
Effect of Rotation Speed and Steel Microstructure on Joint Formation in Friction Stir Spot Welding of Al Alloy to DP Steel

 ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Materials
2.2. Design and Fabrication of Tailored DP Steel Microstructures
2.3. Friction Stir Spot Welding
2.4. Sample Preparation for Metallographic Observations and Microhardness Measurements
3. Results and Discussion
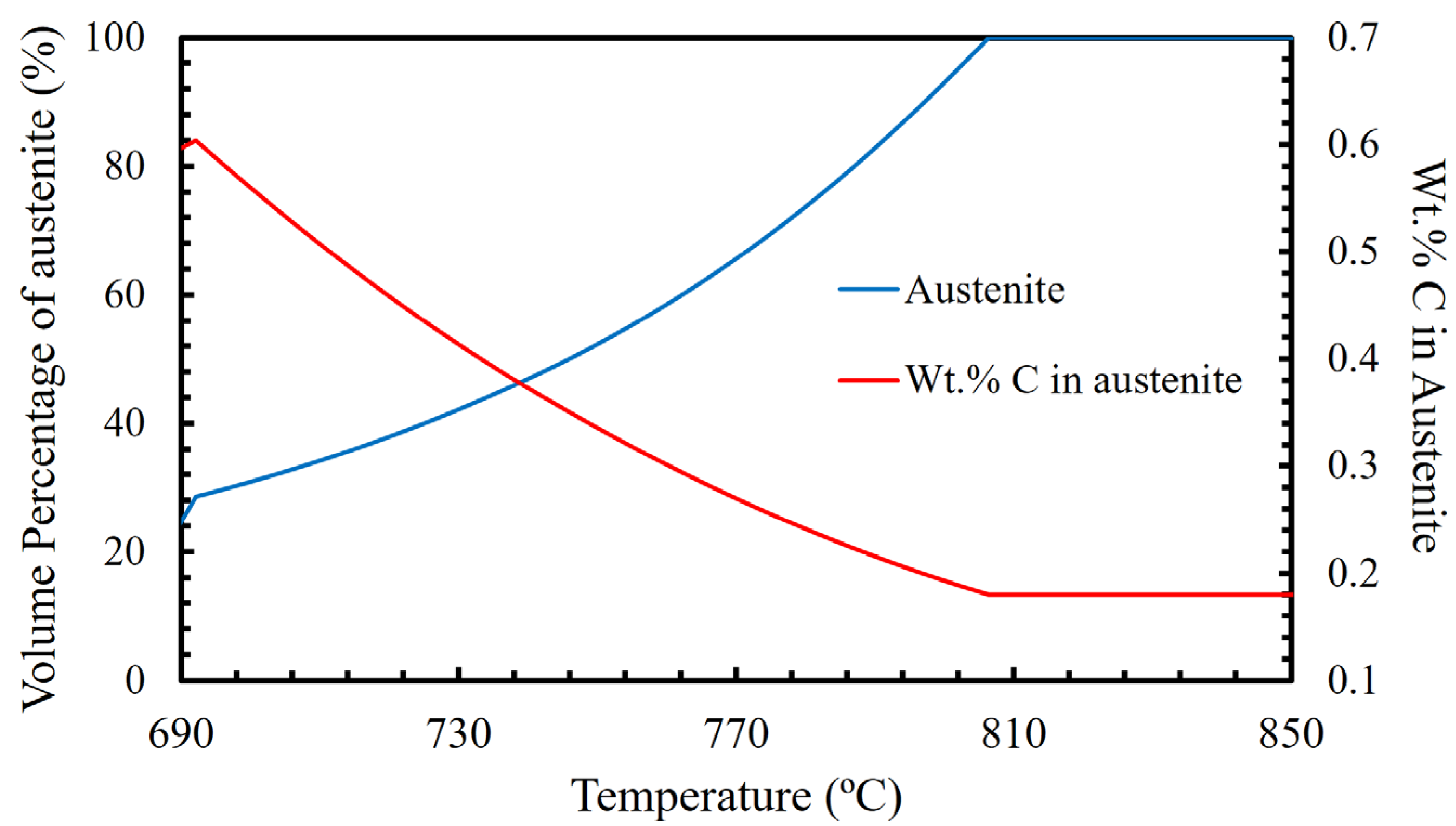
3.1. Design of Heat Treatments to Produce Tailored DP Steel Microstructures
3.2. Characterization of Tailored DP Steel Microstructures
3.3. Plunging Force Response during FSSW
3.4. Characterization of the Joints
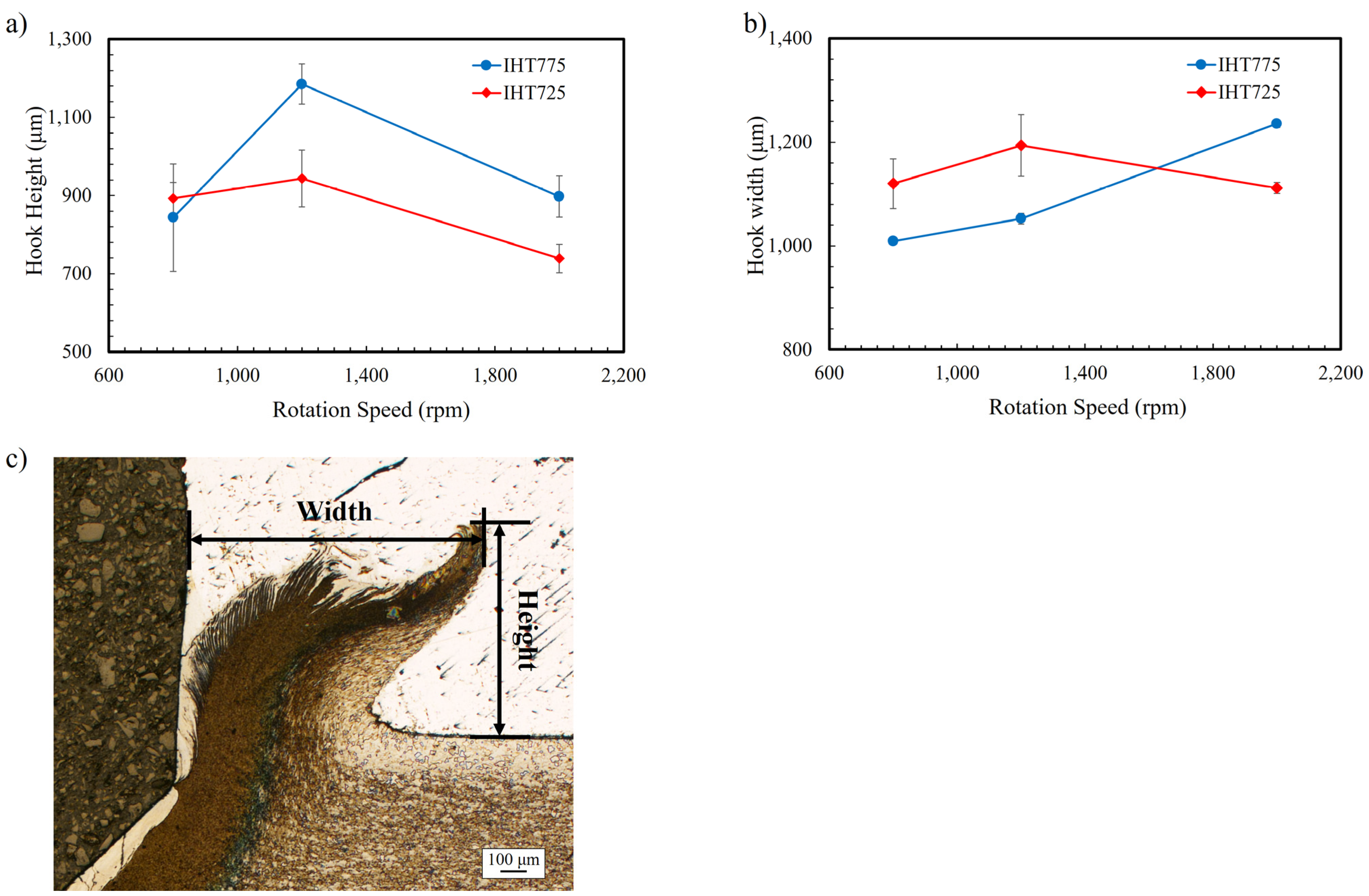
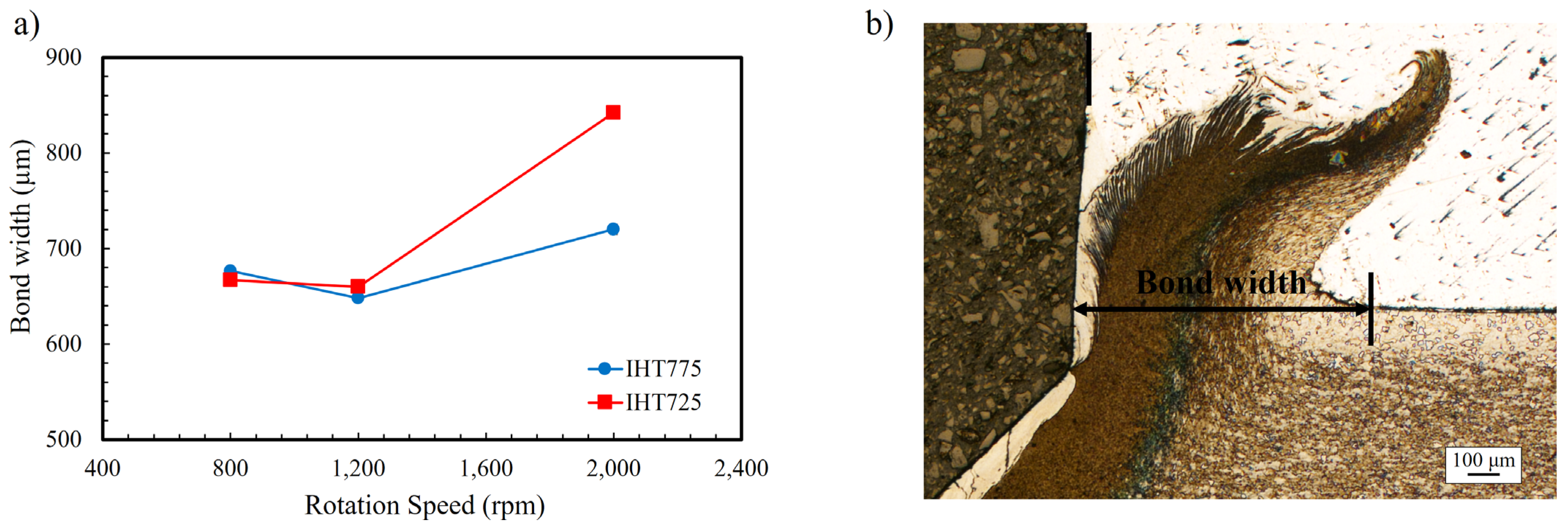
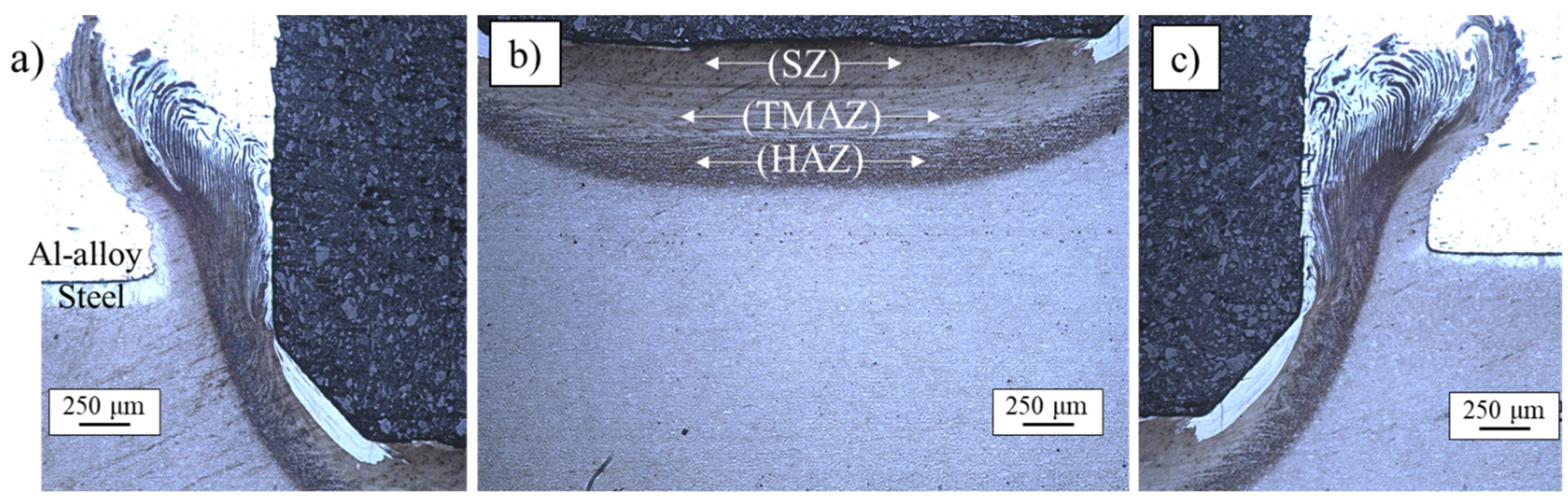
3.4.1. Macrostructural Characterization: Hook Morphology and Bond Width
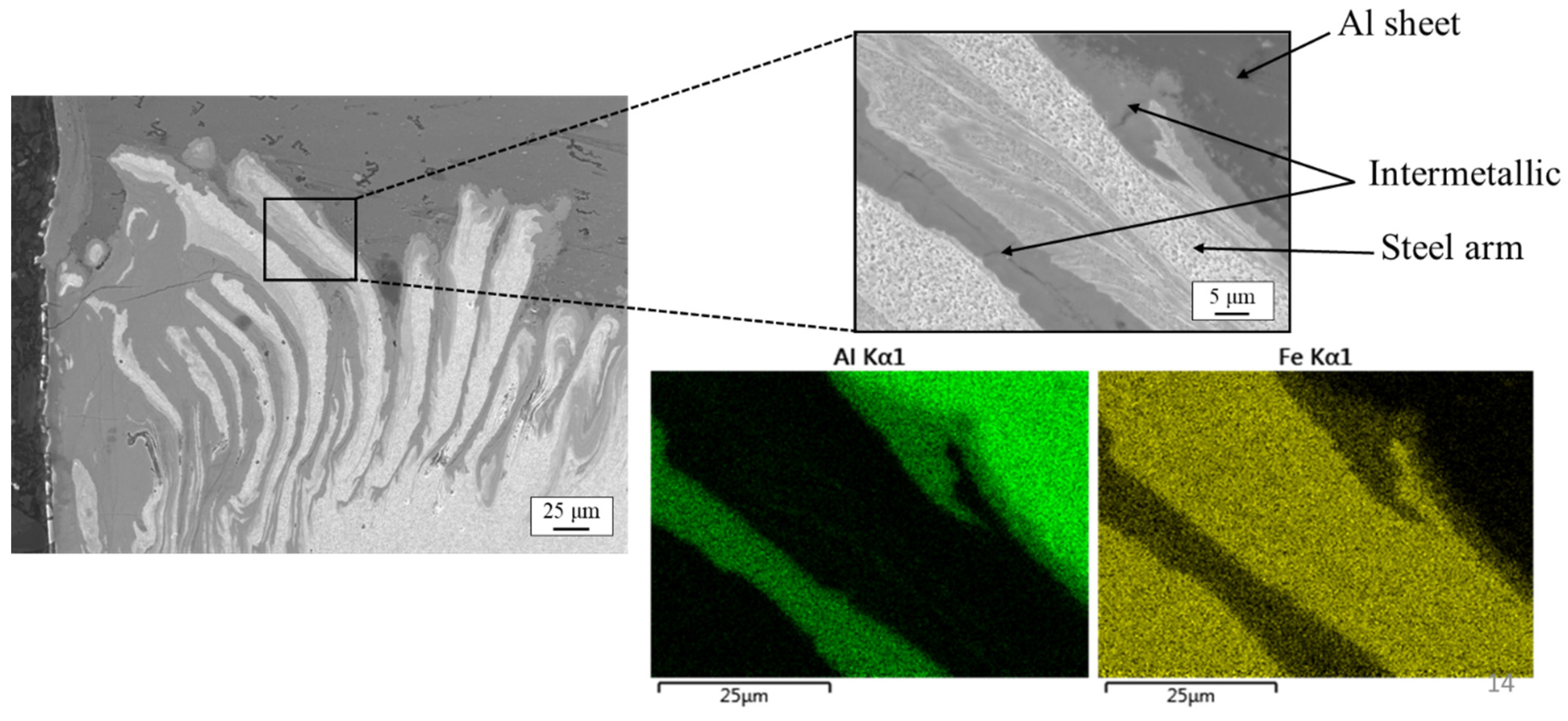
3.4.2. Microstructural Characterization: Steel Hook and Sheet Microstructures and Intermetallic Compounds
4. Conclusions
- Two intercritical heat treatments were designed according to dilatometry results and applied to establish DP microstructures with different ratios of martensite and ferrite. Performing intercritical heat treatment at 725 and 775 °C results in Vm = 0.38 and 0.61, respectively.
- Increasing rotation speed generates higher frictional heat and consequently material softening. Therefore, the increase of rotation speed also comes with a reduction of the plunging force. However, the ratio of martensite and ferrite in the initial DP steel microstructure does not have an important effect on the plunging force.
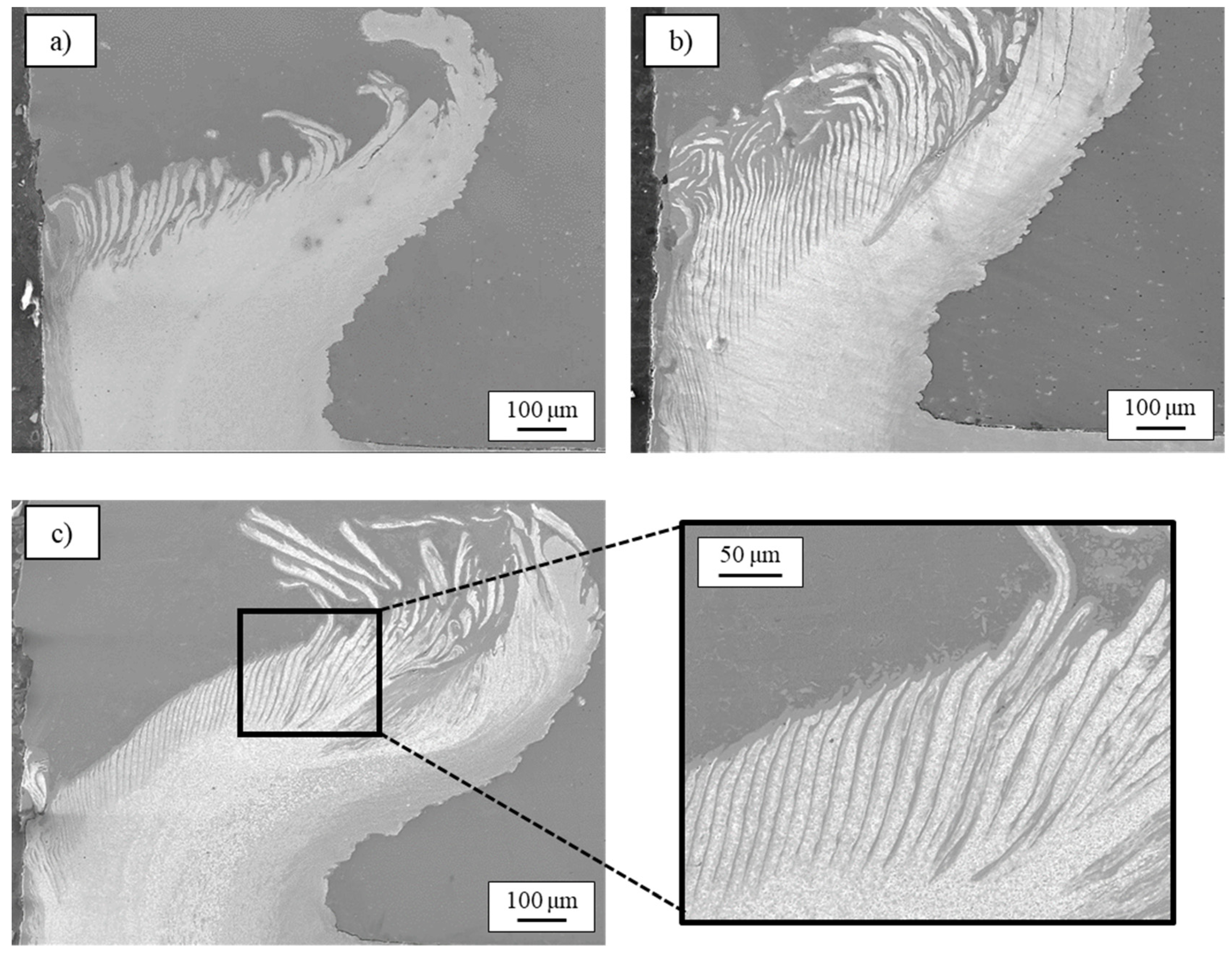
- Initial DP steel microstructure affects hook height and width due to the different abilities to flow for ferrite and martensite. However, hook morphology also depends on rotation speed and material flow driver (pin or shoulder).
- Bond width is affected by rotation speed and ratio of martensite and ferrite in the DP steel microstructure but only when the rotation speed is high enough; in this work at 2000 rpm. The increase of the bond width at high rotation speed is caused by the increase of frictional heat and the expansion of the stirred interface zone.
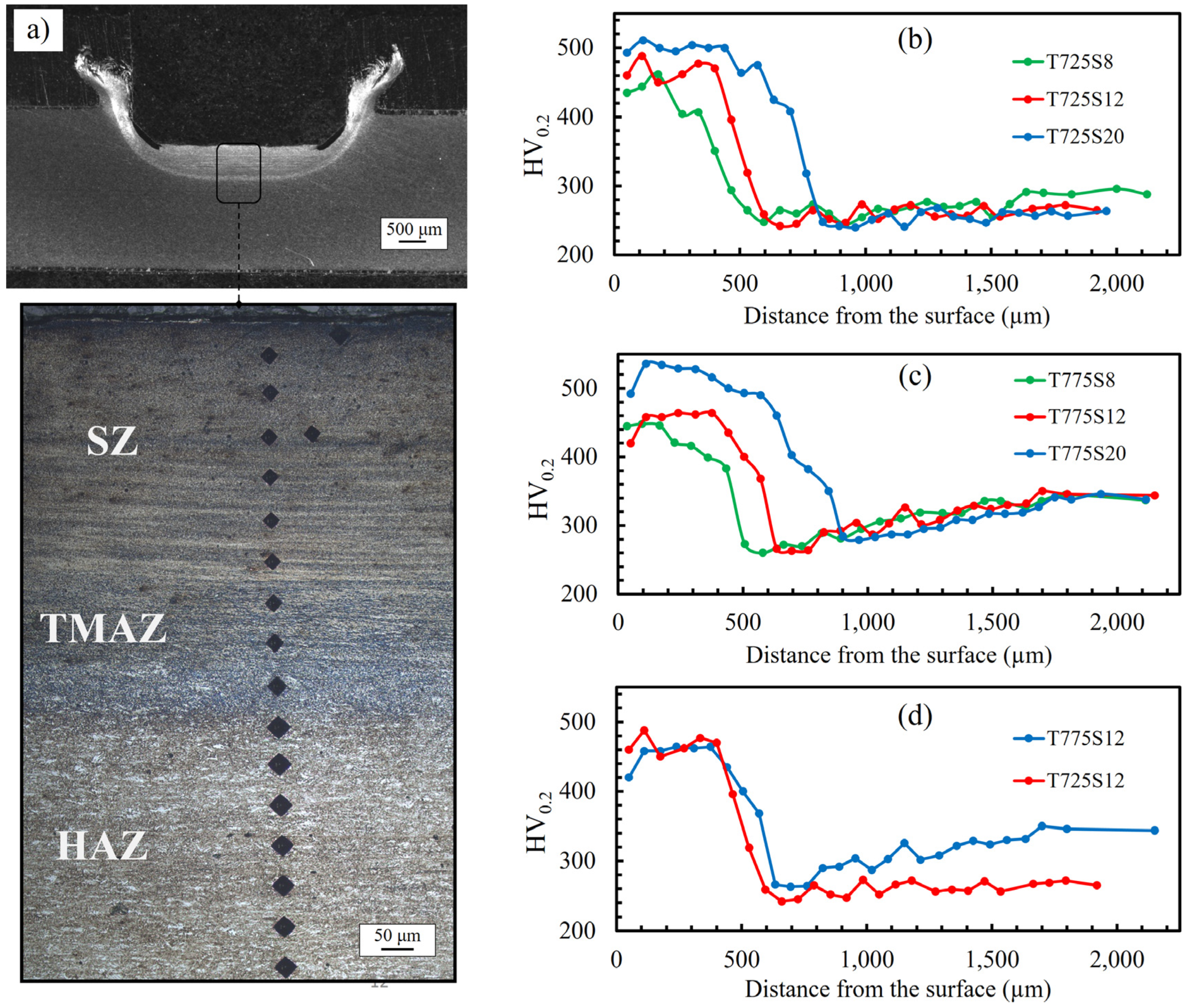
- A fully martensitic microstructure was obtained in the steel sheet, just beneath the exit hole, suggesting that the temperature in the regarded area has reached the austenitization temperature during the FSSW process. The fraction of martensite decreases towards the base material, reaching Vm of the initial DP microstructure. This microstructural evolution could be accompanied with both softening (e.g., dynamic recrystallization and tempering) and hardening (e.g., work hardening) phenomena, resulting in different hardness values within the analyzed areas (i.e., SZ, TMAZ, and HAZ).
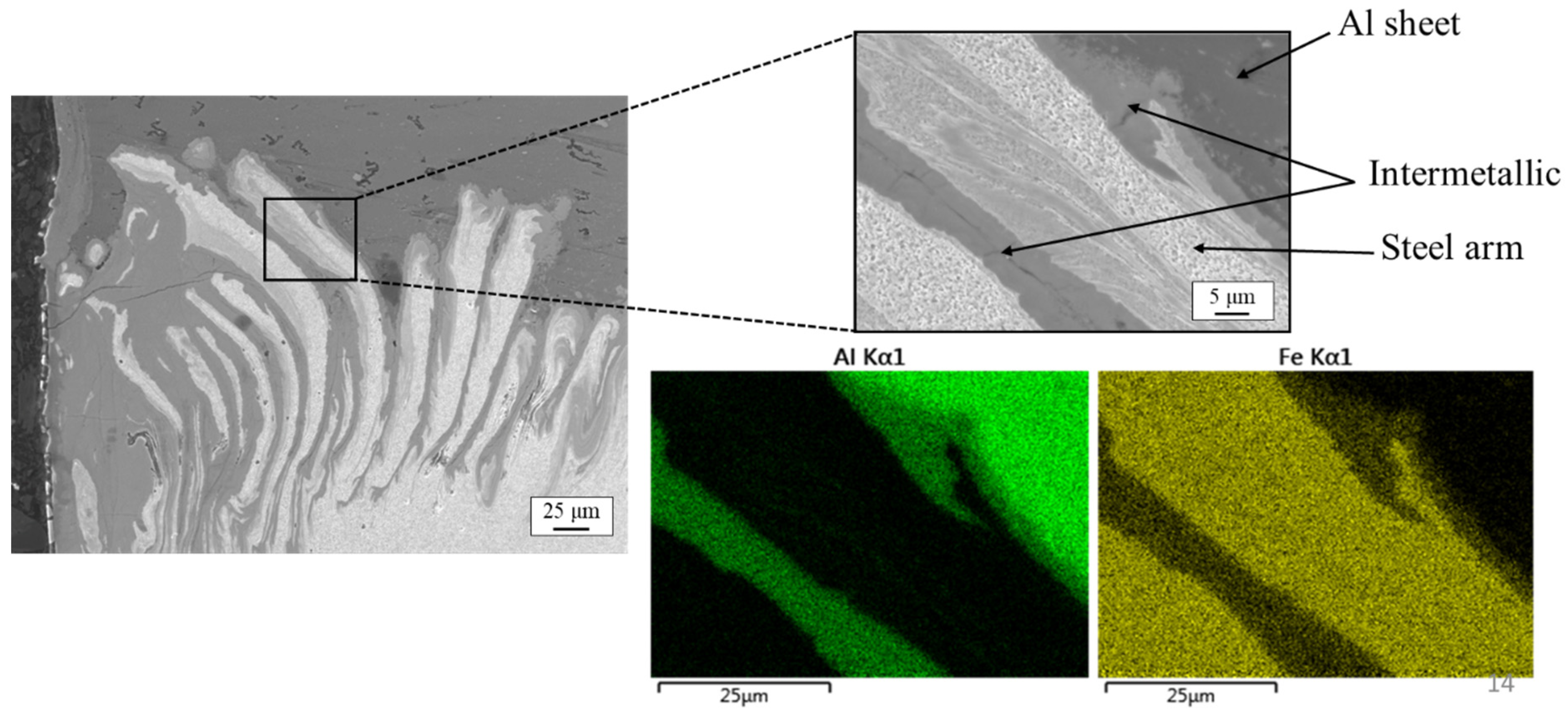
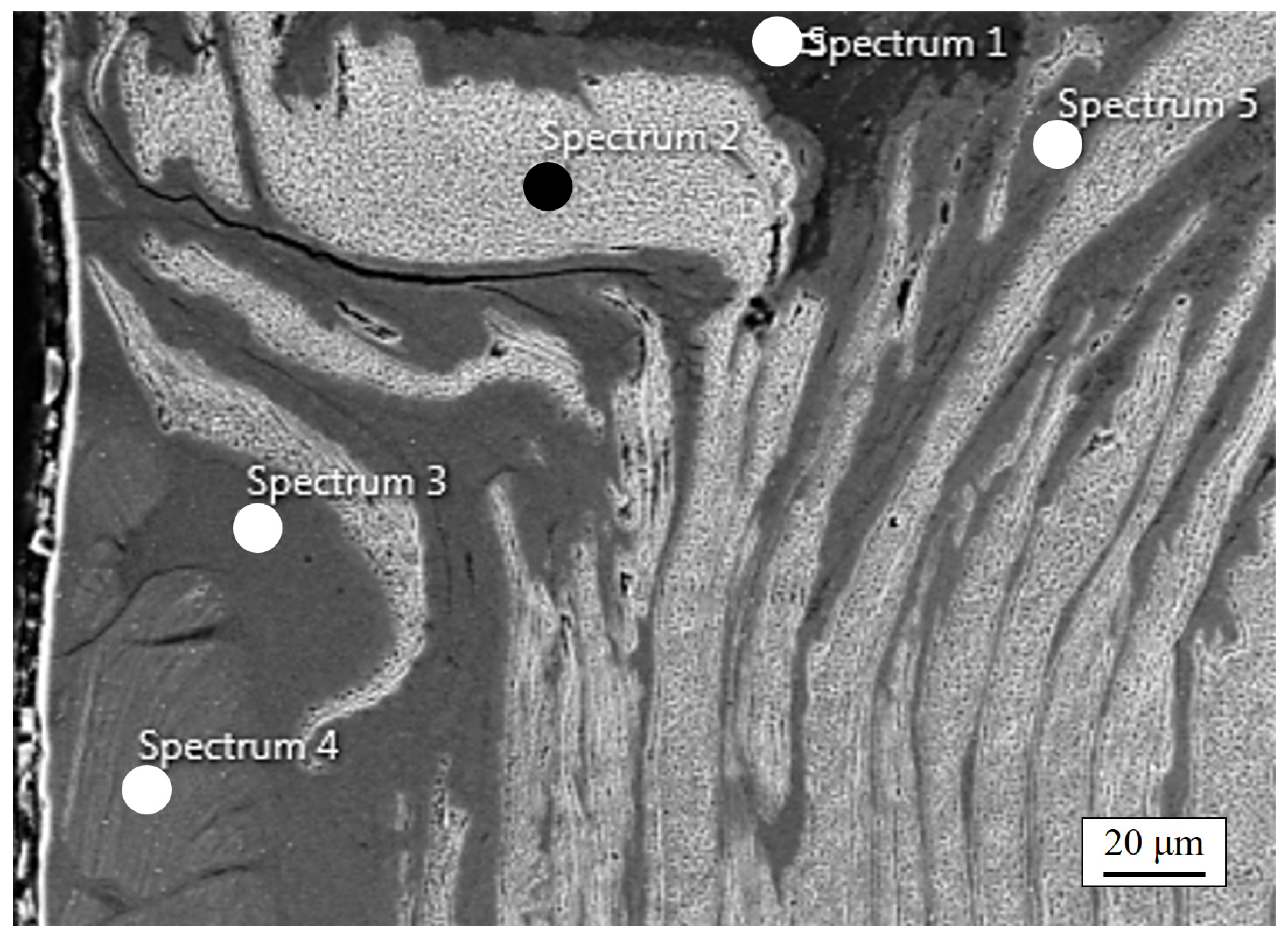
- Different types of FexAly intermetallics are formed in three zones of the joint; the hook tips, in the hooks close to the exit hole and in the corner of the exit hole. These intermetallics are brittle and their hardness values vary from 456 to 937 HV01.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and Highly Productive Joining Technologies for Multi-Material Lightweight Car Body Structures. J. Mater. Eng Perform. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Tisza, M.; Czinege, I. Comparative Study of the Application of Steels and Aluminium in Lightweight Production of Automotive Parts. Int. J. Lightweight Mater. Manuf. 2018, 1, 229–238. [Google Scholar] [CrossRef]
- Goede, M.; Stehlin, M.; Rafflenbeul, L.; Kopp, G.; Beeh, E. Super Light Car—Lightweight Construction Thanks to a Multi-Material Design and Function Integration. Eur. Transp. Res. Rev. 2009, 1, 5–10. [Google Scholar] [CrossRef] [Green Version]
- Tatsuya, S.; Gen, M.; Yasuaki, N.; Kenji, S.; Yasunobu, M.; Hatsuhiko, O.; Tetsuro, N. Dissimilar Metal Joining Technologies for Steel Sheet and Aluminum Alloy Sheet in Auto Body. Nippon Steel Tech. Rep. 2012, 103, 91–98. [Google Scholar]
- Shah, L.H.; Ishak, M. Review of Research Progress on Aluminum–Steel Dissimilar Welding. Mater. Manuf. Processes 2014, 29, 928–933. [Google Scholar] [CrossRef]
- Dilthey, U.; Stein, L. Multimaterial Car Body Design: Challenge for Welding and Joining. Sci. Technol. Weld. Join. 2006, 11, 135–142. [Google Scholar] [CrossRef]
- Tanaka, T.; Morishige, T.; Hirata, T. Comprehensive Analysis of Joint Strength for Dissimilar Friction Stir Welds of Mild Steel to Aluminum Alloys. Scr. Mater. 2009, 61, 756–759. [Google Scholar] [CrossRef]
- Haghshenas, M.; Gerlich, A.P. Joining of Automotive Sheet Materials by Friction-Based Welding Methods: A Review. Eng. Sci. Technol. Int. J. 2018, 21, 130–148. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Gerlich, A.P. Advances in Friction Stir Spot Welding. Crit. Rev. Solid State Mater. Sci. 2020, 45, 457–534. [Google Scholar] [CrossRef]
- Mohan, D.G.; Gopi, S.; Tomków, J.; Memon, S. Assessment of Corrosive Behaviour and Microstructure Characterization of Hybrid Friction Stir Welded Martensitic Stainless Steel. Adv. Mater. Sci. 2021, 21, 67–78. [Google Scholar] [CrossRef]
- Figner, G.; Vallant, R.; Weinberger, T.; Enzinger, N.; Schröttner, H.; Paśič, H. Friction Stir Spot Welds between Aluminium and Steel Automotive Sheets: Influence of Welding Parameters on Mechanical Properties and Microstructure. Weld. World 2009, 53, R13–R23. [Google Scholar] [CrossRef]
- Piccini, J.M.; Svoboda, H.G. Tool Geometry Optimization in Friction Stir Spot Welding of Al-Steel Joints. J. Manuf. Processes 2017, 26, 142–154. [Google Scholar] [CrossRef]
- Rong, Z.; Li, L.; Chen, L.; Yuan, H.; Zhu, S.; Sun, Y.; Guan, S. The Effect of Zn Coating Layer on the Microstructure and Mechanical Properties of Friction Stir Spot Welded Galvanized DP590 High-Strength Steel Plates. Int. J. Adv. Manuf. Technol. 2021, 113, 1787–1798. [Google Scholar] [CrossRef]
- da Silva, A.A.M.; Aldanondo, E.; Alvarez, P.; Arruti, E.; Echeverria, A. Friction Stir Spot Welding of AA 1050 Al Alloy and Hot Stamped Boron Steel (22MnB5). Sci. Technol. Weld. Join. 2010, 15, 682–687. [Google Scholar] [CrossRef]
- Su, P.; Gerlich, A.; North, T.H.; Bendzsak, G.J. Material Flow during Friction Stir Spot Welding. Sci. Technol. Weld. Join. 2006, 11, 61–71. [Google Scholar] [CrossRef]
- Yang, Q.; Mironov, S.; Sato, Y.S.; Okamoto, K. Material Flow during Friction Stir Spot Welding. Mater. Sci. Eng. A 2010, 527, 4389–4398. [Google Scholar] [CrossRef]
- El-Sayed, M.M.; Shash, A.Y.; Abd-Rabou, M.; ElSherbiny, M.G. Welding and Processing of Metallic Materials by Using Friction Stir Technique: A Review. J. Adv. Join. Processes 2021, 3, 100059. [Google Scholar] [CrossRef]
- Fujimoto, M.; Koga, S.; Abe, N.; Sato, S.Y.; Kokawa, H. Analysis of Plastic Flow of the Al Alloy Joint Produced by Friction Stir Spot Welding. Weld. Int. 2009, 23, 589–596. [Google Scholar] [CrossRef]
- Janeczek, A.; Tomków, J.; Fydrych, D. The Influence of Tool Shape and Process Parameters on the Mechanical Properties of AW-3004 Aluminium Alloy Friction Stir Welded Joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef]
- MAZDA NEWSROOM∣Mazda Develops World’s First Steel and Aluminum Joining Technology Using Friction Heat∣NEWS RELEASES. Available online: https://newsroom.mazda.com/en/publicity/release/2005/200506/050602.html (accessed on 22 September 2021).
- MAZDA:Backnumber|News Releases. Available online: https://newsroom.mazda.com/en/publicity/release/2003/200302/0227e.html (accessed on 22 September 2021).
- Lathabai, S.; Painter, M.J.; Cantin, G.M.D.; Tyagi, V.K. Friction Spot Joining of an Extruded Al–Mg–Si Alloy. Scr. Mater. 2006, 55, 899–902. [Google Scholar] [CrossRef]
- Tozaki, Y.; Uematsu, Y.; Tokaji, K. Effect of Processing Parameters on Static Strength of Dissimilar Friction Stir Spot Welds between Different Aluminium Alloys. Fatigue Fract. Eng. Mater. Struct. 2007, 30, 143–148. [Google Scholar] [CrossRef]
- Shen, Z.; Yang, X.; Yang, S.; Zhang, Z.; Yin, Y. Microstructure and Mechanical Properties of Friction Spot Welded 6061-T4 Aluminum Alloy. Mater. Des. 2014, 54, 766–778. [Google Scholar] [CrossRef]
- Radwanski, K.; Kuziak, R.; Rozmus, R. Structure and Mechanical Properties of Dual-Phase Steel Following Heat Treatment Simulations Reproducing a Continuous Annealing Line. Arch. Civ. Mech. Eng. 2019, 19, 453–468. [Google Scholar] [CrossRef]
- Kalhor, A.; Soleimani, M.; Mirzadeh, H.; Uthaisangsuk, V. A Review of Recent Progress in Mechanical and Corrosion Properties of Dual Phase Steels. Arch. Civ. Mech. Eng. 2020, 20, 85. [Google Scholar] [CrossRef]
- Tasan, C.C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An Overview of Dual-Phase Steels: Advances in Microstructure-Oriented Processing and Micromechanically Guided Design. Annu. Rev. Mater. Res. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- Torkamani, H.; Raygan, S.; Garcia Mateo, C.; Palizdar, Y.; Rassizadehghani, J.; Vivas, J.; San-Martin, D. Low-Carbon Cast Microalloyed Steel Intercritically Heat-Treated at Different Temperatures: Microstructure and Mechanical Properties. Arch. Civ. Mech. Eng. 2021, 21, 70. [Google Scholar] [CrossRef]
- Garcia, C.; Alvarez, L.F.; Carsi, M. Effects of Heat-treatment Parameters on Non-equilibrium Transformations and Properties of X45Cr13 and X60Cr14MoV Martensitic Stainless Steels. Weld. Int. 1992, 6, 612–621. [Google Scholar] [CrossRef]
- Aldanondo, E.; Vivas, J.; Álvarez, P.; Hurtado, I. Effect of Tool Geometry and Welding Parameters on Friction Stir Welded Lap Joint Formation with AA2099-T83 and AA2060-T8E30 Aluminium Alloys. Metals 2020, 10, 872. [Google Scholar] [CrossRef]
- Aldanondo, E.; Vivas, J.; Álvarez, P.; Hurtado, I.; Karanika, A. Friction Stir Welding of AA2099-T83 and AA2060-T8E30 Aluminium Alloys with New Cr-Free Surface Treatments and Sealant Application. Metals 2021, 11, 644. [Google Scholar] [CrossRef]
- Leitao, C.; Arruti, E.; Aldanondo, E.; Rodrigues, D.M. Aluminium-Steel Lap Joining by Multipass Friction Stir Welding. Mater. Des. 2016, 106, 153–160. [Google Scholar] [CrossRef]
- Li, Z.; Yue, Y.; Ji, S.; Chai, P.; Zhou, Z. Joint Features and Mechanical Properties of Friction Stir Lap Welded Alclad 2024 Aluminum Alloy Assisted by External Stationary Shoulder. Mater. Des. 2016, 90, 238–247. [Google Scholar] [CrossRef]
- Yin, Y.H.; Sun, N.; North, T.H.; Hu, S.S. Hook Formation and Mechanical Properties in AZ31 Friction Stir Spot Welds. J. Mater. Processing Technol. 2010, 210, 2062–2070. [Google Scholar] [CrossRef]
- Hovanski, Y.; Santella, M.L.; Grant, G.J. Friction Stir Spot Welding of Hot-Stamped Boron Steel. Scr. Mater. 2007, 57, 873–876. [Google Scholar] [CrossRef]
- Das, H.; Mondal, M.; Hong, S.T.; Lim, Y.; Lee, K.J. Comparison of Microstructural and Mechanical Properties of Friction Stir Spot Welded Ultra-High Strength Dual Phase and Complex Phase Steels. Mater. Charact. 2018, 139. [Google Scholar] [CrossRef]
- Feng, Z.; Santella, M.L.; David, S.A.; Steel, R.J.; Packer, S.M.; Pan, T.; Kuo, M.; Bhatnagar, R.S. Friction Stir Spot Welding of Advanced High-Strength Steels—A Feasibility Study. SAE Trans. 2005, 114, 592–598. [Google Scholar]
- Saeid, T.; Abdollah-zadeh, A.; Shibayanagi, T.; Ikeuchi, K.; Assadi, H. On the Formation of Grain Structure during Friction Stir Welding of Duplex Stainless Steel. Mater. Sci. Eng. A 2010, 527, 6484–6488. [Google Scholar] [CrossRef]
- Emami, S.; Saeid, T.; Khosroshahi, R.A. Microstructural Evolution of Friction Stir Welded SAF 2205 Duplex Stainless Steel. J. Alloys Compd. 2018, 739, 678–689. [Google Scholar] [CrossRef]
- Chen, W.; Wang, J.; Li, J.; Zheng, Y.; Li, H.; Liu, Y.; Han, P. Effect of the Rotation Speed during Friction Stir Welding on the Microstructure and Corrosion Resistance of SAF 2707 Hyper Duplex Stainless Steel. Steel Res. Int. 2018, 89, 1700425. [Google Scholar] [CrossRef]
- Wang, W.; Hu, Y.; Wu, T.; Zhao, D.; Zhao, H. Effect of Rotation Speed on Microstructure and Mechanical Properties of Friction-Stir-Welded 2205 Duplex Stainless Steel. Adv. Mater. Sci. Eng. 2020, 2020, e5176536. [Google Scholar] [CrossRef]
- Chen, K.; Liu, X.; Ni, J. Keyhole Refilled Friction Stir Spot Welding of Aluminum Alloy to Advanced High Strength Steel. J. Mater. Processing Technol. 2017, 249, 452–462. [Google Scholar] [CrossRef]
- Zhang, D.; Shibayanagi, T. Material Flow during Friction Stir Spot Welding of Dissimilar Al2024/Al Materials. Mater. Sci. Technol. 2015, 31, 1077–1087. [Google Scholar] [CrossRef]
- Bozzi, S.; Helbert-Etter, A.L.; Baudin, T.; Criqui, B.; Kerbiguet, J.G. Intermetallic Compounds in Al 6016/IF-Steel Friction Stir Spot Welds. Mater. Sci. Eng. A 2010, 527, 4505–4509. [Google Scholar] [CrossRef]
- Pourali, M.; Abdollah-zadeh, A.; Saeid, T.; Kargar, F. Influence of Welding Parameters on Intermetallic Compounds Formation in Dissimilar Steel/Aluminum Friction Stir Welds. J. Alloys Compd. 2017, 715, 1–8. [Google Scholar] [CrossRef]
- Seli, H.; Awang, M.; Ismail, A.I.M.; Rachman, E.; Ahmad, Z.A. Evaluation of Properties and FEM Model of the Friction Welded Mild Steel-Al6061-Alumina. Mat. Res. 2013, 16, 453–467. [Google Scholar] [CrossRef] [Green Version]
- Basariya, M.I.R.; Mukhopadhyay, N.K. Structural and Mechanical Behaviour of Al-Fe Intermetallics; IntechOpen: London, UK, 2018; ISBN 978-1-78923-179-3. [Google Scholar]
- Karim, M.A.; Park, Y.-D. A Review on Welding of Dissimilar Metals in Car Body Manufacturing. J. Weld. Join. 2020, 38, 8–23. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | S | P | Al | Nb + V | Fe |
|---|---|---|---|---|---|---|---|---|
| wt.% | 0.18 | 0.50 | 2.10 | 0.01 | 0.02 | 0.02 | 0.05 | Bal. |
| Elements | Mn | Si | Cr | Cu | Zn | Fe | Ti | Mg | Al |
|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.396 | 0.298 | 0.038 | 0.063 | 0.040 | 0.365 | 0.016 | 3.001 | Bal. |
| Plunge Rate (mm/min) | Pin Length (mm) | Dwell Time (s) | Rotation Speed (rpm) | Plunge Depth into Steel (mm) |
|---|---|---|---|---|
| 800 | ||||
| 12 | 2.4 | 3 | 1200 | 0.7 |
| 2000 |
| Denotation | IHT Temperature (°C) | Rotation Speed (rpm) |
|---|---|---|
| T725S08 | 725 | 800 |
| T725S12 | 725 | 1200 |
| T725S20 | 725 | 2000 |
| T775S08 | 775 | 800 |
| T775S12 | 775 | 1200 |
| T775S20 | 775 | 2000 |
| Spectrum | Elements, wt.% | |||
|---|---|---|---|---|
| Al | Fe | Si | Mn | |
| S1 | 98.56 | 1.12 | 0.05 | 0.28 |
| S2 | 0.31 | 97.76 | 0.42 | 1.51 |
| S3 | 67.01 | 32.18 | 0.11 | 0.70 |
| S4 | 40.06 | 58.63 | 0.45 | 0.86 |
| S5 | 65.04 | 34.25 | 0.23 | 0.48 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torkamani, H.; Vivas Méndez, J.; Lecart, C.; Aldanondo Begiristain, E.; Alvarez Moro, P.; Antti, M.-L. Effect of Rotation Speed and Steel Microstructure on Joint Formation in Friction Stir Spot Welding of Al Alloy to DP Steel. J. Manuf. Mater. Process. 2022, 6, 24. https://doi.org/10.3390/jmmp6010024
Torkamani H, Vivas Méndez J, Lecart C, Aldanondo Begiristain E, Alvarez Moro P, Antti M-L. Effect of Rotation Speed and Steel Microstructure on Joint Formation in Friction Stir Spot Welding of Al Alloy to DP Steel. Journal of Manufacturing and Materials Processing. 2022; 6(1):24. https://doi.org/10.3390/jmmp6010024
Chicago/Turabian StyleTorkamani, Hadi, Javier Vivas Méndez, Clement Lecart, Egoitz Aldanondo Begiristain, Pedro Alvarez Moro, and Marta-Lena Antti. 2022. "Effect of Rotation Speed and Steel Microstructure on Joint Formation in Friction Stir Spot Welding of Al Alloy to DP Steel" Journal of Manufacturing and Materials Processing 6, no. 1: 24. https://doi.org/10.3390/jmmp6010024
APA StyleTorkamani, H., Vivas Méndez, J., Lecart, C., Aldanondo Begiristain, E., Alvarez Moro, P., & Antti, M.-L. (2022). Effect of Rotation Speed and Steel Microstructure on Joint Formation in Friction Stir Spot Welding of Al Alloy to DP Steel. Journal of Manufacturing and Materials Processing, 6(1), 24. https://doi.org/10.3390/jmmp6010024