3.2. Parameter Optimization and Density
Table 4 shows the sets of parameters for the selected variables and limits created using the Fedorov operator. The energy density was confined to between 40 and 70 J/mm
3 with set 11 being the default set recommended by the machine manufacturer for their own powder. The relative density was above 99.5% for most parameters; only those set with energy densities below 43 J/mm
3 showed more porosity. This made it challenging to achieve a statistically relevant DoE model. However, visible cracks were observed for sets with high scan speeds and/or high laser power levels; hence, crack formation was included in DoE models 6 and 7.
In
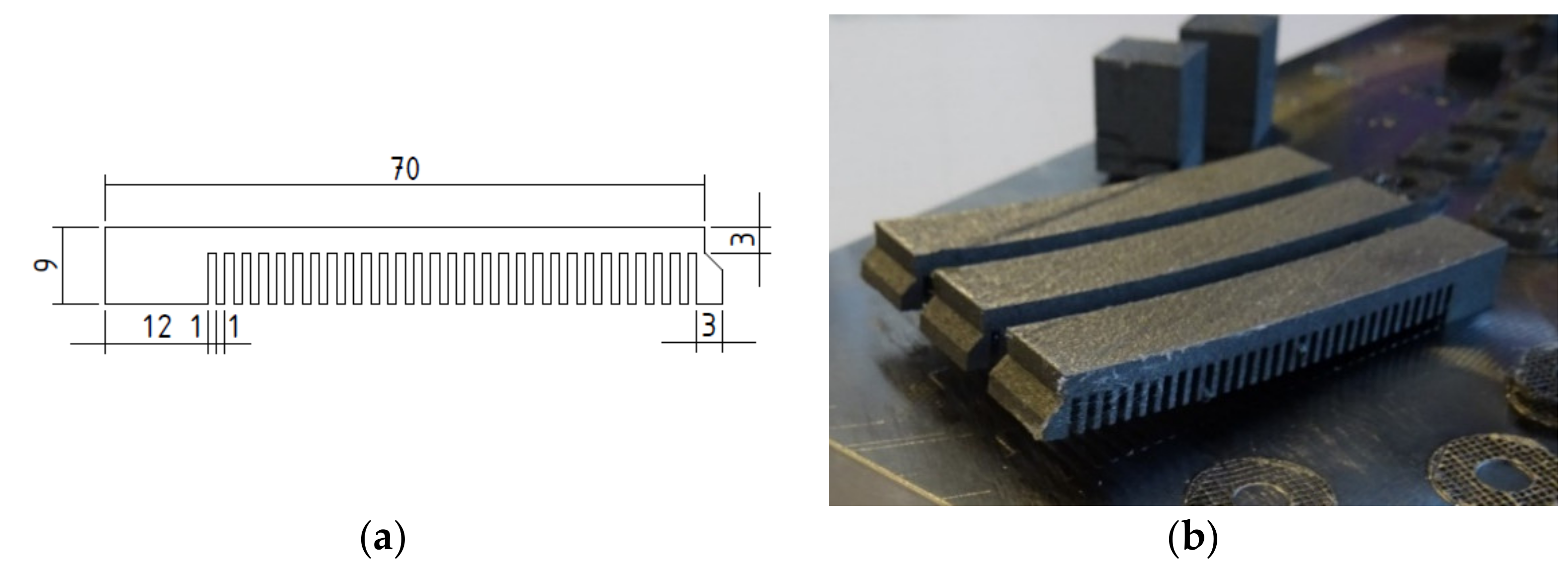
Table 5, the suggested parameter sets for the seven statistical models and the resulting densities are shown. For every model, parameters at the default laser power of 280 W and the suggested set for the highest density were measured using cubes with side lengths of 10, 15, and 20 mm. A trend toward a higher density for larger cubes was evident. Furthermore, the distortion of the cantilevers for the sets with the highest overall density was measured, with the default set performing best with a 2.96 mm vertical displacement.
Figure 2 shows that the main area of porosity was the sub-surface area. With an increase in volume compared with the surface, the density increased linearly for the measured cube sizes. To prove these results, the infill density was investigated with a light microscope using image-processing software. As shown in
Table 6, for the same set of process parameters, the infill porosity was below 0.03%, confirming the uneven porosity distribution.
However, porosity results found in the literature depend highly on the measurement method used. While Leuders et al. [
13] found a similar porosity of 0.23% by using X-ray tomography, others [
10,
14] stated lower values down to 0.01%, because the 2D measurement method does not take sub-surface pores into account. Although Kasparovich et al. [
19] used 3D tomography to investigate the porosity, they did not show the effect of sub-surface pores, because the specimen cubes were cut out of the infill material, hence supporting the theory of an increased sub-surface porosity. Kasparovich et al. [
14] showed a positive effect of HP on the overall porosity. Furthermore, the assumed nominal density can influence the results of the Archimedes method. Gong et al. [
24] used 4.41 g/cm
3, whereas in this work, a value of 4.43 g/cm
3 was assumed, considering the powder composition. The increased accumulation of pores beneath the surface also explains the fatigue results found in previous work [
25], where machined specimens outperformed electrochemically polished ones. Hence, the zone of increased porosity must be between 0.1 and 0.9 mm of the surface. For the final test specimen parameter, set 11 was used for the infill parameters due to its high density, lowest distortion, and enhanced comparability with results from other work.
Considering the optical evaluation, parameters with a line energy of 0.25 J/mm
2 were used for further tests. Nearly all tested parameter sets were superior to the default set of parameters for the vertical (standard) and upskin walls. In the case of downskin walls, the default parameters showed the best results, since their energy density is reduced compared to the standard and upskin walls. For the final surface parameters, set 5 was chosen for the standard, set 6 was chosen for the upskin, and the default parameters were used for the downskin walls. Contour parameters (final roughness values for the sets used are indicated in bold) and the relevant surface roughness are shown in
Table 7.
3.4. Surface Treatment
In a first step, EP surface treatment was used under non-heat-treated conditions for as-built specimens with a vertical orientation.
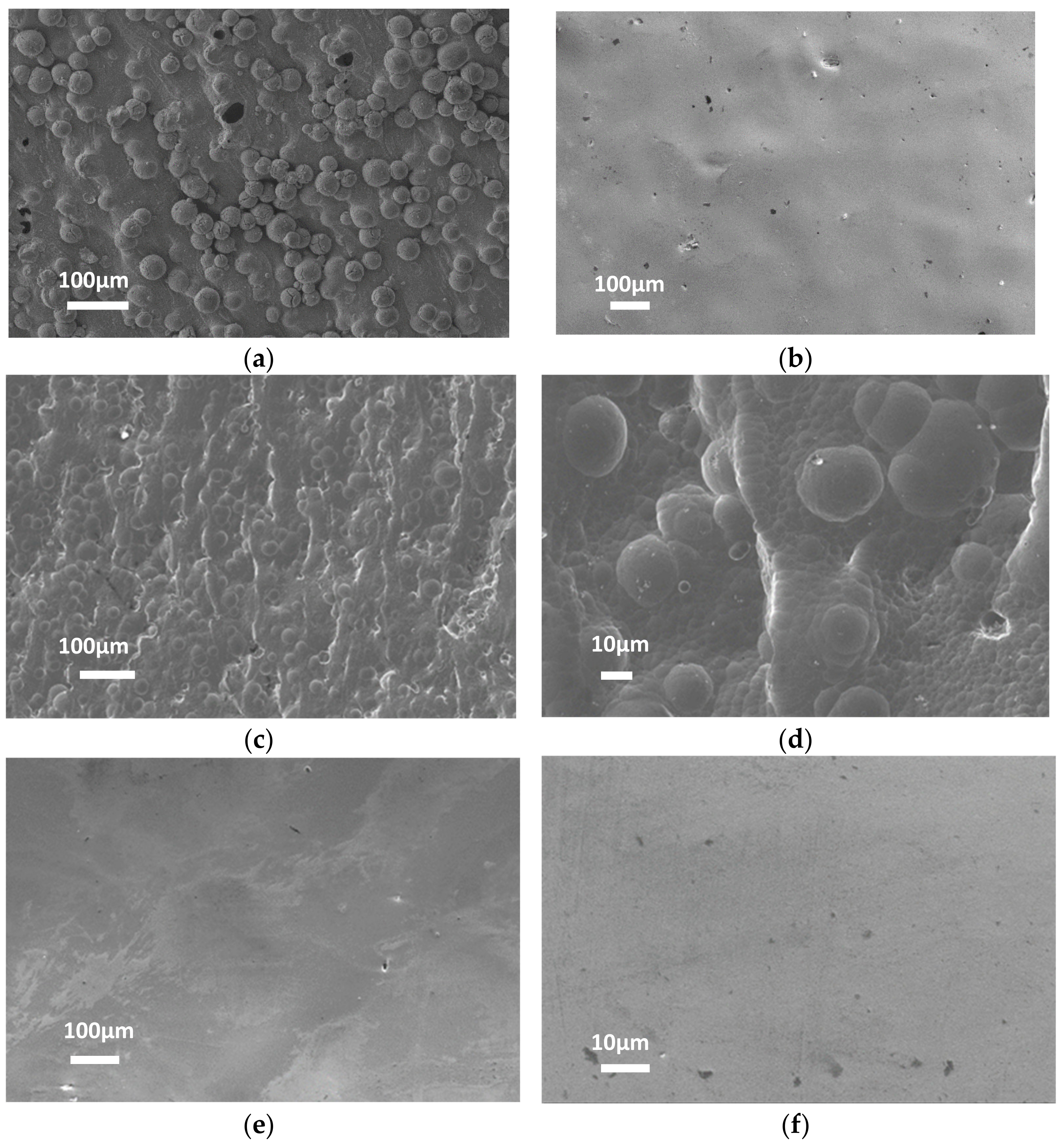
Figure 4 shows the relevant surfaces. The as-built surface has a rather chopped surface topology with numerous partly melted particles attached (
Figure 4a), while after EP, a slightly wavy surface without any particles but a silver mirroring appearance was achieved (
Figure 4b). The visible black dots indicate the sub-surface porosity exposed by the material removed in the EP process.
For heat-treated (SR, FA, and HP) specimens, a pickling step was added to remove the increased oxide layer (
Figure 4c,d). While the surface produced after EP showed a similar mirroring appearance as that produced for non-heat-treated samples (
Figure 4e,f), pickling seemed to remove some of the unmelted particles together with the oxide layer (
Figure 4d). An average ablation rate of 575 g/m
2 or 114 µm for the process was measured and must be considered for technical applications.
For AB specimens, optical and mechanical measurements were in line with these results, validating the use of the optical method for rough surfaces. The difference when comparing Sz with Rz is expected. For smoother Ma and EP surfaces, optical measurement seems to be an inadequate method, since the results were in the same range as those for the AB specimen, despite microscopy as well as the optical and haptic appearances indicating otherwise (
Table 8).
MA resulted in the expected homogenization and surface improvement for all orientations with Ra values of 0.4 µm for V, 0.7 µm for H, and 0.9 µm for F; and Rz values of 2.6, 4.5, and 6.2 µm, respectively. F orientated samples still showed a rougher surface, indicating that the microstructure orientation has an effect on machining.
EP improves the surface roughness, but it is not independent of the original surface properties. For upskin surfaces, Ra improvements were closer to those of MA with 0.8 µm for H, 1.4 µm for V, and 1.9 µm for F, while for downskin surfaces, they were relatively rougher: 3.8 µm for F and 4.4 µm for H. The same effect was observed for Rq and Rz. This indicates that the impact of EP differs depending on the reasons for surface roughness (e.g., staircase effect, balling, residuals of support structures, etc.). The roughness achieved for vertical samples was similar to that shown in the work of Yang et al. [
27] for EBM samples using the same electrolyte, while the surface roughness was superior with lower ablation rates compared with the L-PBF samples produced by Yang et al. [
28]. Mower et al. [
29] could not achieve any reduction in the surface roughness using MA or EP, having an Sa of 10–13 µm for all conditions.
EP can reduce the rather rough surfaces achieved for L-PBF of around Ra 6 to 20 µm to a level closer to that of the MA specimen: 1–4.5 µm for EP and around 1 µm for MA. However, the final roughness achieved by EP strongly depends on the AB roughness of the area, which must be considered for technical applications.
3.5. Mechanical Properties
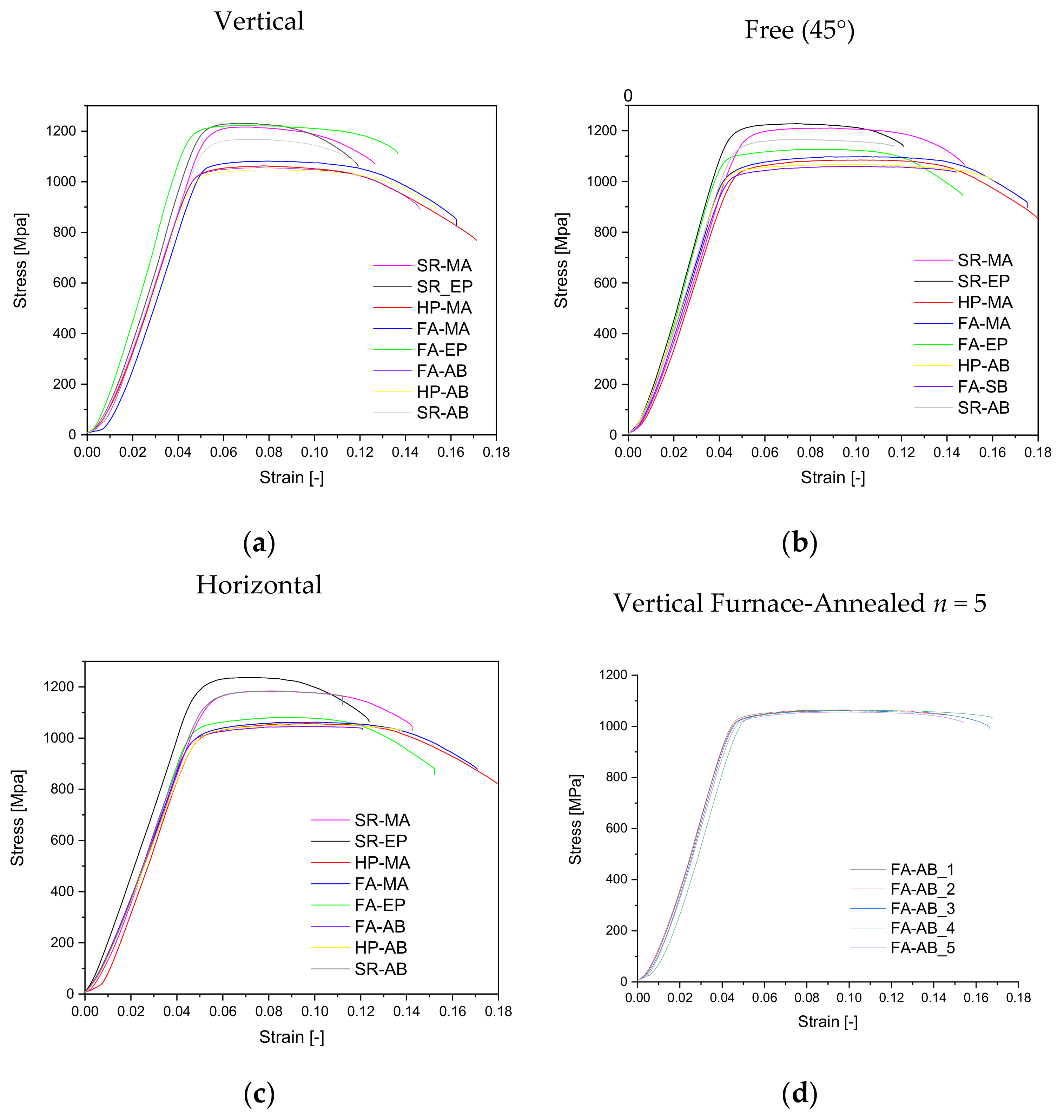
Figure 5a–c shows the strain–stress diagrams for all orientations and all surface and heat treatments. For each condition, a representative curve was selected to depict the results since every single condition that was highly reproducible (
Figure 5d). The overall deviation was from 2.3 (for FFAAB) to 22 MPa (for HSRAB) for yield strength (YS), while a lower value was found for the ultimate tensile strength (UTS; 0.7 for VSRMA to 18.3 MPa for VFAEP). A tendency toward higher deviations was found for the EP surface and SR heat treatment.
An effect of heat treatment was seen for all orientations and surface treatments, as described in [
12,
13,
19,
20,
21]. The SR samples showed YS and UTS values well above 1100 and 1200 MPa, respectively, with an elongation at break of 4–5%. Both FA and HP led to an increase in ductility with the elongation at break reaching more than 8%, but a minor reduction in tensile strength occurred, with the YS being around 1000 MPa and a UTS of 1100 MPa. Kasperovich et al. [
14] and Leuders et al. [
13] also recorded a higher ductility for the hipped specimen. The type of α + β microstructure obtained by FA and HP explains the reduction in the anisotropy of ductility. However, the costly HP process does not bring any substantial advantage over FA treatment, since both treatments have similar morphologies for the α and β phases (
Figure 3).
Surface treatment has a negligible impact on UTS and YS, especially for V and F, but it has an impact on ductility, especially on the constriction of H samples with an increase of nearly 100%: from 4.5% with SRAB to 38% with the SRMA specimen (
Appendix A). The results for F reflect those of the V rather than the H orientation. The results for UTS and YS contradict those of Kasparovic et al. [
13], who saw differences of 100 and 200 MPa, respectively, for as-built and machined specimens.
When comparing our results with other work, attention has to be paid to the alloy grade used and, therefore, the chemical composition. Ti6Al4V Grade 23 extra-low interstitial (ELI), which has lower oxygen levels, shows higher ductility, as oxygen is an α stabilizer. Even the range of oxygen found in Grade 5 powder is quite large, and therefore, results may vary [
17].
The compression YS was 1–5% above the tensile YS, where the SR and MA specimens showed higher strength values by about 50 MPa compared with the more ductile FA and HP specimens (about 10 MPa), with no advantage of HP over FA (
Figure 6). All values were well above the standard limits.
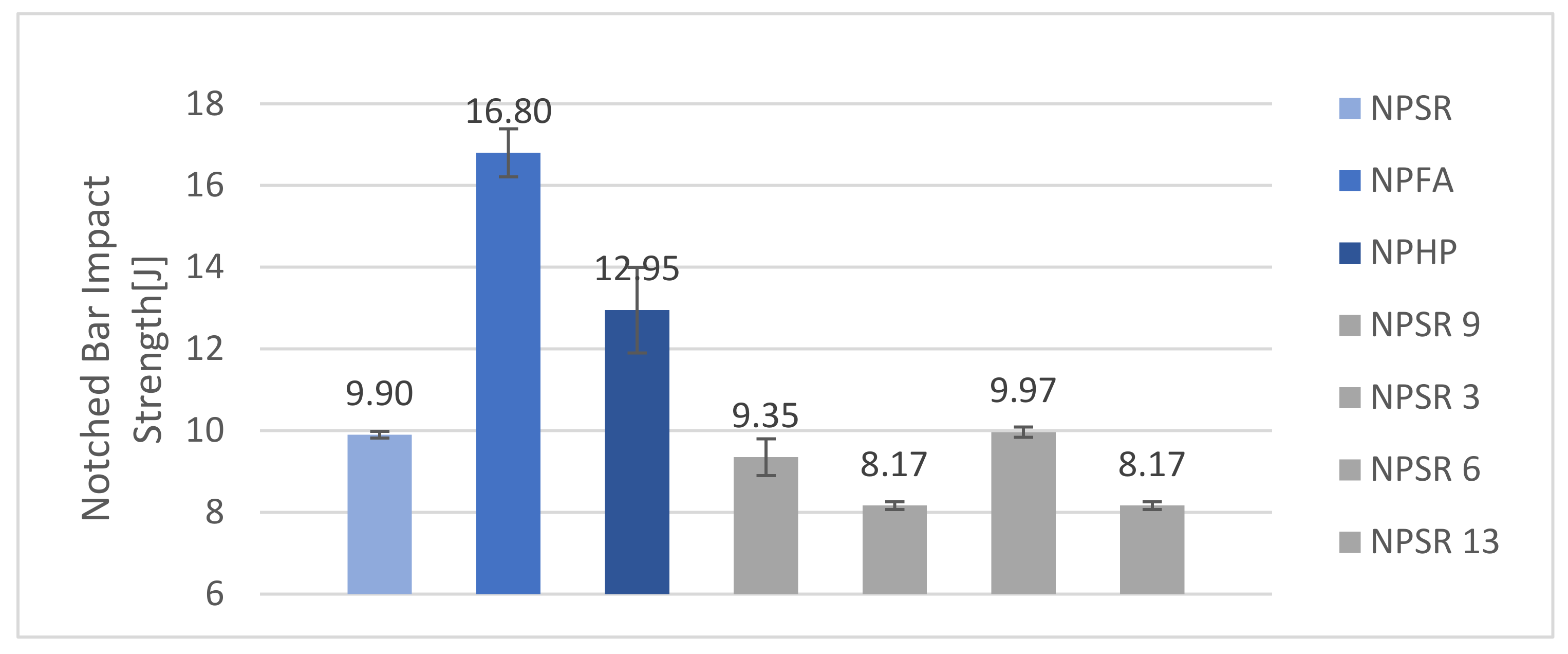
The dynamic break behavior was investigated using Charpy tests, and the results are shown in
Figure 7. The results show the effect of the microstructure on the impact strength. FA led to the best results with an impact strength of 16.8 J, while SR samples were found to be more brittle with an impact strength of just 9.9 J for the standard set of process parameters. The HP samples showed an impact strength of 12.95 J with a similar microstructure to the FA condition (
Figure 7).
Looking at the results from Yasa at al. [
20], there was an improvement between HT for 3 h at 595 °C and that for 3 h at 735 °C (which is similar to SR and FA used in this work) from 7 to 10.1 J; however, both values are below those found here. Since the AB samples without heat treatment performed better (11.5 J), the results may have been affected by oxygen pickup in the heat treatment process. Lee et al. [
21] had similar results with 7.3 J for the SR specimen but just 6 J for the AB specimen. Muiruri et al. [
22] achieved a higher strength value for the non-heat-treated specimen of about 14.4 ± 0.3 J, but this was produced with Ti64 Grade 23 with an oxygen level of just 0.082 wt%. For the same alloy grade, Monaheng et al. [
23] achieved values of around 35 J for the FA condition but with different temperatures and holding times (650 °C for 3 h and 950 °C for 3 h).
The parameters also influence the break behavior. Impact strengths of 8.17, 9.97, 9.35, and 8.17 J were observed in SR samples for DoE sets 3, 6, 9, and 13 (
Table 4). Using specimens of half the size, Lucon et al. [
30] showed the same strong influences of the process and post-process parameters on the impact strength of electron-beam-melted AM samples. This indicates that Charpy testing is a highly suited tool for the characterization of the quality of the L-PBF process and should be further investigated.
Materials processed by L-PBF have always been considered anisotropic due to the uniaxial build direction and, therefore, the aligned grain growth [
2,
7,
8,
9,
10]. However, for YS and UTS, as well as compression YS, the material behaved isotropically with overall deviations of just 4 and 2% for YS and UTS, respectively, for the AB surface condition.
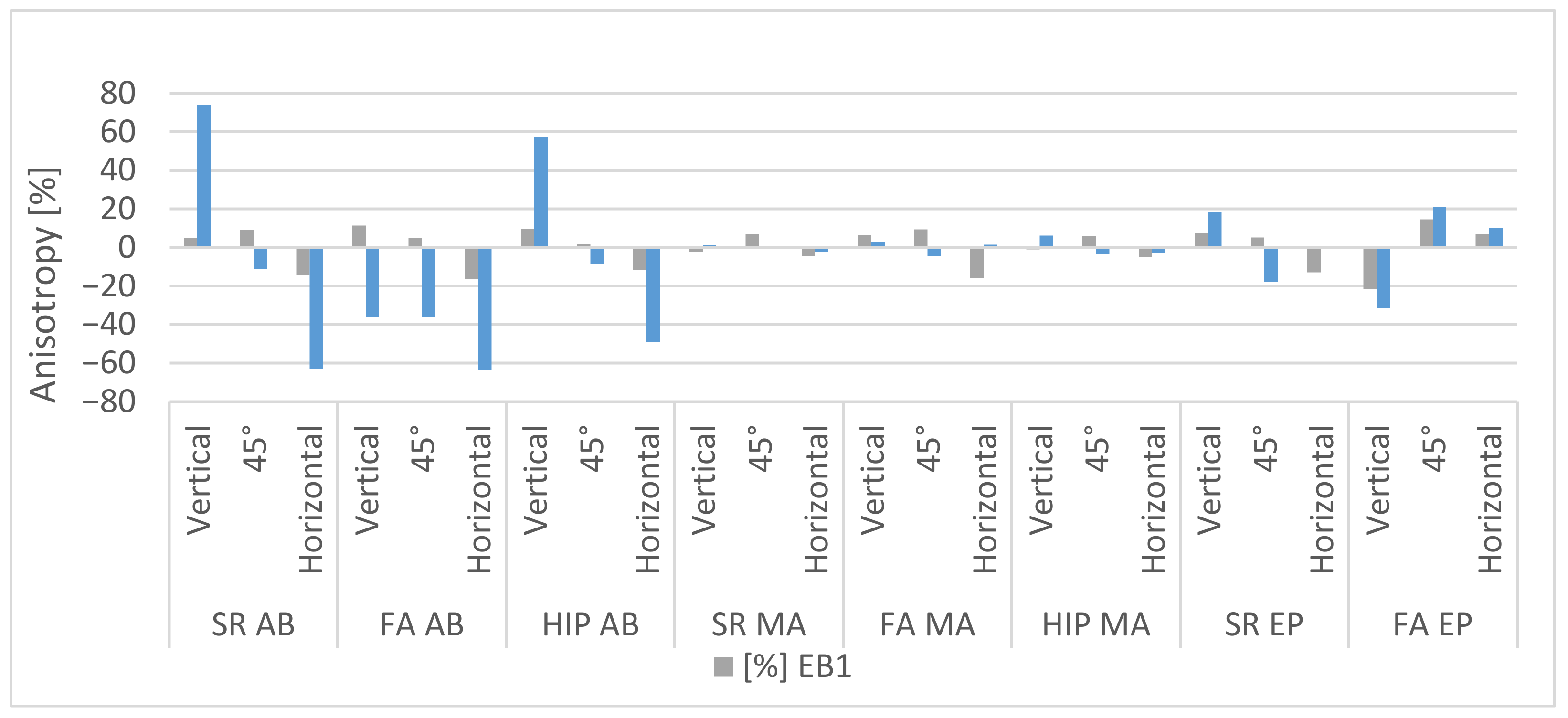
Figure 8 and
Figure 9 show the precentral anisotropy for tensile strength and plastic deformation. The highest anisotropy for tensile strength was found for the FA EP specimen, for which YS and UTS showed increases of about 7% in the V orientation, while for H, the values were 5% below the middle value. For most other conditions, anisotropy was in the range of ±2% for YS and even lower for UTS at ranges of 0.2 to 1.8%. Compared with previous work [
2,
29], the results are superior considering anisotropy, and to the best of the authors’ knowledge, no results for free orientation can be found in the literature.
Greater anisotropy was seen for the ductility and break behavior (
Figure 9 and
Figure 10). Constriction highly depends on the orientation, especially for the AB surface, with the H specimen showing just 4% total constriction, while V showed up to 30% necking. A similar but less pronounced trend was seen for elongation at break. Liu et al. [
2] claimed that the reason for this is the elongated grain structure in the build direction. Though being a reasonable argument, heat treatment and, therefore, a more globular microstructure showed little effect, while surface treatment, EP, and even more so, MA, reduced the anisotropy in the break behavior (
Figure 10).
Mower et al. [
19] observed a worse performance for V samples than for H samples, but there was total isotropic behavior for the HP specimen. This indicates that the microstructure is the reason for the anisotropy found in YS and UTS, while for break behavior, influencing factors reduced by surface treatment, such as the surface roughness, porosity distribution, geometric accuracy, and residual stresses [
31], are crucial. A similar effect for anisotropic behavior was found for fatigue strength, which was highly influenced by the sub-surface porosity [
25,
32].
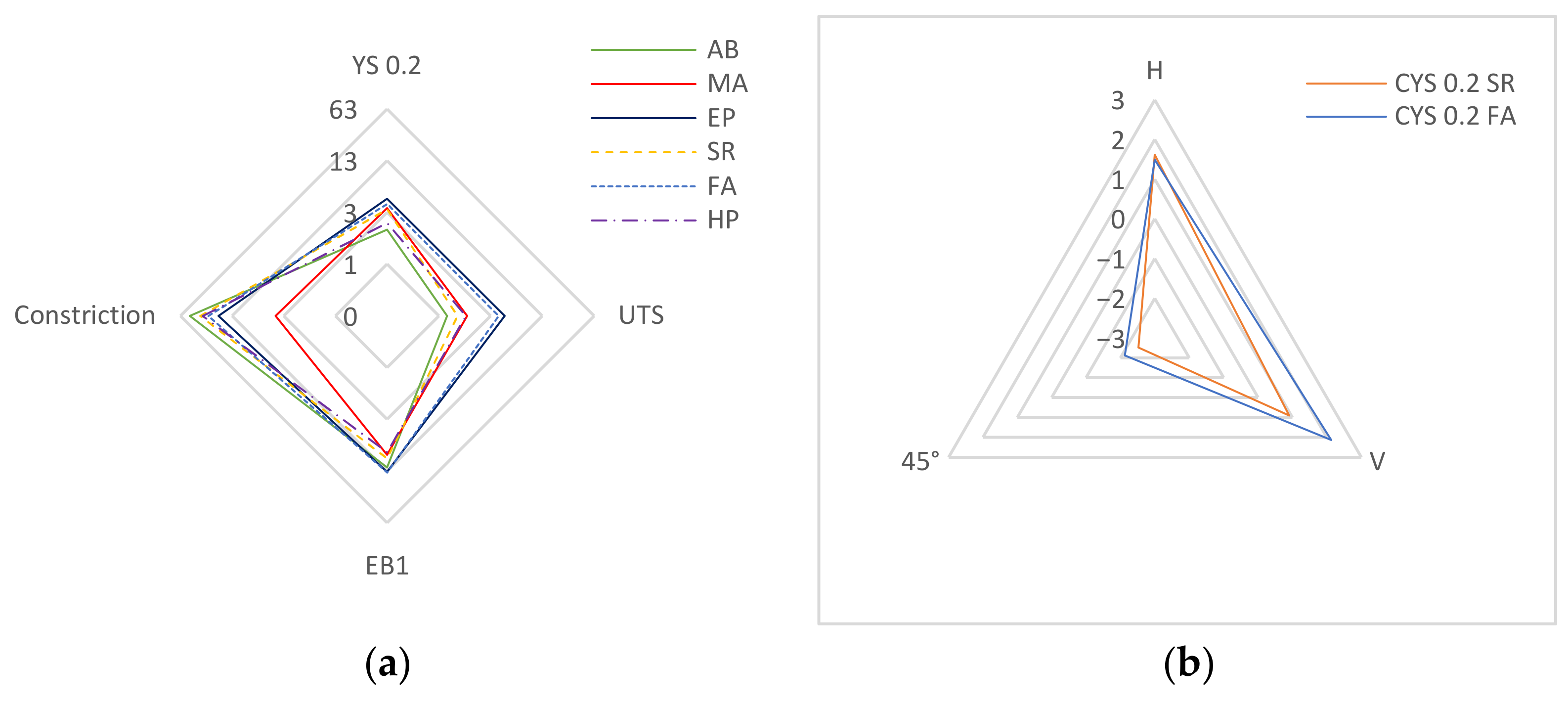
For the yield and tensile strengths in particular, the values of specimen F were more in the range of those of specimen V than those of specimen H, showing that the detectable change in properties is not linear between V and H but rather is a phenomenon of specimen H. This is beneficial from a technical point of view, considering that load cases will rarely be unidirectional (
Figure 8 and
Figure 10).
Figure 10a shows the deviation of the anisotropies concerning singular surfaces and heat treatments. Surprisingly, the deviation of YS and UTS increased marginally for surface-treated specimens (MA and EP) and FA heat treatment, but it can still be considered low. The reason for this trend is the higher anisotropy for the FAEP specimen. All surface and heat treatments showed positive impacts on constriction, with machining having the highest effect. The anisotropy of the compression YS (
Figure 10b) was even smaller than that of tensile anisotropy with only around 0.2% for both the SR and FA samples. While not that critical for component design, which is normally limited by the YS, the anisotropy of the break behavior can have a strong influence on postprocessing, especially machining, as shown by Perez-Ruiz et al. [
33] for Inconel 718.
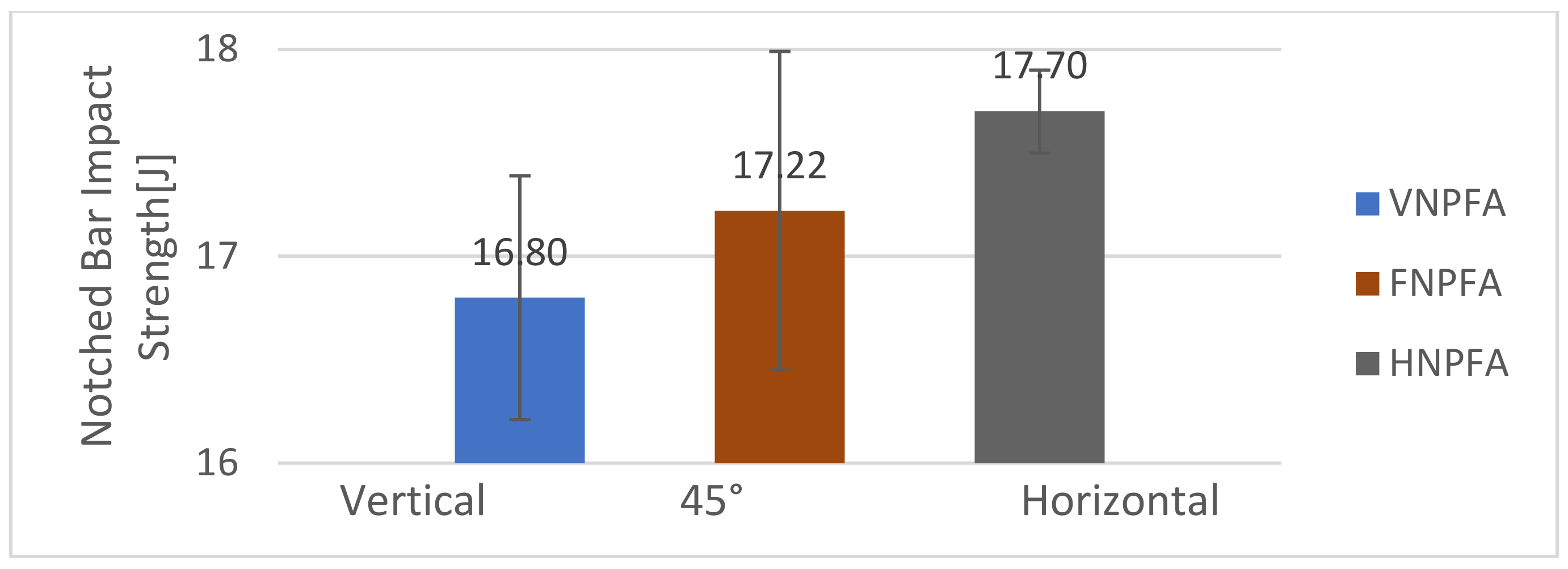
The dynamic anisotropy for the notched bar impact strength (
Figure 11) was a little higher, from 16.8 J for vertical to 17.7 J for horizontal samples, which showed the highest impact strength, but all the results showed deviations. Yasa et al. [
20] also showed inferior behavior for vertical samples, but the error margin was bigger, and the overall strength was inferior. However, they used just a single, non-heat-treated sample for each orientation and mentioned problems in the build process. Monaheng et al. [
23] recorded a deviation of a similar size but found that vertical samples showed the best results.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}