
Development of In-Process Temperature Measurement of Grinding Surface with an Infrared Thermometer


Abstract
1. Introduction
2. A Novel Concept for Grinding Surface Temperature Measurement with an Infrared Thermometer
3. Verification of Temperature Measurement Operation
3.1. Experimental Conditions
3.2. Experimental Results
4. Application of Temperature Measurement during Dry Grinding of CFRP
4.1. Experimental Conditions
4.2. Experimental Results
5. Relationship between the Position of the Temperature-Measurement Area of the Infrared Thermometer and the Measurement Value
5.1. Experimental Condition
5.2. Experimental Results
5.3. Numerical Analysis of Grinding Surface Temperature
5.4. Comparison of Experimental and Numerical Analysis Results
6. Application of the Detection of Machining Abnormalities
6.1. Experimental Conditions
6.2. Experimental Results
7. Conclusions
- (1)
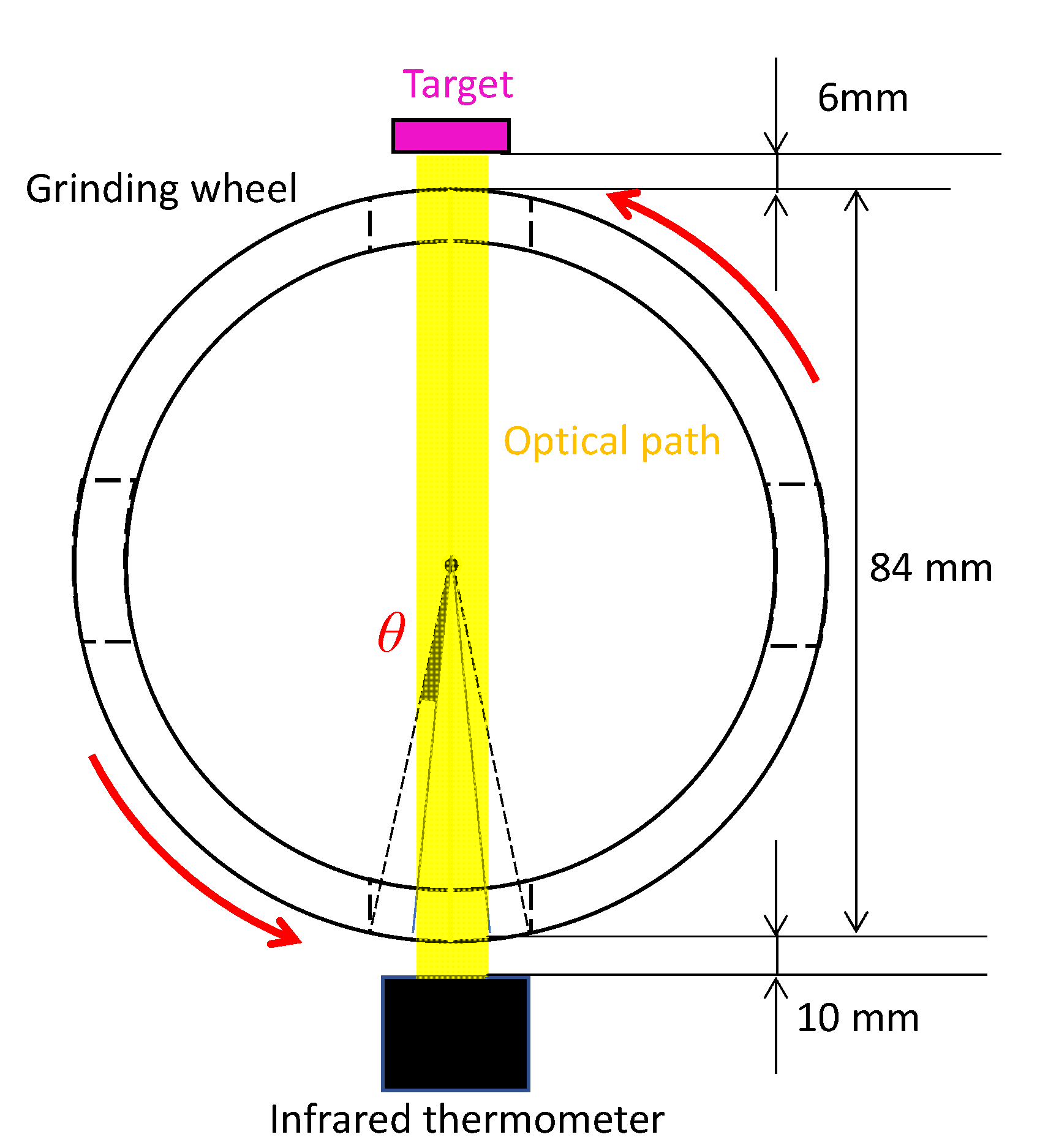
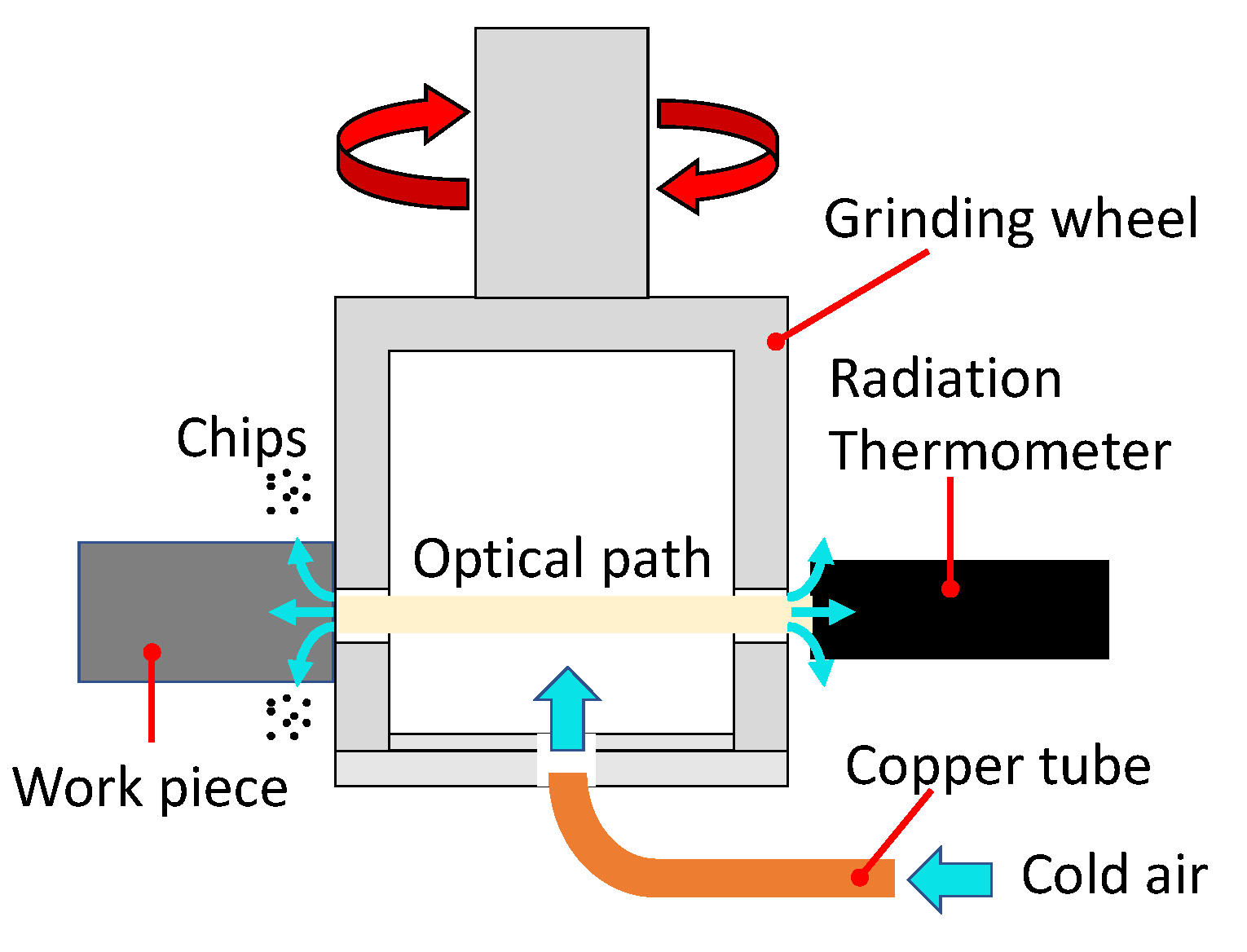
- Small holes were created in a thin-wall hollow grinding wheel perpendicular to the tool axis, and the workpiece, grinding wheel, and infrared thermometer were arranged in that order. The temperature on the grinding surface could then be measured through the two holes on the grinding wheel. Alternatively, the temperature on the HGW could also be measured when the outer surface of the grinding wheel was placed within a temperature measuring area of the infrared thermometer.
- (2)
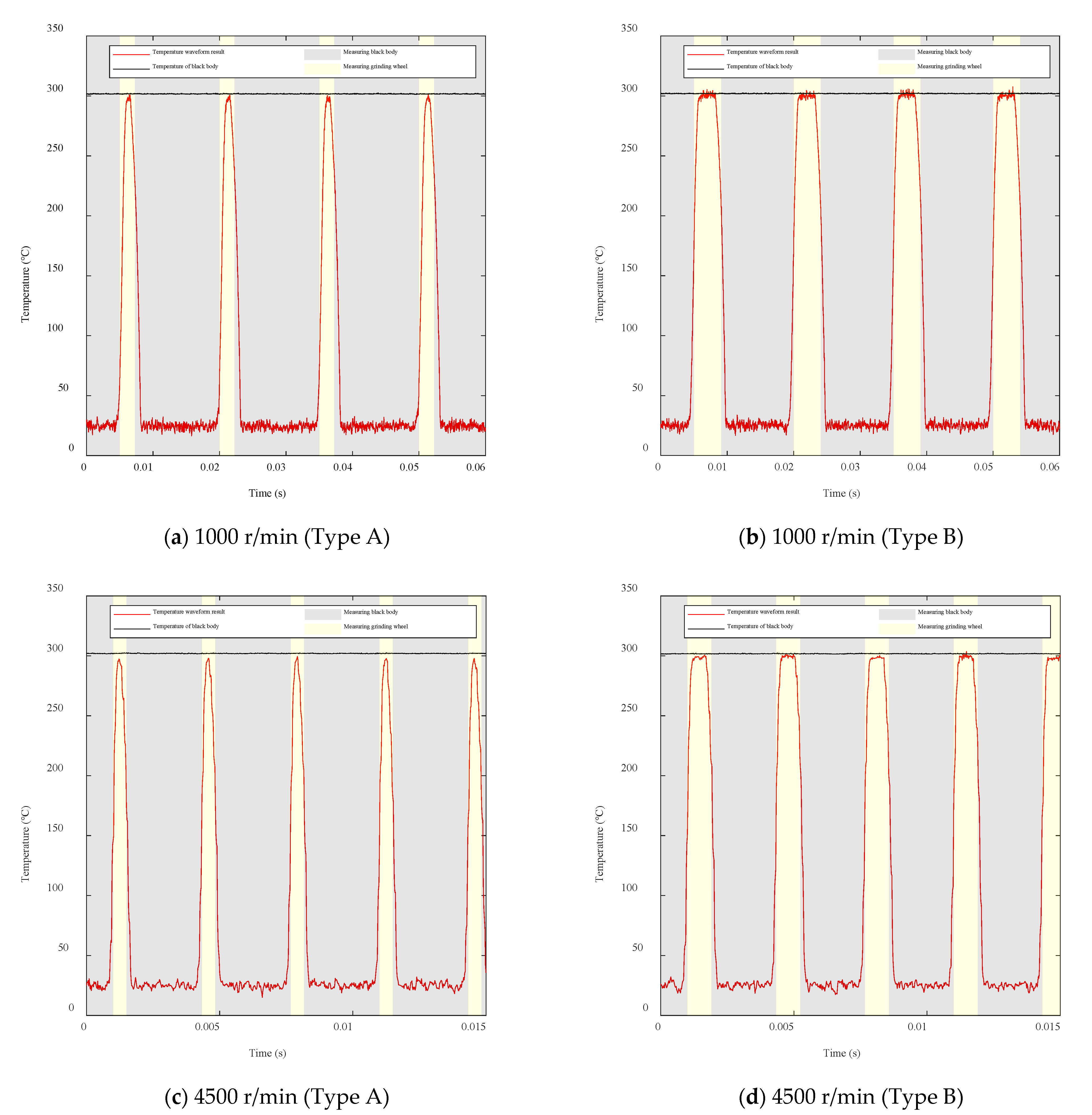
- When the proposed method was applied to a blackbody furnace at 300 °C, it was possible to measure the temperature with an error of about 5 °C, even at a high-speed rotation of 7000 r/min.
- (3)
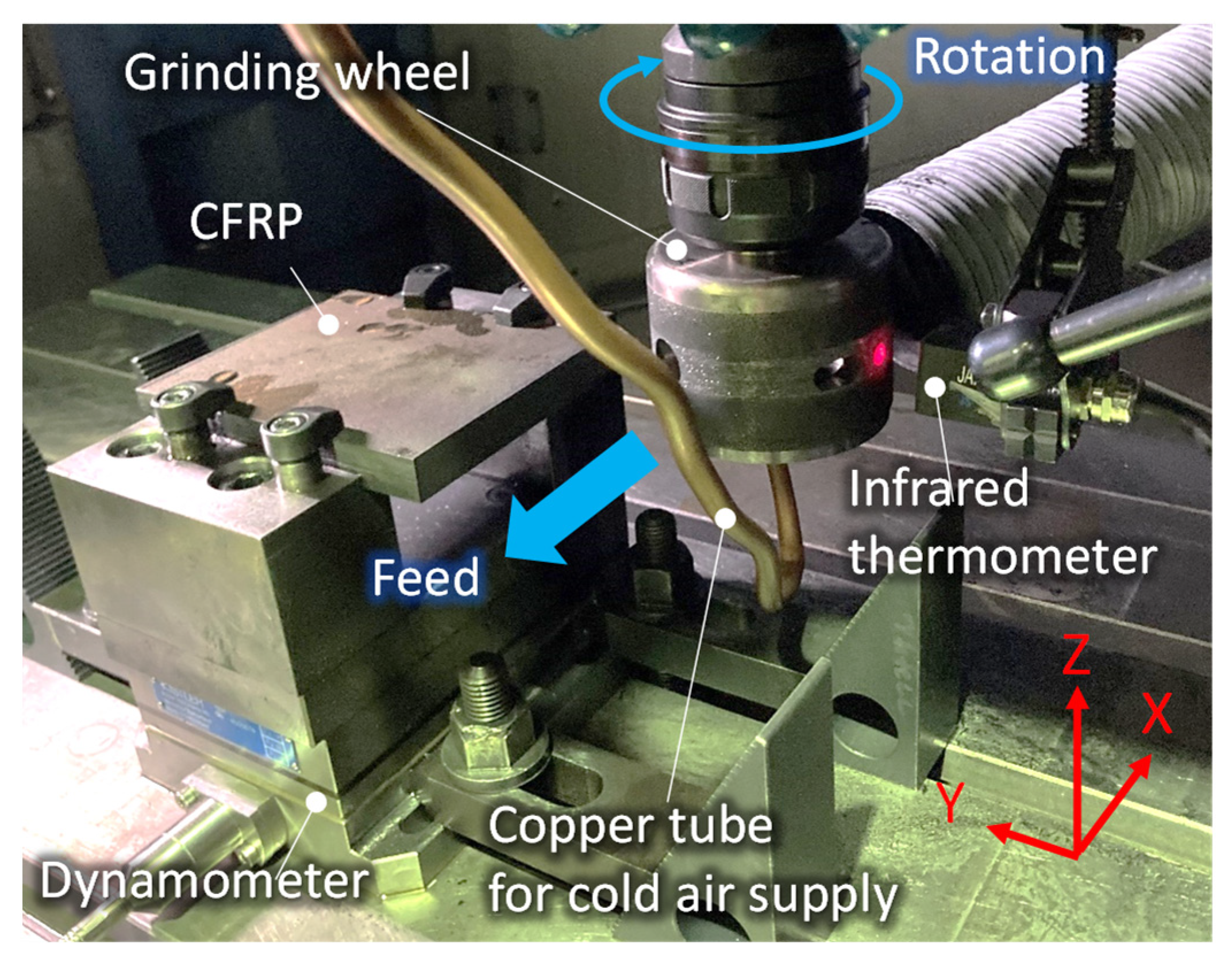
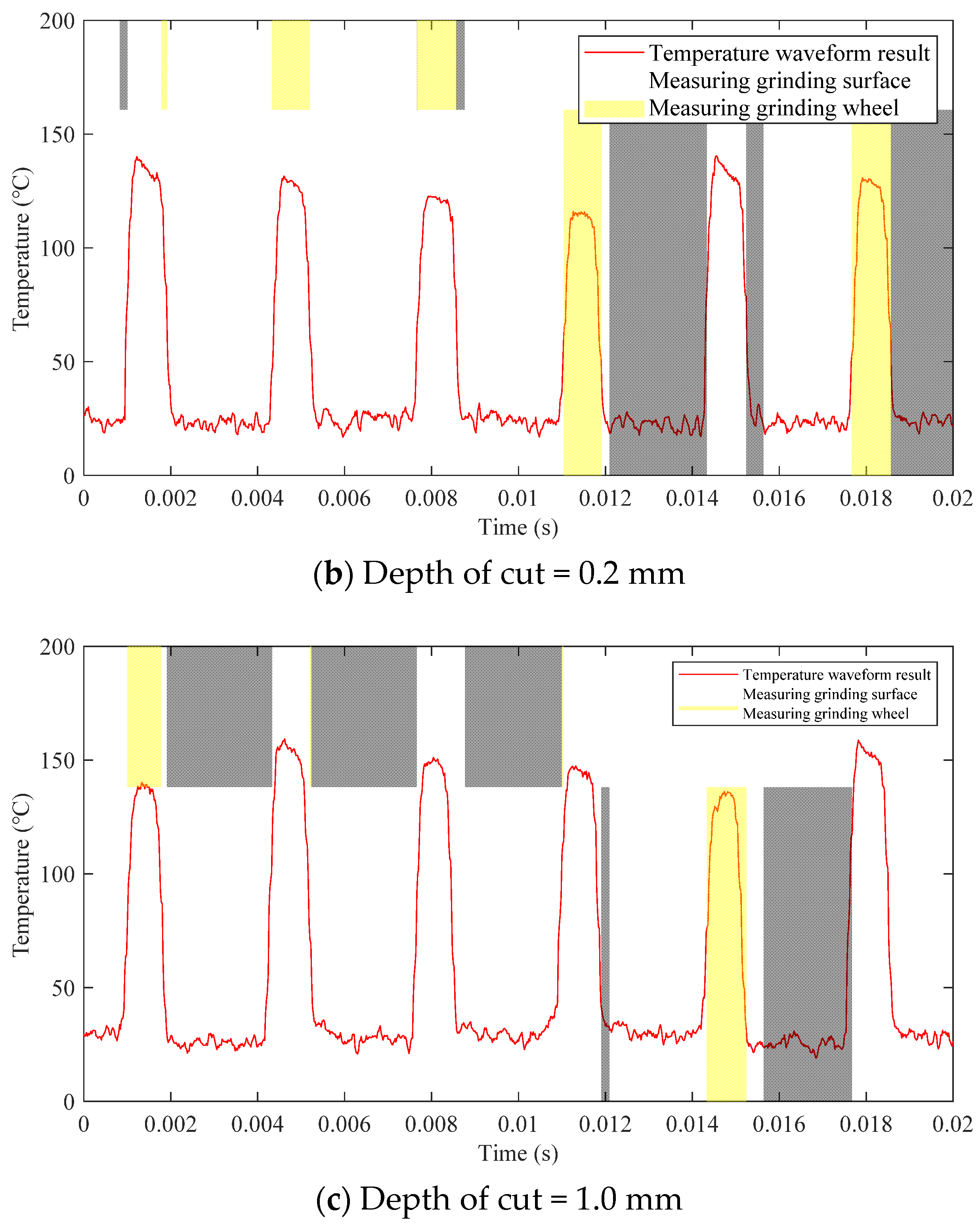
- The temperature of the grinding surface and the surface of the grinding wheel could be measured in-process during the dry grinding of CFRP using the proposed temperature measurement method at any depth of cut, assuming precision grinding, rough grinding, and high-efficiency grinding.
- (4)
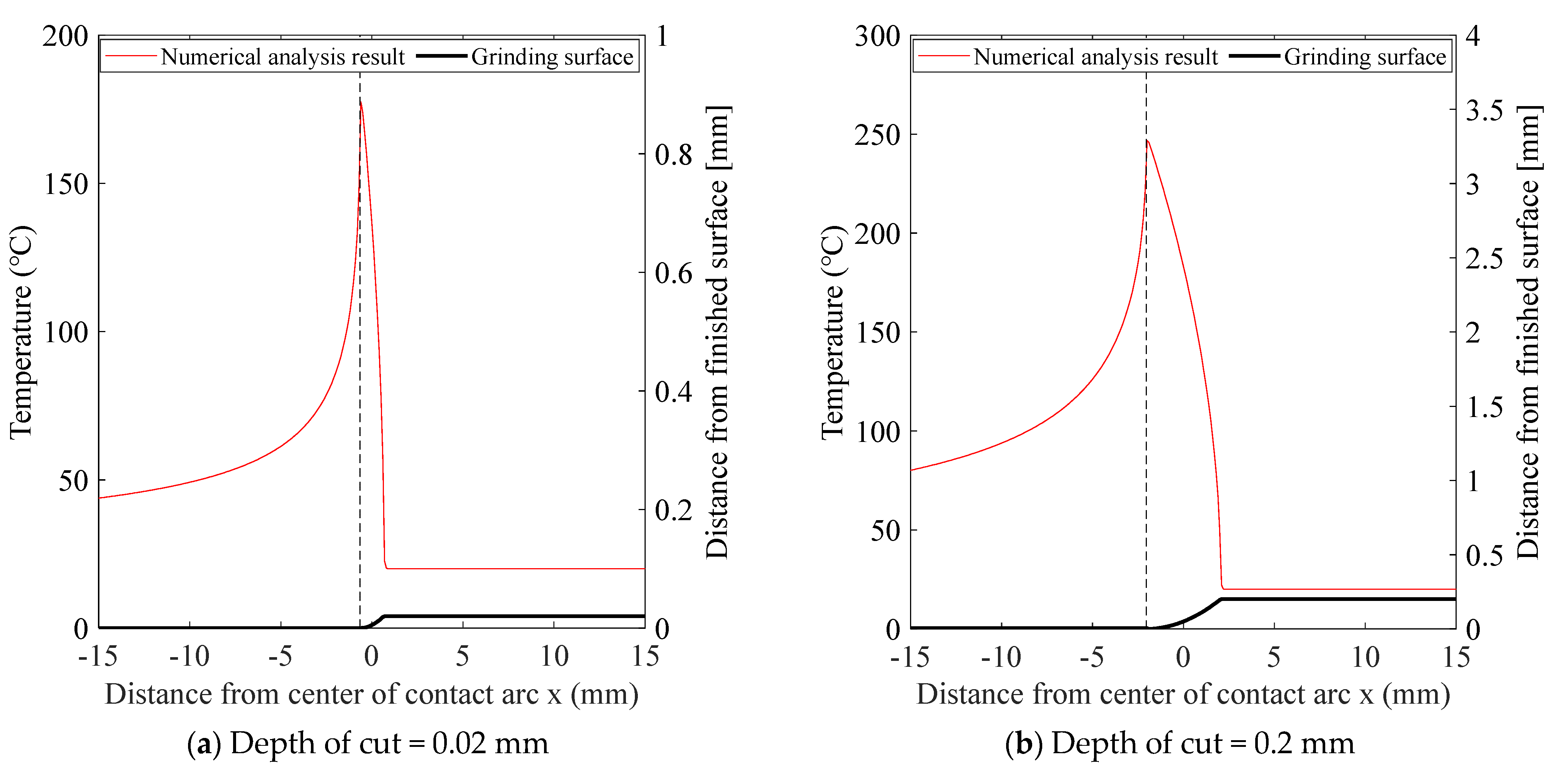
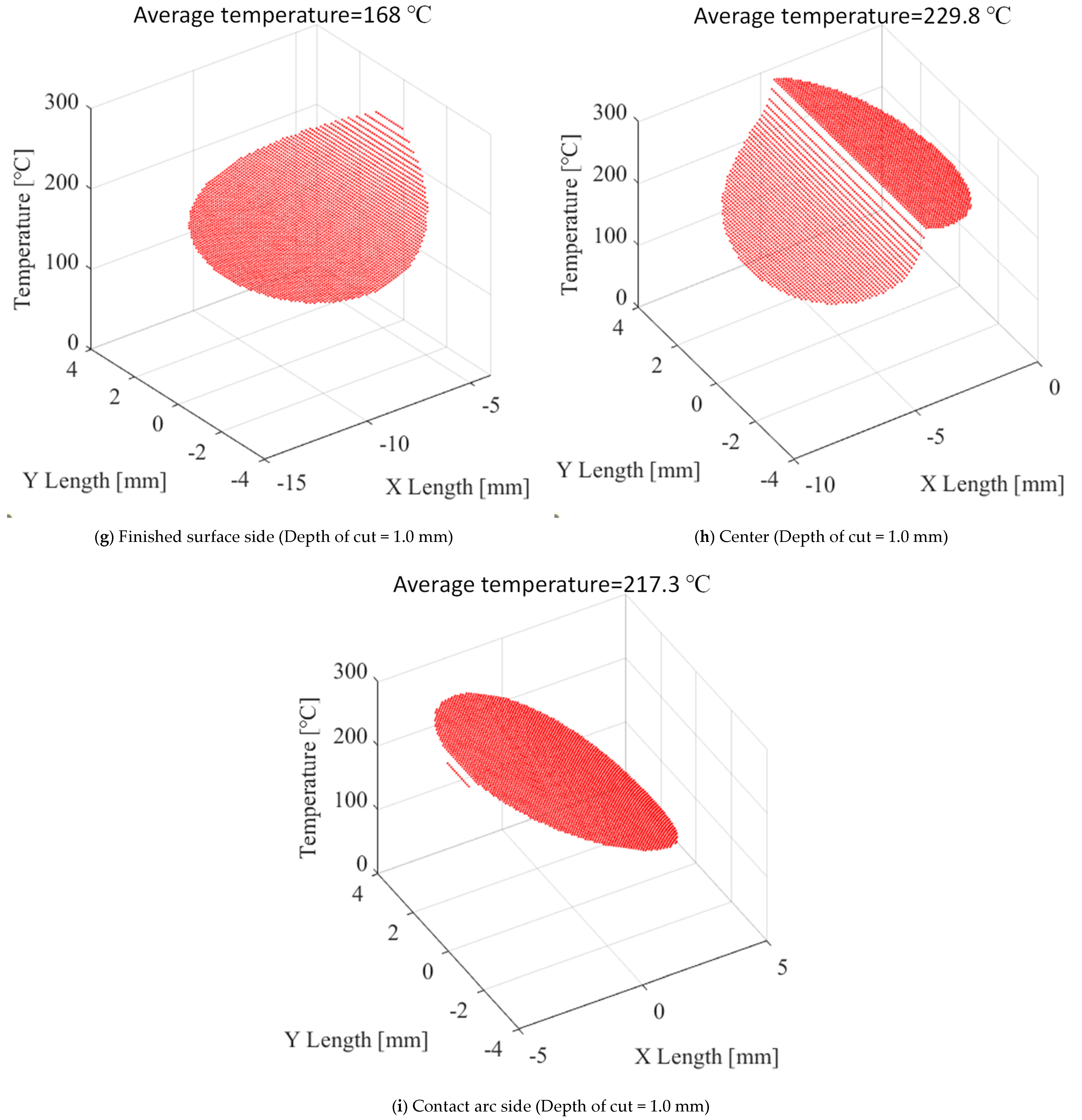
- From the experimental and numerical analysis results, the measurement value changed depending on the temperature measurement position of the infrared thermometer. When the depth of cut was small (0.02 mm), the temperature, including the surface of the workpiece before machining, was measured if the position was on the contact arc side or center.
- (5)
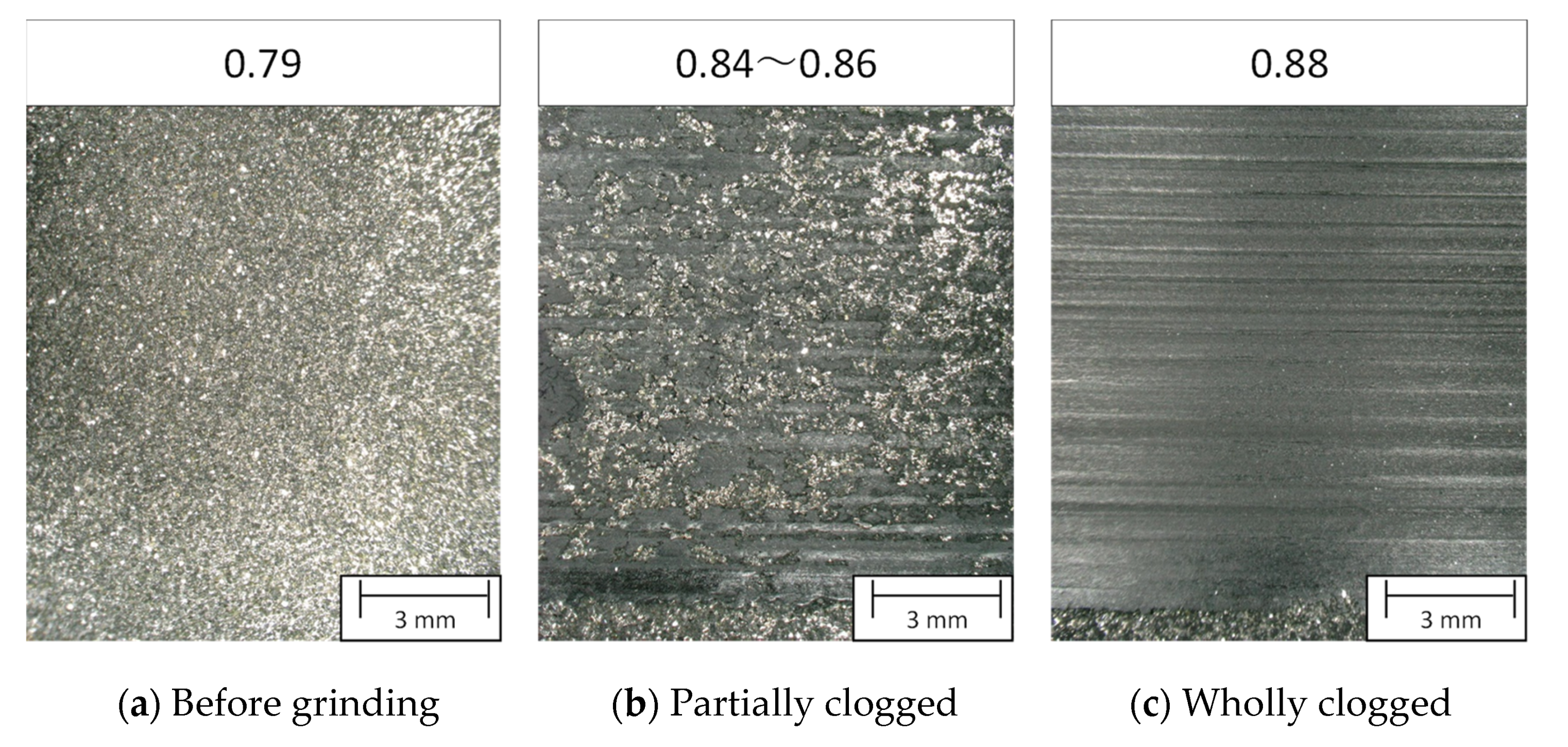
- When abnormal machining caused clogging while using the proposed method, a rapid temperature rise was observed in both the temperature of the grinding surface and the surface of the grinding wheel. Moreover, just before the rapid temperature rise occurred, there were small peaks in the waveform when measuring the temperature of the surface of the grinding wheel, which we consider could be an effective way to detect signs of clogging.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Obi, M.; Tatsumi, Y.; Sata, T. In-process Measurement of Metal Loading on Wheel Surface in Grinding Operation. J. Jpn. Soc. Precis. Eng. 1973, 39, 1062–1067. (In Japanese) [Google Scholar] [CrossRef][Green Version]
- Urbikain, G.; López de Lacalle, L.N. MoniThor: A complete monitoring tool for machining data acquisition based on FPGA programming. SoftwareX 2020, 11, 100387. [Google Scholar] [CrossRef]
- Del Olmo, A.; López de Lacalle, L.N.; Martínez de Pissón, G.; .Pérez-Salinas, C.; Ealo, J.A.; Sastoque, L.; Fernandes, M.H. Tool wear monitoring of high-speed broaching process with carbide tools to reduce production errors. Mech. Syst. Signal Process. 2022, 172, 10900. [Google Scholar] [CrossRef]
- Kumar, S.; Park, H.S.; Nedelcu, D. Development of Real-time Grinding Process Monitoring and Analysis System. Int. J. Precis. Eng. Manuf. 2021, 22, 1345–1355. [Google Scholar] [CrossRef]
- Qin, F.; Zhang, L.; Chen, P.; An, T.; Dai, Y.; Gong, Y.; Yi, Z.; Wang, H. In situ wireless measurement of grinding force in silicon wafer self-rotating grinding process. Mech. Syst. Signal Process. 2021, 154, 107550. [Google Scholar] [CrossRef]
- Mahata, S.; Shakya, P.; Babu, N.R. A robust condition monitoring methodology for grinding wheel wear identification using Hilbert Huang transform. Precis. Eng. 2021, 70, 77–91. [Google Scholar] [CrossRef]
- Mirifar, S.; Kadivar, M.; Azarhoushang, B. First Steps through Intelligent Grinding Using Machine Learning via Integrated Acoustic Emission Sensors. J. Manuf. Mater. Process. 2020, 4, 35. [Google Scholar] [CrossRef]
- Sakamoto, H.; Shimizu, S. Evaluation Method of Condition Change on Working Surface with Grinding. J. Jpn. Soc. Precis. Eng. 2005, 71, 120. (In Japanese) [Google Scholar]
- Nguyen, D.; Yin, S.; Tang, Q.; Son, P.X.; Duc, L.A. Online monitoring of surface roughness and grinding wheel wear when grinding Ti-6Al-4V titanium alloy using ANFIS-GPR hybrid algorithm and Taguchi analysis. Precis. Eng. 2019, 55, 275–292. [Google Scholar] [CrossRef]
- Suto, T.; Waida, T.; Sata, T. In-Process Measurement of Working Wheel Surface in Grinding Operations. J. Jpn. Soc. Precis. Eng. 1970, 36, 676–682. (In Japanese) [Google Scholar] [CrossRef]
- Furutani, K.; Ohguro, N.; Hieu, N.T.; Nakamura, T. In-process measurement of topography change of grinding wheel by using hydrodynamic pressure. Int. J. Mach. Tools Manuf. 2002, 42, 1447–1453. [Google Scholar] [CrossRef]
- Tonshoff, H.K.; Friemuth, T.; Becker, J.C. Process monitoring in grinding. CIRP Ann.-Manuf. Technol. 2002, 51, 551–571. [Google Scholar] [CrossRef]
- Neslušana, M.; Cízek, J.; Kolaříkc, K.; Minárik, P.; Čillikováa, M.; Melikhova, O. Monitoring of grinding burn via Barkhausen noise emission in case-hardened steel in large-bearing production. J. Mater. Process. Technol. 2017, 240, 104–117. [Google Scholar] [CrossRef]
- Sakakura, M.; Ohnishi, T.; Shinoda, T.; Ohashi, K.; Tsukamoto, S.; Inasaki, I. Temperature distribution in a workpiece during cylindrical plunge grindin. Prod. Eng. 2012, 6, 149–155. [Google Scholar] [CrossRef]
- Batako, A.D.; Rowe, W.B.; Morgan, M.N. Temperature measurement in high efficiency deep grinding. Int. J. Mach. Tools Manuf. 2005, 45, 1231–1245. [Google Scholar] [CrossRef]
- Lefebvre, A.; Vieville, P.; Lipinski, P.; Lescalier, C. Numerical analysis of grinding temperature measurement by the foil/workpiece thermocouple method. Int. J. Mach. Tools Manuf. 2006, 46, 1716–1726. [Google Scholar] [CrossRef]
- Lefebvre, A.; Lanzetta, F.; Lipinski, P.; Torrance, A.A. Measurement of grinding temperatures using a foil/workpiece thermocouple. Int. J. Mach. Tools Manuf. 2012, 58, 1–10. [Google Scholar] [CrossRef]
- Liu, D.; Wang, G.; Nie, Z.; Rong, Y. An in-situ infrared temperature-measurement method with back focusing on surface for creep-feed grinding. Measurement 2016, 94, 645–652. [Google Scholar] [CrossRef]
- Mokbel, A.A.; Maksoud, T.M.A. Monitoring of the condition of diamond grinding wheels using acoustic emission technique. J. Mater. Process. Technol. 2000, 101, 292–297. [Google Scholar] [CrossRef]
- Liao, T.W.; Tang, F.; Qu, J.; Blau, P.J. Grinding wheel condition monitoring with boosted minimum distance classifiers. Mech. Syst. Signal Process. 2008, 22, 217–232. [Google Scholar] [CrossRef]
- Fukuhara, Y.; Suzuki, S.; Sasahara, H. Development of in-process monitoring system for grinding wheel surface temperature and grinding state. Adv. Mater. Res. 2005, 806, 624–629. [Google Scholar] [CrossRef]
- Fukuhara, Y.; Suzuki, S.; Sasahara, H. Real-time Grinding State Discrimination Strategy by Use of Monitor-embedded Grinding Wheels. Precis. Eng. 2018, 51, 128–136. [Google Scholar] [CrossRef]
- Fukuhara, Y.; Suzuki, S.; Sasahara, H. In process discrimination of abnormal grinding state on characteristic temperature transition of grinding wheel surface. J. Jpn. Soc. Abras. Technol. 2018, 62, 204–210. [Google Scholar]
- Sasahara, H.; Kikuma, T.; Koyasu, R.; Yao, Y. Surface grinding of carbon fiber reinforced plastic (CFRP) with an internal coolant supplied through grinding wheel. Precis. Eng. 2014, 38, 775–782. [Google Scholar] [CrossRef]
- Rodríguez, A.; Calleja, A.; Lópezde Lacalle, L.N.; Pereira, O.; Rubio-Mateos, A.; Rodríguez, G. Drilling of CFRP-Ti6Al4V stacks using CO2-cryogenic cooling. J. Manuf. Processes 2021, 64, 58–66. [Google Scholar] [CrossRef]
- Takazawa, K. Theory and measuring method of the temperature distribution in ground surface layer. J. Jpn. Soc. Precis. Eng. 1964, 30, 851–856. (In Japanese) [Google Scholar] [CrossRef][Green Version]
- Kodama, H.; Okazaki, S.; Jiang, Y.; Yoden, H.; Ohashi, K. Thermal influence on surface layer of carbon fiber reinforced plastic(CFRP) in grinding. Precis. Eng. 2020, 65, 53–63. [Google Scholar] [CrossRef]
- Hasegawa, Y.; Okuyama, S.; Imai, M. The Grinding heat ratio conducted into workpiece. J. Jpn. Soc. Precis. Eng. 1981, 47, 39–44. (In Japanese) [Google Scholar]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grinding wheel | Type A (φ10) | Type B(φ18) |
| Aperture angle θ [deg] | 1.24 | 6.77 |
| Spindle speeds R [r/min] | Opening time t₀ [μs] | |
| 1000 | 411.7 | 2256.7 |
| 4500 | 91.5 | 501.5 |
| 7000 | 58.8 | 322.4 |
| Outer diameter of grinding wheel | mm | 84 |
| Internal diameter of grinding wheel | mm | 64 |
| Optical holes on type A | ϕ10 mm × 4 | |
| Optical holes on type B | ϕ18 mm × 2 and oval holes with a major axis of 18 mm | |
| Interval holes | deg. | 90 |
| Measurement distance | mm | 100 |
| Temperature of blackbody furnace | °C | 300 |
| Measurement wavelength | μm | 2.0~6.8 |
| Response time of infrared thermometer | μs | 100 |
| Temperature measurement target size | mm | ϕ8 |
| Sampling rate of temperature measurement | kHz | 50 |
| Spindle speeds | r/min | 1000, 4500, 7000 |
| Carbon fiber | TOHO TENAX QU 135-197A | |
| Resin | Epoxy resin #135 | |
| Fabric weight | g/m2 | 190 |
| Curing temperature | °C | 180 |
| Thickness of prepreg | mm | 0.187 |
| Number of layers | 40 |
| Grinding wheel | Type B | |
| Optical holes on type B | Φ18 mm × 2 and oval holes | |
| with a major axis of 18 mm | ||
| Rotation speed | r/min | 4500 |
| Grinding speed | m/s | 19.8 |
| Feed rate | mm/min | 1000 |
| Depth of cut | mm | 0.02, 0.2, 1.0 |
| Grinding direction | Down cut | |
| Grinding condition | Internal cold air supply | |
| Emissivity of CFRP | 0.952 | |
| Temperature measurement area position | Center | |
| Air volume | L/min | 464 |
| Air temperature | °C | 13 |
| Sampling rate | kHz | 50 |
| Grinding wheel | Type B | |
| Rotation speed | r/min | 4500 |
| Grinding speed | m/s | 19.8 |
| Feed rate | mm/min | 1000 |
| Depth of cut | mm | 0.02, 0.2, 1.0 |
| Grinding direction | Down cut | |
| Emissivity of CFRP | 0.952 | |
| Temperature measurement area position | Finished surface side, Center, Contact arc side | |
| Air volume | L/min | 464 |
| Air temperature | °C | 13 |
| Sampling rate | kHz | 50 |
| Environment temperature | °C | 20 |
| Grinding wheel diameter | mm | 84 |
| Depth of cut | mm | 0.02, 0.2, 1.0 |
| Flowing rate into workpiece α | % | 70, 60, 50 |
| Horizontal grinding force T | N | 12.1, 35.0, 73.9 |
| Grinding speed V | m/s | 19.8 |
| Equivalent of heat work J | J/cal | 4.1855 |
| Contact arc length 2l | mm | 1.30, 4.10, 9.17 |
| Grinding width B | mm | 15.6 |
| Thermal diffusivity of CFRP K | J/kg·K | 0.68 |
| Thermal conductivity of CFRP k | W/m·K | 3.17 |
| Feed rate v | mm/min | 1000 |
| Modified Bessel function of the second kind of order zero K₀ | ||
| X = vx/2K, L = vl/2K, Z = vz/2K | ||
| Grinding wheel | Type A | |
| Optical holes on type A | Φ10 × 4 | |
| Rotation speed | r/min | 2000 |
| Grinding speed | m/s | 8.8 |
| Feed rate | mm/min | 1000 |
| Depth of cut | mm | 1 |
| Grinding distance | mm | 100 mm × 2 path |
| Grinding direction | Down cut | |
| Grinding condition | Internal cold air supply | |
| Emissivity of CFRP | 0.952 | |
| Temperature measurement position | Center | |
| Air volume | L/min | 464 |
| Air temperature | °C | 13 |
| Sampling rate | kHz | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ito, Y.; Kita, Y.; Fukuhara, Y.; Nomura, M.; Sasahara, H. Development of In-Process Temperature Measurement of Grinding Surface with an Infrared Thermometer. J. Manuf. Mater. Process. 2022, 6, 44. https://doi.org/10.3390/jmmp6020044
Ito Y, Kita Y, Fukuhara Y, Nomura M, Sasahara H. Development of In-Process Temperature Measurement of Grinding Surface with an Infrared Thermometer. Journal of Manufacturing and Materials Processing. 2022; 6(2):44. https://doi.org/10.3390/jmmp6020044
Chicago/Turabian StyleIto, Yukio, Yoshiyuki Kita, Yoshiya Fukuhara, Mamoru Nomura, and Hiroyuki Sasahara. 2022. "Development of In-Process Temperature Measurement of Grinding Surface with an Infrared Thermometer" Journal of Manufacturing and Materials Processing 6, no. 2: 44. https://doi.org/10.3390/jmmp6020044
APA StyleIto, Y., Kita, Y., Fukuhara, Y., Nomura, M., & Sasahara, H. (2022). Development of In-Process Temperature Measurement of Grinding Surface with an Infrared Thermometer. Journal of Manufacturing and Materials Processing, 6(2), 44. https://doi.org/10.3390/jmmp6020044