

Comprehensive and Comparative Heat Treatment of Additively Manufactured Inconel 625 Alloy and Corresponding Microstructures and Mechanical Properties

 and
and
Abstract
:1. Introduction
2. Materials and Methods
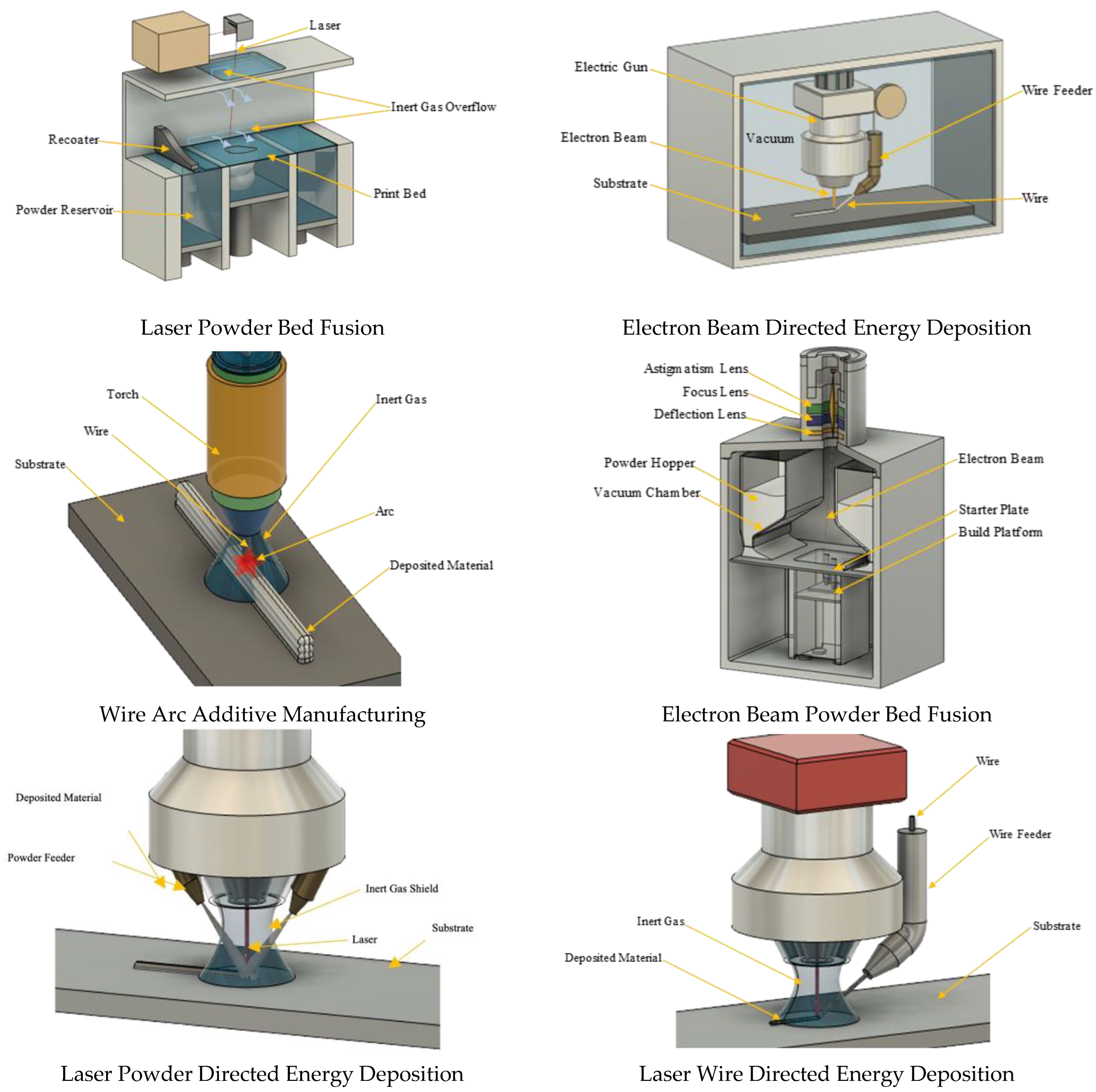
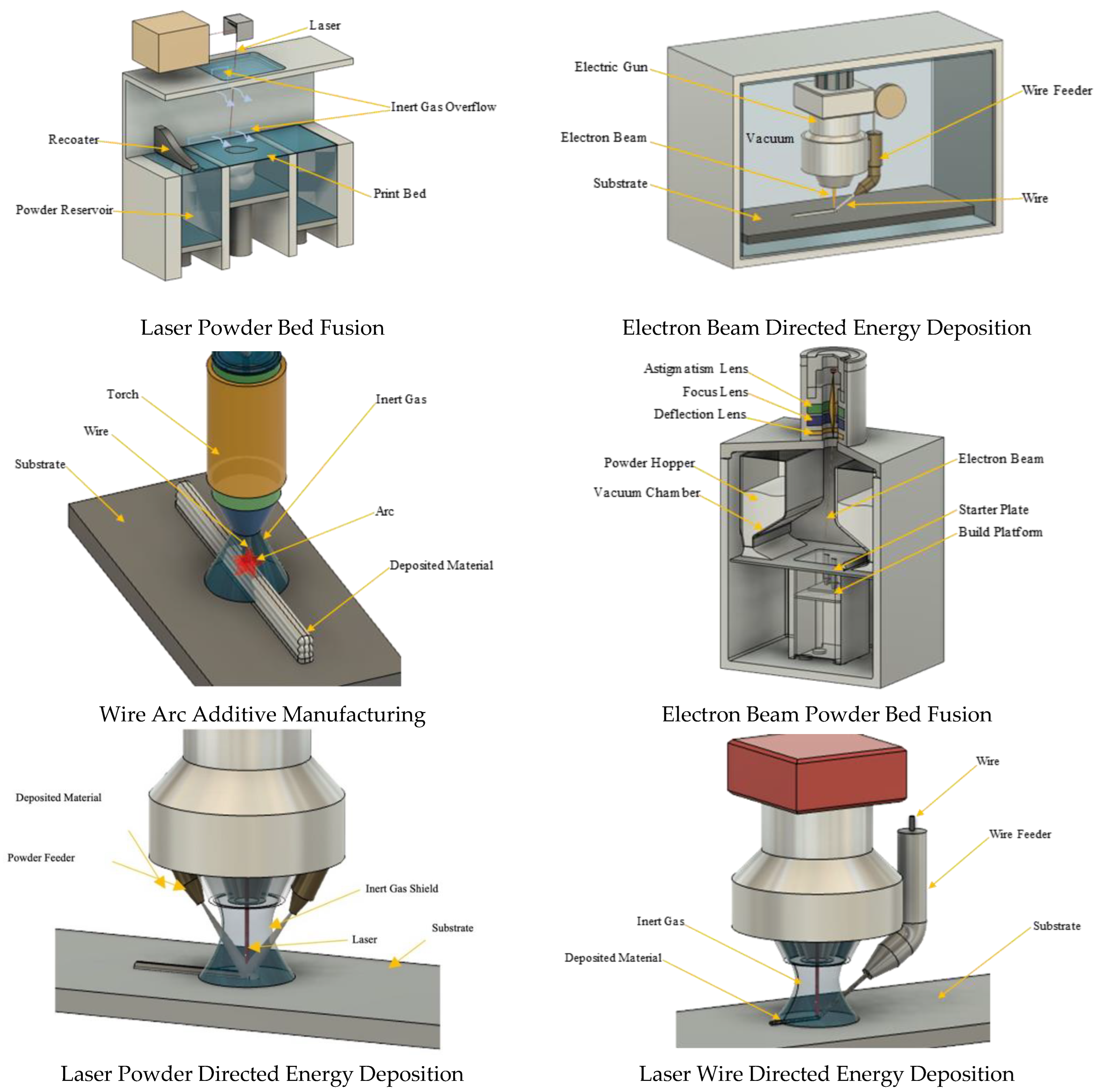
2.1. AM Processes and Processing Parameters
2.2. Metallographic Preparation
2.3. Density Measurements
2.4. Hardness Testing
2.5. Grain Width/Size Measurements
2.6. Tensile Tests
3. Results
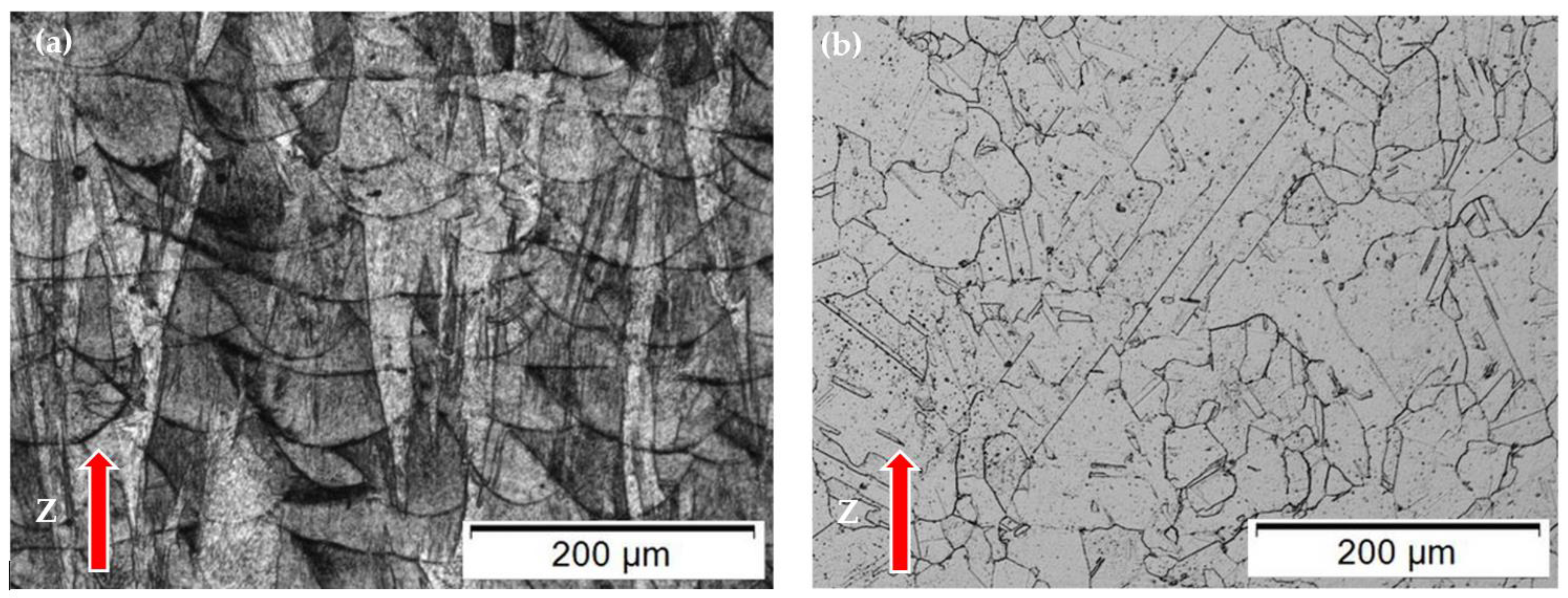
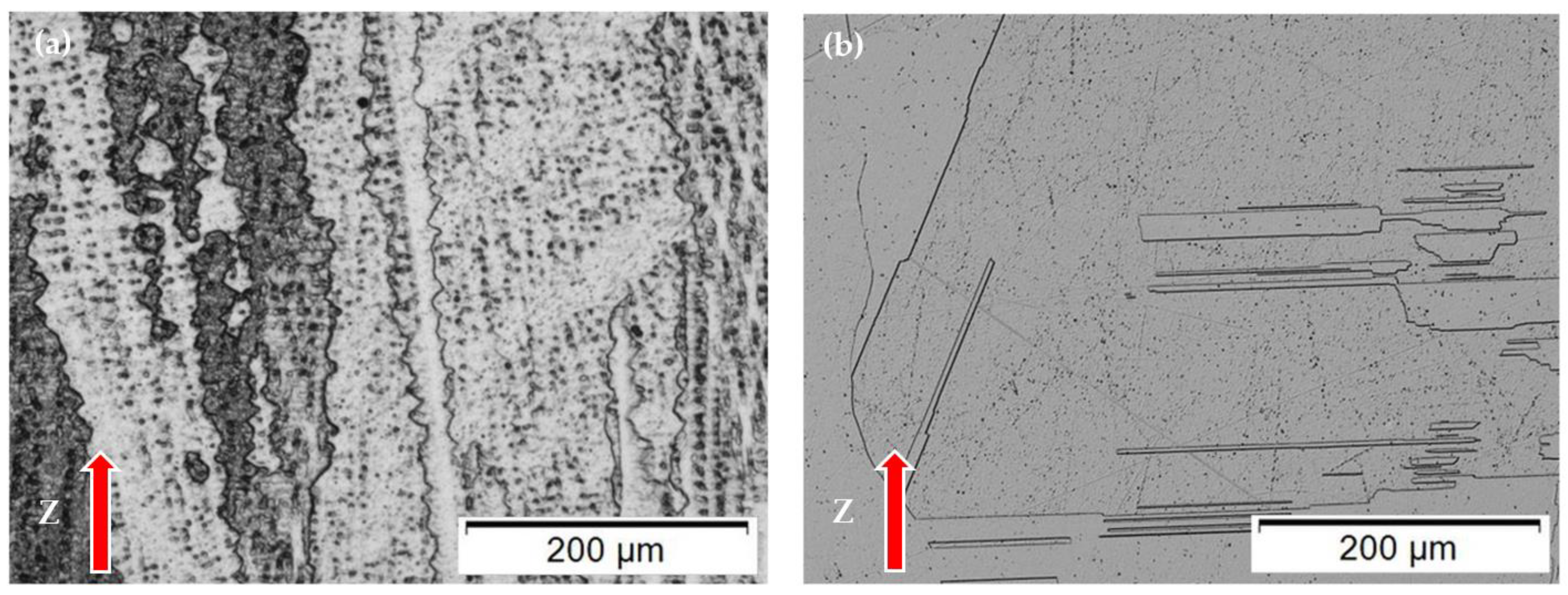
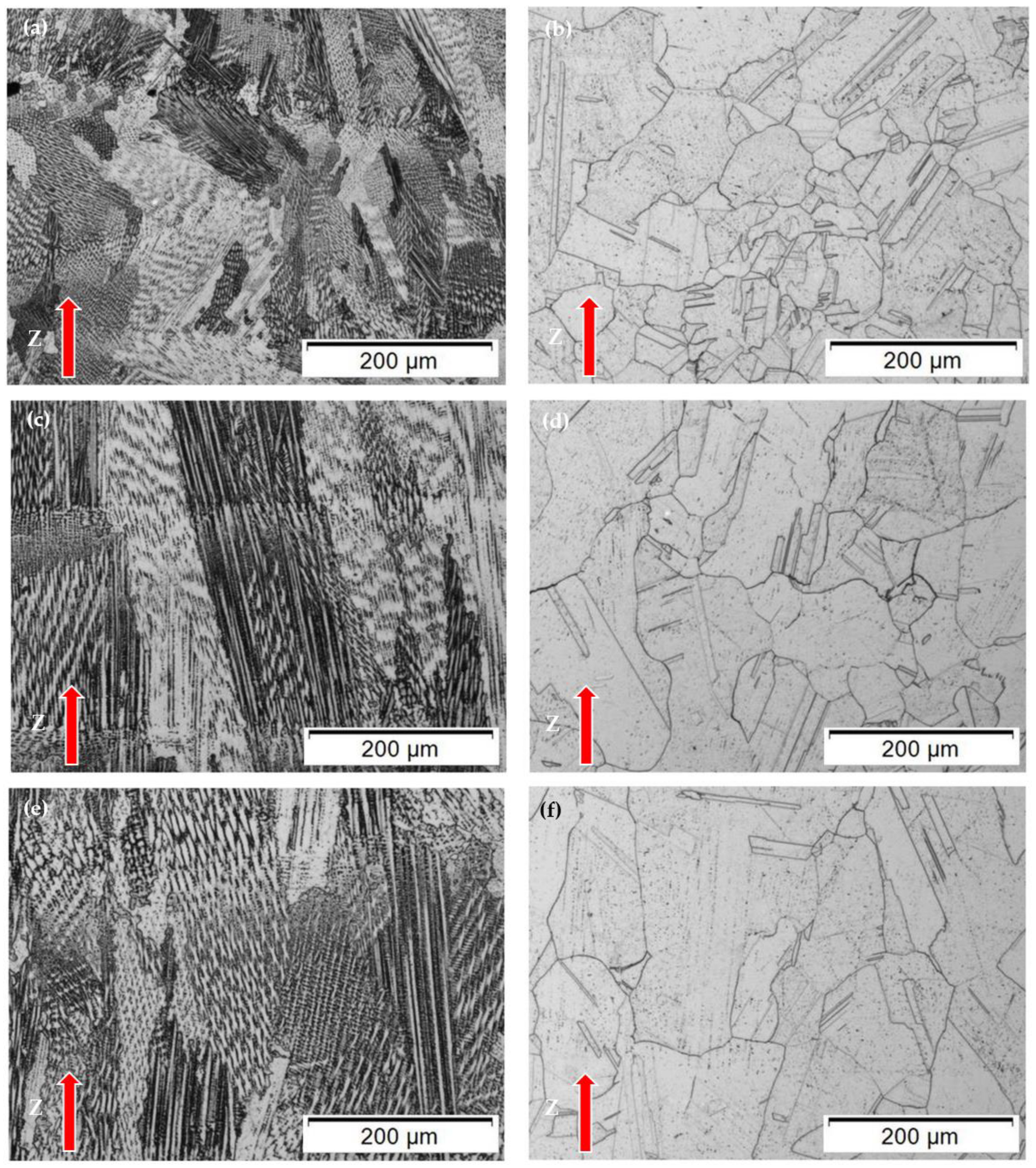
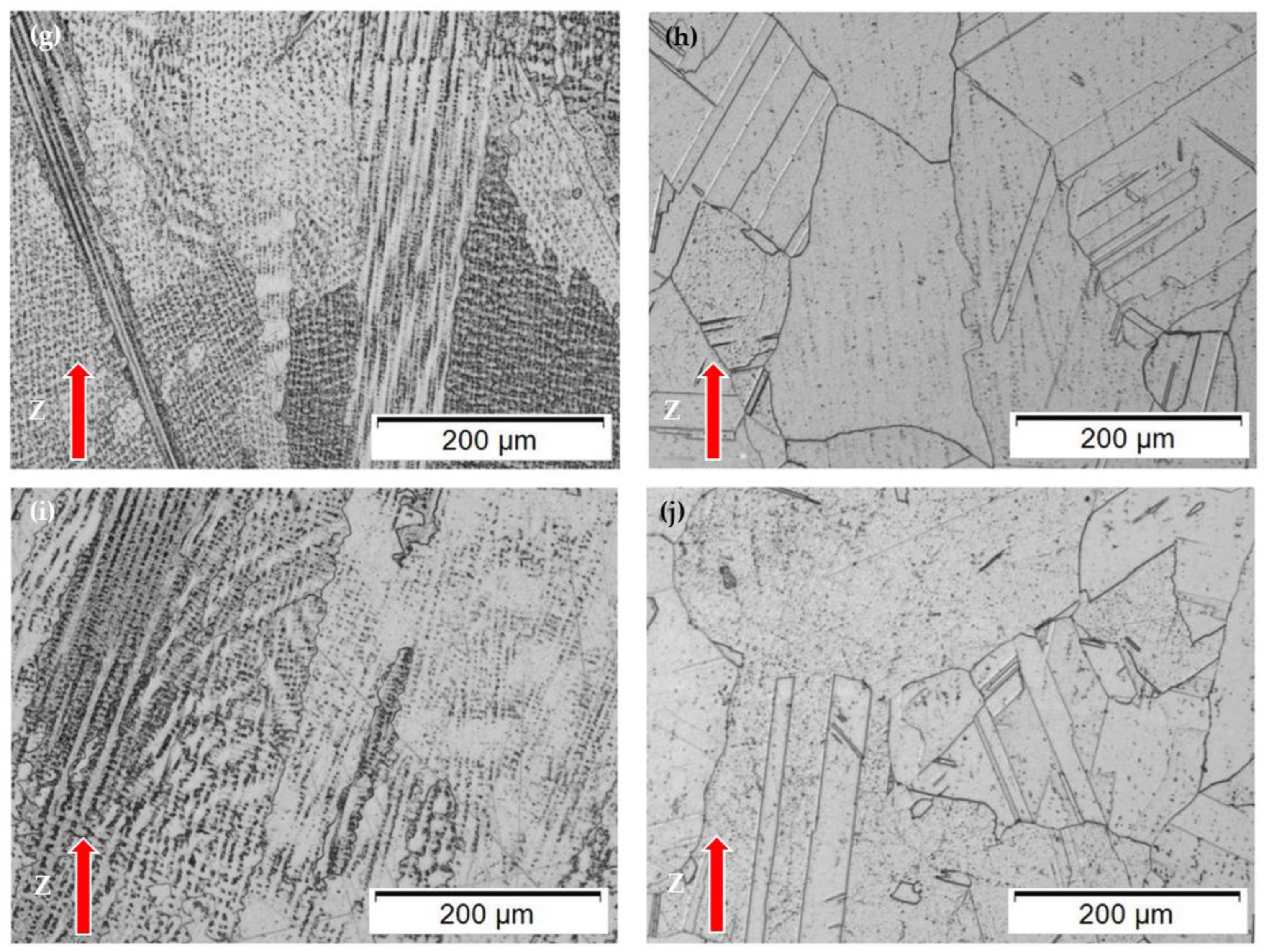
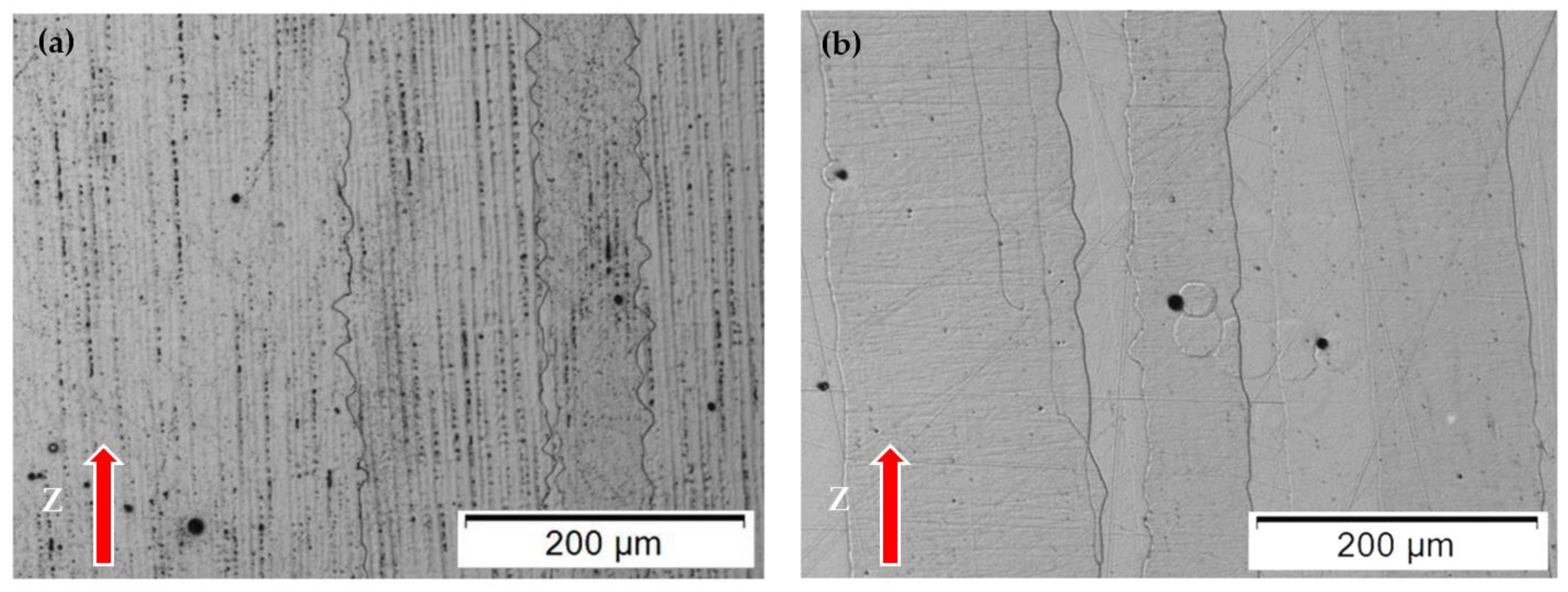
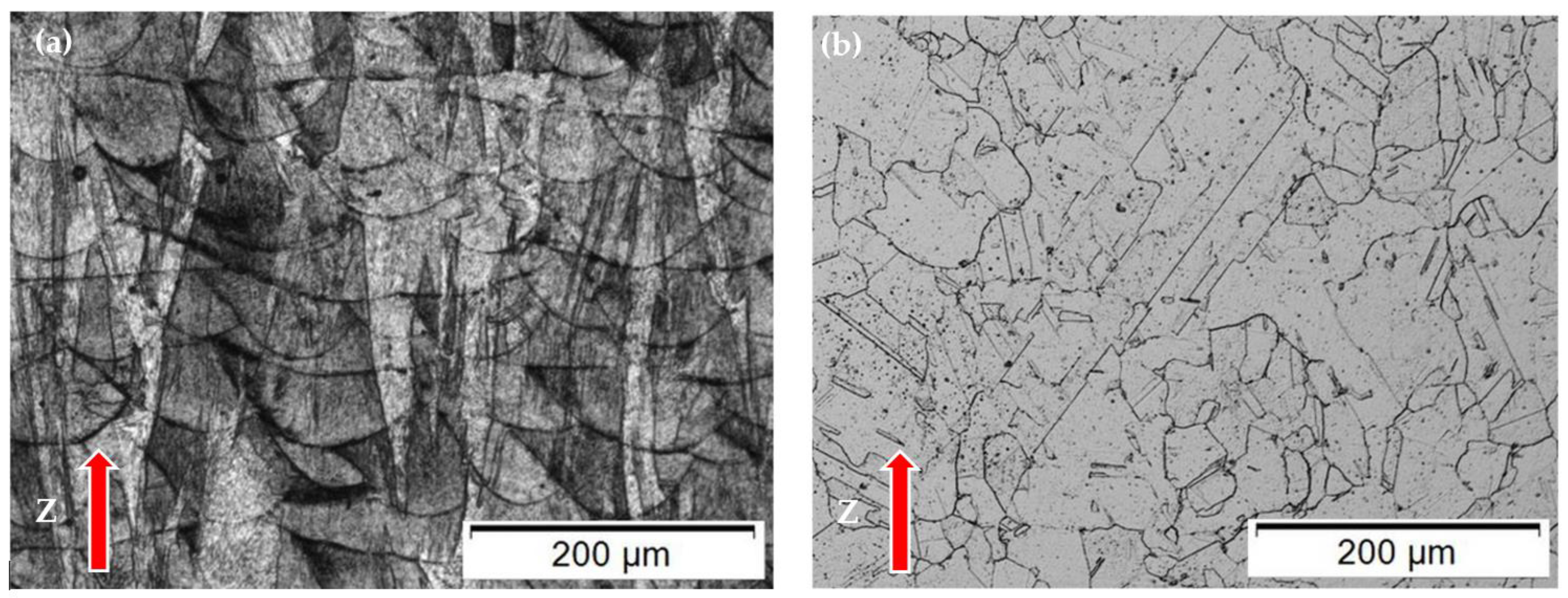
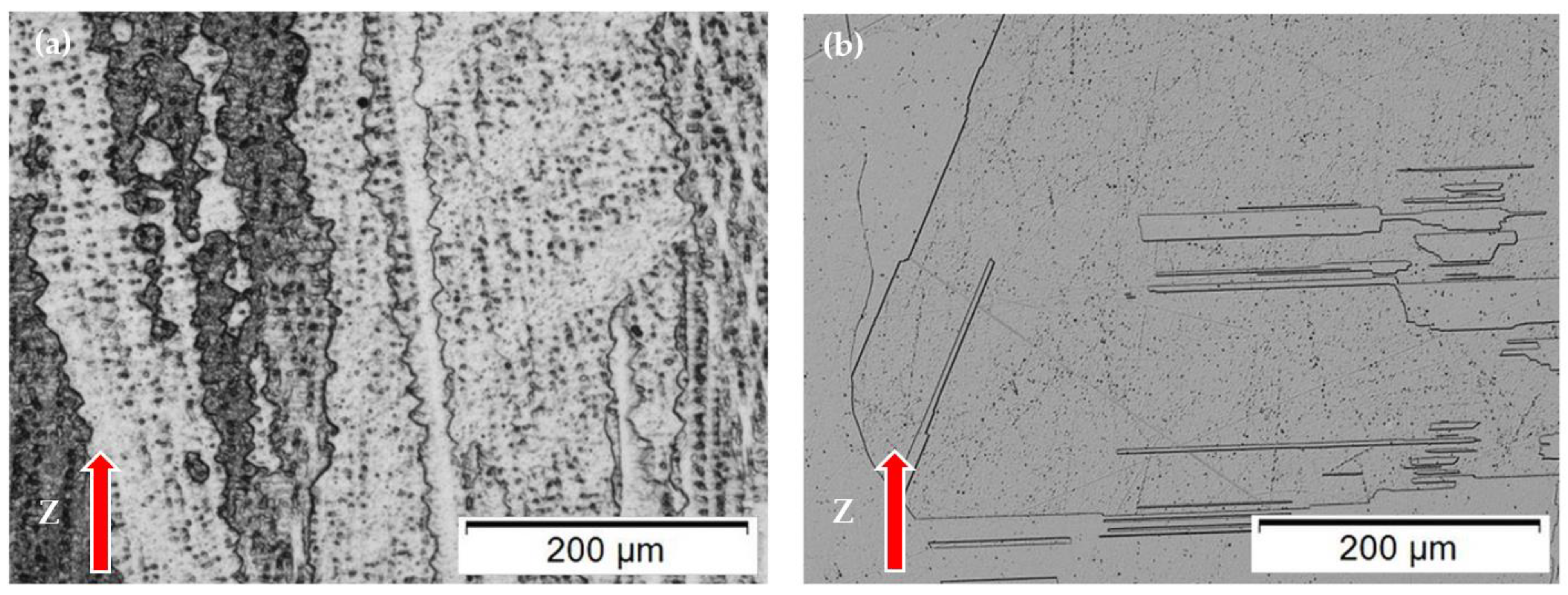
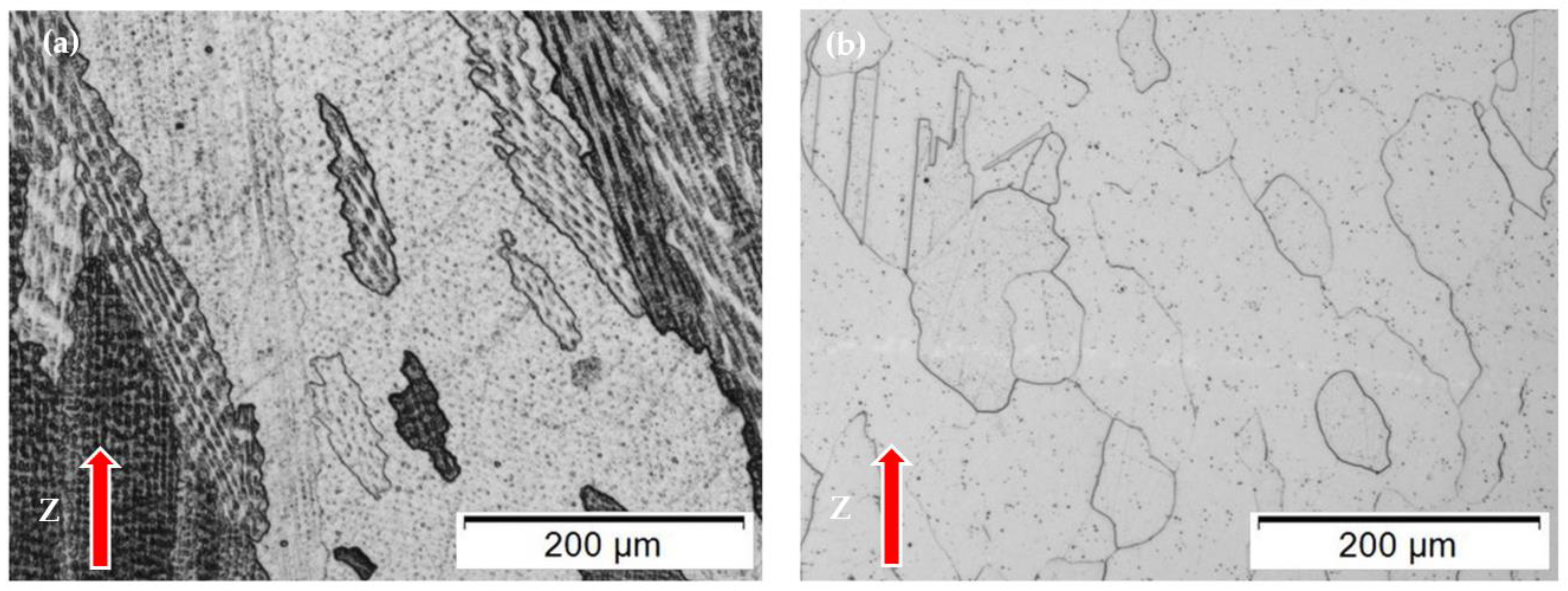
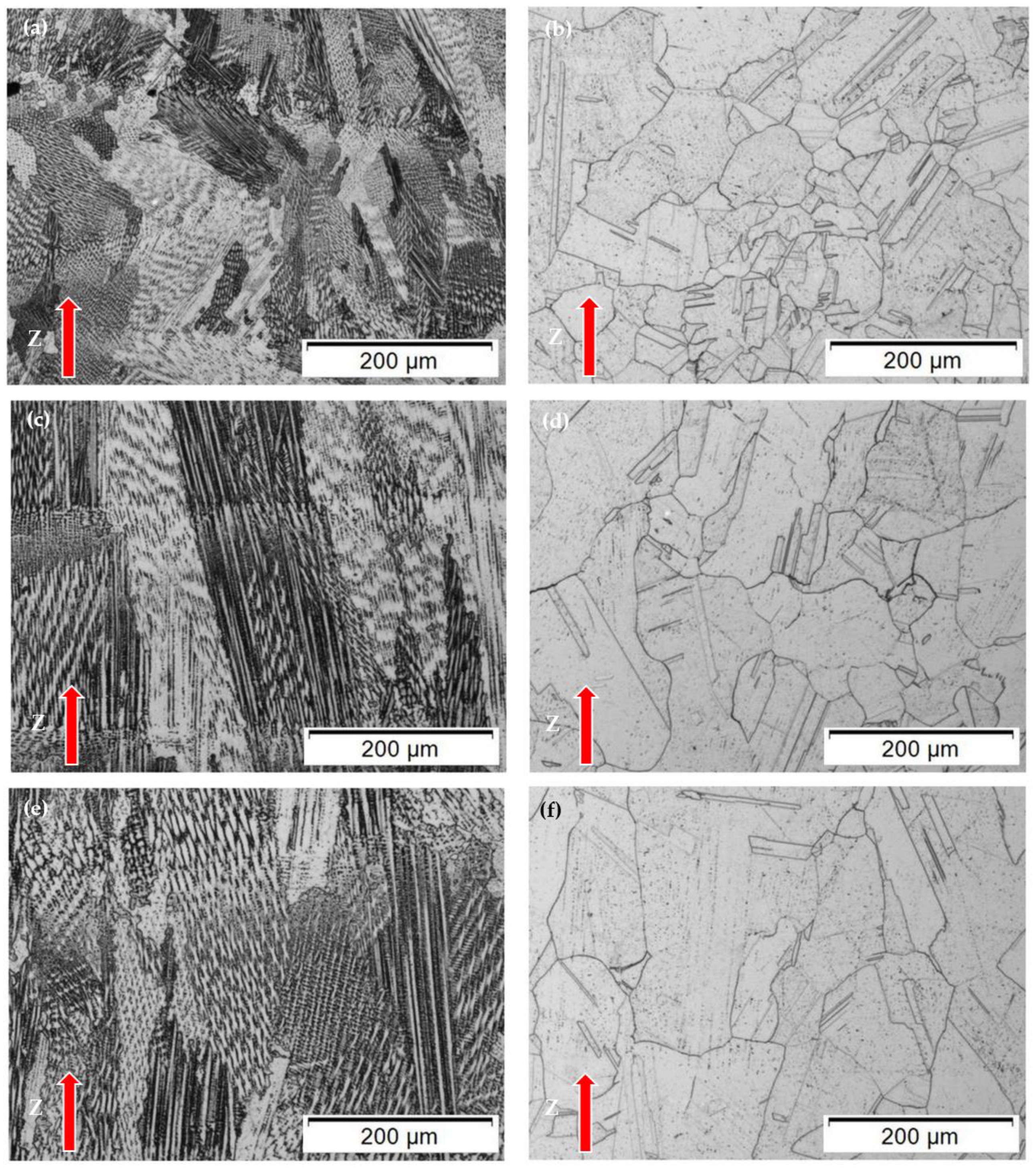
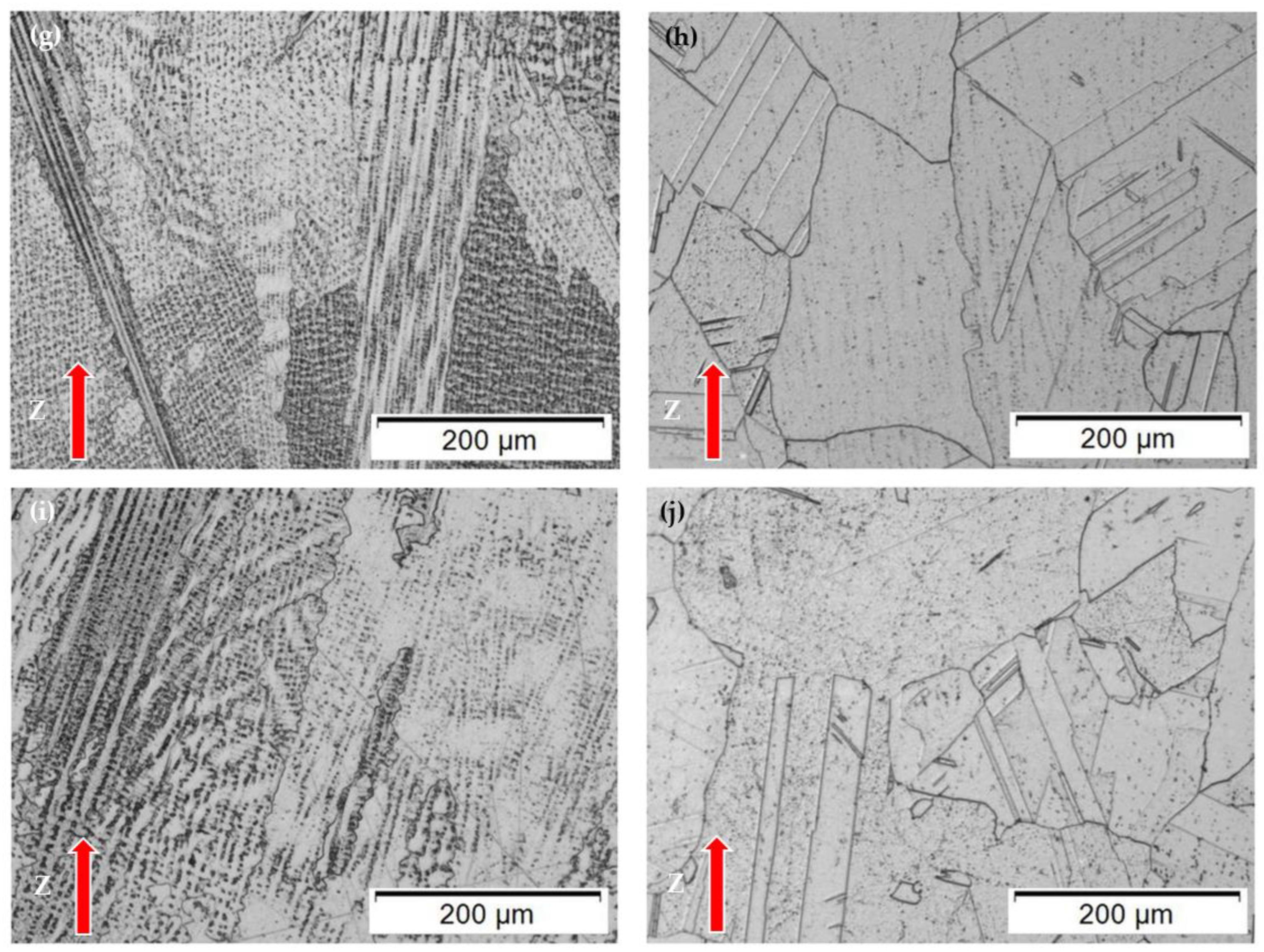
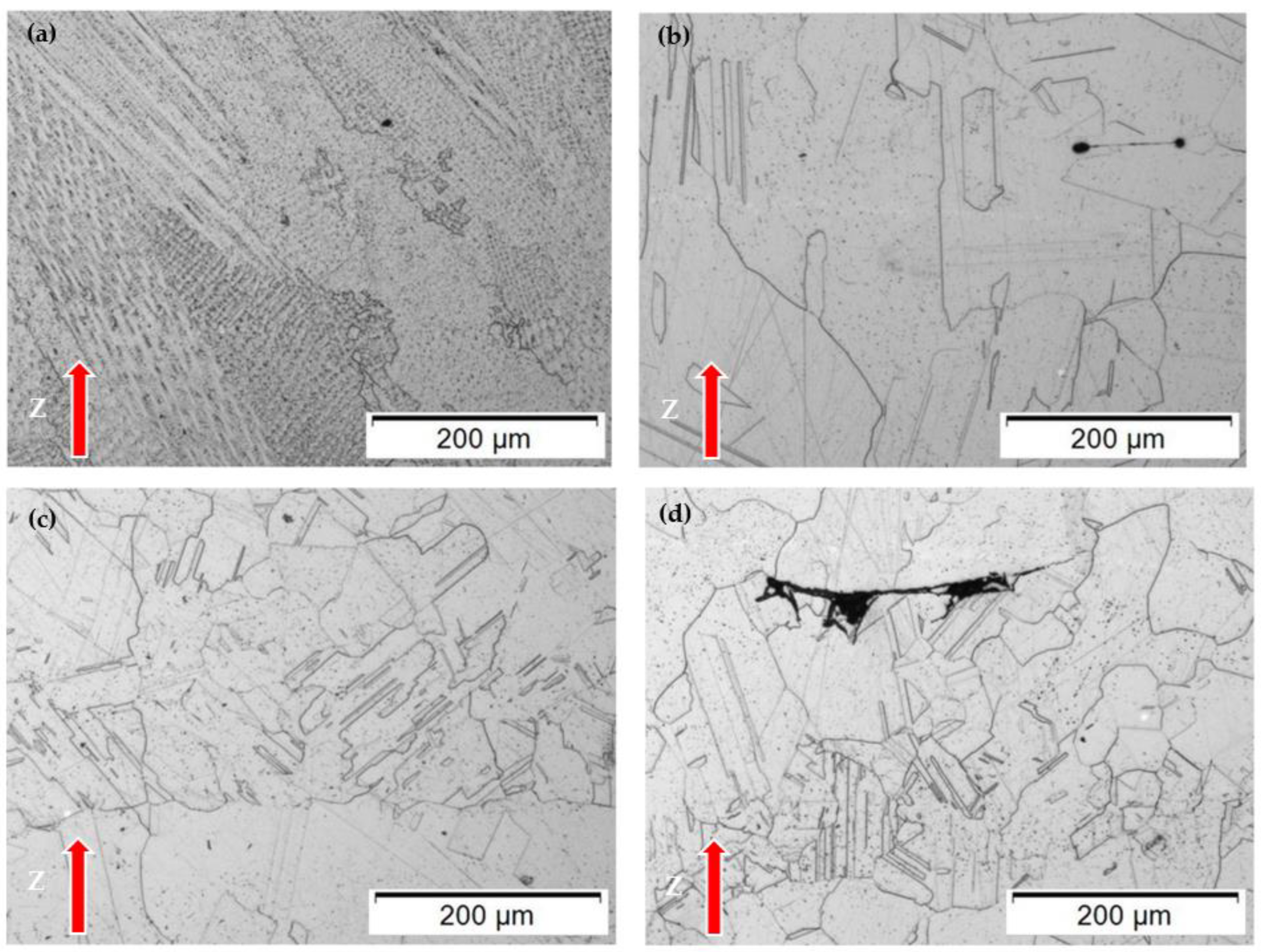
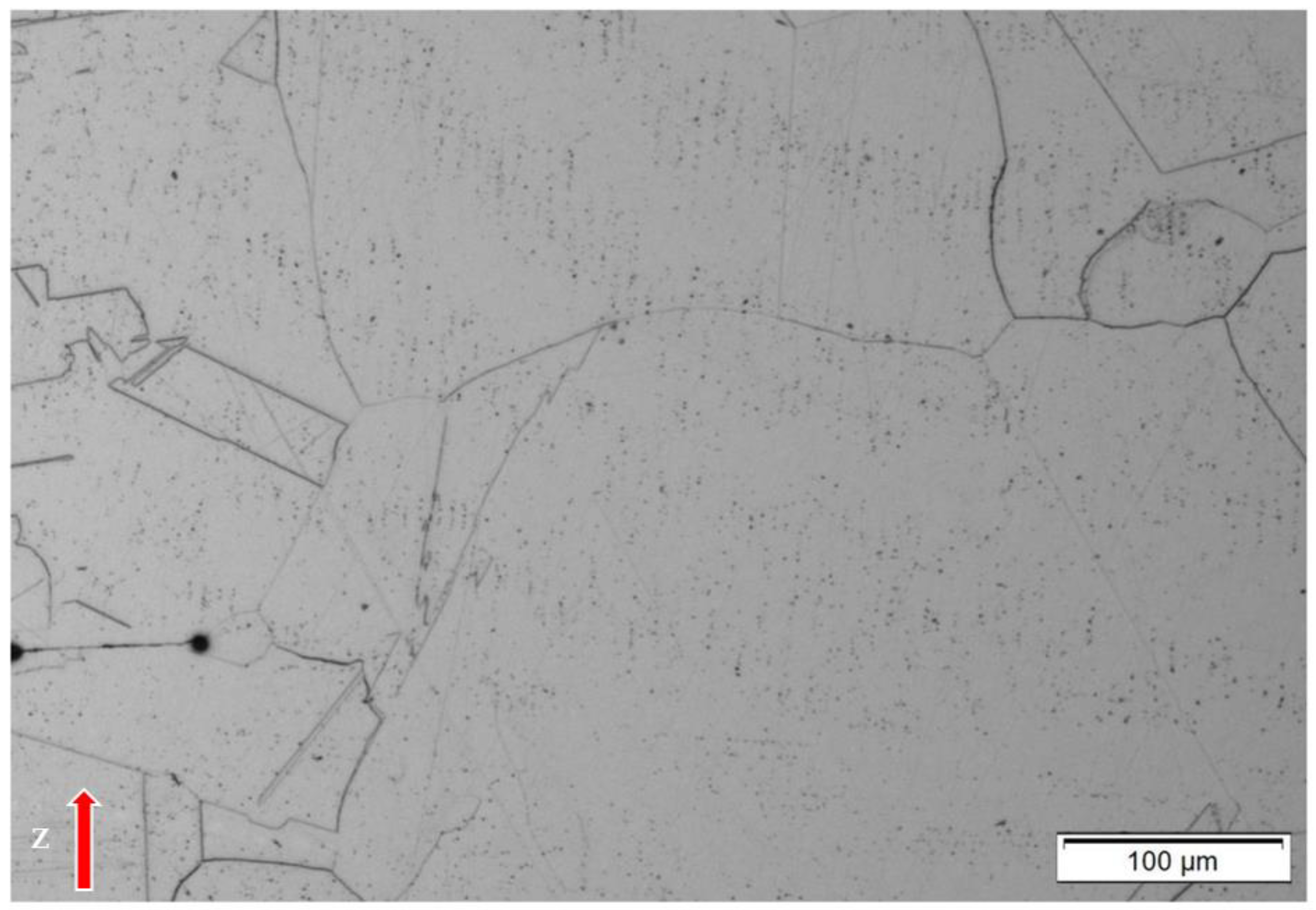
3.1. Microstructures and Microstructure Comparison
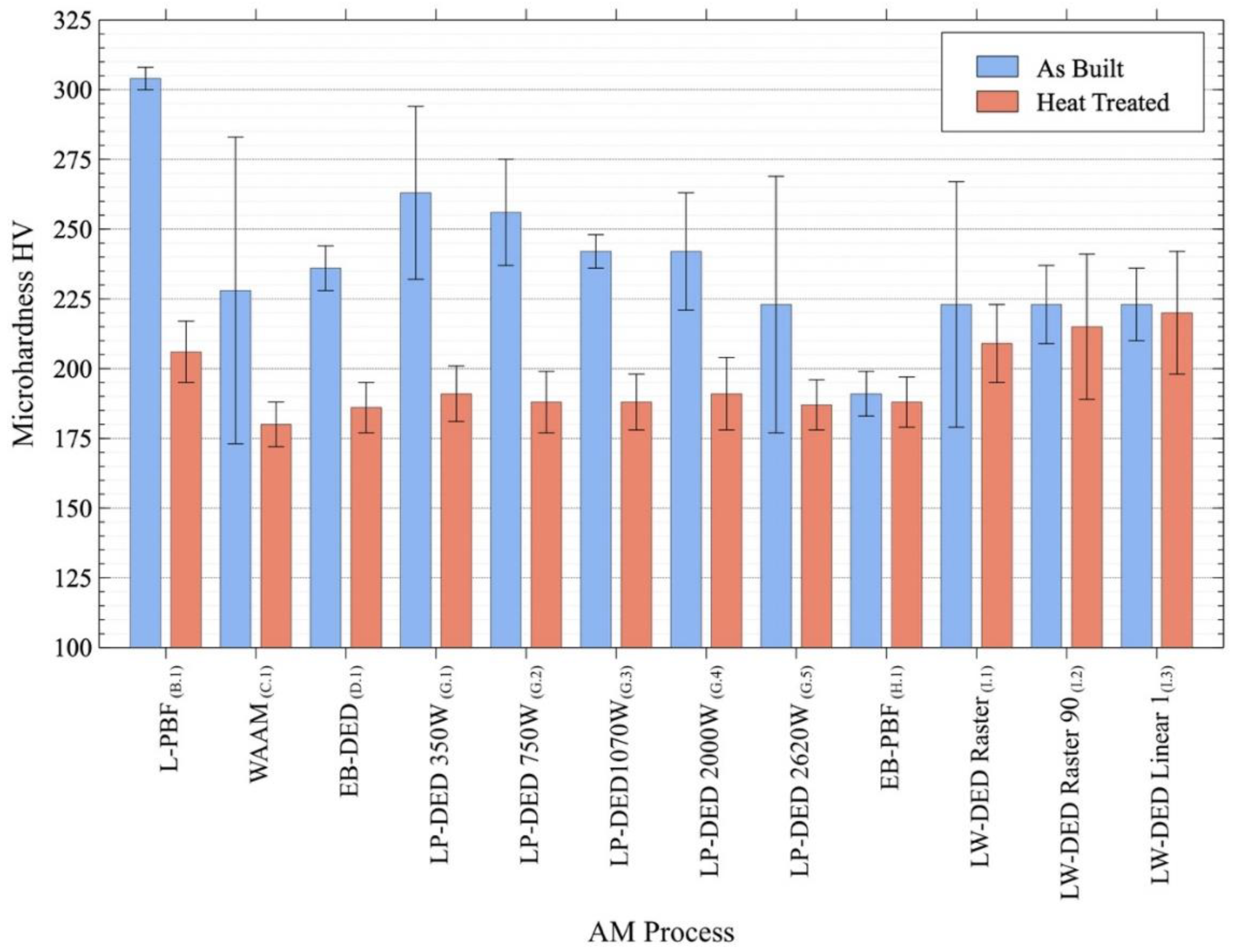
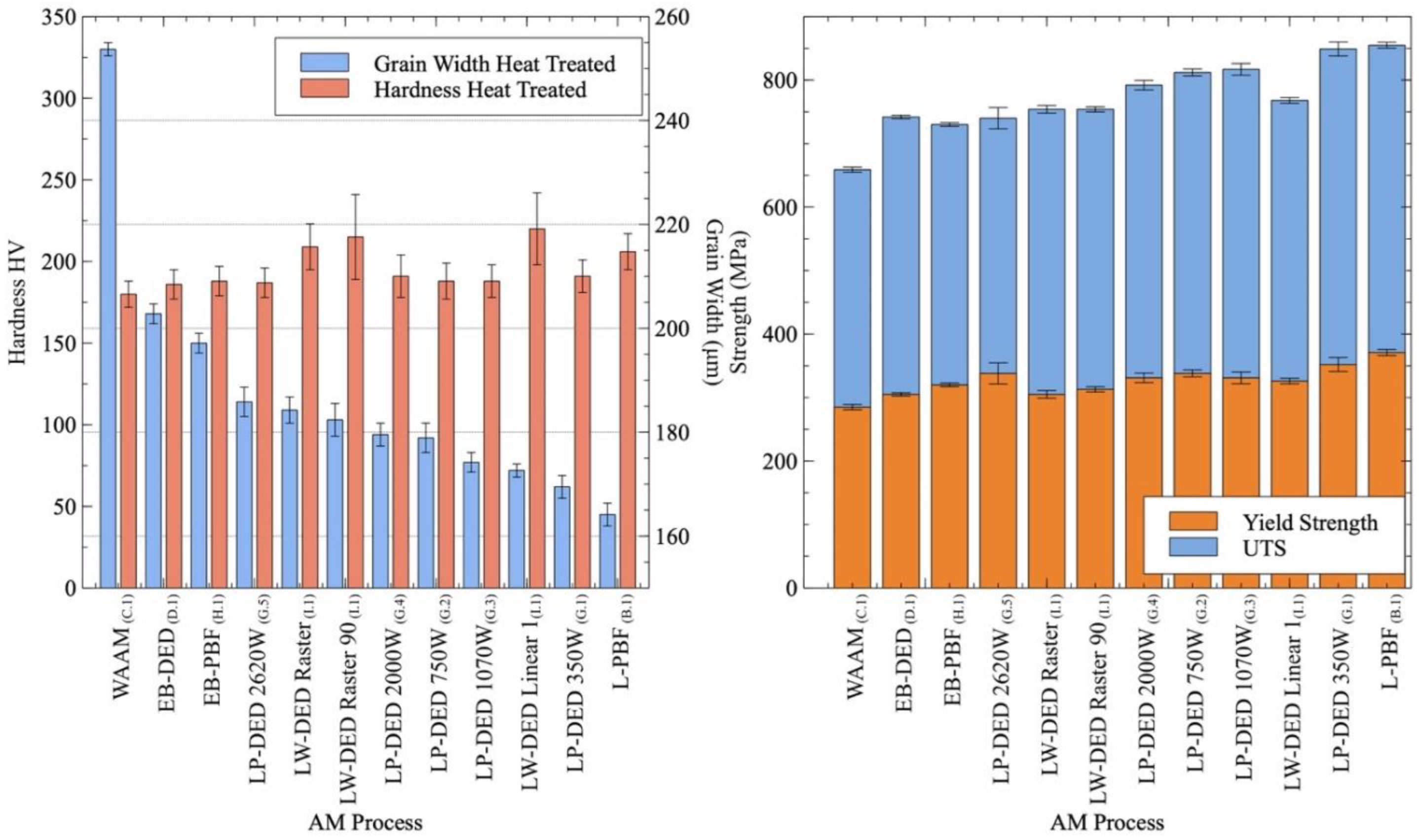
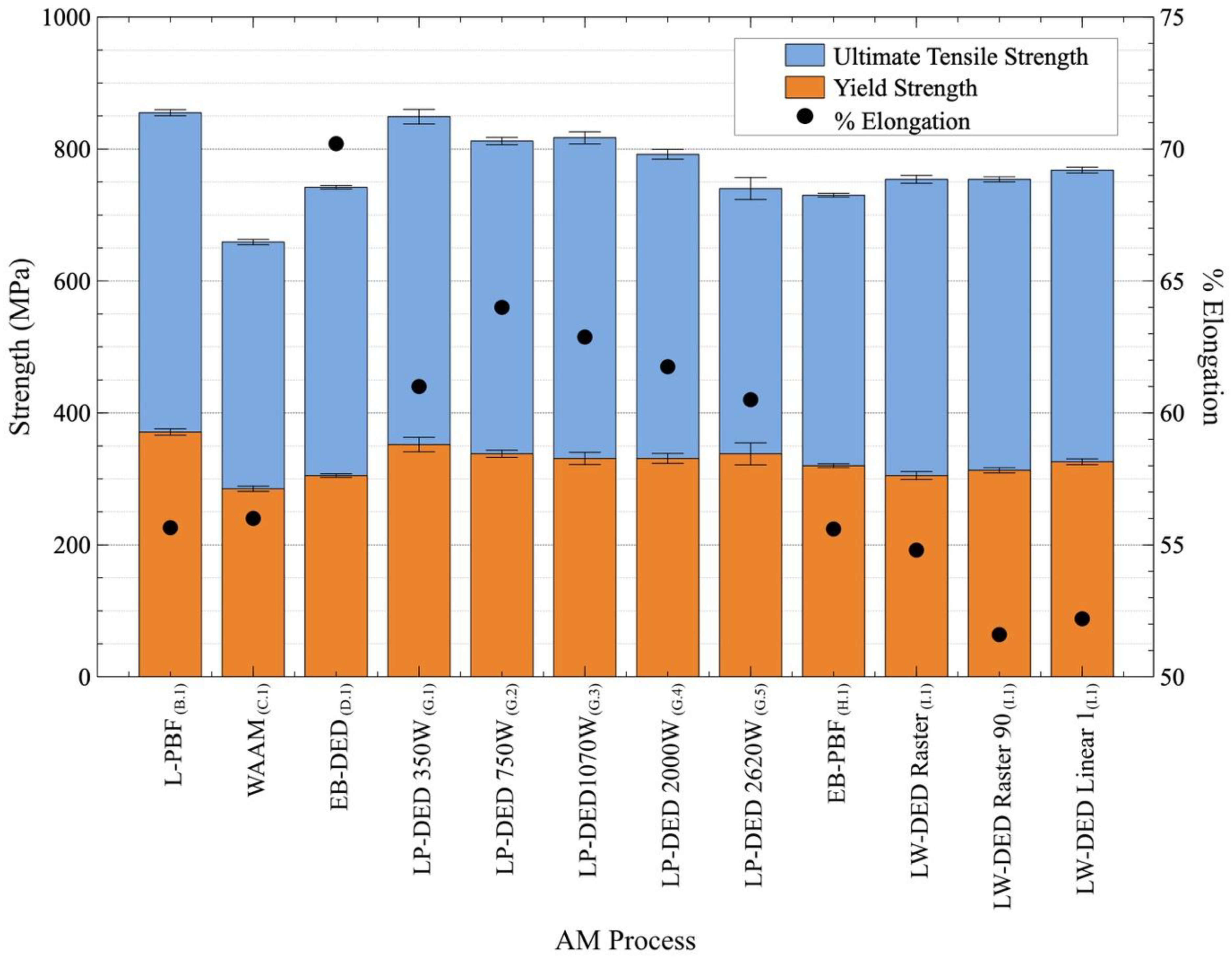
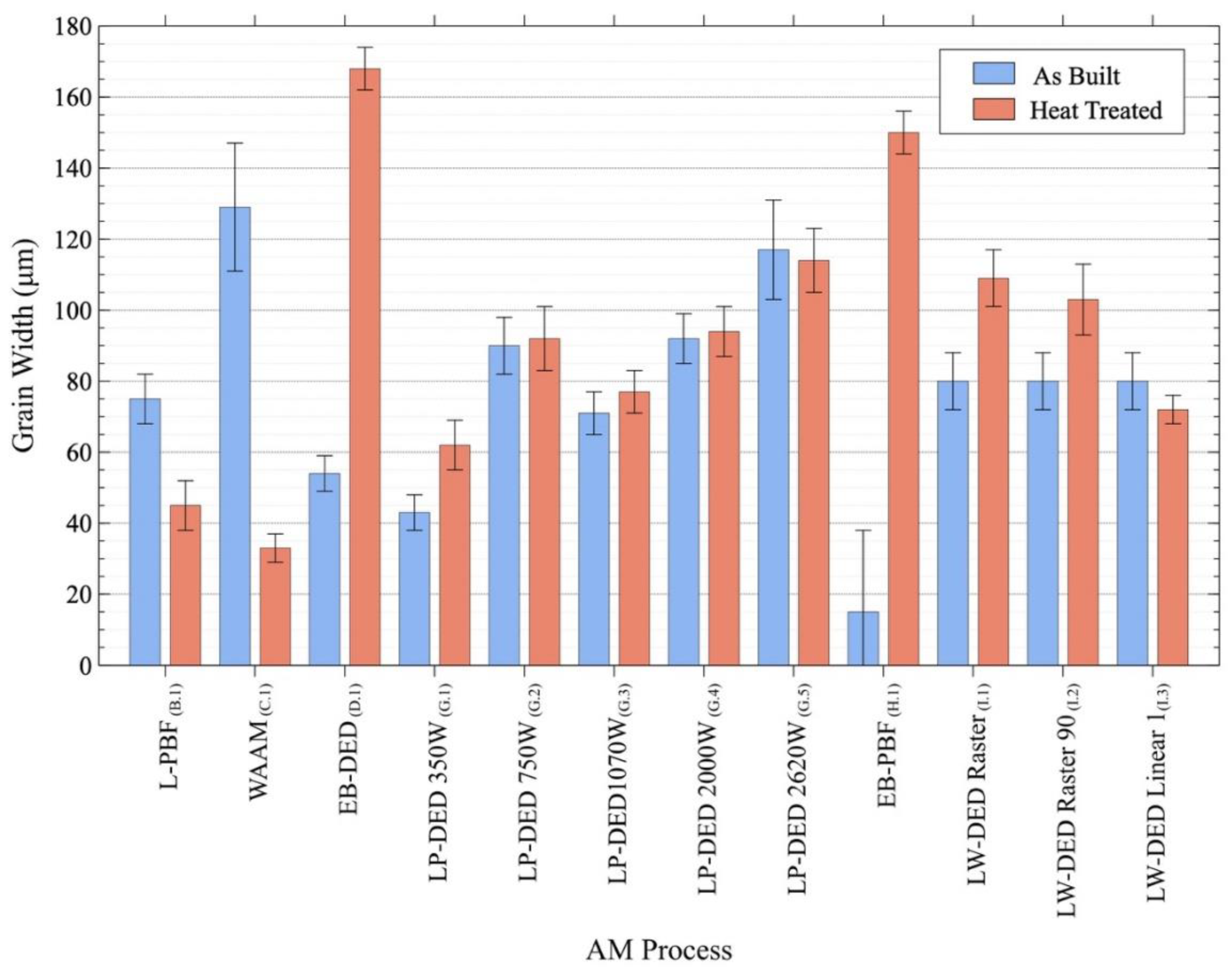
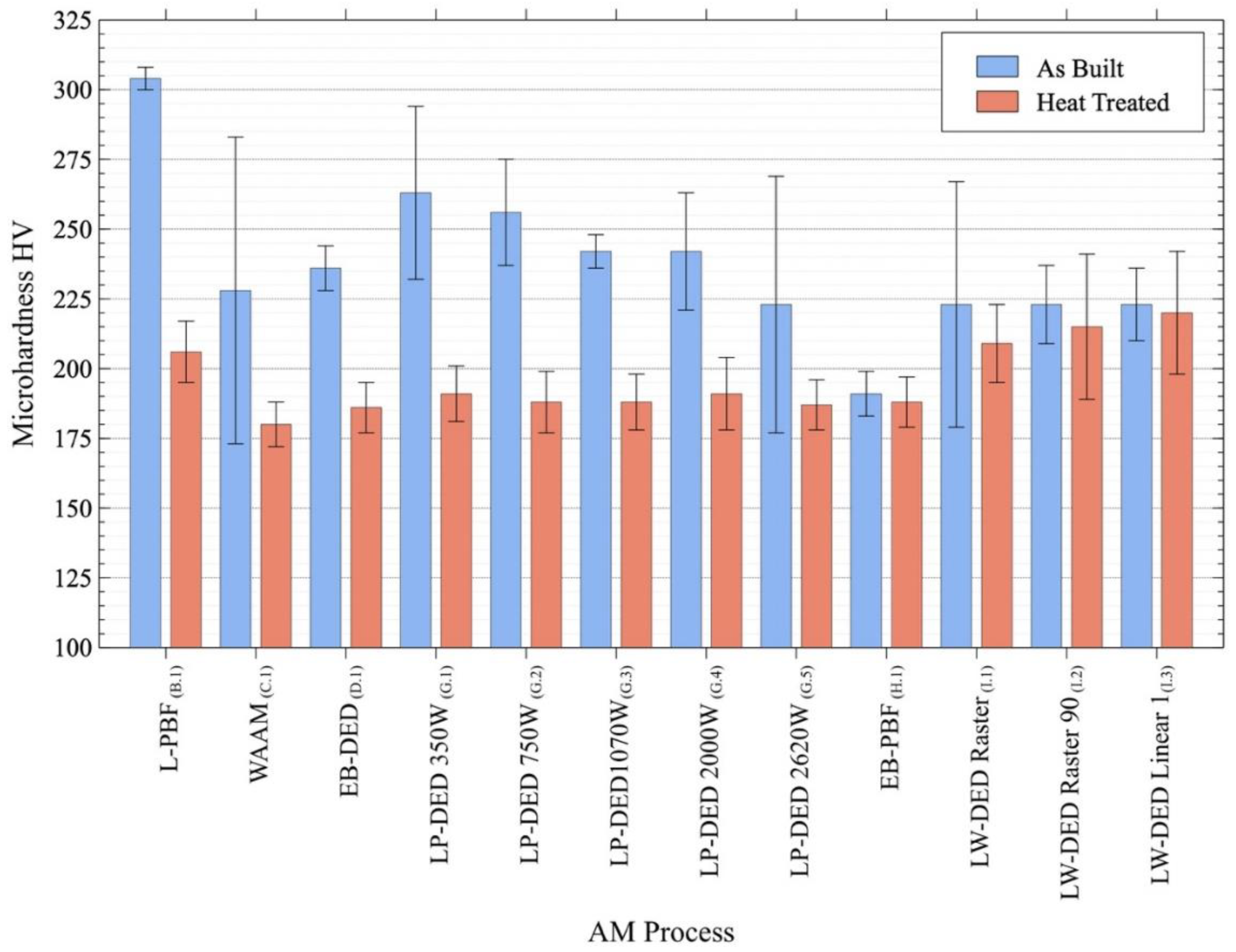
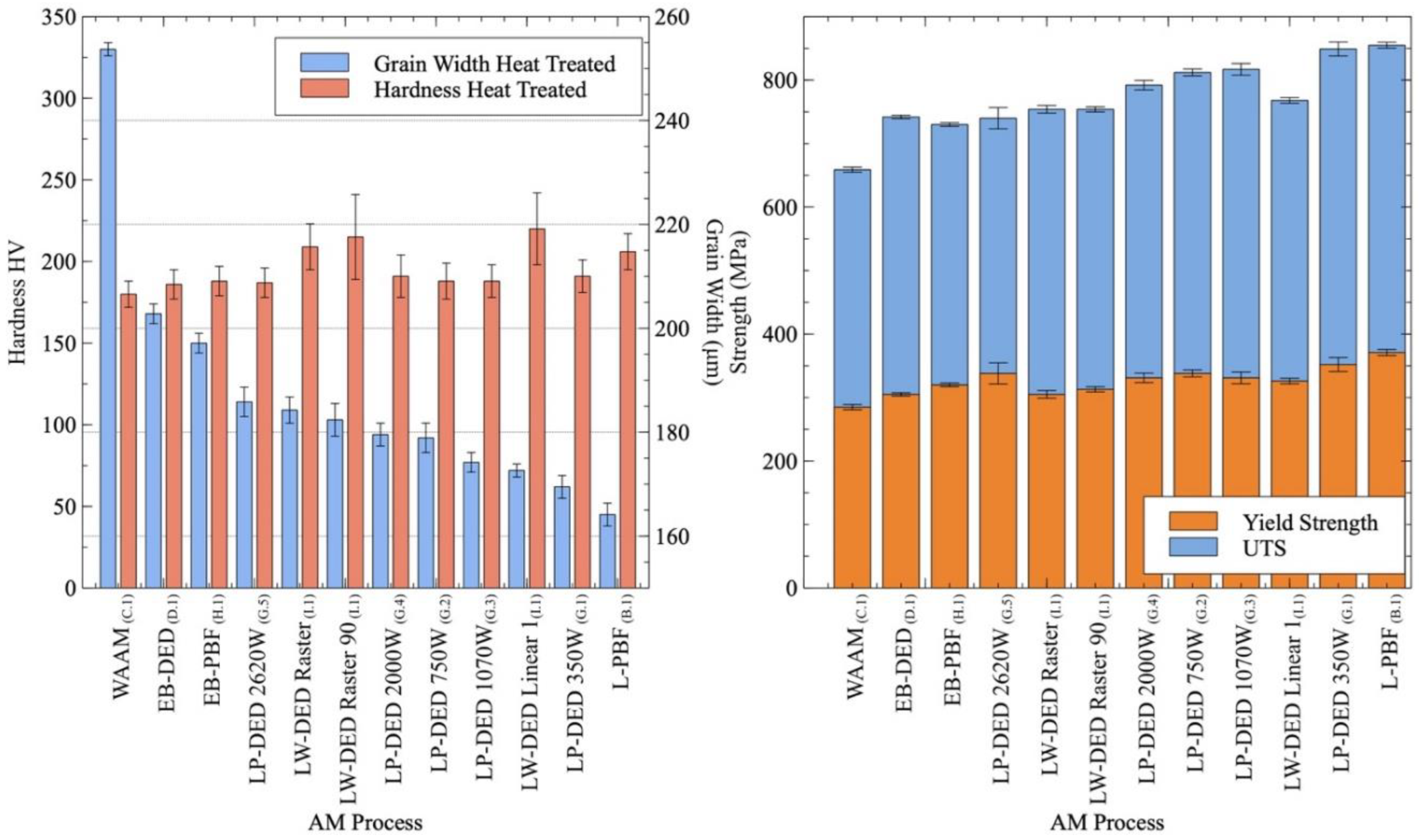
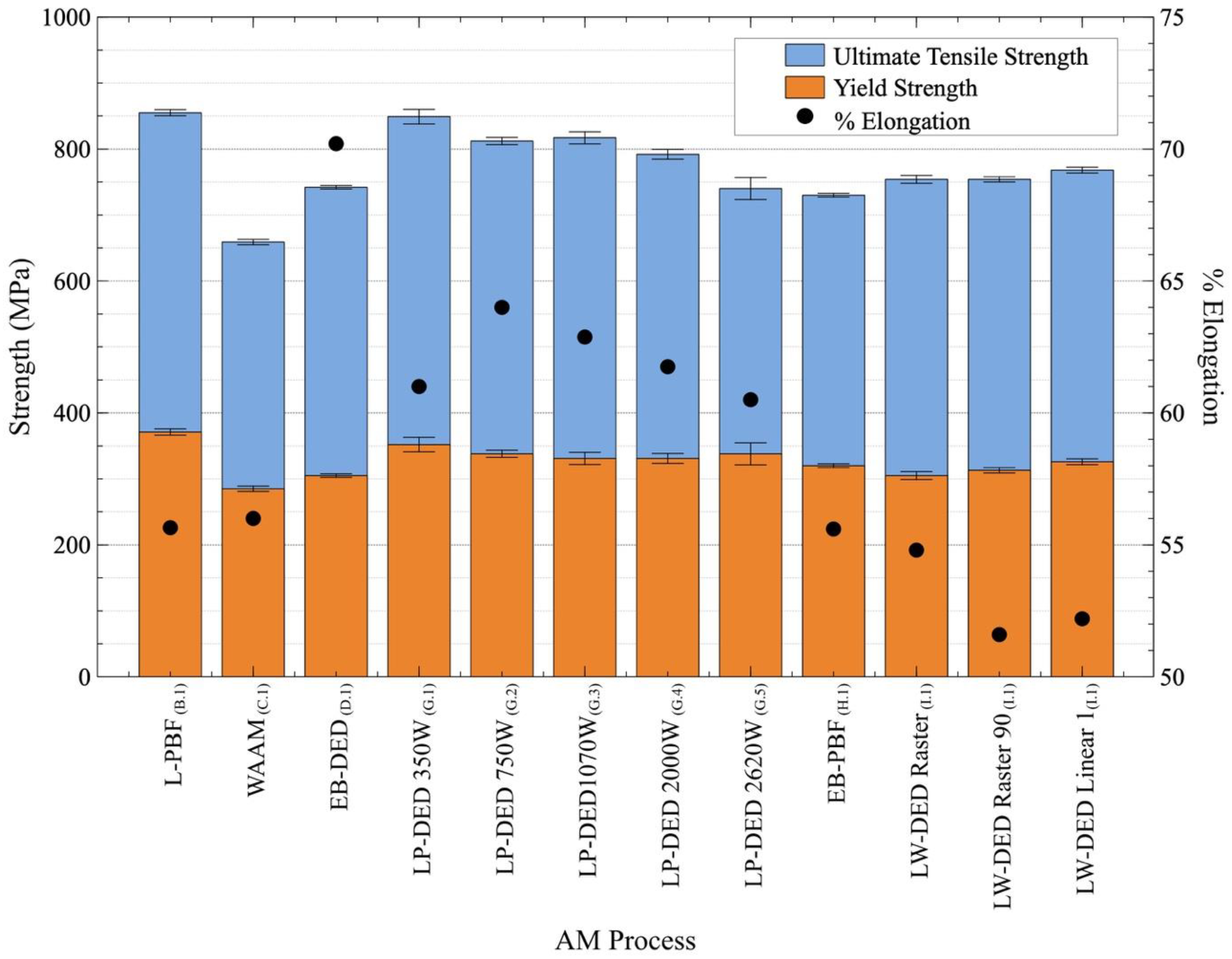
3.2. Microstructure and Mechanical Property Comparisons and Discussion
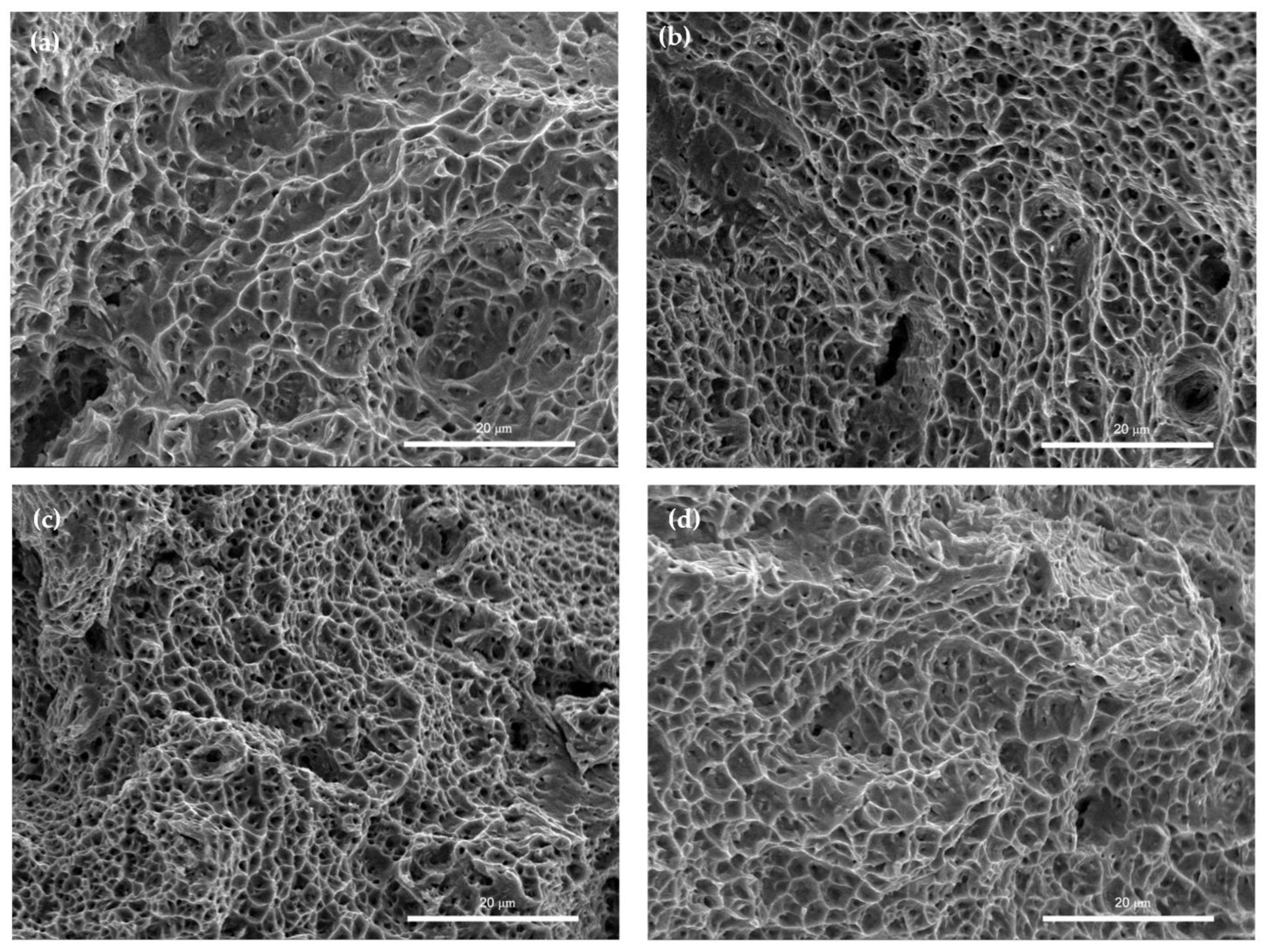
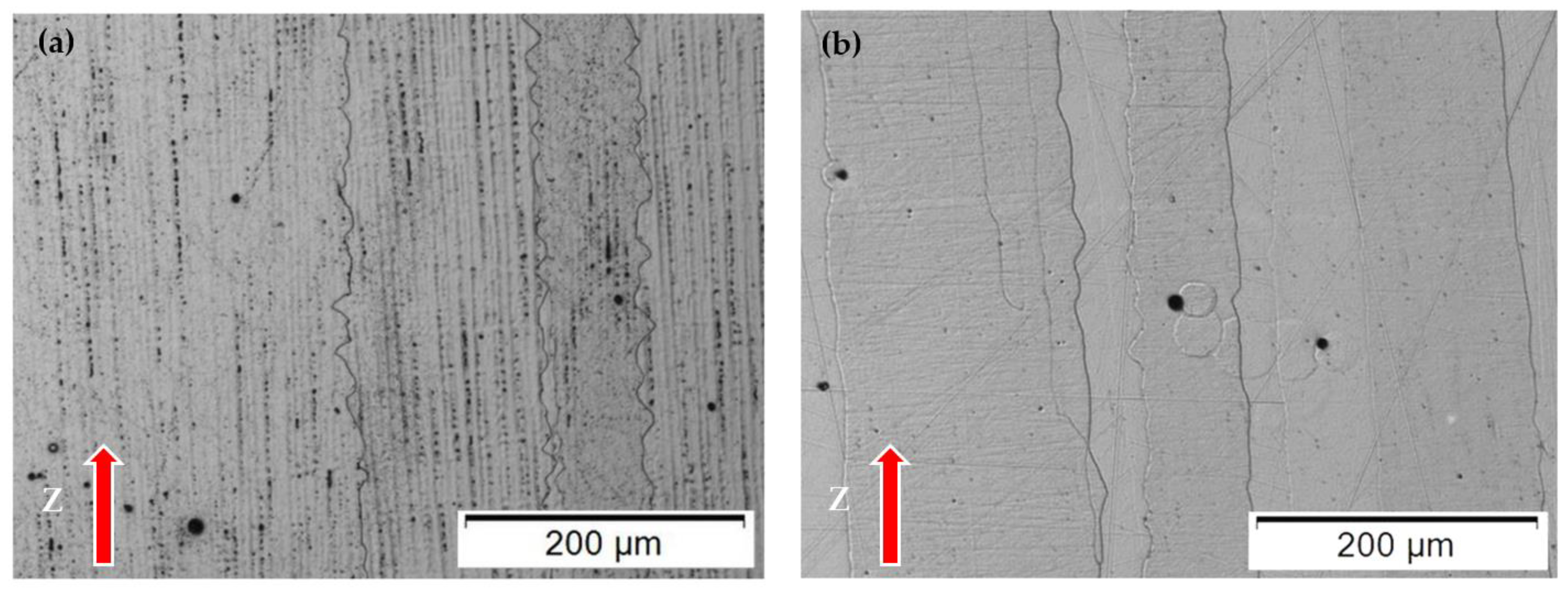
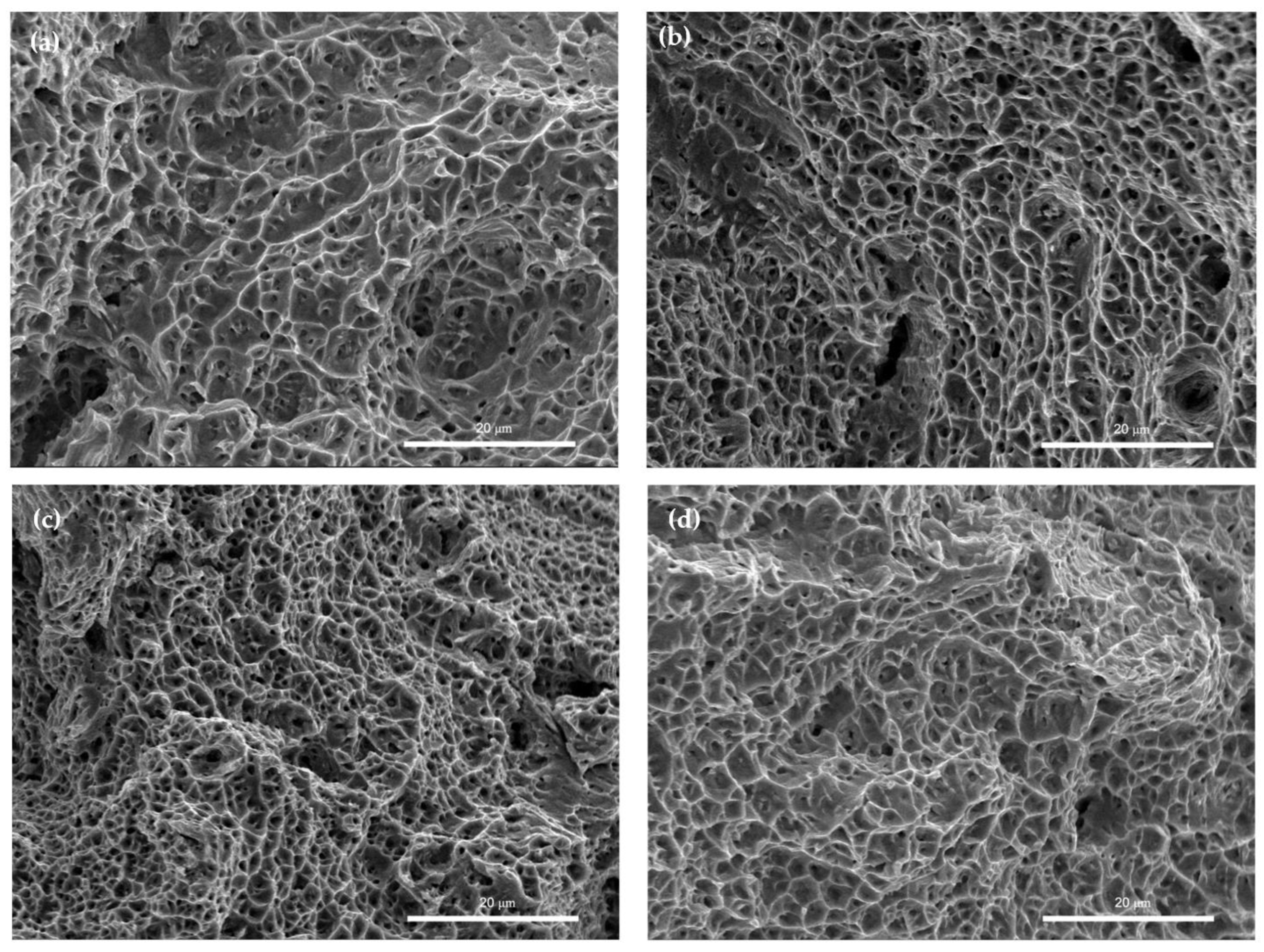
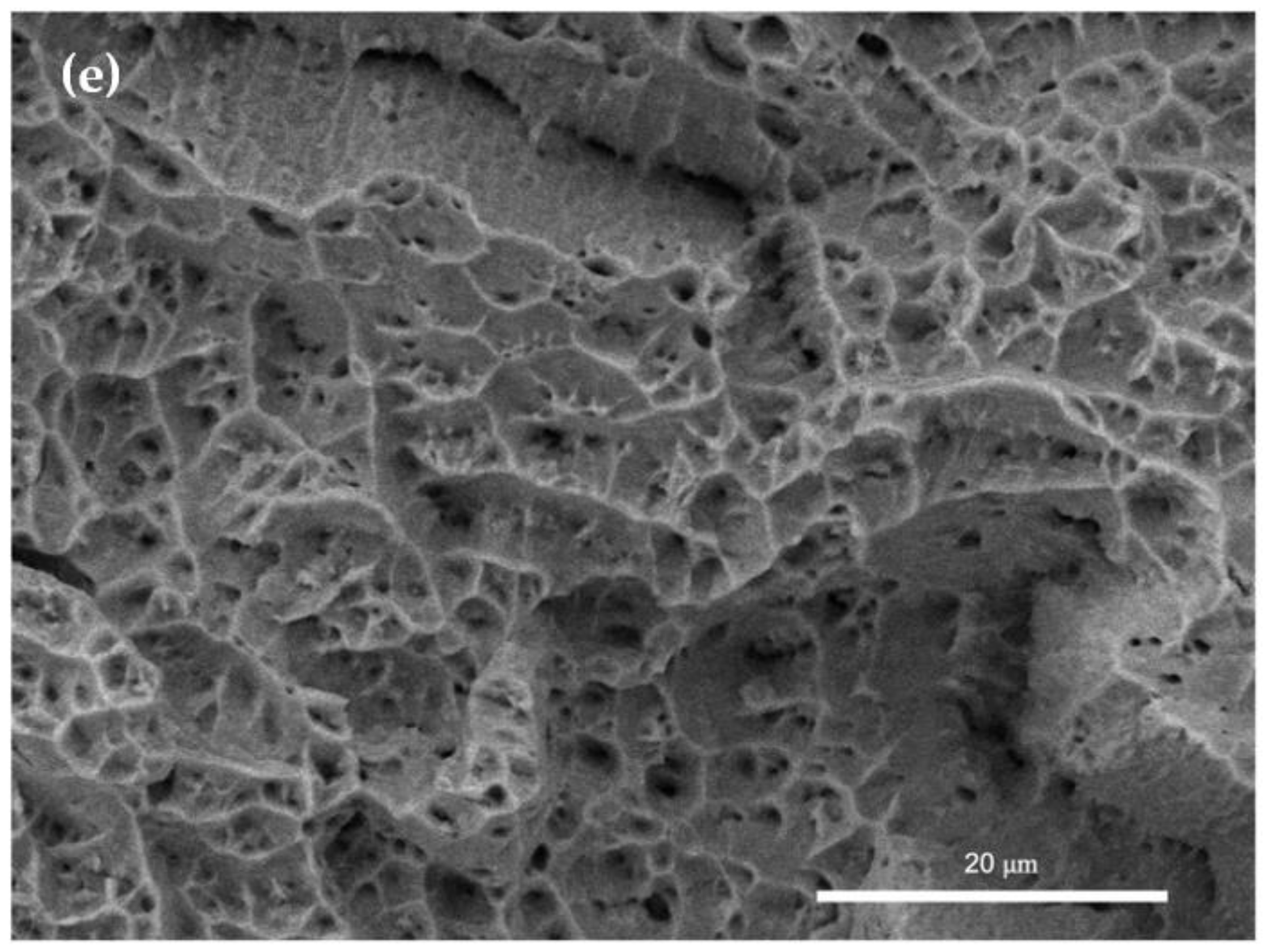
3.3. Fracture Surface Observations and Discussions
4. Summary and Conclusions
- A wide variety of AM process-built Inconel 625 products can be heat-treated at high temperatures >1100 °C to produce desirable and optimal mechanical properties for specialized application optimization through mostly homogeneous, recrystallized, equiaxed grain structures containing annealing twin boundaries. The sequence—including stress relief, HIP, and solution—must be performed to obtain the desired mechanical properties.
- Equiaxed and twinned grain structures produced by high-temperature (>1100 °C) heat treatment of various AM process components might be further engineered to provide more dense twin boundaries, which could result in enhanced corrosion resistance.
- AM processes such as WAAM, which invest large amounts of energy (heat) into the build, have limited and low values of residual mechanical properties, including hardness, which is not significantly improved or altered with high-temperature heat treatment.
- For LP-DED as-built products having process power ranging from 350 W to 2620 W, Vickers microindentation hardness varied from HV 263 to HV 223, respectively, while the heat-treated samples’ hardness varied from HV 191 to HV 187, respectively—a variance of only 2%.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Floreen, S.; Fuchs, G.F.; Yang, W.J. Metallurgy of Alloy 625, Superalloys 718, 625 and Various Derivatives; Loria, E.A., Ed.; The Minerals, Metals and Materials Society: Warrendale, PA, USA, 2007; pp. 13–37. [Google Scholar]
- Shankar, V.; Rao, K.B.S.; Mannan, S. Microstructure and mechanical properties of Inconel 625 superalloy. J. Nucl. Mater. 2001, 288, 222–232. [Google Scholar] [CrossRef]
- Shoemaker, L.E. Alloys 625 and 725: Trends in Properties and Applications, Superalloys 718, 625 and Various Derivatives; Loria, E.A., Ed.; The Minerals, Metals and Materials Society: Warrendale, PA, USA, 2005; pp. 409–418. [Google Scholar]
- Amato, K.N.; Hernandez, J.; Murr, L.E.; Martinez, E.; Gaytan, S.M.; Shindo, P.W. Comparison of microstructures and properties for a nickel-base superalloy (625) fabricated by electron and laser beam melting. J. Mater. Sci. Res. 2012, 1, 3. [Google Scholar]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Li, C.; White, R.; Fang, X.Y.; Weaver, M.; Guo, Y.B. Microstructure evolution characteristics of Inconel 625 alloy from selective laser melting to heat treatment. Mater. Sci. Eng. A 2017, 705, 20–31. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: New York, NY, USA, 2006. [Google Scholar]
- Binczyk, F.; Śleiona, J. Macro- and microhardness if IN-713C nickel superalloy constituents. Arch. Foundry Eng. 2009, 9, 9–12. [Google Scholar]
- Singh, A.; Nag, S.; Chattopadhyay, S.; Ren, Y.; Tiley, J.; Viswanathan, G.; Fraser, H.; Banerjee, R. Mechanisms related to different generations of γ′ precipitation during continuous cooling of a nickel base superalloy. Acta Mater. 2012, 61, 280–293. [Google Scholar] [CrossRef]
- Zhang, D.Y.; Niu, W.; Cao, X.Y.; Liu, Z. Effect of standard heat treat on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A 2015, 644, 32. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Deng, D.; Moverare, J.; Peng, R.L.; Söderberg, H. Microstructure and anisotropic mechanical properties of EBM manufactured Inconel 718 and effects of post heat treatments. Mater. Sci. Eng. A 2017, 693, 151–163. [Google Scholar] [CrossRef]
- Schneider, J.; Lund, B.; Fullen, M. Effect of heat treatment variations on the mechanical properties of Inconel 718 selective laser melted specimens. Addit. Manuf. 2018, 21, 248–254. [Google Scholar] [CrossRef]
- Rao, G.A.; Kumar Srinivas, M.; Sarma, D.S. Effect of standard heat treatment on the microstructure and mechanical properties of hot isostatically pressed super alloy Inconel 718. Mater. Sci. Eng. A 2003, 355, 114. [Google Scholar] [CrossRef]
- Raghavan, S.; Zhang, B.C.; Wang, P.; Sun, C.N.; Nai, M.L.S.; Li, T.; Wei, J. Effect of different heat treatments on the microstructure and mechanical properties in selective laser melted INCONEL 718 alloy. Mater. Manuf. Processes 2017, 32, 1588. [Google Scholar] [CrossRef]
- Gamon, A.; Arrieta, E.; Gradl, P.R.; Katsarelis, C.; Murr, L.E.; Wicker, R.B.; Medina, F. Microstructure and hardness comparison of as-built inconel 625 alloy following various additive manufacturing processes. Results Mater. 2021, 12, 100239. [Google Scholar] [CrossRef]
- Gradl, P.; Tinker, D.; Park, A.; Mireles, O.; Garcia, M.; Wilkerson, R.; Mckinney, C. Robust metal additive manufacturing process selection and development for aerospace components. J. Mater. Eng. Perform. 2021, 31, 6013–6044. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components–Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 Years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Murr, L.E. Interfacial Phenomena in Metals and Alloys; Addison-Wesley Publishing Co.: Reading, MA, USA, 1975. [Google Scholar]
- Trillo, E.; Murr, L. Effects of carbon content, deformation, and interfacial energetics on carbide precipitation and corrosion sensitization in 304 stainless steel. Acta Mater. 1999, 47, 235–245. [Google Scholar] [CrossRef]
- Segura, I.; Murr, L.; Terrazas, C.; Bermudez, D.; Mireles, J.; Injeti, V.; Li, K.; Yu, B.; Misra, R.; Wicker, R. Grain boundary and microstructure engineering of Inconel 690 cladding on stainless-steel 316L using electron-beam powder bed fusion additive manufacturing. J. Mater. Sci. Technol. 2019, 35, 351–367. [Google Scholar] [CrossRef]
- West, E.A.; Was, G.S. Grain boundary engineered 316L and 690 in supercritical water. J. Nuclear Mater. 2009, 392, 264–271. [Google Scholar] [CrossRef]
- Marchese, G.; Parizia, S.; Rashidi, M.; Saboori, A.; Manfredi, D.; Ugues, D.; Lombardi, M.; Hryha, E.; Biamino, S. The role of texturing and microstructure evolution on the tensile behavior of heat-treated Inconel 625 produced via laser powder bed fusion. Mater. Sci. Eng. A 2020, 769, 138500. [Google Scholar] [CrossRef]
- Das, A.; Trafder, S. Geometry of dimples and its correlation with mechanical properties of stainless steel. Scripta Mater. 2008, 59, 1014–1017. [Google Scholar] [CrossRef]
- Qin, W.; Li, J.; Liu, Y.; Kang, J.; Zhu, L.; Shu, D.; Peng, P.; She, D.; Meng, D.; Li, Y. Effects of grain size on tensile property and fracture morphology of 316L stainless steel. Mater. Lett. 2019, 254, 116–119. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Machine | Type of Feedstock | Size | Power (W) | Travel Speed (mm/s) | Feedstock Feed Rate | Layer Thickness (µm) | Sample ID | Etchant Time (s) |
|---|---|---|---|---|---|---|---|---|---|
| L-PBF | EOS M400-4 | Powder | 15–45 µm | 180 | 1000 | N/A | 40 | B.1 | 60 ± 10 |
| WAAM | Lincoln Electric Pulsed MIG/Fanuc Robot | Wire | 1.57 mm dia | - | - | - | C.1 | 90 ± 10 | |
| EB-DED | Sciaky | Wire | 1.57 mm dia | 4800 | 12.7 | 110 in/min | - | D.1 | 90 ± 10 |
| LP-DED −350 W | RPM Innovations 557 | Powder | 45–150 µm | 350 | 16.9 | 15.6 g/min | - | G.1 | 90 ± 10 |
| LP-DED −700 W | RPM Innovations 557 | Powder | 45–150 µm | 750 | 16.9 | 11.4 g/min | - | G.2 | 90 ± 10 |
| LP-DED −1070 W | RPM Innovations 557 | Powder | 45–150 µm | 1070 | 16.9 | 16.0 g/min | - | G.3 | 90 ± 10 |
| LP-DED −2000 W | RPM Innovations 557 | Powder | 45–150 µm | 2000 | 16.9 | 19.3 g/min | - | G.4 | 90 ± 10 |
| LP-DED −2620 W | RPM Innovations 557 | Powder | 45–150 µm | 2620 | 12.7 | 28.0 g/min | - | G.5 | 90 ± 10 |
| EB-PBF | Arcam | Powder | 45–106 µm | 900 | 1080 | N/A | 50 | H.1 | 90 ± 10 |
| LW-DED Raster | Meltio M450 | Wire | 1.12 mm dia | 870 | 9.8 | 0.60 g/min | - | I.1 | 90 ± 10 |
| LW-DED Raster 90 | Meltio M450 | Wire | 1.12 mm dia | 870 | 9.8 | 0.60 g/min | - | I.2 | 90 ± 10 |
| LW-DED Linear 1 | Meltio M450 | Wire | 1.12 mm dia | 870 | 10.0 | 0.735 g/min | - | I.3 | 90 ± 10 |
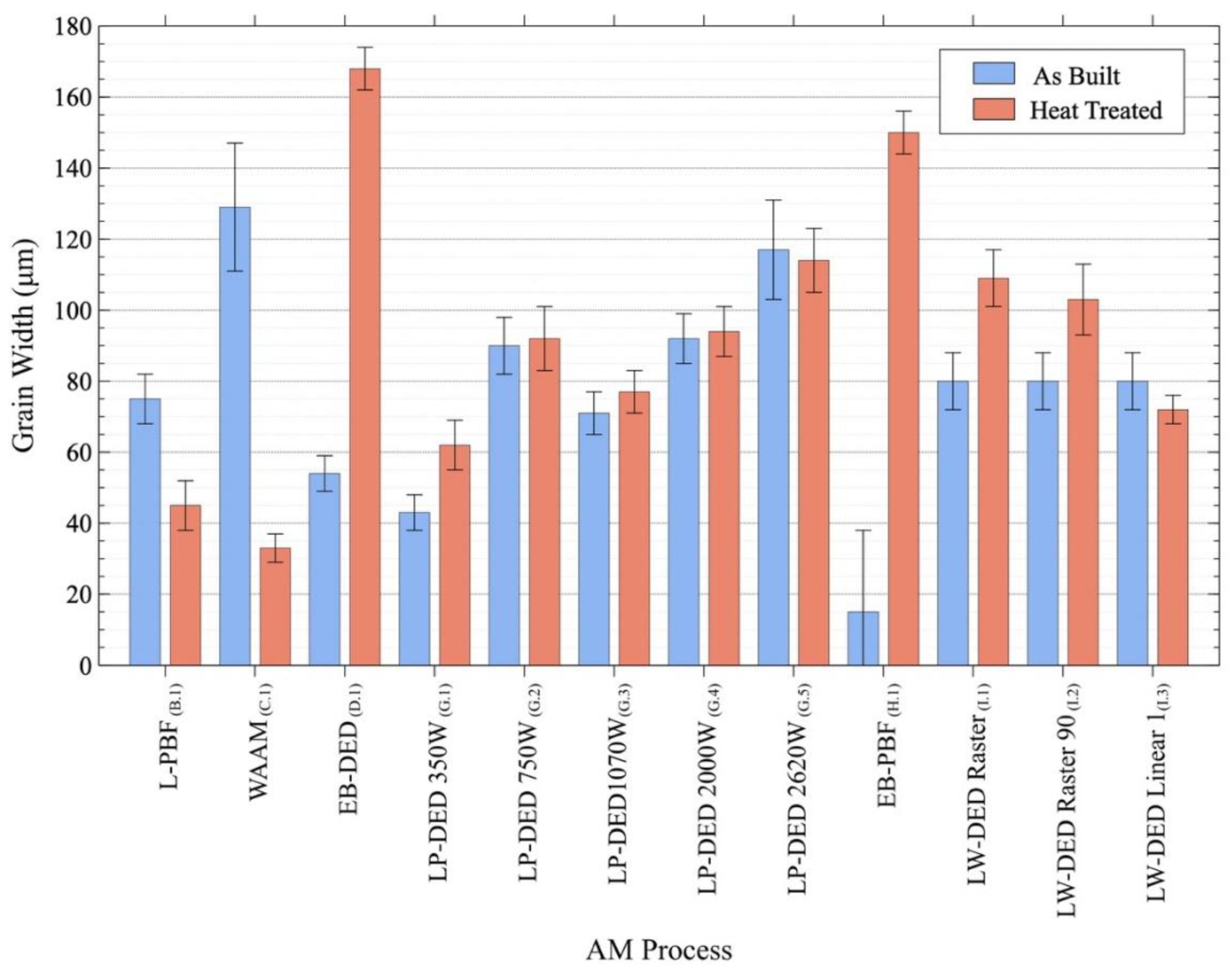
| AM Process | As-Built Density (%) * | Grain Morphology | Grain Width (μm) | Hardness (HV) |
|---|---|---|---|---|
| L-PBF (B.1) | 99.8 | Columnar/Dendrites | 75 ± 7 | 304 ± 7 |
| WAAM (C.1) | 99.9 | Columnar/Dendrites | 129 ± 18 | 228 ± 4 |
| EB-DED (D.1) | 99.9 | Columnar/Dendrites | 54 ± 5 | 236 ± 6 |
| LP-DED 350 W (G.1) | 99.9 | Columnar/Dendrites | 43 ± 5 | 263 ± 7 |
| LP-DED 750 W (G.2) | 99.9 | Columnar/Dendrites | 90 ± 8 | 256 ± 9 |
| LP-DED1070 W (G.3) | 99.8 | Columnar/Dendrites | 71 ± 6 | 242 ± 6 |
| LP-DED 2000 W (G.4) | 99.9 | Columnar/Dendrites | 92 ± 7 | 242 ± 7 |
| LP-DED 2620 W (G.5) | 99.5 | Columnar/Dendrites | 117 ± 14 | 223 ± 9 |
| EB-PBF (H.1) | 99.1 | Columnar | 15 ± 23 | 191 ± 6 |
| LW-DED Raster (I.1) | 99.9 | Columnar/Dendrites | 80 ± 8 | 223 ± 9 |
| AM Process | SR + HIP + SOL Density (%) | Grain Morphology | Grain Width (μm) | Hardness (HV) | UTS (MPa) | Yield Strength (MPa) | % Elongation |
|---|---|---|---|---|---|---|---|
| L-PBF (B.1) | 99.9 | Equiaxed | 45 ± 7 | 206 ± 11 | 855 | 371 | 55.65 |
| WAAM (C.1) | 99.9 | Equiaxed | 330 ± 4 | 180 ± 8 | 659 | 285 | 56.00 |
| EB-DED (D.1) | 99.9 | Equiaxed | 168 ± 6 | 186 ± 9 | 742 | 305 | 70.20 |
| LP-DED 350 W (G.1) | 99.9 | Equiaxed | 62 ± 7 | 191 ± 10 | 849 | 354 | 61.00 |
| LP-DED 750 W (G.2) | 99.9 | Equiaxed | 92 ± 9 | 188 ± 11 | 812 | 335 | 64.00 |
| LP-DED1070 W (G.3) | 99.9 | Equiaxed | 77 ± 6 | 188 ± 10 | 817 | 334 | 62.88 |
| LP-DED 2000 W (G.4) | 99.9 | Equiaxed | 94 ± 7 | 191 ± 13 | 792 | 334 | 61.75 |
| LP-DED 2620 W (G.5) | 98.9 | Equiaxed | 114 ± 9 | 187 ± 9 | 740 | 336 | 60.50 |
| EB-PBF (H.1) | 99.9 | Columnar | 150 ± 6 | 188 ± 9 | 731 | 321 | 55.60 |
| LW-DED Raster (I.1) | 99.9 | Equiaxed | 109 ± 8 | 209 ± 14 | 754 | 305 | 54.80 |
| LW-DED Raster 90 (I.1) | 99.9 | Equiaxed | 103 ± 10 | 215 ± 26 | 754 | 313 | 51.60 |
| LW-DED Linear 1 (I.1) | 99.5 | Equiaxed | 72 ± 4 | 220 ± 22 | 768 | 326 | 52.20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luna, V.; Trujillo, L.; Gamon, A.; Arrieta, E.; Murr, L.E.; Wicker, R.B.; Katsarelis, C.; Gradl, P.R.; Medina, F. Comprehensive and Comparative Heat Treatment of Additively Manufactured Inconel 625 Alloy and Corresponding Microstructures and Mechanical Properties. J. Manuf. Mater. Process. 2022, 6, 107. https://doi.org/10.3390/jmmp6050107
Luna V, Trujillo L, Gamon A, Arrieta E, Murr LE, Wicker RB, Katsarelis C, Gradl PR, Medina F. Comprehensive and Comparative Heat Treatment of Additively Manufactured Inconel 625 Alloy and Corresponding Microstructures and Mechanical Properties. Journal of Manufacturing and Materials Processing. 2022; 6(5):107. https://doi.org/10.3390/jmmp6050107
Chicago/Turabian StyleLuna, Victoria, Leslie Trujillo, Ariel Gamon, Edel Arrieta, Lawrence E. Murr, Ryan B. Wicker, Colton Katsarelis, Paul R. Gradl, and Francisco Medina. 2022. "Comprehensive and Comparative Heat Treatment of Additively Manufactured Inconel 625 Alloy and Corresponding Microstructures and Mechanical Properties" Journal of Manufacturing and Materials Processing 6, no. 5: 107. https://doi.org/10.3390/jmmp6050107
APA StyleLuna, V., Trujillo, L., Gamon, A., Arrieta, E., Murr, L. E., Wicker, R. B., Katsarelis, C., Gradl, P. R., & Medina, F. (2022). Comprehensive and Comparative Heat Treatment of Additively Manufactured Inconel 625 Alloy and Corresponding Microstructures and Mechanical Properties. Journal of Manufacturing and Materials Processing, 6(5), 107. https://doi.org/10.3390/jmmp6050107