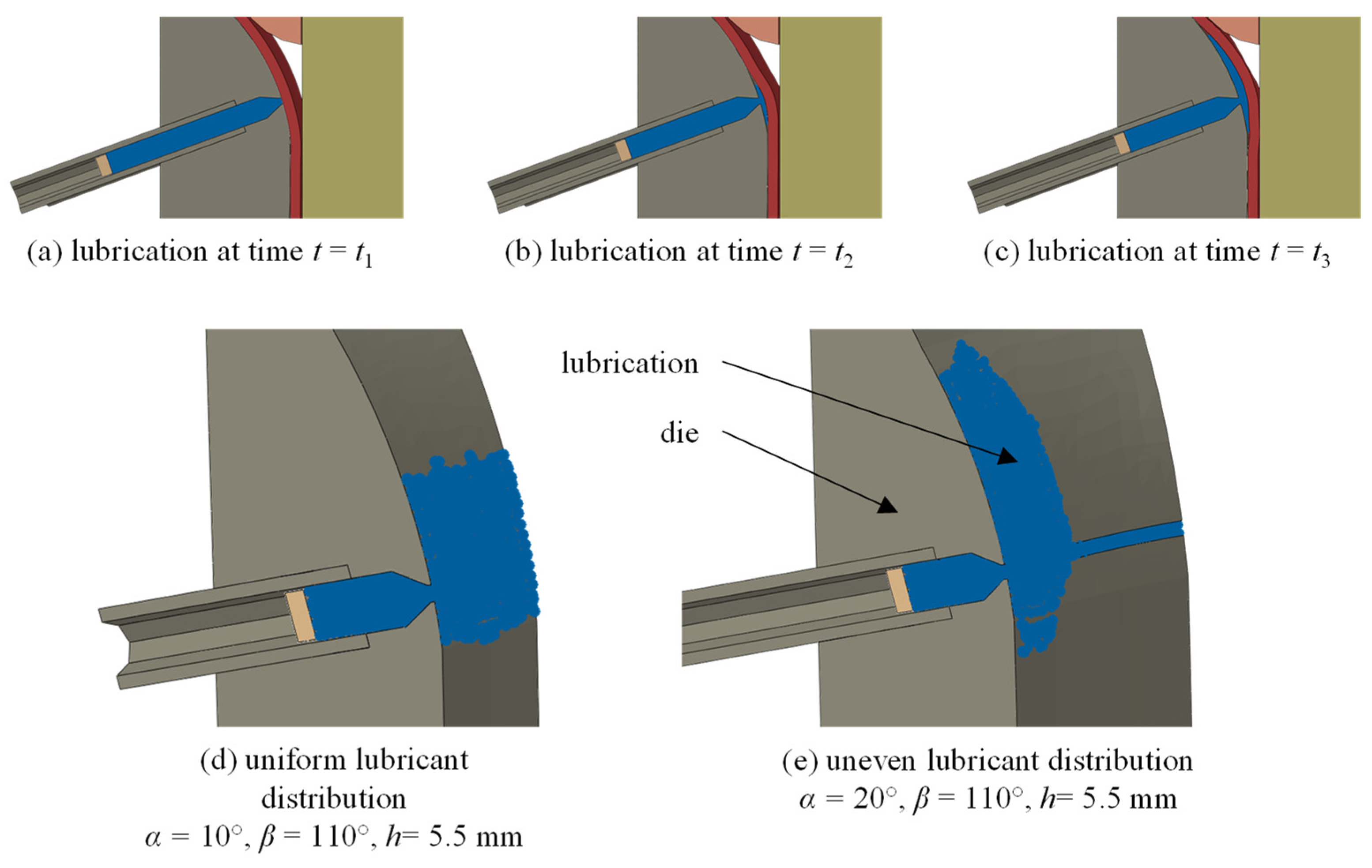
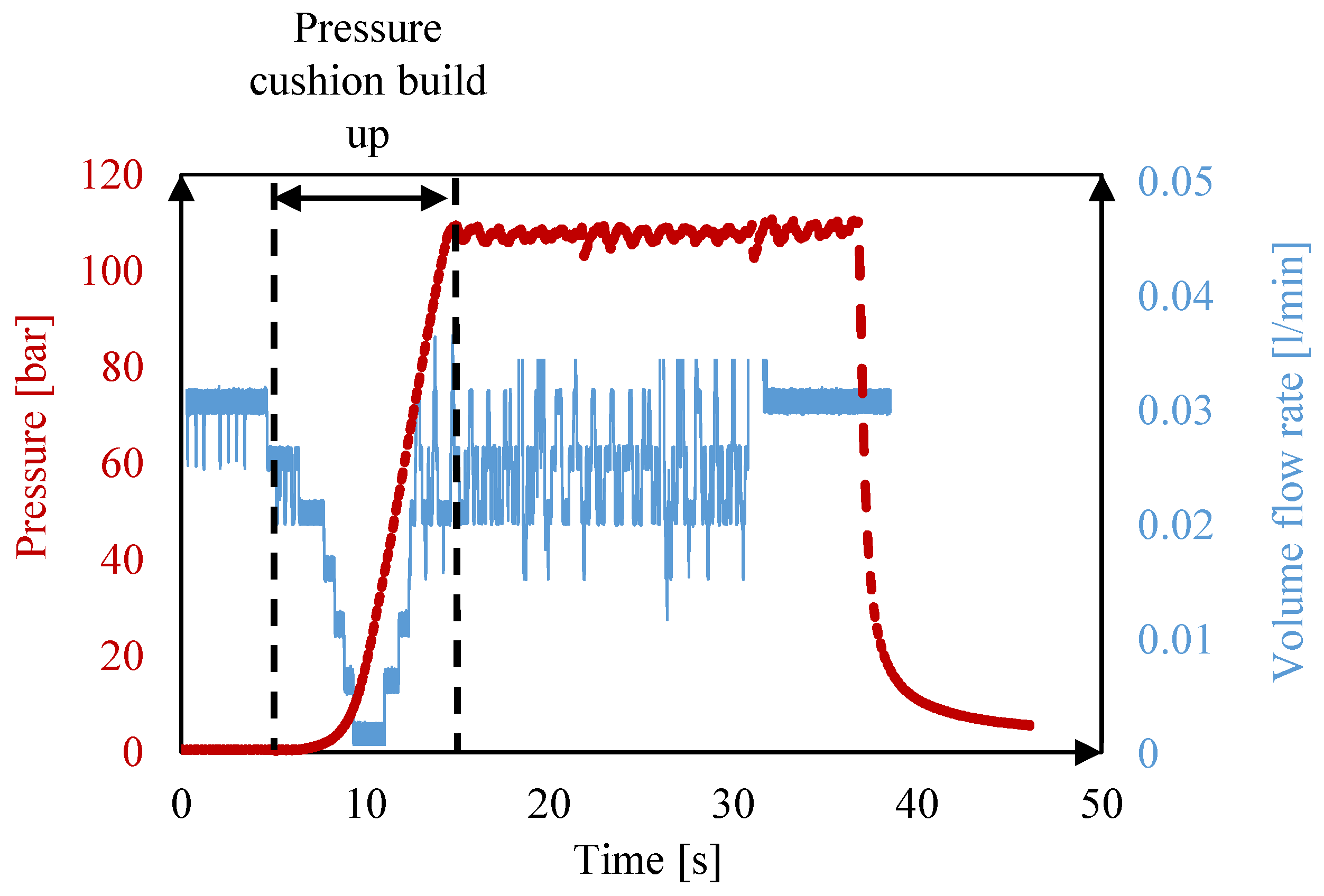
3.2. Build-Up and Propagation of the Fluid Pad
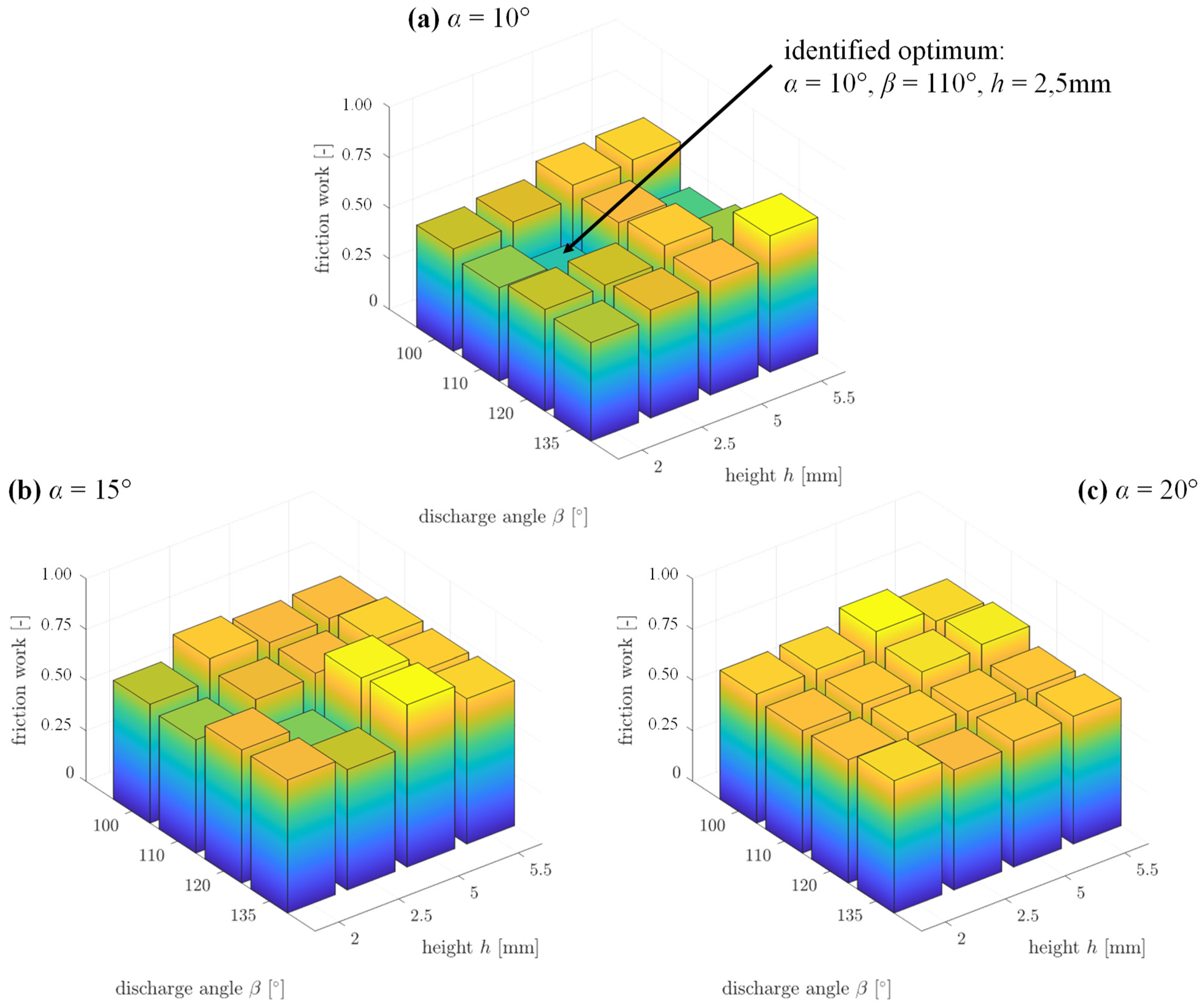
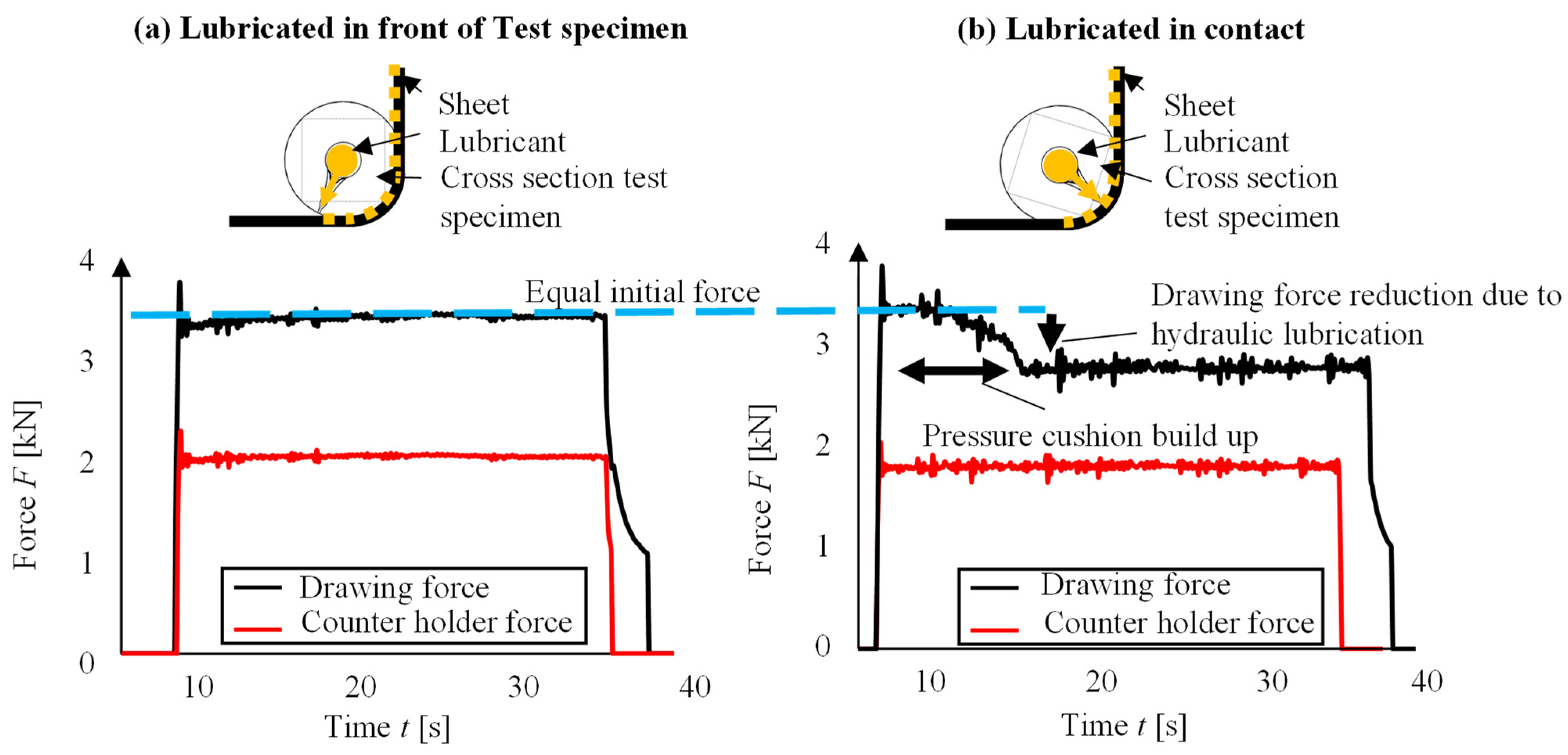
3.3. Evaluation of the Friction Work
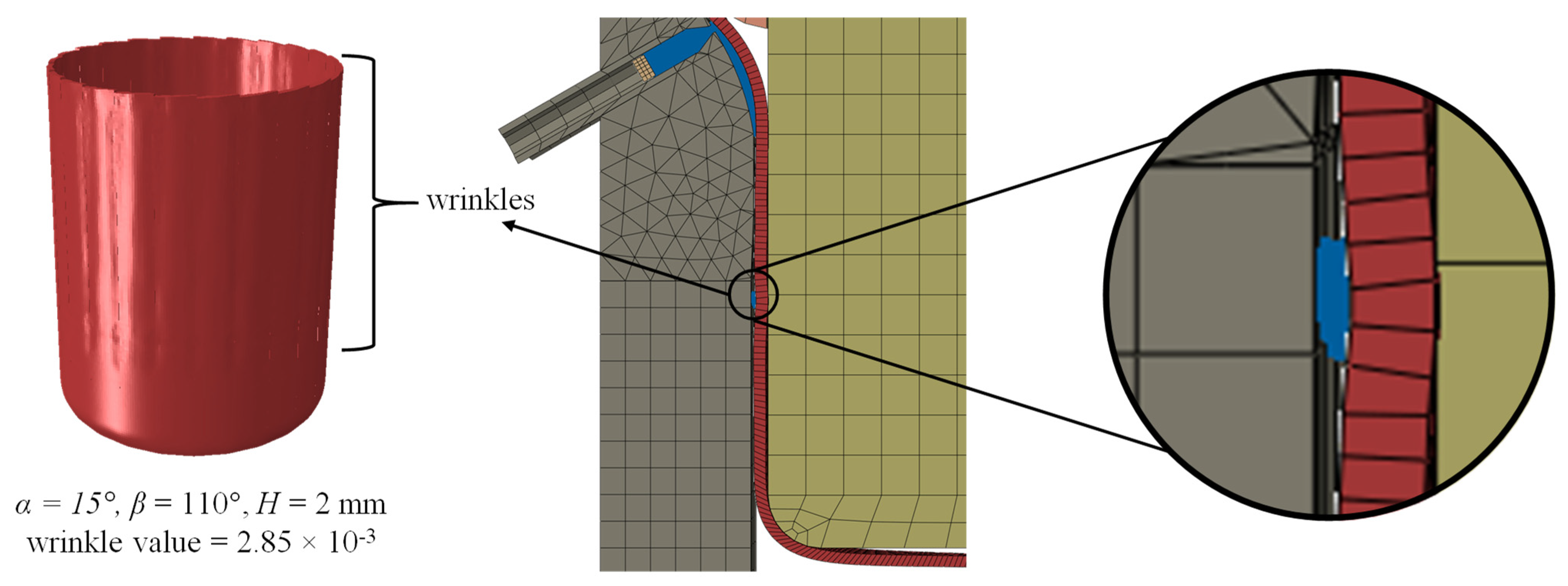
3.4. Evaluation of the Wrinkling
3.5. Validation of the Lubrication Concept
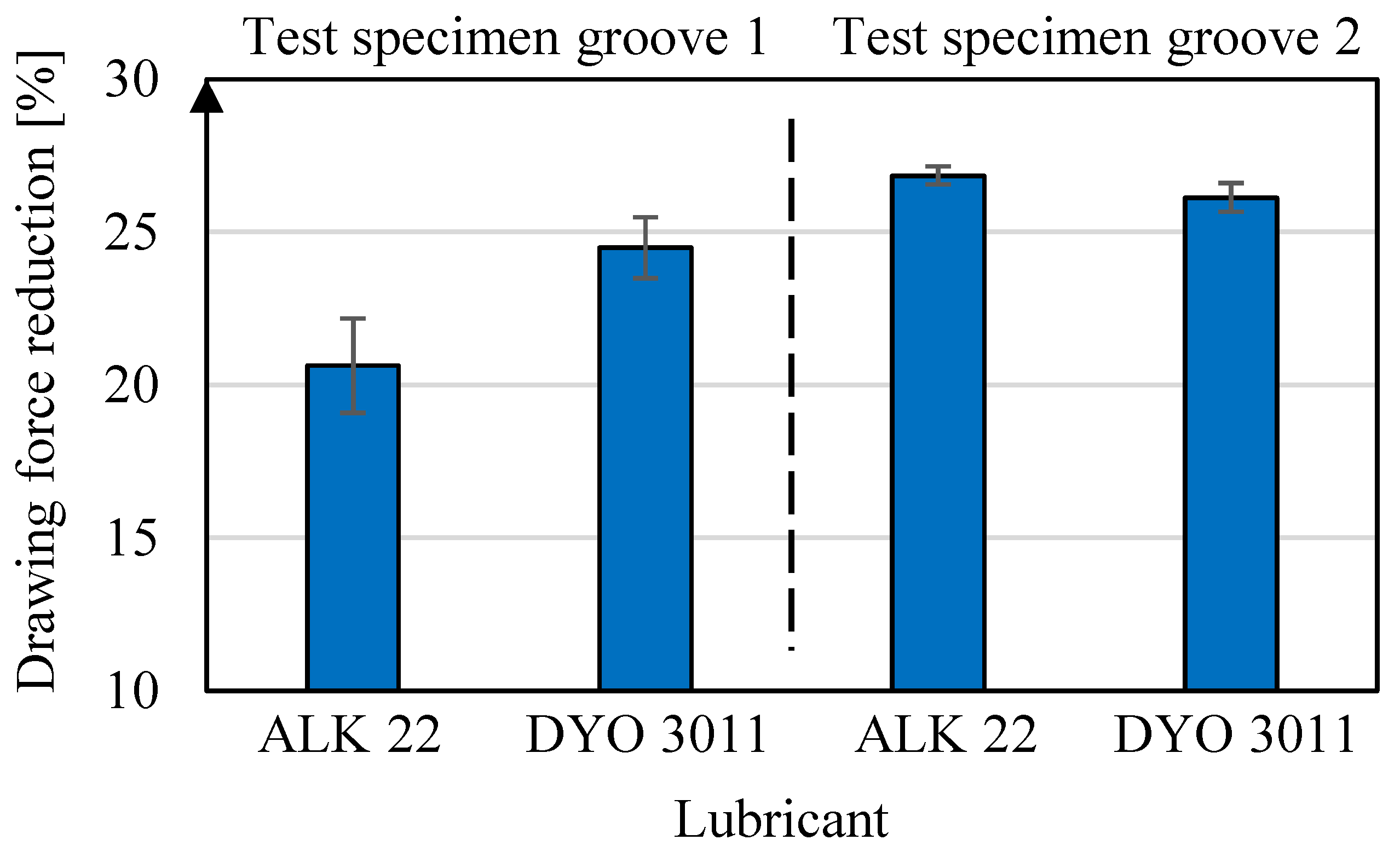
3.6. Forming Experiments
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Birkert, A.; Haage, S.; Straub, M. Umformtechnische Herstellung Komplexer Karosserieteile; Springer: Berlin/Heidelberg, Germnay, 2013; ISBN 978-3-642-34669-9. [Google Scholar]
- Behrens, B.-A.; Hübner, S.; Müller, P.; Besserer, H.-B.; Gerstein, G.; Koch, S.; Rosenbusch, D. New Multistage Sheet-Bulk Metal Forming Process Using Oscillating Tools. Metals 2020, 10, 617. [Google Scholar] [CrossRef]
- Merklein, M.; Schmidt, M.; Tremmel, S.; Wartzack, S.; Andreas, K.; Häfner, T.; Zhao, R.; Steiner, J. Investigation of Tribological Systems for Dry Deep Drawing by Tailored Surfaces. Dry Met. Form. 2015, 1, 42–56. [Google Scholar]
- Behrens, B.-A.; Tillmann, W.; Biermann, D.; Hübner, S.; Stangier, D.; Freiburg, D.; Meijer, A.; Koch, S.; Rosenbusch, D.; Müller, P. Influence of Tailored Surfaces and Superimposed-Oscillation on Sheet-Bulk Metal Forming Operations. JMMP 2020, 4, 41. [Google Scholar] [CrossRef]
- Ravi Kumar, D.; Manohar, M. Determination of Process Parameters in Multi-Stage Hydro-Mechanical Deep Drawing by FE Simulation. J. Phys. Conf. Ser. 2017, 896, 12061. [Google Scholar] [CrossRef]
- Kunze, T.; Mousavi, A.; Stucky, T.; Böttcher, F.; Roch, T.; Brosius, A.; Lasagni, A. Tribological Optimization of Dry Forming Tools. Dry Met. Form. 2016, 2, 78–82. [Google Scholar]
- Üstünyagiz, E.; Altan, T. Design of Progressive Die Sequence by Considering the Effect of Friction, Temperature and Contact Pressure. KEM 2018, 767, 232–239. [Google Scholar] [CrossRef]
- Altan, T. (Ed.) Sheet Metal Forming; ASM International: Materials Park, OH, USA, 2012; ISBN 978-1-61503-842-8. [Google Scholar]
- Hoffmann, H.; Hoogen, M.; Panknin, W. Umformwerkzeug. Patent 19944722, 17 September 1999. [Google Scholar]
- Sekita, T.; Kaneto, S.; Hasuno, S.; Sato, A.; Ogawa, T.; Ogura, K. Materials and Technologies for Automotive Use. Jfe Tech. Rep. 2004, 2, 1–16. [Google Scholar]
- Klöpsch, C. Generierung Lokaler, Hydrostatischer Druckschmierungszustände beim Tiefziehen. Ph.D. Thesis, Tehnische Universität Darmstadt, Darmstadt, Germany, 2009. [Google Scholar]
- Ehlers, T.; Lachmayer, R.; Vajna, S.; Halle, T. Producibility. In Integrated Design Engineering; Vajna, S., Ed.; Springer International Publishing: Cham, Switzerland, 2020; pp. 287–323. ISBN 978-3-030-19356-0. [Google Scholar]
- Armillotta, A.; Baraggi, R.; Fasoli, S. SLM tooling for die casting with conformal cooling channels. Int. J. Adv. Manuf. Technol. 2014, 71, 573–583. [Google Scholar] [CrossRef]
- Shinde, M.S.; Ashtankar, K.M. Additive manufacturing–assisted conformal cooling channels in mold manufacturing processes. Adv. Mech. Eng. 2017, 9, 168781401769976. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, S.; Li, J.; Zhu, Y.; Peng, T.; Yang, H. Additive manufacturing of products with functional fluid channels: A review. Addit. Manuf. 2020, 36, 101490. [Google Scholar] [CrossRef]
- Lachmayer, R.; Lippert, R.B. Entwicklungsmethodik für die Additive Fertigung; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 978-3-662-59788-0. [Google Scholar]
- Kumke, M.; Watschke, H.; Vietor, T. A new methodological framework for design for additive manufacturing. Virtual Phys. Prototyp. 2016, 11, 3–19. [Google Scholar] [CrossRef]
- Abt, M.; Roch, A.; Qayyum, J.A.; Pestotnik, S.; Stepien, L.; Abu-Ageel, A.; Wright, B.; Ulusoy, A.C.; Albrecht, J.; Harle, L.; et al. Aerosol-Printed Highly Conductive Ag Transmission Lines for Flexible Electronic Devices. IEEE Trans. Compon. Packag. Manufact. Technol. 2018, 8, 1838–1844. [Google Scholar] [CrossRef]
- Urbanek, S.; Ponick, B.; Taube, A.; Hoyer, K.-P.; Schaper, M.; Lammers, S.; Lieneke, T.; Zimmer, D. Additive Manufacturing of a Soft Magnetic Rotor Active Part and Shaft for a Permanent Magnet Synchronous Machine. In Proceedings of the 2018 IEEE Transportation Electrification Conference and Expo (ITEC), Long Beach, CA, USA, 13–15 June 2018; pp. 668–674. [Google Scholar]
- Dennig, H.-J.; Zumofen, L.; Stierli, D.; Kirchheim, A.; Winterberg, S. Increasing the safety against scuffing of additive manufactured gear wheels by internal cooling channels. Forsch. Ingenieurwes. 2021, 86, 595–604. [Google Scholar] [CrossRef]
- Ehlers, T.; Tatzko, S.; Wallaschek, J.; Lachmayer, R. Design of particle dampers for additive manufacturing. Addit. Manuf. 2021, 38, 101752. [Google Scholar] [CrossRef]
- Ehlers, T.; Lachmayer, R. Design of Particle Dampers for Laser Powder Bed Fusion. Appl. Sci. 2022, 12, 2237. [Google Scholar] [CrossRef]
- Ehlers, T.; Meyer, I.; Oel, M.; Bode, B.; Gembarski, P.C.; Lachmayer, R. Effect-Engineering by Additive Manufacturing. In Innovative Product Development by Additive Manufacturing; Lachmayer, R., Bode, B., Kaierle, S., Eds.; Springer Nature Switzerland AG: Cham, Switzerland, 2022; pp. 1–19. ISBN 978-3-031-05917-9. [Google Scholar]
- Wurst, J.; Schneider, J.A.; Ehlers, T.; Mozgova, I.; Lachmayer, R. Corporate Strategy Based Quantitative Assessment of Sustainability Indicators at the Example of a Laser Powder Bed Fusion Process. In Sustainable Design and Manufacturing; Scholz, S.G., Howlett, R.J., Setchi, R., Eds.; Springer: Singapore, 2022; pp. 34–44. ISBN 978-981-16-6127-3. [Google Scholar]
- Ostermann, F. Anwendungstechnologie Aluminium; 3. Neu Bearbeitete Auflage; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43806-0. [Google Scholar]
- Keller, M.C.; Braun, S.; Wieth, L.; Chaussonnet, G.; Dauch, T.; Koch, R.; Höfler, C.; Bauer, H.-J. Numerical Modeling of Oil-Jet Lubrication for Spur Gears using Smoothed Particle Hydrodynamics. In Proceedings of the 11th International SPHERIC Workshop, Munich, Germany, 14–16 June 2016. [Google Scholar]
- Liu, G.R.; Liu, M.B. Smoothed Particle Hydrodynamics; World Scientific: Singapore, 2003; ISBN 978-981-238-456-0. [Google Scholar]
- Keller, M.C.; Braun, S.; Wieth, L.; Chaussonnet, G.; Dauch, T.F.; Koch, R.; Schwitzke, C.; Bauer, H.-J. Smoothed Particle Hydrodynamics Simulation of Oil-Jet Gear Interaction1. J. Tribol. 2019, 141, 071703. [Google Scholar] [CrossRef]
- Ji, Z.; Stanic, M.; Hartono, E.A.; Chernoray, V. Numerical simulations of oil flow inside a gearbox by Smoothed Particle Hydrodynamics (SPH) method. Tribol. Int. 2018, 127, 47–58. [Google Scholar] [CrossRef]
- EOS GmbH-Electro Optical Systems. Materialdatenblatt: EOS MaragingSteel MS1. Available online: https://www.fabb-it.de/files/datenblaetter/werkzeugstahl.pdf (accessed on 28 August 2022).
- Gomeringer, R.; Heinzler, M.; Kilgus, R.; Menges, V.; Näher, F.; Oesterle, S.; Scholer, C.; Stephan, A.; Wieneke, F. Tabellenbuch Metall: Mit Formelsammlung; 46. Neu Bearb. und Erw. Aufl.; Verl. Europa-Lehrmittel: Haan-Gruiten, Germany, 2014; ISBN 978-3808517260. [Google Scholar]
- Will, D.; Gebhardt, N. Hydraulik: Grundlagen, Komponenten, Schaltungen; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 978-3-540-79534-6. [Google Scholar]
- Grüning, K. Umformtechnik; 4. Durchges. Aufl. Nachdr; Vieweg: Braunschweig, Germany, 1992; ISBN 9783528340414. [Google Scholar]
- Groche, P.; Kloepsch, C.; Moeller, N. Numerical analysis of the potential of deep drawing processes with hydrostatic pressure lubrication. Prod. Eng. Res. Devel. 2012, 6, 157–167. [Google Scholar] [CrossRef]
- Groche, P.; Klöpsch, C.; Möller, N. Hydrostatische Druckschmierung beim Tiefziehen, Untersuchung der Effekte einer Druckschmierung auf den Kraftverlauf beim Tiefziehen. Werkstatttechnik Online 2011, 101, 339–346. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density ρ [t/mm3] | Young’s Modulus E [N/mm2] | Poisson’s Ratio υ |
|---|---|---|---|
| EOS Maraging Steel MS1 | 8.05 × 10−9 | 180,000 | 0.3 |
| EN AW-1080 | 2.8 × 10−9 | 70,000 | 0.35 |
| Stress [N/mm2] | Plastic Elongation |
|---|---|
| 55 | 0 |
| 80 | 0.025 |
| Material | Density ρ [t/mm3] | Speed of Sound c [mm/s] | Dynamic Viscosity η [Ns/mm2] |
|---|---|---|---|
| Multidraw ALS 8 | 8.8 × 10−10 | 1,340,000 | 6.864 × 10−8 |
| Multicut ALK 22 | 8.7 × 10−10 | 1,313,064 | 1.914 × 10−8 |
| Multicut ALM 120 | 8.9 × 10−10 | 1,298,227 | 1.068 × 10−7 |
| Dyo 3011 | 9 × 10−10 | 1,290,994 | 1.134 × 10−7 |
| Dyo 5006 | 8.8 × 10−10 | 1,305,582 | 2.112 × 10−8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lachmayer, R.; Behrens, B.-A.; Ehlers, T.; Müller, P.; Althaus, P.; Oel, M.; Farahmand, E.; Gembarski, P.C.; Wester, H.; Hübner, S. Process-Integrated Lubrication in Sheet Metal Forming. J. Manuf. Mater. Process. 2022, 6, 121. https://doi.org/10.3390/jmmp6050121
Lachmayer R, Behrens B-A, Ehlers T, Müller P, Althaus P, Oel M, Farahmand E, Gembarski PC, Wester H, Hübner S. Process-Integrated Lubrication in Sheet Metal Forming. Journal of Manufacturing and Materials Processing. 2022; 6(5):121. https://doi.org/10.3390/jmmp6050121
Chicago/Turabian StyleLachmayer, Roland, Bernd-Arno Behrens, Tobias Ehlers, Philipp Müller, Philipp Althaus, Marcus Oel, Ehsan Farahmand, Paul Christoph Gembarski, Hendrik Wester, and Sven Hübner. 2022. "Process-Integrated Lubrication in Sheet Metal Forming" Journal of Manufacturing and Materials Processing 6, no. 5: 121. https://doi.org/10.3390/jmmp6050121
APA StyleLachmayer, R., Behrens, B.-A., Ehlers, T., Müller, P., Althaus, P., Oel, M., Farahmand, E., Gembarski, P. C., Wester, H., & Hübner, S. (2022). Process-Integrated Lubrication in Sheet Metal Forming. Journal of Manufacturing and Materials Processing, 6(5), 121. https://doi.org/10.3390/jmmp6050121